天然氣替代丙酮作為富化氣在環形爐中的應用
2023-10-23 07:02:32張貽柱
熱處理技術與裝備 2023年5期
關鍵詞:設備
劉 曉,張貽柱
(西安法士特汽車傳動有限公司,陜西 西安 710000)
金屬熱處理是把金屬工件放在特定的介質中加熱到一定溫度保溫一段時間后,以不同速度冷卻的一種特殊工藝。滲碳處理則要求滲碳介質產生活性碳原子依附在工件表面,經過吸收和擴散將碳原子滲入低碳鋼或低碳合金鋼零件表層,使其含量達到或略高于共析成分時的含碳量。工件滲碳熱處理后表面的硬度、強度,特別是疲勞強度和耐磨性能均較芯部有顯著提高;同時芯部仍保持一定的強度以及良好的韌性。因此,滲碳處理被廣泛應用于工程機械、軍事裝備、燃油汽車、航空航天等制造行業。目前使用的愛協林環形爐生產線,是以甲醇+氮氣作為基礎氣氛,丙酮作為富化氣,采取滴注式滲碳處理,這種方式生產的齒輪類零件質量穩定性高。近年來,丙酮市場價格更是大幅增長。從21世紀初起,丙酮被列為嚴格控制的管控物資后,采購及使用程序變得更加復雜。同時,隨著企業安全管理的升級,對生產、人員安全的重視,考慮到丙酮存放的危險性和對人體的毒害性,因而急需尋找到一種低廉、安全的滲碳劑代替丙酮,用來降低熱處理生產成本、消除安全隱患。
1 富化氣的選擇
1.1 廉價、高效
常見的滲碳富化氣有甲烷、丙烷、丙酮,滲碳效率見表1。富化氣調節碳勢的能力與其碳當量也就是產生1 mol碳(12 g)所需的該物質的重量有直接關系。碳當量越大,相對應該物質的滲碳能力越弱;碳當量越小,則滲碳能力越強。
