工藝參數(shù)對下注式鑄軋2624鋁合金偏析行為和性能影響
2023-10-26 13:59:02任安吉李貝貝許光明
材料工程 2023年10期
關(guān)鍵詞:工藝
任安吉,李貝貝,徐 豫,于 巍,李 勇*,許光明
(1 東北大學(xué) 軋制技術(shù)及連軋自動化國家重點(diǎn)實驗室,沈陽 110819;2 東北大學(xué) 材料電磁過程研究教育部重點(diǎn)實驗室,沈陽 110819)
在綠色產(chǎn)業(yè)蓬勃發(fā)展的今天,為了減輕飛機(jī)質(zhì)量,進(jìn)而減少燃料消耗和有毒溫室氣體排放,輕量化結(jié)構(gòu)材料的發(fā)展更加受到重視[1]。在所有商用鋁合金中, 2000 系列鋁合金除了具有良好的斷裂韌性和出色的疲勞性能外,還因其高比強(qiáng)度而被廣泛地用于航空航天工業(yè)[2-3]。最新研發(fā)的2624鋁合金因為具有高強(qiáng)度和高損傷容限而用來替換現(xiàn)有的2024和2324鋁合金,用于下翼板和其他張力主導(dǎo)的航天航空結(jié)構(gòu)上[4]。
雙輥鑄軋工藝作為一種近終成形技術(shù),可以大幅縮短板材制備周期。熔融金屬可以在與兩個水冷鑄輥直接接觸后同時凝固和變形[5-6]。雙輥鑄軋工藝具有產(chǎn)量高、質(zhì)量好、使用壽命長、污染低、能耗低(三高兩低)等優(yōu)點(diǎn),被認(rèn)為是制造鋁合金板最經(jīng)濟(jì)的技術(shù)之一[7-8]。因此,該技術(shù)具有巨大的市場潛力,已成為全球各行各業(yè)都在努力發(fā)展和突破的前沿技術(shù)。
雙輥鑄軋工藝是近幾十年發(fā)展起來的,只適用于生產(chǎn)結(jié)晶溫度范圍較窄和低合金化的鋁合金,而結(jié)晶溫度范圍較寬和高合金化鋁合金的生產(chǎn)仍處于探索階段[9-10]。根據(jù)澆注方式的不同雙輥鑄軋工藝可分為上注式,水平式和下注式,而通常使用的上注式和水平式鑄軋工藝生產(chǎn)的鑄軋板坯都存在著溶質(zhì)元素沿厚度方向不均勻分布的現(xiàn)象,同時上注式鑄軋存在的氧化皮夾雜和水平式鑄軋存在的溶質(zhì)元素沿中心線兩側(cè)不對稱分布的問題都會惡化鑄軋板材的性能,這也成為雙輥鑄軋工藝發(fā)展的一道障礙[11-12]。下注式鑄軋由于引用鑄咀可以避免在鑄軋過程中熔池表面氧化皮與軋輥直接接觸從而被帶入到熔池內(nèi),并且其出板方向與重力方向保持平行,這可以較好地解決氧化皮夾雜和元素不對稱分布問題,進(jìn)而提高板材質(zhì)量。
迄今為止,采用下注式鑄軋技術(shù)制備寬結(jié)晶溫度范圍的2624鋁合金的相關(guān)研究鮮見報道。相關(guān)研究表明在具體生產(chǎn)過程中較為理想的液穴深度應(yīng)控制在30%~43%[13],而且工藝參數(shù)對鑄軋板材的性能有著較大的影響[10]。因此,本研究通過模擬鑄軋區(qū)液穴深度的變化獲得與理想液穴深度相對應(yīng)的工藝參數(shù),借助模擬鑄軋區(qū)流場變化并采用SEM、EPMA、DSC、電導(dǎo)率和常溫拉伸性能測試手段,探究工藝參數(shù)對下注式鑄軋2624鋁合金板材的顯微組織和性能變化影響規(guī)律,并對其宏觀和微觀偏析形成機(jī)理進(jìn)行了詳細(xì)探討。
