端面齒的參數研究與加工
2023-10-24 07:35:46陳錦程
裝備制造技術 2023年8期
陳錦程
(廈門東亞機械工業股份有限公司,福建 廈門 361100)
0 引言
端面齒又稱鼠牙盤、赫斯齒(Hirth-tooth),具有結構緊湊、自定心、重復裝配定位精度高、傳遞扭矩大、轉子部件剛度大、臨界轉速高等優點。不過,由于端面齒聯接接觸精度一般要達到80%以上,對加工精度要求較高,最初主要應用于加工中心、柔性單元、數控機床、組合機床、測量儀器、各種高精度間歇式圓周分度裝置、多工位定位機構以及其他需要精密分度的高端設備上,如數控車床中的自動回轉刀架、銑床及加工中心用的回轉工作臺,均采用端面齒作為精確定位元件[1]。在這些設備中端面齒實際上相當于一對離合器。端面齒的齒形有直齒和弧齒兩種,直齒端齒盤由于加工更加方便應用更廣泛。JB/T4316.1 就是用于金屬切削機床圓分度用的直齒端齒盤的行業標準。
隨著科學技術的發展及加工設備的提升,端面齒的加工效率也得以提升。越來越多的離心壓縮機、航空發動機、燃氣輪機等高速轉動設備采用端面齒作為葉輪和軸的聯接方式,因為端面齒聯接可以克服三角軸、法蘭聯接、熱套等聯接方式存在的定位不準、返修備件加工繁瑣等缺點。
然而,在相關的標準[2-4]和機械設計手冊[5-6]中,只用表格列出一些具體端面齒齒形的數據沒有給出端面齒齒形的設計計算公式或者在公式推導過程中引入一些近似處理,得到一些近似公式適用范圍較小。在機床、數控機床等應用領域端面齒齒數較多一般都大于60 齒[2],根據近似公式計算得到的端面齒參數誤差不大,可以滿足使用需求,因此相關標準使用多年并未出現問題。不過,在離心壓縮機等新的應用場合,特別隨著離心壓縮機小型化的發展,高速齒輪軸的軸徑往往較小,難以加工出那么多齒,因此端面齒齒數較少,一般取12、24、36 齒,在齒數較少的情況下,這些近似公式計算出的齒形參數誤差較大,按照這些參數加工出來的端面齒齒面接觸精度難以滿足使用需求。