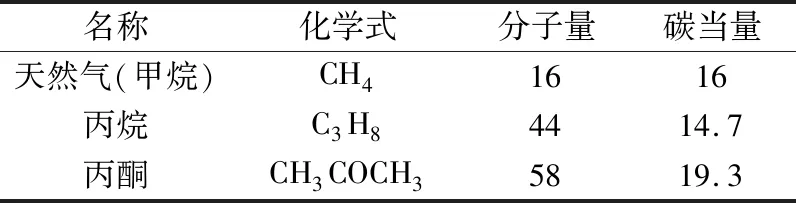
表1 滲碳富化氣的滲碳效率Table 1 The carburizing efficiency of carburized and enriched gases
由表1可知,三種滲碳介質中丙酮的滲碳能力最弱,丙烷的滲碳能力最強。丙烷氣體是處理天然氣或精煉原油得到的產物,加工工序復雜,因此工業丙烷價格高,普及性較差。而天然氣碳當量較小,相同重量的丙酮滲碳效率是天然氣的82.9%,因此天然氣可以作為一種高效、廉價的滲碳富化氣。
1.2 運輸、購買及輸送方便
甲醇、丙酮通過專用容器以公路運輸為主,作為危化品使用且運輸過程中多有不便,成本較大;而天然氣采用城市管道輸送,設備本身自帶天然氣管路,稍加改造即可使用,非常方便。丙酮作為制造毒品的原材料之一,屬于嚴管化工產品,公安部門對其管制極其嚴格,購買困難,并且使用限制很多;但天然氣作為設備廢氣排放時的引燃氣體,設備使用過程中經常會用到。甲醇、丙酮需要用泵泵到一定的高度才能通過各種管道進入設備,而天然氣只需對現有管路稍加改動,經過減壓后便可直接輸送進設備進行使用。
1.3 管理簡便
丙酮、甲醇這些危化品存放必須建造專用的介質房,要求介質房通風良好,介質房需要專人負責,并且存在安全隱患,是安全工作的重中之重。使用天然氣從根本上解決了這些問題,且改造成本低,即使發生火情,檢測裝置自動報警,電磁閥自動截停管路流量,不會出現火災。
1.4 產品質量提高
