大型合資車企設備綜合效率體系的創新與實踐
2023-10-20 03:21:12魏玲王子辰石陽宋宏偉
汽車工藝師 2023年10期
魏玲,王子辰,石陽,宋宏偉
北京奔馳汽車有限公司車身一工廠 北京 100176
北京奔馳車身一工廠是北京奔馳汽車有限公司的后驅車焊裝車間,目前生產制造奔馳C級轎車車身。2020年初,車身一工廠緊緊圍繞公司“走向卓越2020”戰略,結合車間自身實際生產狀態,打造全新的生產管理體系,努力實現生產效率與產品質量雙提升。車間管理團隊對現有C級車身生產線采用全新的OEE監控管理方法,實現生產效率多時段監控管理。通過對收集數據的統計分析,可對生產線狀態有由工位至車間層面、單班次時長到年度時長的全方位立體化認知。再針對瓶頸問題給出改造方案,解決問題。有效提高生產效率,同時通過改進,節約成本,實現精益管理提高效益的目標。
OEE瀑布圖
1.時間瀑布圖
生產線開動后,會產生停機損耗。此類損耗定義為有效損失。
在有效損失內,例如設備停機,開線準備時間損失,手動模式操作時間損失及工具切換時間損失,啟動設備及暖機時間損失等損失,定義為設備損失。在有效損失內,因節拍的損失,物流問題造成的停線等待時間損失,定義為性能損失。在有效損失內,因產品質量引起的停機損失,不合格品返修損耗的時間,定義為質量損失。
有效損失主要包括設備損失、性能損失、質量損失三類。有效損失在生產線開動后就會產生,不可避免,可通過優化生產線降低有效損失。