本文通過幾何關系推導得出端面齒齒形的精確公式。應用推導出的公式計算得到的參數,用Solid-Works 進行三維建模后,將2 個端面齒進行裝配組合,端面齒兩邊的齒面可以同時重合,而不會出現間隙或者干涉,這說明推導得到的公式是精確的后,采用哈默的C22U 五軸聯動機床SolidWorks 創建的三維模型編程加工出端面齒實物,將其中一個端面齒均勻涂上紅丹,再將2 個端面齒裝配后,查看齒面接觸均勻,能夠滿足使用需求。
1 端面齒齒形公式推導
端面齒(圖1)是均勻分布的,取端面齒的一個齒槽作為研究對象,如圖2,O為端面齒的中心,OA、OB為理論齒頂線,OC為理論齒槽底線,OA’B’為節平面,A’、B’在端面齒的外圓上。

圖1 端面齒示意
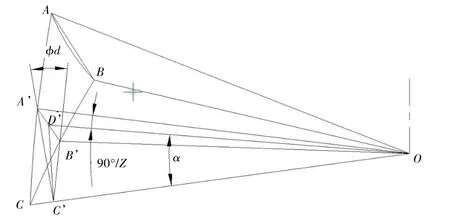
圖2 端面齒齒槽結構
接A’B’,D’是A’B’中點,連接OD’,則OD’⊥A’B’,做A’C’⊥OC,交OC于C’,連接B’C’,易得,B’C’⊥OC,所以OC⊥平面A’B’C’。
連接C’D’,則C’D’⊥OC,C’D’⊥A’B’
∠A’C’B’為刀具齒形角Φd,∠C’OD’為槽底傾角α,端面齒的齒數為Z,由圖3,可得
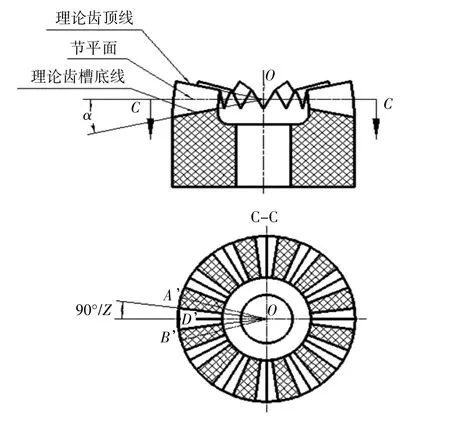
圖3 端面齒剖視圖
聯立(1)(2)(3)式,可得式(4)。
端面齒的槽底傾角α
2 SolidWorks 三維建模
現在以齒數Z= 12,刀具齒形角φd= 60°為例,根據式(5)計算得到α= 13.18105°,采用SolidWorks 進行三維建模,兩個端面齒裝配后,兩軸同心,兩邊的齒面可以同時重合,沒有間隙也不會發生干涉,見圖4。
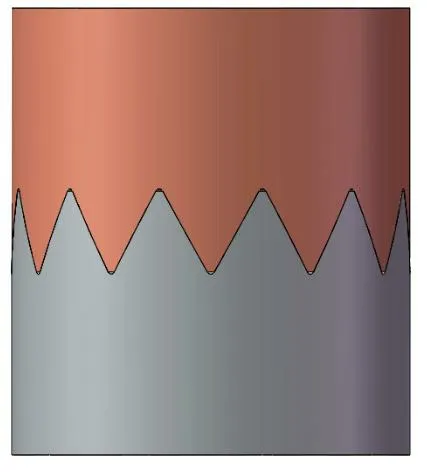
圖4 本文方案端面齒三維建模裝配示意