丙酮、甲醇以液態形式滴入設備,需要經過氣化和分解兩個過程才能參與滲碳,且介質內還含有很多水、無機硫、有機硫,這些雜質會導致介質管道積碳。天然氣以氣態形式進入設備,不需要經過氣化過程,可以直接分解生成氫氣和活性碳,不容易結碳,工件表面光亮干凈。
2 天然氣作為富化氣裂解原理
采用20世紀60年代初期卡博馬格法原理中提出的以氮氣-甲醇(CH3OH)在爐中熱裂解后的氣氛作為載體氣,天然氣(CH4)作為滲碳富化氣。氮氣-甲醇(CH3OH)能保持爐膛正壓,還能稀釋富化氣并且使滲碳介質均勻分布于爐膛[1]。40%N2+60%比例甲醇裂解氣(20%CO,40%H2)為最佳組分,爐膛此時CO占比為20%,反應原理為:
CH3OH+2N2→2H2+2N2+CO,
其中,CH3OH和2N2的分子量分別為32和56,裂解后體積比CO:2N2:2H2為20:40:40。根據上述比例計算,裂解1 L甲醇(790 g)需要通入1382.5 g氮氣。氮氣密度為1250 g/m3,1382.5 g氮氣氣化后體積為1.1 m3。載氣配比為1 L甲醇配比1.1 m3/h氮氣即可保證氮-甲醇組分穩定。
碳勢控制利用氧化鋯材料測量氧分壓的特性,將氣氛中的氧分壓轉化成電信號,最終通過數學模型計算得出氣氛碳勢[2]。碳勢又稱碳的化學位碳位或碳位,它的強度決定了碳傳遞方向和限度[3],碳勢的高低反映了碳原子從一個相傳遞到相鄰相的能力。熱處理爐內氣氛的碳勢從廣義上來說,是指在特定溫度下,爐內氣氛與工件相界面上化學反應達到平衡時的氣氛狀態。爐膛碳勢的高低取決于爐氣本身的成分組成、爐膛的溫度以及爐內使用的催化劑條件等因素。