有效損失以外產生的時間損失定義為使用損失。使用損失包括周末及節假日,計劃停線及設備維護時間,未安排生產時間、休息時間、工作時間內全員生產維護時間(TPM)、工段和班組例會時間及信息共享會議等。
公歷日乘以24小時所得時間定義為總時間(Total Time)。
總時間減去總時間內周末及節假日,計劃停線及維護時間,未安排生產的時間后,所得時間定義為工作時間(Operation Time)。
總時間減去其內的使用損失所得時間為凈工作時間(Business Operation Time)。工作時間內有效損失包括休息時間、TPM時間、工段及班組例會、信息共享會議、經允許的損失時間及未安排生產能力損失的時間。
凈生產時間內去除有效損失所得時間為有效凈生產時間(Effective Business Operation Time)。有效凈生產時間為生產線生產車身時間。
根據上述時間定義分類,可建立時間瀑布圖,如圖1所示。

圖1 時間瀑布圖
2.OEE,EEP,TEEP, NG定義及OEE瀑布圖
有效凈生產時間與凈生產時間的比值為O E E(Overall Equipment Effectiveness)值。
有效凈生產時間與工作時間的比值為E E P(Effective Equipment Productivity)值。
有效凈生產時間與總時間的比值為TEEP(Total Effective Equipment Productivity)值。