根據JB/T4316.1 附錄中的的公式α= arc sin,其中φ為端面齒齒形角,計算得到α =13.54441°,采用SolidWorks 進行三維建模,兩個端面齒裝配后,兩軸同心,一邊齒面重合,另一邊的兩個齒面有明顯的間隙,無法重合,通過測量另一邊兩個齒面存在0.74°的夾角,如圖5 所示,說明推導得到的槽底傾角計算公式是精確的,而JB/T4316.1 附件中的公式是近似公式。
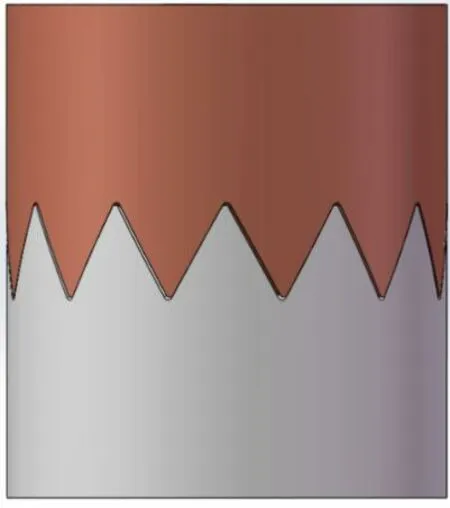
圖5 JB/T4316.1 方案端面齒三維建模裝配示意
對比公式(5)與文獻2 中的公式,以刀具齒形角60°為例,計算出部分齒數的槽底傾角α,見表1。由表1 中數據可以看出,齒數越多,JB/T4316.1 附件中公式計算出的槽底傾角越接近公式計算得到的精確值,近似程度越好,當齒數大于60 時,其角度偏差已接近一般機床加工時的最小分度值0.001°,而文獻[2]適用于金屬切削機床圓分度盤用的齒盤,齒數大于60 的場合,因此槽底傾角計算公式的近似處理是可以接受的,并不影響該標準的使用,所以該標準使用多年并未出現問題。
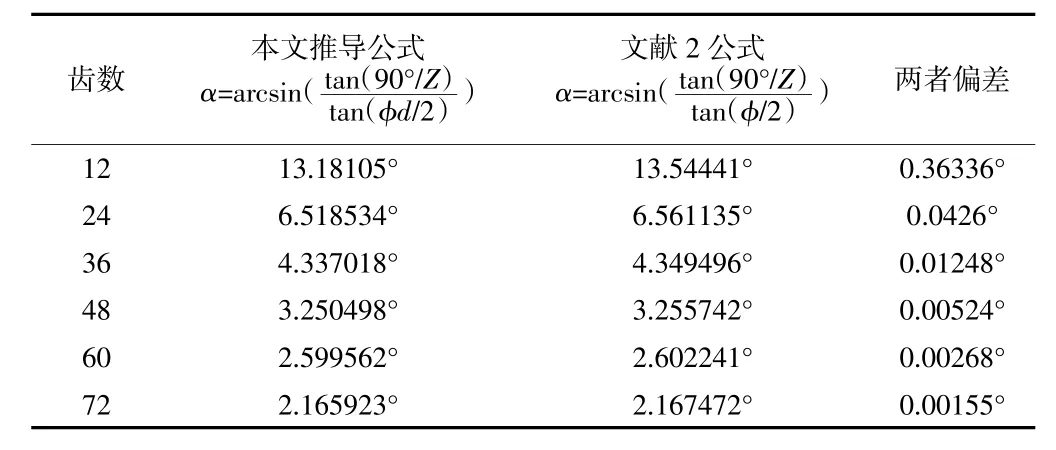
表1 與文獻2 槽底傾角計算值對比
同樣,以刀具齒形角60°為例,對比文獻[6]中的公式與公式(5)的偏差,如表2。由表2 中的數據同樣可以看出齒數越多,文獻[6]的公式計算出的槽底傾角也越接近公式(5)的計算得到的精確值,對比表2 與表1 的偏差數值,可以看出文獻[6]中的公式比文獻[2]的近似程度更好。
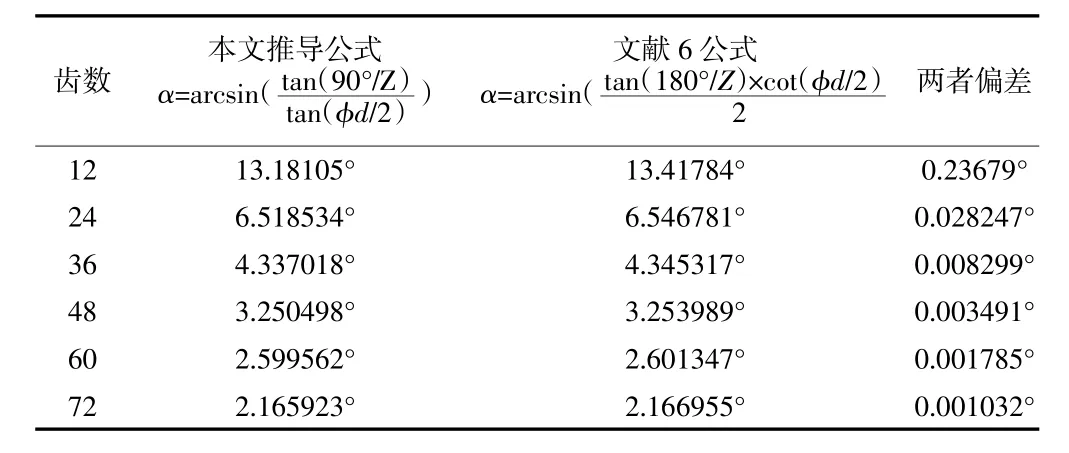
表2 與文獻6 槽底傾角計算值對比
3 端面齒的加工
端面齒的批量加工多數采用成形磨齒機進行加工,但是成形磨齒機是專用設備,價格昂貴一般企業都沒有配備。我司處于產品設計開發階段,產品數量不多,還沒有配備專業的成形磨齒機。
