基于3DCS的電動汽車底盤一體化尺寸控制研究
2023-10-24 16:57:26羅錦耀梁武生
時代汽車 2023年19期
羅錦耀 梁武生

摘 要:文章以總裝車間電動汽車底盤一體化合裝的尺寸控制為研究對象,對白車身、合裝托盤、車體吊具以及底盤相關零件(前副車架、動力電池、后橋)的裝配基準和裝配公差進行分析,結合三維偏差分析軟件3DCS,探索電動汽車底盤一體化合裝的尺寸控制策略,提高底盤一體化合裝的裝配精度及一致性,從而提升車輛整車性能。
關鍵詞:3DCS 電動汽車 底盤一體化 尺寸控制
1 引言
在國家政策的大力支持和新能源汽車推廣應用前提下,隨著科學技術的不斷更新迭代,汽車的電動化和智能化是未來汽車發展的主要趨勢,也是目前眾多汽車生產廠家發展追求的主要目標。汽車要想實現電動化和智能化控制,對汽車底盤系統也提出了更高的要求。
吉利位于西安的總裝車間采用的是世界一流的“底盤整體自動合裝”工藝,46組螺栓全自動同步擰緊,精度控制在0.15mm之內,擰緊數據在線監控,確保裝配精度的一致性。
當前的總裝車間,底盤與車身的裝配、電動汽車的電池與車身的裝配還是依靠人工分裝擰緊;底盤前懸和后懸是分開裝配至車身,前束角,外傾角等四輪參數受車身及底盤件制造誤差影響,底盤件裝配精度及整車四輪參數一致性差;并且螺栓擰緊的數據無法實時監控和對應,無法確保裝配的精度的一致性。
為了提升整車性能,本文結合電動汽車底盤一體化合裝的尺寸控制為研究對象,對白車身、合裝托盤、車體吊具以及底盤相關零件(前懸副車架、動力電池、后懸總成)的裝配基準和裝配公差進行分析,結合三維偏差分析軟件3DCS,探索電動汽車底盤一體化合裝的尺寸控制策略。具體分析如下內容:底盤一體化合裝裝配策略;底盤一體化合裝的裝配基準策略當前設計狀態&制造精度合理性。
2 底盤一體化合裝裝配策略
2.1 合裝方式介紹
2.1.1 當前底盤合裝方式
AGV合裝:它是通過控制臺檢測到輸送鏈上車體的位置信號,調度在等待站點已載有動力電池總成、后懸總成AGV小車及載有前懸總成AGV小車按預定時間,迅速進入輸送鏈下方,在預定區域捕獲預先固定在汽車車身上的目標,保持穩定跟蹤狀態后,自動舉升動力電池總成、后懸總成及前懸總成到預定位置,人工打開滑動平臺全方位移動鎖銷及滑動平臺旋轉鎖銷即可開始裝配。
2.1.2 計劃研究的底盤一體化合裝方式
一體化合裝形式,相對常規的AGV合裝,整體合裝的托盤根據裝配需求,集成了前懸、動力電池總成及后懸,借助吊具對車體的精準定位,同時舉升前后懸架,選擇自動打緊設備,采用M-POINT導向螺栓對底盤零部件進行自動導向擰緊,并記錄擰緊數據。
為了考慮到同平臺多車型的的柔性化使用情況,托盤定位后懸的整個部分做成滑移可調結構。
2.2 研究的底盤一體化合裝策略
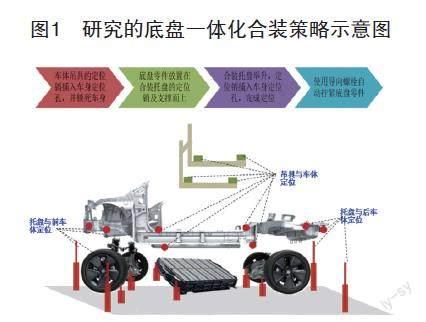
目前研究的底盤一體化合裝策略為:車體吊具定位車身;底盤零件定位在合裝托盤;合裝托盤舉升定位至車身;使用導向螺栓阻性擰緊底盤零件。詳見圖1。
基于以上合裝策略,底盤一體化合裝研究的技術難點為:
(1)擔心當前的制造水平和設計無法包容合裝需求的高精度定位要求導致底盤相關零件(前懸副車架、動力電池、后懸總成)安裝時出現擋孔;(2)擔心當前的制造水平和設計無法滿足導向套筒容差需求+/-1.0mm。
因此需要借助三維偏差分析軟件3DCS進行裝配定位策略&公差校核,探索適合當前現狀的底盤一體化合裝的尺寸控制策略。