凈生產時間與總時間的比值為時間利用率(NG)。
根據以上定義,OEE瀑布圖概念如圖2所示。
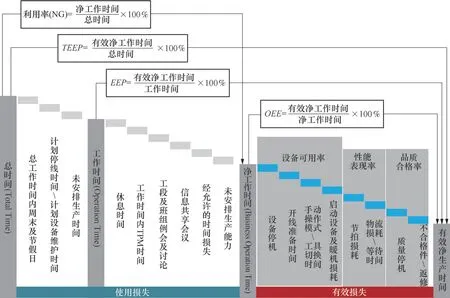
圖2 OEE瀑布圖
計算方法與數據分析
1.OEE、EEP、TEEP和NG計算公式
OEE由設備可用率、性能表現率和品質合格率三部分組成。
設備可用率為有效凈生產時間與凈生產時間的比值。性能表現率為通過規劃加工周期(Target Cycle Time)加工該產量所用時間與有效凈生產時間的比值。品質合格率表現為合格產品數(Good Parts)與總產量(Production)的比值。
根據OEE定義,將各部分進行展開,并進行公式變換,得OEE計算公式
式中,Units為合格車產量;TargetCycleTime為生產規劃節拍;BusinessOperationTime為凈工作時間。
式中,OperationTime為工作時間。
式中,TotalTime為總時間。
式中,BusinessOperationTime為凈工作時間。
2.試驗數據分析
收集車身一工廠2020年3月每日規劃節拍、目標產量、實際產量及總工作時間(TT)、工作時間(OT)及凈工作時間(BOT)和生產節拍(CT),見表1。
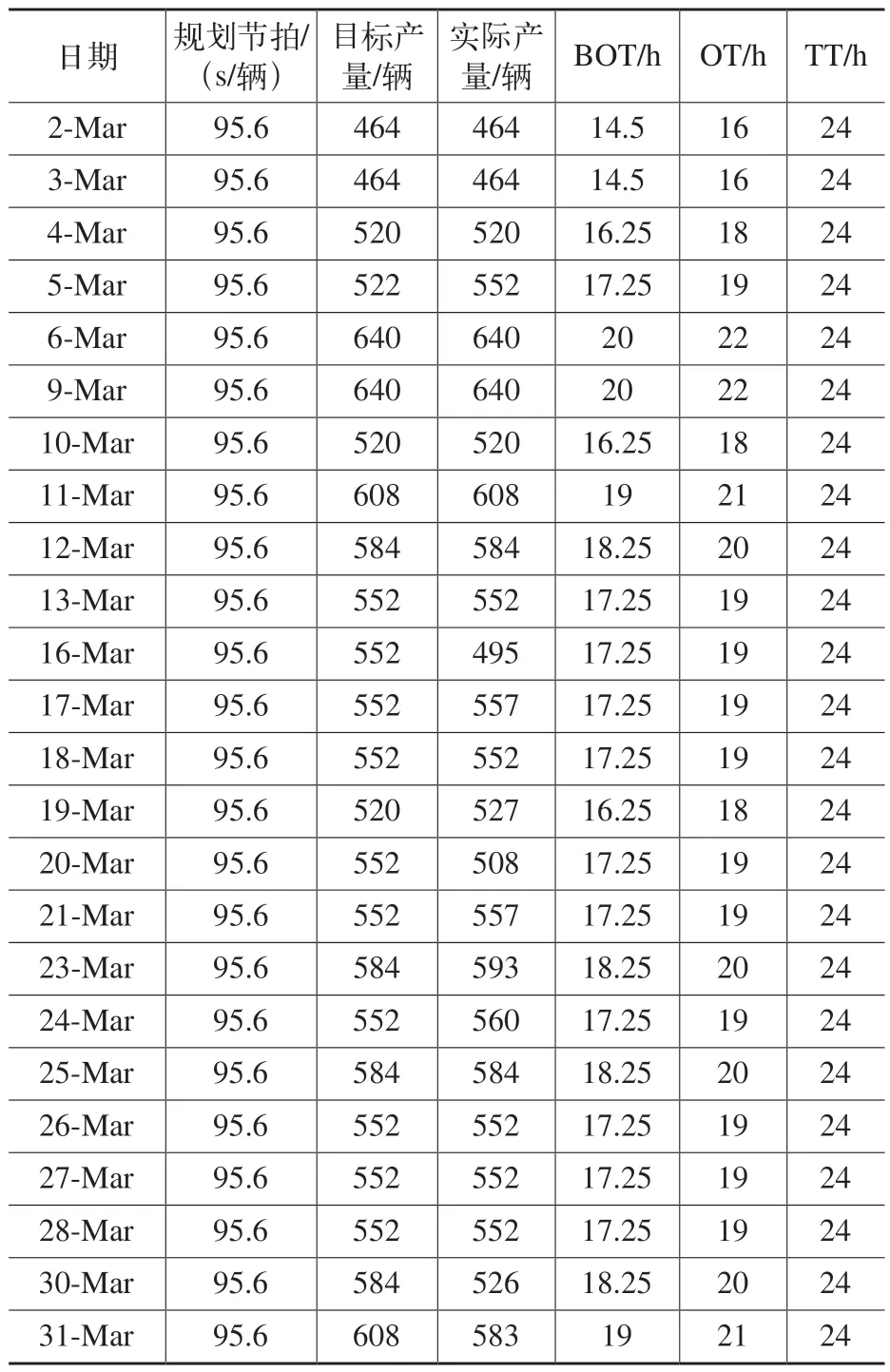
表1 車身一工廠2020年3月生產數據表
計算車身一工廠三月OEE、EEP、TEEP及NG值,見表2。