經過考察公司離心壓縮機葉輪加工部門,配備有一臺德國的哈默C22U 五軸聯動機床,加工精度較高,決定采用哈默C22U 五軸聯動機床進行端面齒樣品試加工。刀具選用60°成形銑刀,刀頭圓角與端面齒槽底圓角一致為R0.25。加工過程,為避免多軸聯動互相影響降低定位精度,首先將A 軸按公式計算出的槽底傾角傾斜并鎖死固定不變,刀具加工過程從外向內單向切削,一個齒加工完成后,C 軸旋轉一個齒的角度鎖死,進行第二個齒的加工,整圈加工完再去除毛刺。
端面齒加工好了,在其中一個端面齒齒面均勻地涂一層紅丹,然后將兩端面齒裝配用拉桿鎖緊,再拆開檢查兩個端面齒齒面的接觸情況(圖6),可以看出每個端面齒齒面上都有均勻的紅丹,端面齒接觸良好,說明該加工方案是可行的。
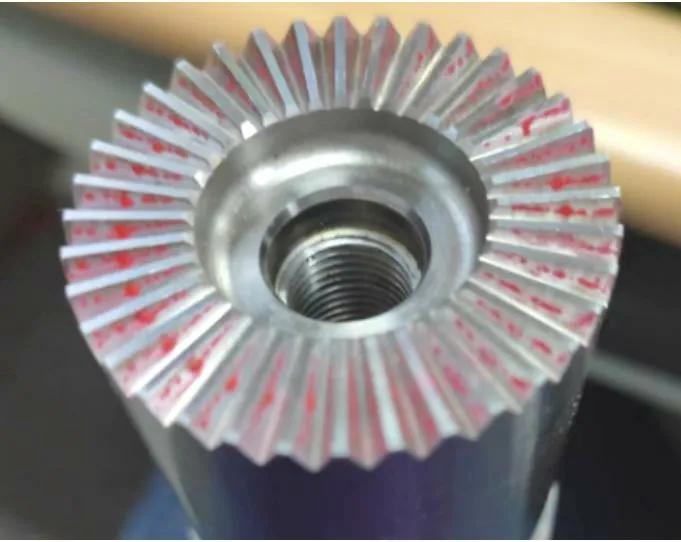
圖6 端面齒齒面接觸情況
最后按照上述加工方案在葉輪背面加工端面齒,加工完成后,首先葉輪和高速齒輪軸進行單獨動平衡合格后,將葉輪與高速齒輪軸聯接一起做整體動平衡,整體動平衡合格后,將葉輪與高速齒輪軸拆開后重新裝配,再進行動平衡測試,多次測量結果變化量均小于0.1 gmm,動平衡精度都在G1.6 級的精度范圍內,滿足設計要求的G2.5 級的動平衡精度要求。
4 結語
通過對端面齒的幾何分析,推導得出端面齒齒形參數的精確計算公式,并通過SolidWorks 進行三維建模,驗證了該公式的正確性。分析了相關標準和設計手冊中齒形參數計算公式,計算出的數值與公式計算出的數值差異變化情況,結果表明在標準適用范圍內,該差異較小,可以滿足使用需求,所以相關標準制定使用多年未發現問題。但是使用推導得到的精確公式計算得到的參數,理論上無論齒數多少都能實現完好的配合,可以拓展端面齒的使用范圍,在一些軸頸較小的使用場合,可以選取較少齒數的端面齒,使端面齒得到更廣泛的應用。