通常把爐氣在一定溫度下的碳勢用低碳鋼箔在相同溫度下的平衡含碳量來表征。然而實際使用過程中,爐氣一直處于非平衡狀態,各組分在高溫下進行著極其復雜的相互反應。碳勢的高低直接與氣氛中的活性碳原子含量相關,天然氣(CH4)高溫滲碳裂解原理為[4]:
CH4→2H2+[C]
CH4+O2→2H2+CO
2CO→[C]+CO2
作為滲碳富化氣,甲烷在高溫下裂解可以提供大量活性碳原子,調節空氣和富化劑的通入即可控制氣氛的碳勢的高低。
3 設備改造
現有供氣介質為氮氣+甲醇+丙酮,改用天然氣替換丙酮,并保留原丙酮管路。改造原設備配氣架,在設備配氣架上增加天然氣管路,管路上具有天然氣標牌,同時在天然氣管路上安裝甲方提供的減壓閥、設備管路、單向閥、流量計、電磁閥、壓力表、壓力開關、手閥、調節閥等系列器件,并入滲碳氣體管路。天然氣滲碳淬火改造原理如圖1所示。圖2為天然氣管路連接示意圖。
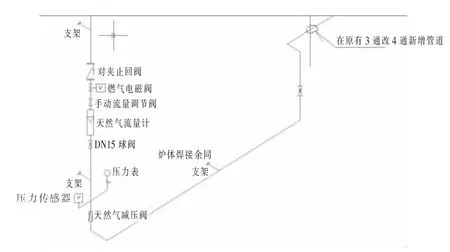
圖1 天然氣滲碳淬火改造原理Fig.1 Principle of natural gas carburization quenching transformation
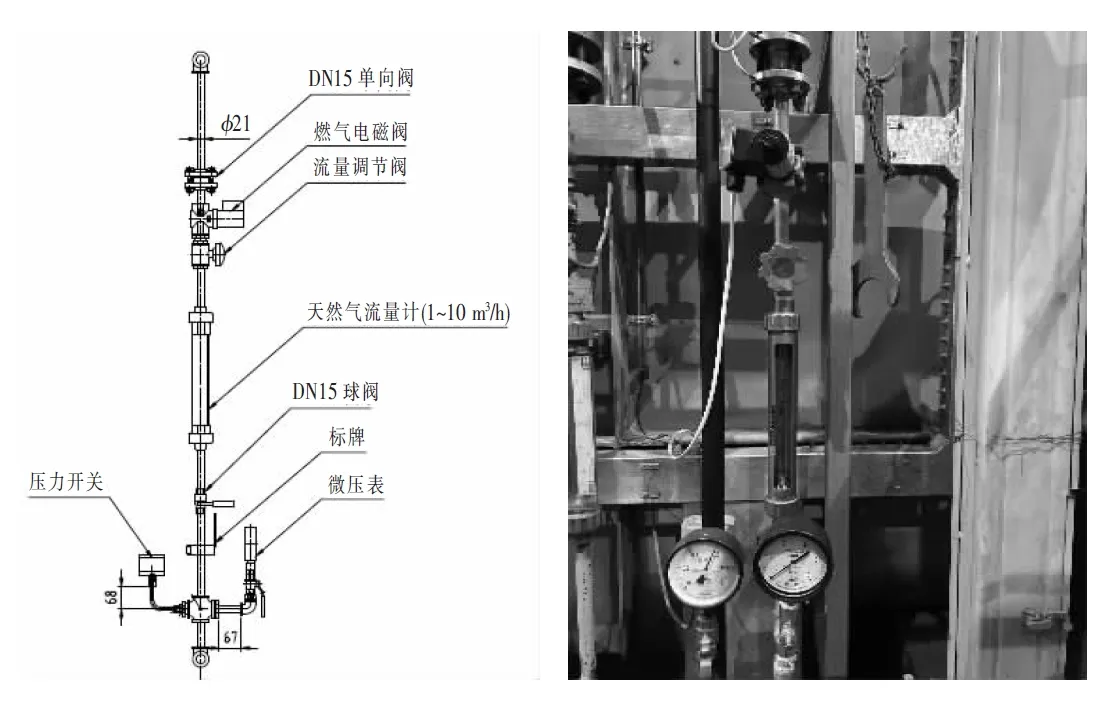
圖2 天然氣管路連接示意圖Fig.2 Schematic diagram of natural gas pipeline connection
4 工藝試驗及生產使用