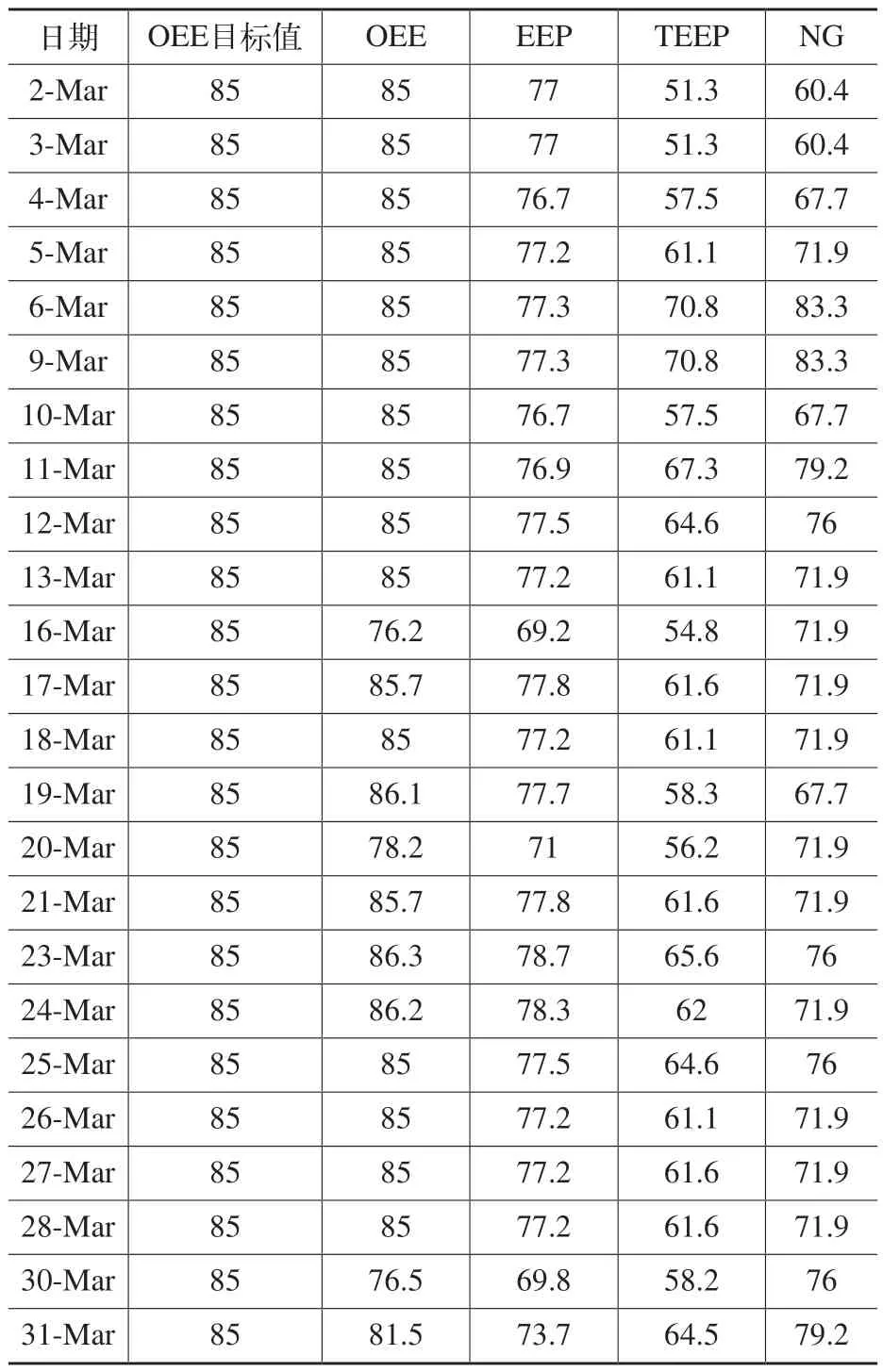
表2 車身一工廠2020年3月OEE,EEP,TEEP,NG值表(%)
通過觀察表1,車身一工廠3月17日與18日數據比較可以看出,在相同凈工作時間內,17日實際產量高于18日實際產量,則17日實際生產節拍快于18日實際生產節拍。觀察表2中車身一工廠3月17日與18日數據,兩日的OEE值分別為85.7%及85%,均達到OEE目標值85%。通過該現象可以得出:在達到目標產量時,若OEE數值低于目標值,則生產線實際節拍快于規劃節拍。反之則生產線實際節拍慢于規劃節拍值。
收集MFA車身工廠2020年3月每日規劃節拍,產量及總工作時間、工作時間及凈工作時間和生產節拍,見表3。
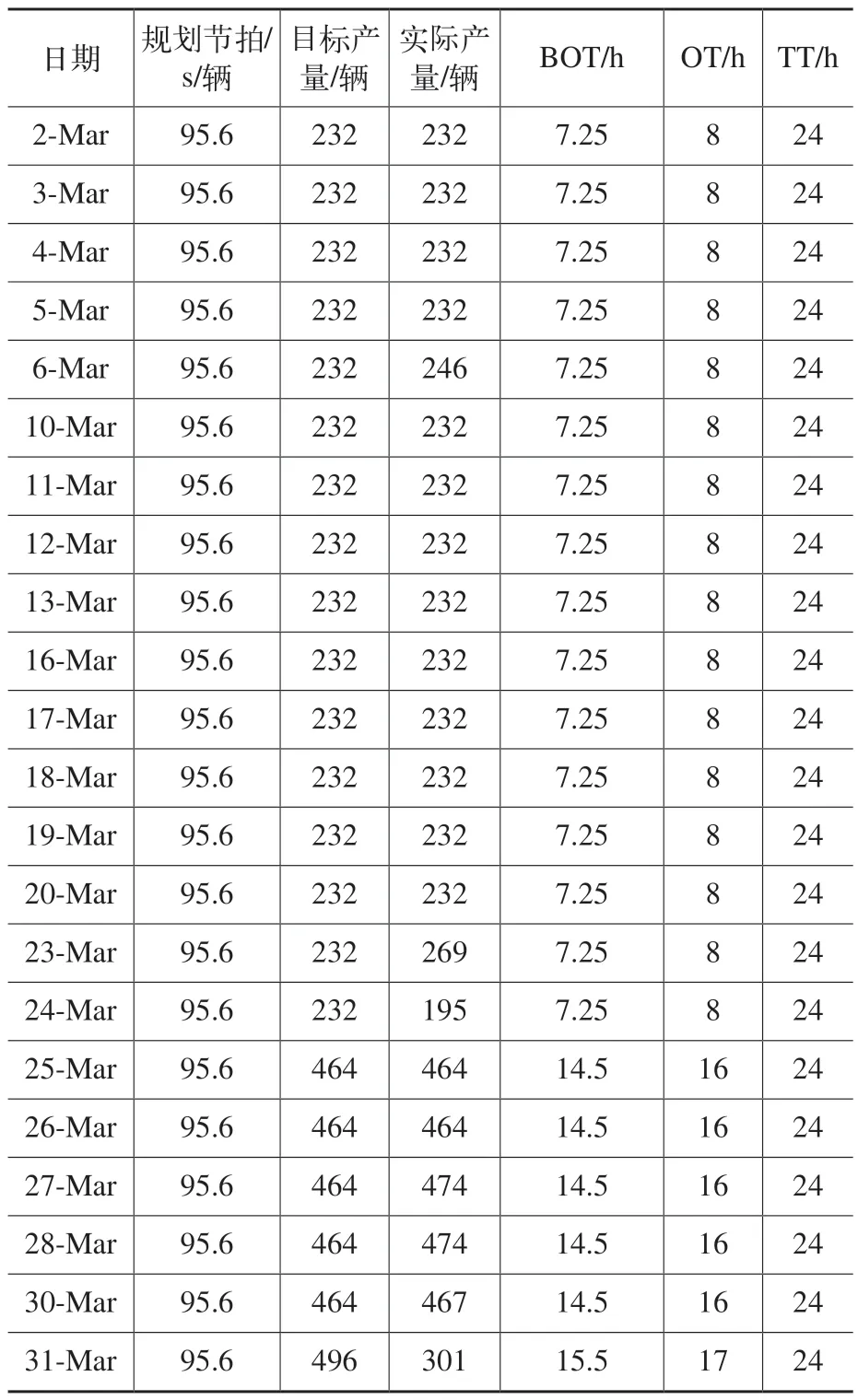
表3 MFA車身工廠2020年3月生產數據表
計算MFA車身工廠三月OEE、EEP、TEEP及NG值,見表4。

表4 MFA車身工廠2020年3月OEE、EEP、TEEP及NG值表 (%)
通過表4,MFA車身工廠3月25日數據可以看出,當日實際產量與目標產量一致,OEE數據達到目標值。從3月31日數據可以看出,當日產量未完成目標產量時,OEE數值未達到OEE目標值,且與OEE目標值差值較大。
實驗結論
1)使用全新OEE綜合指標的方法對生產線進行監控,在完成目標產量的情況下,若OEE數值低于目標值,則生產線實際節拍高于規劃節拍。反之,則生產實際節拍低于計劃節拍。根據OEE數據情況,可判斷實際節拍值與規劃節拍值的差異。