1 實驗方法
1.1 實驗步驟
本工作采用下注式雙輥鑄軋工藝在實驗室制造2624鋁合金鑄軋板。下注式雙輥鑄軋裝置示意圖如圖1所示,實驗所需2624鋁合金鑄軋板材成分如表1所示。起初, Al-10Mn, Al-50Cu中間合金和純鎂以及純鋁在電阻爐中加熱熔化,控制爐溫在750 ℃并熔化所有原料后,加入質(zhì)量分?jǐn)?shù)為0.2%~0.4%的六氯乙烷(C2Cl6)凈化除氣并靜置 20 min。當(dāng)熔體溫度達(dá)到實驗所需溫度時去除表面雜質(zhì),隨后打開鑄軋機(jī),最后通過控制工藝參數(shù)來獲得實驗所需6 mm厚的鑄軋板。本研究通過模擬手段獲得了符合理想液穴深度范圍的工藝參數(shù):730 ℃-0.65 m/min, 730 ℃-0.7 m/min, 740 ℃-0.65 m/min, 740 ℃-0.7 m/min。為了檢測鑄軋板材的顯微組織,微觀偏析和宏觀偏析情況,對拋光后不同的樣品進(jìn)行JXA-8530 F型電子探針顯微分析(EPMA)。使用SSX-550型SEM對拉伸斷口形貌進(jìn)行觀察。

表1 2624合金化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)Table 1 Chemical compositions of 2624 alloy(mass fraction/%)
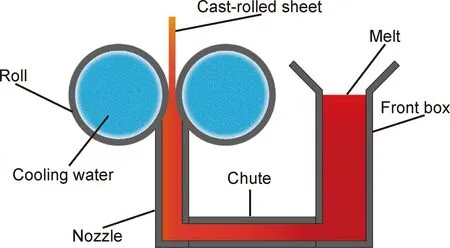
圖1 下注式雙輥鑄軋工藝示意圖Fig.1 Schematic diagram of betting two-roll casting technology
采用SDT-Q600差示掃描量熱儀進(jìn)行差示掃描量熱法(DSC)分析, DSC過程升溫速率為10 ℃/min。每個樣品的電導(dǎo)率用D60K數(shù)字金屬電導(dǎo)率測試儀進(jìn)行測量。拉伸實驗在CSS-44100型萬能材料拉伸試驗機(jī)上進(jìn)行,拉伸速率為1 mm/min,拉伸試樣的寬度和標(biāo)距分別6 mm和32 mm。為了使拉伸結(jié)果更加準(zhǔn)確可靠,同種條件下分別選取了5個平行試樣進(jìn)行實驗,測試結(jié)果取平均值。
1.2 數(shù)學(xué)模型
1.2.1 研究方法和基本假設(shè)
為了節(jié)約成本,以及更為便捷地獲得理想液穴深度下的工藝參數(shù)和流場分布情況,利用Procast軟件對關(guān)鍵部分和關(guān)鍵區(qū)域進(jìn)行仿真模擬。模擬實驗參數(shù)分別為: 730 ℃-0.65 m/min,730 ℃-0.7 m/min,740 ℃-0.65 m/min,740 ℃-0.7m/min。實驗材料物性如表2所示。