實用新型專利申請的研究
2023-10-21 12:00:54凌華春
時代汽車 2023年18期
凌華春


摘 要:本實用新型技術結合狹小更換操作空間、銘牌貼附材料型面特殊,針對性設計制作一套專用輔助工具。1、利用平面鏡成像原理使銘牌更換環境在平面鏡中成像,操作人員可以清晰觀察到更換環境作業情況,避免通過手感和經驗盲操作帶來失誤導致銘牌破損、歪斜,刮花物料。2、特制熱管頂端帶有彎嘴長管,能便捷伸入銘牌更換狹小空間進行加熱處理,銘牌更柔軟利于撕除。杜絕用普通電吹風吹軟銘牌導致儀表臺燒蝕及作業時長等不利影響。3、特制異形鉤鏟進入作業區域刮離銘牌取出,取異形鉤鏟將新換裝銘牌粘貼到邊緣遞送到前擋更換位置,對齊后從左右任意一端粘貼后逐步按壓規整確保無氣泡。
關鍵詞:狹小操作空間 可視化作業 異形工具 規整無氣泡
1 前言
本實用新型結合狹小更換操作空間、銘牌貼附材料型面特殊性,針對性設計制作一套專用撕除/粘貼輔助工具。杜絕盲操作導致物料劃傷更換零件成本上升,提高銘牌更換效率。
2 背景技術要求
國家關于汽車整車狀態技術法規要求:
①標牌標記方式可采用人工可讀碼或人工可讀碼與機器可讀碼相結合、電子數據存儲的形式進行標示。具體形式分為標刻、標簽粘貼或通過不可篡改的方式將符合相應標準規定電子數據存儲在電子控制單元。
②標示部位外觀要求整車生產企業在標刻、粘貼車輛識別的部件不應采用打磨/墊片/鑿改/重新噴涂等處理方式,從上(前)方觀察時,銘牌標識區域周邊應有足夠大面積的表面(指標刻、粘貼車輛識別代號部件的全部表面,但所外露表面能滿足查看車輛識別碼部件有無挖補、重新焊接、粘貼等痕跡)無任何覆蓋物,如有應明確標示“車輛識別代號”“VIN”字樣且覆蓋物在不使用任何工具的情況下能直接取下及復原。
企業銘牌粘貼工藝規范:
①將打印出的標牌與跟車單核對應VIN號信息是否一致,字體大小是否符合要求,激光燒刻字體邊界是否清晰,四周邊界無破損;
②取專用清洗劑傾倒在清潔粘抹布上清潔粘貼區域,保證粘貼區表面無雜質、灰塵;
③將標牌粘貼到如工藝作業順序書要求所示位置,位置確保標牌在L槽內部,靠近左側L槽位置;
③用專用撫平軟塊輕輕按壓標簽,保證銘牌粘貼平整無氣泡;
④VIN號粘貼工序完畢后下道工序需再次與跟車單核對關鍵信息是否一致;
3 返修工藝概述
轎車總裝返修控制是控制整車質量,保證整車過程一致性和最終產品一致性的重要方面,從一定程度上講,返修率的高低、返修水平的高低是一個企業工藝過程水平、質量水平的重要指標。返修量越大、返修水平越低,產品的質量水平越低;而返修量越小、返修水平越高,產品的質量水平越高。也就是說,很多的產品缺陷都是返修造成的,一是返修不徹底,沒有完全有效的去除缺陷,另一個就是由于返修的不規范,由于返修而造成新的問題。對于同一種缺陷,可能有多種多樣的返修方法,而不同的返修方法會帶來不同的返修結果,個別的返修過程可能對于質量造成影響,為了保證整個生產的標準化、規范化,保證返修的效果及不至于帶來新的質量問題,為此必須通過返修工作的工藝規范來明示生產過程中的返修工藝控制,并通過有效切實的執行來規范實際返修工作,保證生產過程中的返修能得到有效的控制。而現在在很多企業內都普遍的存在有返修過程而無返修控制或返修控制很弱的情況。
返修人員的安排必須是經過生產線多工位,多工段鍛煉的多技能工和高技能工。這樣要求是因為返修過程涉及的操作過程較復雜,而流水線上的單工位的操作者一般只熟悉本工位的操作,對其它工位的操作不熟悉,而返修過程可能涉及多個工段、多個工位的操作。因此,為了使返修過程得到有效的控制,使返修質量得到有效的保證,必須由生產線上的多技能工和高技能工使用合適或特制工具來完成。
4 具體返修痛點
因為生產順序調整、設備刻印外觀模糊故障、信息變更或員工粘貼操作失誤等因素導致整車狀態出現與工藝要求不符或車輛參數需要變更等更換銘牌情況,在實際更換前擋風玻璃銘牌操作時會存在以下困難點:
銘牌材質因防偽等法規特殊要求易脆斷,粘貼在儀表臺后難取下,利用市場購買的常規工具更換耗時且殘存銘牌碎屑清理困難,容易劃傷儀表臺表面需要更換總成件消耗工時及物料,導致制造成本增加,降低品牌性價比。
汽車銘牌粘貼在前擋擋風玻璃內側儀表臺左邊最下角落,盲區作業在內側更換無法直接目視操作過程,撕除/更換/對齊標線等過程視線受阻眼手配合困難。需反復行走到前擋風玻璃外側觀察位置再操作。銘牌粘貼空間狹小,無法用手指進行操作更換。需借助輔助工具刮除、取放、對齊粘貼等動作,現有市場普通返修工具操作困難。
5 發明內容