2)OEE數值的高低受產量完成情況影響較大。通過提高在規定時間內完成的產量,可有效提高OEE數值。
3)通過對各生產線采用全新OEE綜合指標的方法進行OEE數據監控,可有效找出車間的瓶頸線體或各生產線體中的瓶頸工位。
設備綜合效率體系的實踐應用
通過使用全新OEE綜合指標,并對205生產線采取全方面立體化監測,車身一工廠團隊找到生產線中不同區域內的瓶頸工位。并通過實施優化改進方案,提升瓶頸工位的OEE,提高產能,累計創造經濟價值。
1.前端分總成1島手動改自動項目
前端分總成1島(VB21)線體主要制造車身前縱梁左右內板,單班工人數量為15人,島內各工位皆為人工工位,生產效率較低。通過對各區域OEE數據監控,前端分總成1島線體的平均OEE值為82.5% ,是整個前端區域OEE值最低的區域,見表5。分析瓶頸原因,該區域因人工上件工位上件時間不穩定,且該區域內人工焊接工位較多,導致該區域節拍較慢,影響整個工段線體速度。

表5 前端區域各線體OEE數值表(%)
經過,規劃等部門討論與驗證,采用已結束項目的機器人對前端分總成1島區線體進行機器人舊設備利用改造:將該區域由人工焊鉗為主要焊接方式改造為由機器人自動焊接為主的自動生產線,如圖3所示。
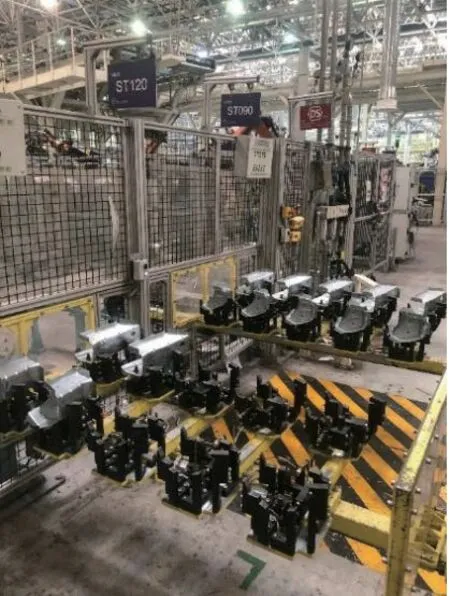
圖3 前端分總成5島090工位抽屜料架