考慮到幾何模型的對稱性以及熔池內(nèi)復(fù)雜的物理現(xiàn)象,為了簡化數(shù)值模擬模型鑄軋熔池區(qū)域需做如下假設(shè):(1)由實際三維結(jié)構(gòu)簡化為二維軸對稱模型;(2)熔池內(nèi)金屬液視為不可壓縮Newton流體,忽略液面波動;(3)鑄軋區(qū)各點(diǎn)的工藝參數(shù)均視為常數(shù),忽略實驗熔體的熱變形;(4)軋輥被認(rèn)為是沒有彈性變形的剛體,鑄軋速率被認(rèn)為是恒定的;(5)鑄軋區(qū)軋輥與熔體之間的縫隙不予考慮,兩者的相對滑動也可忽略不計;(6)實驗熔體在計算域內(nèi)的流動被認(rèn)為是層流。

表2 實驗鑄軋板的物理性能Table 2 Physical properties of experimental cast-rolled sheet
1.2.2 邊界條件
(1)入口處速率邊界條件:根據(jù)體積不變原則有公式(1):
Vin×Sin=Vout×Sout
(1)
式中:Vin是鑄軋區(qū)澆注速率, m/min;Sin是澆注入口的橫截面面積, m2;Vout是軋制速率, m/min;Sout是薄帶的橫截面積, m2。
(2)鑄軋熔體區(qū)域設(shè)置wall邊界。
(3)熔體區(qū)設(shè)置solid tranlate條件,是熔體區(qū)內(nèi)凝固的固體以一定速率從鑄軋熔體區(qū)移除,各個位置速率需要user function功能編程實現(xiàn)。
(4)熔體與軋輥接觸面設(shè)置NCOINC界面,以及速率界面,各點(diǎn)速率等于軋輥表面轉(zhuǎn)動速率的x,y方向分量。
(5)在熔體區(qū)和拉胚區(qū)處設(shè)置折疊網(wǎng)格條件,隨著拉坯區(qū)以軋制速率行進(jìn)的過程中,折疊網(wǎng)格逐漸展開,形成鑄軋出板的區(qū)域。
(6)在熔體區(qū)和拉胚區(qū)交界面處設(shè)置COINC界面及periodic條件,來實現(xiàn)模擬鑄軋出板的過程,設(shè)置速率界面,速率值等于鑄軋速率。
2 實驗結(jié)果與分析
2.1 2624鋁合金薄板數(shù)值模擬結(jié)果
不同工藝參數(shù)下的固液相和流場分布如圖2所示,可以看到不同工藝條件下都有著渦流的存在。為了更明顯地觀察到圖2中液穴深度的變化情況繪制圖3(a),由圖3(a)可知,隨著澆注溫度和鑄軋速率的升高液穴深度逐漸增加最深可達(dá)41 mm。圖3(b)顯示了在不同工藝參數(shù)下熔池中心線沿ND方向的速率分量變化情況。可以看到渦流的峰值速率隨著澆注溫度和鑄軋速率的升高逐漸降低,在730 ℃-0.65 m/min條件下渦流峰值速率最高為0.2196 m/min。
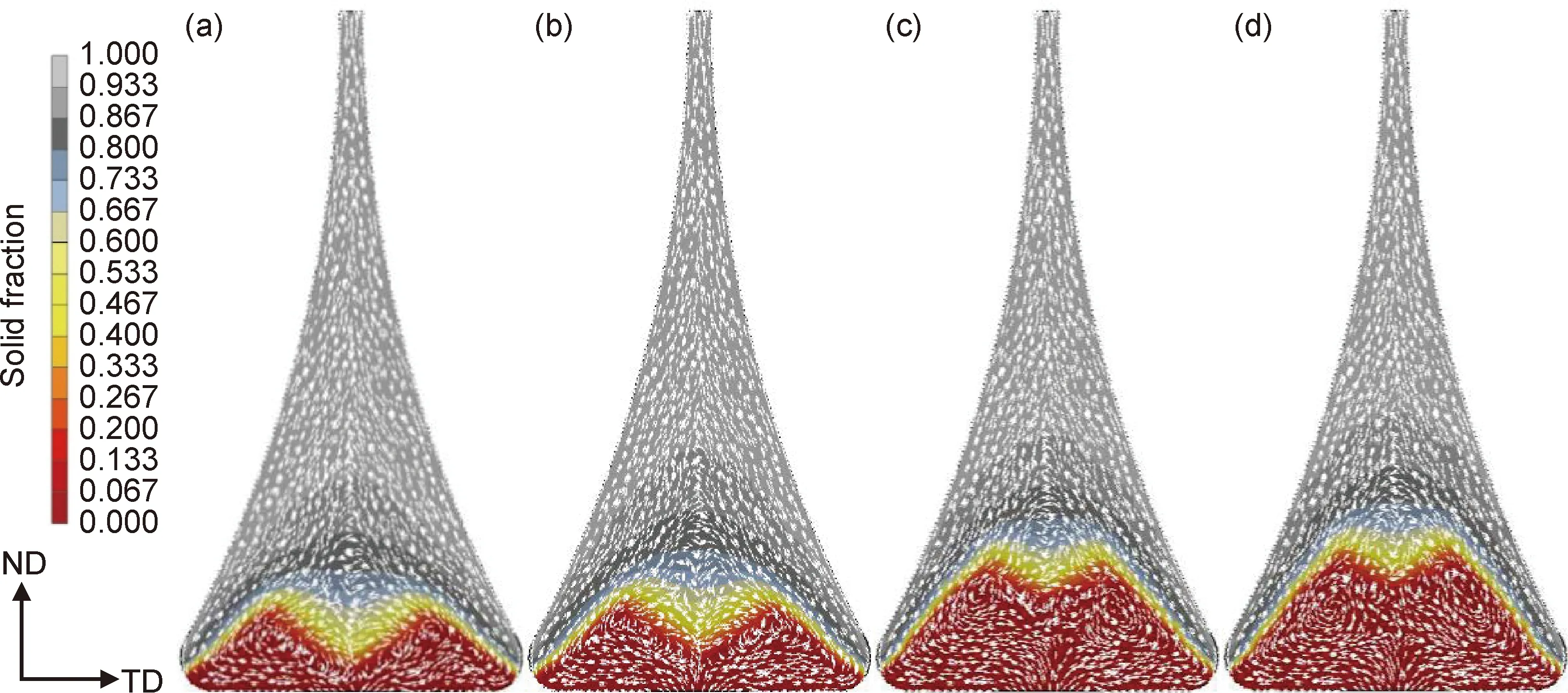
圖2 不同工藝參數(shù)下固液相線和流場分布(a)730 ℃-0.65 m/min;(b)730 ℃-0.7 m/min;(c)740 ℃-0.65 m/min;(d)740 ℃-0.7 m/minFig.2 Solid-liquid phase line and flow field distribution of the cast-rolling zone under different process parameters(a)730 ℃-0.65 m/min;(b)730 ℃-0.7 m/min;(c)740 ℃-0.65 m/min;(d)740 ℃-0.7 m/min