3 3 DCS軟件介紹&校核目標的設定
3.1 3DCS軟件介紹
DCS-Dimensional control system(尺寸控制系統),尺寸變化分析是對裝配變化進行分析和預測的過程,這種裝配的變化基于裝配件公差、零部件幾何尺寸和定位點配置,通過DCS的功能在虛擬的環境下,對已有的三維模型進行分析,用來模擬實際裝備時可能發生的尺寸匹配問題。
對于3DCS的分析首先要確定假定基本條件:
(1)所有零件是剛性的;(2)產品制造工藝過程產生的公差符合正態分布,6西格瑪范圍與公差范圍相符,均值在中間;(3)仿真次數假定5000臺份(制造模擬次數);(4)使用的數學原理為蒙特卡洛模擬法。
3.2 底盤一體化合裝裝配基準策略
3.2.1 底盤件裝配托盤的裝配基準策略
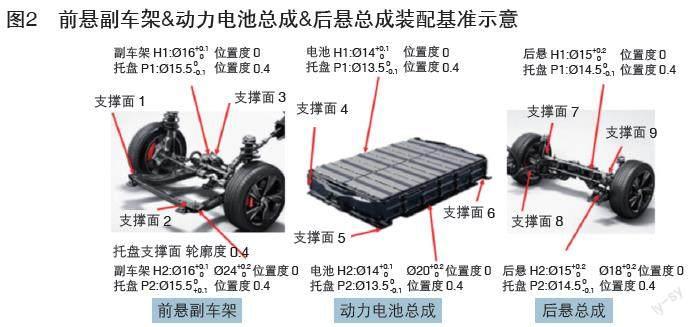
底盤零件前懸副車架、動力電池總成、后懸總成均通過三個支撐面,兩個Hole-Pin的裝配定位策略裝配至合裝托盤上,詳細信息可見圖2。
3.2.2 托盤裝配至車身的裝配基準策略
由于在實際制造中,托盤裝配至車身前端定位孔要求不能被其他裝配件遮擋,因此前端的定位孔有2種裝配基準策略。
方案1:車身主定位孔H1 ?20(0~0.1),位置度0,X向車身坐標約500mm,副定位孔H2長圓孔20(0~0.1)*21(0~0.2),車身與托盤定位面輪廓度3.0;對應托盤主定位銷P1&P2 ?19.5(-0.1~0),位置度0.4,托盤定位面輪廓度0.4。
方案2:車身主定位孔H1 ?20(0~0.1),位置度0,X向車身坐標約1400mm,副定位孔H2長圓孔20(0~0.1)*21(0~0.2),車身與托盤定位面輪廓度3.0;對應托盤主定位銷P1&P2 ?19.5(-0.1~0),位置度0.4,托盤定位面輪廓度0.4。
方案1與方案2的區別在于僅主定位孔X向車身坐標差異約900mm,其他支撐面與孔銷配合裝配信息均不發生變化。
3.2.3 校核目標
三維偏差分析軟件3DCS校核的目標如下:
(1)基于托盤定位車身方案1校核前懸副車架、動力電池、后懸總成安裝孔設計需求容差。
——對比業內合裝和當前精度校核測點1~6位置的底盤零件與車身安裝螺母孔擋孔概率和需求的設計容差
測點1~2為前懸副車架與車身裝配孔,孔徑?20裝配車身M14螺母孔;
測點3~4為動力電池與車身裝配孔,孔徑?15裝配車身M10螺母孔;
測點5~6為后懸總裝與車身裝配孔,孔徑?20裝配車身M14螺母孔;
前懸副車架&動力電池安裝過孔尺寸公差0~+0.2,位置度1.5mm,后懸總成安裝過孔尺寸公差0~+0.2,位置度3.0mm,對應車身安裝螺母孔位置度2.4mm。
(2)基于托盤定位車身方案1校核托盤導向套筒容差。
——對比不同車身精度下校核測點1~6位置托盤套筒與車身安裝螺母孔需求的設計容差。
(3)對比托盤定位車身方案1和2對測點1~6位置托盤套筒與車身安裝螺母孔擋孔概率的影響。
4 基于3DCS軟件校核結果的對比
4.1 底盤零件與車身安裝螺母孔擋孔概率和需求的設計容差對比結果
在3DCS軟件中按照上文裝配基準策略&校核目標的孔位大小以及位置信息裝配計算5000次的校核結果如下圖3:
位置1展示的是基于當前制造精度下的底盤各零件測點1~6的擋孔的超差概率示意;位置2展示的是后懸總成的5號測量孔擋孔的敏感因子排序,其中后懸自身孔5位置度3.0占據了49.34%的影響,白車身安裝孔位置2.4占據了30.82%的影響。