副箱減速齒輪材料為8620RH,滲碳工藝參數見表2,工藝要求有效硬化層為0.84~1.34 mm,齒面硬度為58~63 HRC。將滲碳試樣放入熱處理爐中進行均勻性試驗,位置如圖3所示。滲碳試樣金相檢驗結果見表3。
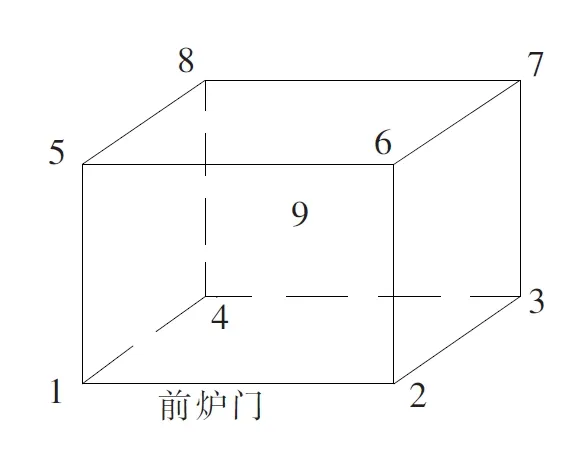
圖3 熱處理爐均勻性檢測位置Fig.3 The uniformity detection position of heat treatment furnace
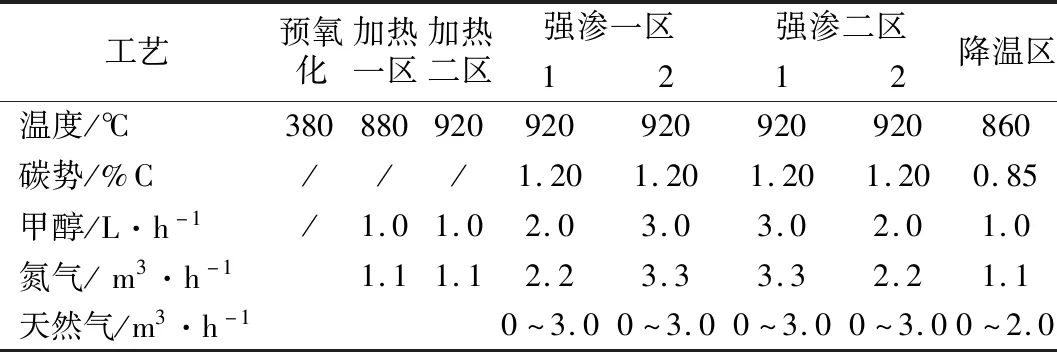
表2 8620RH齒輪滲碳工藝參數Table 2 Carburizing process parameters for 8620RH gear
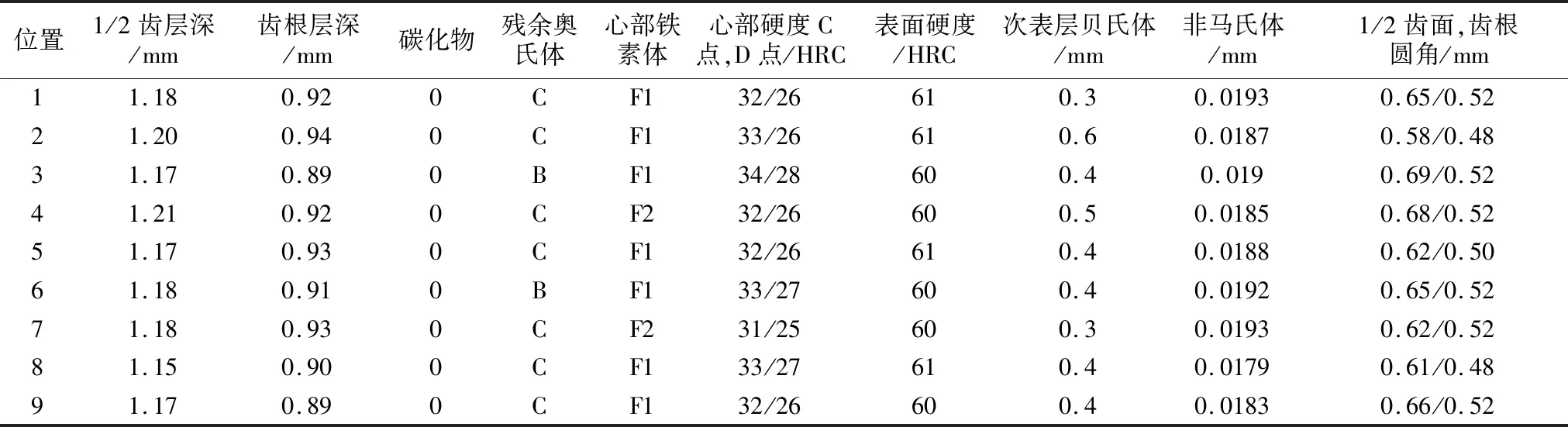
表3 滲碳試樣金相檢驗結果Table 3 The metallographic examination results of carburizing samples
取9#位置8620RH齒輪試樣,采用天然氣作為富化氣,進行920 ℃滲碳、860 ℃淬火和185 ℃回火熱處理,研磨拋光后觀察其金相組織,如圖4所示。
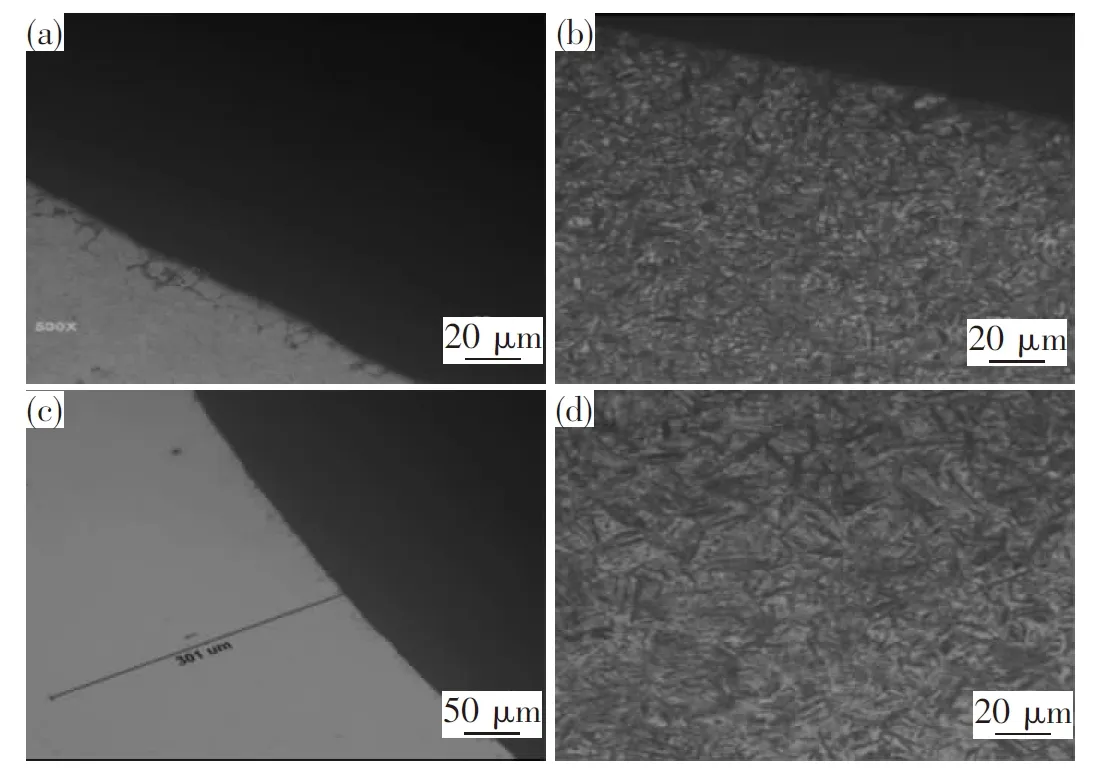
(a)非馬氏體;(b)殘余奧氏體;(c)貝氏體出現位置;(d)心部組織圖4 熱處理后8620RH齒輪的顯微組織(a)non martensite;(b)residual austenite;(c) bainite