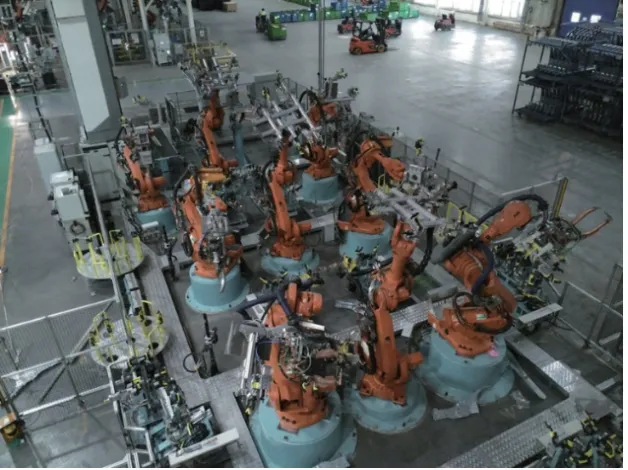
圖3 前端分總成1島手動改自動區域
實施改造后,該區域生產節拍由原先的117s,降至110s。工人由單班15人進行生產,降低每班6人,單班節省9人次。全年OEE均值增加為85.2%,見表5。
2. 前端分總成5島人工上件工位改造
由表5可以看出,前端分總成5島(VB25)區域是自前端分總成1島的區域手動改自動后,OEE數值較低的區域。對該線各工位進行節拍測量,其中090工位的節拍中值為該區域內最低,為93.5s/輛,見表6。
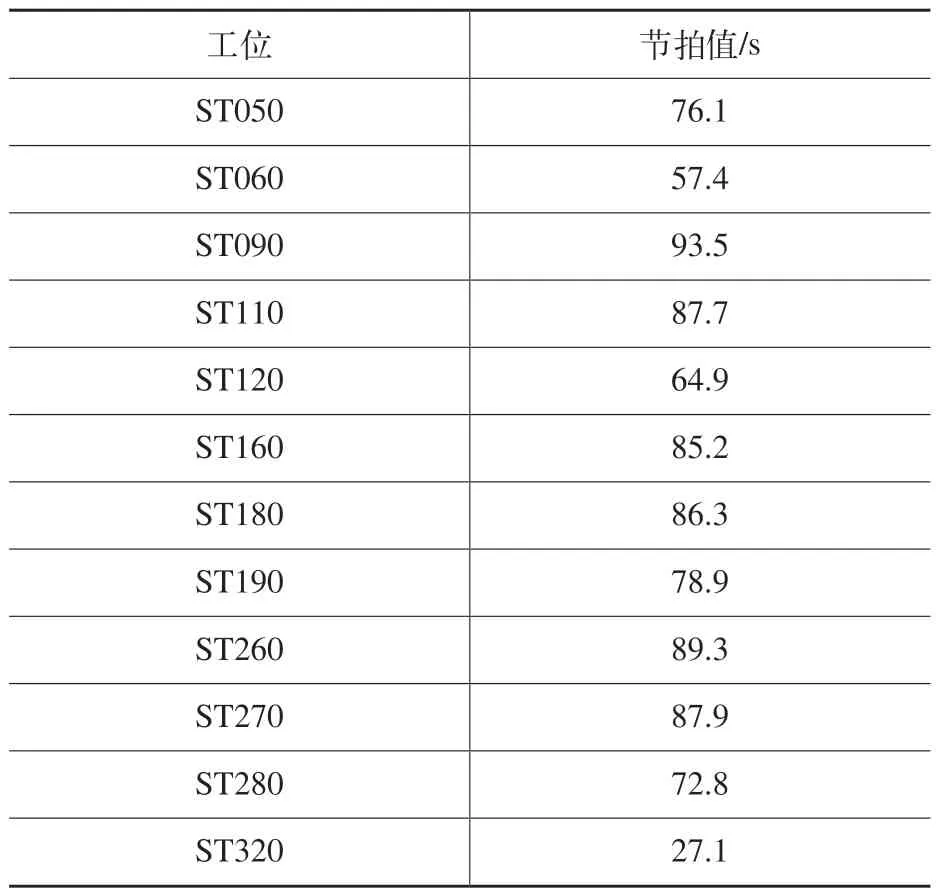
表6 前端分總成5島內各工位節拍值表
前端分總成5島內090工位為人工上件工位,焊裝零件復雜,工藝復雜。為了提高該工位節拍,將人工上件工位改造成抽屜料架上件方式:人工每抽屜一次上滿5對零件,共兩個抽屜,10對零件,如圖3所示。機器人抓取零件直至料架被抓空,人工再次上件。此種方法可將090工位節拍提高3s,單班節約人員1人。改造后,OEE數值提升至85.1%。
車身合裝1線(A S21線)O E E數據在車身工段(Z2工段)各區域線體內相對較低,OEE值為83.7%,見表7。

表7 車身工段各主線各區域OEE數值(%)
對車身合裝1線各工位進行節拍測量,其中160人工上件工位的節拍中值為線內最低,為95s/輛,見表8所示。