本實用新型采取以下技術方案實現上述目的:
一種前檔儀表臺VIN號銘牌標簽更換專用工具,通過不斷驗證優化結合實際操作空間設計制作一套專用工具來解決前檔儀表臺VIN號銘牌更換困難問題。
1、首先通過圖1特制反光鏡裝置設置固定于引擎蓋邊緣后可在銘牌更換位置上方轉動平面鏡調整方向角度,實現在返修操作區域對面成像;
2、通過圖2使用改制可伸縮調節加熱槍嘴對需要更換的銘牌區域精準加熱,降低銘牌粘貼附著力幫助更好撕除。所述加熱槍嘴帶彎鉤,能夠導向加熱吹氣。作業時便于前擋玻璃與儀表臺狹小空間操作,精準控制加熱區域避免加熱范圍大導致儀表臺燒蝕;
3、用圖4自制鉤鏟前端輕輕刮起銘牌邊緣,緩慢向上提升直至銘牌撕脫。銘牌粘貼過牢固滑脫用另一鉤鏟兩邊夾緊上提直至銘牌撕脫。銘牌撕脫過程出現斷裂重復用加熱槍將銘牌加熱后再取鉤鏟前鋒口刮鏟銘牌邊緣緩慢上提撕脫。此結構設計前端鋒口便于銘牌與粘貼面刮離,上升撕脫銘牌脫落可兩邊夾緊能夠輕易伸入施力;
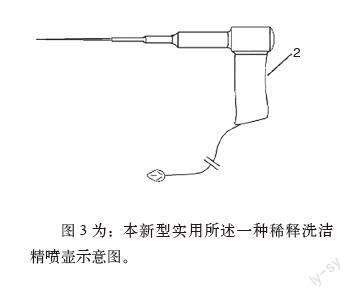
4、用圖3噴壺噴涂少量洗潔精稀釋液在銘牌粘貼位置輔助銘牌移動,取新更換銘牌在中段位置輕輕粘貼在刮鏟前端利用平面鏡觀察將銘牌放入粘貼區域,取另一刮鏟輔助移動調整至工藝要求位置后輕輕按壓銘牌正面,用刮鏟將銘牌對齊后從左右任意一端向反向壓平確保規則無氣泡,將平面鏡取下更換工序完成。
本實用新型實用專用工具有益效果在于:
1、無需積累長久返修工作經驗,教學一遍新操作工現場即可獨立操作。利用平面成像原理操作工可以清楚看到銘牌詳細情況,可以使銘牌撕除、粘貼實時情況可即時觀察。杜絕反復行走到前擋風玻璃外側觀察位置再操作不增值工時損耗。
2、避免通過手感和經驗盲操作帶來失誤導致銘牌破損、歪斜返工/刮花物料/返修作業時長等不利影響。
3、加熱槍為帶有彎鉤加長可導向伸縮管,可便捷伸入銘牌粘貼位置狹小空間降低銘牌粘貼附著力,幫助更好撕除節省銘牌撕除操作時間。精準控制加熱區域避免加熱范圍大導致儀表臺燒蝕更換造成成本上升。
4、噴涂稀釋洗潔精便于銘牌粘貼位置移動,提高銘牌粘貼工藝位置一致性。
5、異形刮鏟打磨呈長橢圓型前端開鋒口,便于銘牌鏟脫刮離。后端脊背圓形便于銘牌粘貼按壓定位去除氣泡。降低勞動強度提高更換效率。
6 效果收益
1、特制反光鏡裝置:解決在內側更換無法直接目視操作過程盲區作業,撕除/更換/對齊標線等過程視線受阻眼手配合困難。需反復行走到前擋風玻璃外側觀察位置再操作,單臺節省行走時間480s/臺。
2、改制可伸縮調節導向嘴加熱槍:對需要更換的銘牌區域精準加熱,降低銘牌粘貼附著力幫助更好撕除,單臺節省銘牌撕除時間720s/臺。杜絕大范圍加熱不均導致儀表臺燒蝕更換,節省裝配時間21600s/臺。
3、自制異形鉤鏟:解決因銘牌材質因防偽等法規特殊要求易脆斷,粘貼在儀表臺后難取下,利用市場購買的常規工具更換耗時且殘存銘牌碎屑清理困難。結合操作區域需求選用不同異形鉤鏟便于銘牌鏟脫刮離,后端脊背圓形便于銘牌粘貼按壓定位去除氣泡,單臺節省銘牌撕除/粘貼時間1320s/臺。
4、杜絕因更換銘牌刮花/燒蝕儀表臺導致更換總成情況,年節約物料成本約1萬元,減少人工更換成本約6000元。
5、通過此本新型實用專用工具運用,返修人員作業熟練度技能水平達道中等(企業標準工藝評估75%)即可完成返修作業,無需多次參與反復專項培訓人員。滿足技能要求人員選擇面更廣,人員調配更靈活。
參考文獻:
[1]中華人民共和國國家標準-道路車輛標牌標簽.GB/T25978-2018.
[2]李剛,果霖,徐人平.電動工具工業設計要素分析與研究[J].電動工具,2022,16629(10):1674-2769.
[3]王有成.材料成型與控制工程中的金屬材料加工分析[J].內燃機與配件,2021,19475(10):1674-957.
[4]楊秀芳,于淑霞.汽車裝調技術課程的診斷與改進研究[J].汽車維護與修理,2020,16613(10):1006-6489.
[5]李成.汽車模具制造中數控加工技術的應用問題探討[J].專用汽車,2023,19999(10):1004-0226.
[6]嚴褒.基于虛擬現實技術的工業產品造型設計[J].現代電子技術,2019,16652(10):1004-373.
[7]張婉婷.汽車線束及其空間布置應用[J].汽車實用技術,2022,16638(10):1671-7988.
[8]程黎,龔玉英.機械加工技術中數控加工的運用[J].現代制造技術與裝備,2022,16107(10):mmte.