occurrence position;(d) heart structureFig.4 Microstructure of 8620RH gear after heat treatment
5 天然氣技術指標
天然氣純度必須大于95%是能夠直接作為滲碳氣氛參與滲碳的前提條件[5],同時含硫量小于10 mg/m3,并且硫含量越低越好。由于硫對滲碳設備及管道腐蝕及其嚴重[6],同時會增加熱處理氣源耗量,降低產品品質。對目前正在使用的天然氣進行抽樣送檢,檢測報告如表4所示,符合直接使用要求。
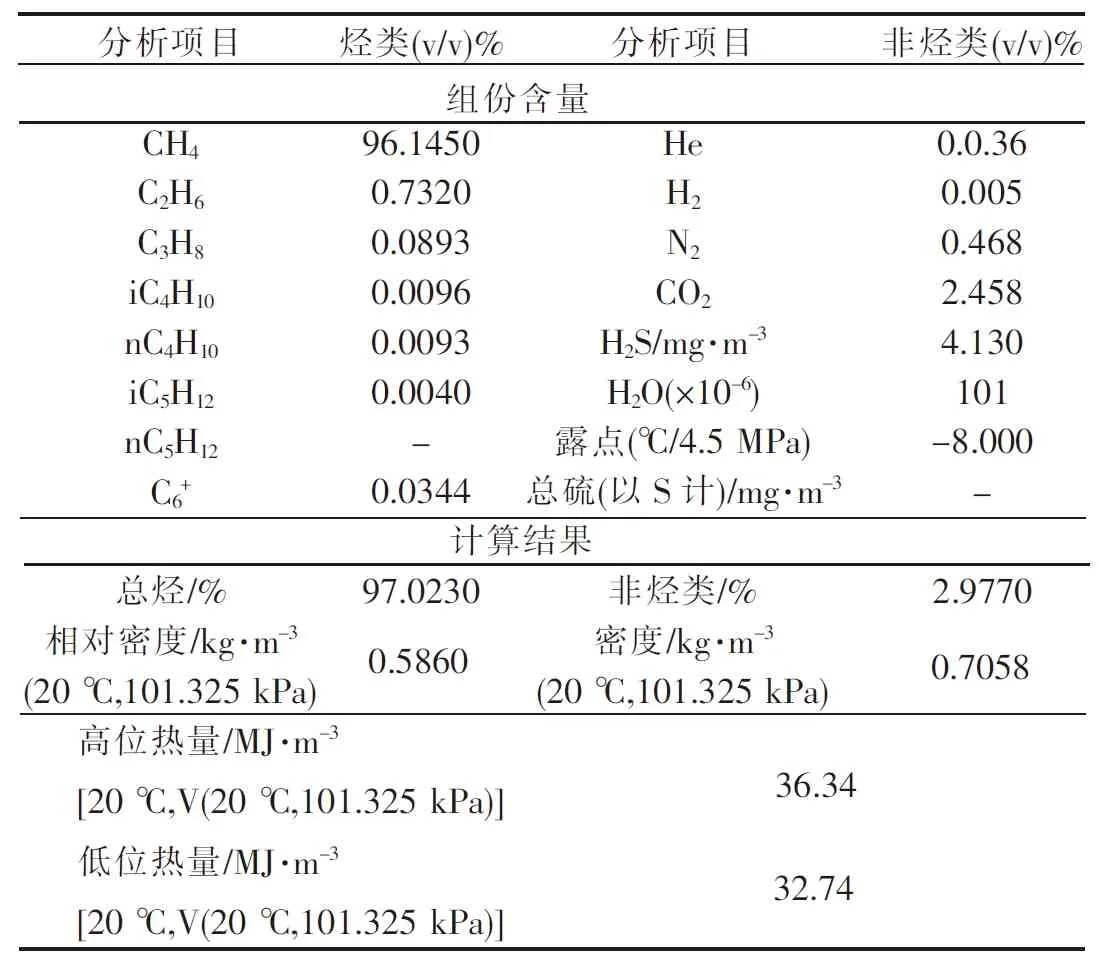
表4 天然氣成分表Table 4 Natural gas composition table
6 天然氣作為富化氣的經濟效益
工業天然氣目前市場價格為2.68元/m3,單臺環形爐設備每月消耗5000 m3,月消耗金額1.34萬元。丙酮每桶150 kg,單價10元/kg,單臺環形爐設備每月消耗25桶,月消費金額3.75 萬元。因此,采用天然氣替代丙酮作為富化氣,單臺環形爐設備每年經濟效益28.92萬元。
7 結論
1)天然氣代替丙酮完全滿足產品的質量、工藝要求。
2)天然氣代替丙酮作富化氣滲碳件各項參數符合要求,產品質量穩定、表面清潔度高。
3)天然氣代替丙酮作富化氣經濟效益明顯,每臺環形爐設備一年可節約生產成本28.92萬元。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00