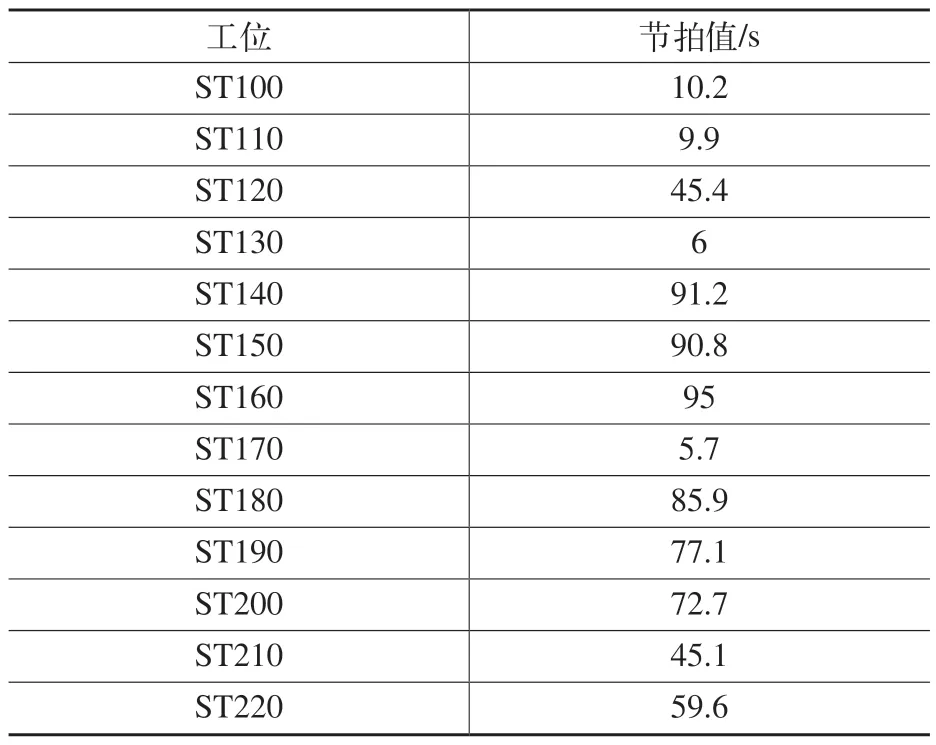
表8 車身合裝1線各工位節拍中值
對160上件工位實施改造,改為抽屜料架上件方式,如圖4所示。改造后,抽屜料架每次可盛裝12對零件,直至機器人全部抓光后,再次進行人工上件。經過改造,該工位節拍提升5s。且單班節省人員1人次。改造后OEE數值提升至85.1%。

圖4 車身合裝1線160工位抽屜料架
以上改造實施后,由于每班次線速得到提升,經測算,全年可提高產量4500輛,提高了經濟效益。
結語
提高生產效率,增加生產效益,是在當今眾多車企競爭白熱化的大背景下,各個汽車生產廠的主要生存之道。北京奔馳車身一工廠采用全新的OEE監控管理方法,找出生產線的瓶頸工位及問題,并通過改造提高線體的節拍,減少線體的OEE損失。實現精益管理,提高效益的目標,為后續新車型生產線體的綜合性能提高,提供了經驗與方法。
猜你喜歡
礦山安全信息(2022年40期)2022-04-07 02:16:52
當代水產(2021年10期)2021-12-05 16:31:48
今日農業(2020年20期)2020-11-26 06:09:10
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
聚氯乙烯(2018年9期)2018-02-18 01:11:34
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52