經匯總3DCS偏差分析虛擬校核的結果,對比在業內合裝和當前的制造精度下,基于3DCS軟件模擬計算的擋孔概率和需求容差信息詳見下表1;其中藍色字體的是業內合裝較好的制造精度信息,紅色字體是當前的制造水平。
從以上對比結果中可以得出以下結論:
(1)前懸副車架裝配至車身不擋孔的設計容差需求為>2.42mm;動力電池裝配至車身不擋孔的設計容差需求為>2.18mm;后懸總成裝配至車身不擋孔的設計容差需求為>2.67mm。
(2)當前設計的前懸副車架、動力電池、后懸總成安裝孔孔徑大小和位置度滿足校核需求。
4.2 托盤導向套筒容差校核結果對比
根據業內合裝和當前的制造水平,通過校核11種排列組合(主要針對車身主定位位置度,車身安裝孔位置度),校核結果對比如下表2。
從表2校核結果對比中,可以得出如下結論:
如果要滿足導向套筒容差+/-1,SGMW的車身制造精度必須要提高,其中托盤與車身的主定位精度位置度為0mm,副定位位置精度為0.5mm,車身上底盤零件的安裝螺母位置度精度需要提升至位置度1.0mm。
4.3 托盤定位至車身方案1和2對導向套筒容差影響對比
受到裝配無遮擋的設計要求,上文介紹托盤定位到車身有2種定位方案,且底盤一體化合裝自動打緊的導向螺栓的要求的容差設計為+/-1.0mm。
在此前提下2種方案車身上托盤定位孔位置度分別為0mm和1.0mm時的3DCS虛擬偏差案分析校核的結果詳細信息如下表3。
從表3結果對比上看,可以得出如下結論:
(1)方案2在定位套筒要求設計容差+/-1.0mm的前提下,擋孔概率要低于方案1。即托盤在車身的定位方案選擇方案2更利于底盤一體化合裝方案。
(2)從3DCS虛擬偏差分析模擬得出對導向套筒容差+/-1.0mm影響擋孔的最大敏感因子為車身上的安裝螺母位置度2.4mm。
5 結論
本文以基于3DCS軟件對底盤一體化合裝的尺寸控制要求進行模擬分析,得出了前懸副車架、動力電池、后懸總成安裝需求的設計容差和制造公差要求,對比分析了托盤在車身上2種定位方案的優劣,給出能實現底盤一體化合裝的具體優化方向。
(1)前懸副車架裝配至車身不擋孔的設計容差需求為>2.42mm;動力電池裝配至車身不擋孔的設計容差需求為>2.18mm;后懸總成裝配至車身不擋孔的設計容差需求為>2.67mm。(2)底盤一體化安裝的實現需要保證車身上底盤零件的安裝螺母位置度高于1.5mm。(3)托盤在車身上的主定位選擇靠后端對動力電池、后懸總成的導向套筒的安裝更有利。
本文在提高電動汽車實現總裝底盤一體化合裝的自動化研究上做了較為充分的虛擬驗證,在節省產品設計周期的前提下,盡量減少了產品設計更改的次數,提高了產品設計的合理性;在降低制造成本的前提下,優化了制造工藝控制參數,避免盲目投入成本。
本文內容均為理論設計虛擬模擬研究,后續會繼續跟進確認在實際制造中與以上結論的吻合度,從而更完善的實現理論與實際制造的相互印證。
參考文獻:
[1]李向兵,余建剛,李斌超.底盤合裝技術在汽車裝配車間中的應用[J].AI汽車制造業 工藝與裝配,2019-10/11:60-62.
[2]張云振,令海強,封旋,等.電動汽車底盤一體化控制技術的發展研究[J].科學技術創新,2018.25:153-154.
[3]李建松,周立敏,王松虎,等.關于總裝車間底盤合裝的研究[J].AI汽車制造業2015-24:34-37.