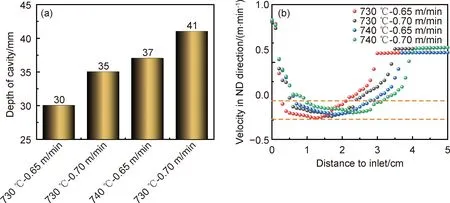
圖3 不同工藝參數(shù)下的液穴深度(a)和熔池中心線ND方向的速率分量(b)Fig.3 Sump depth (a) and velocity component in the ND direction of molten pool centerline (b) under different process parameters
2.2 2624鋁合金薄板微觀結(jié)構(gòu)和宏觀偏析
不同工藝參數(shù)下的2624鋁合金鑄軋板的顯微組織如圖4所示。從圖中可以觀察到,鑄軋板存在明顯的帶狀偏析,并且從鑄軋板表面到心部帶狀偏析逐漸減弱。隨著鑄軋速率和澆注溫度的逐漸降低,帶狀偏析的寬度逐漸變窄,在730 ℃-0.65 m/min條件下鑄軋板表面帶狀偏析寬度達(dá)到最小約為18.7 μm,厚度方向從上表面到下表面的四分之一區(qū)域和中心位置處的帶狀偏析幾乎消失。
采用下注式鑄軋制備的2624鋁合金在不同工藝參數(shù)下的DSC曲線如圖5(a)所示。通過對DSC實驗過程中產(chǎn)生的非平衡共晶相的吸熱峰進(jìn)行積分,可以定量計算出溶解的非平衡共晶相的焓,并可以定量計算出非平衡共晶相的含量。2624鋁合金的焓變化如圖5(b)所示,由圖5(b)可以觀察到隨著鑄軋速率和澆注溫度的降低, 2624鋁合金的焓值逐漸減少至13.49 J/g,實驗結(jié)果表明,通過降低鑄軋速率和澆注溫度可以減少非平衡共晶相的產(chǎn)生。這與顯微組織的變化相一致。
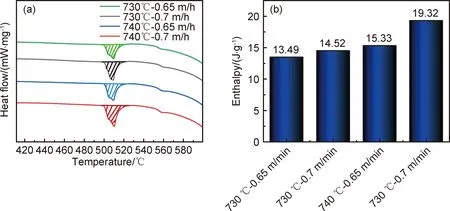
圖5 不同工藝參數(shù)下生產(chǎn)的2624合金DSC曲線(a)和焓值(b)Fig.5 DSC curves (a) and the enthalpy (b) of 2624 alloy produced under different process conditions
圖6顯示了2624 鋁合金在不同工藝條件下厚度方向上的Cu和Mg元素分布。從圖6可以觀察到, 2624鋁合金薄板溶質(zhì)元素由外到內(nèi)呈現(xiàn)出逐漸降低的結(jié)果,表面區(qū)域溶質(zhì)元素含量最多而中心區(qū)域溶質(zhì)元素含量最少表現(xiàn)出宏觀反偏析現(xiàn)象,隨著澆注溫度和鑄軋速率的降低, Cu, Mg元素沿厚度方向的分布逐漸均勻,表明宏觀反偏析缺陷的程度逐漸減弱。

圖6 不同工藝參數(shù)條件下2624合金在厚度方向元素分布(a)Cu;(b)MgFig.6 Element distribution in thickness direction of 2624 alloy at different process condition(a)Cu;(b)Mg
2.3 2624鋁合金薄板微觀偏析
為了探索不同工藝參數(shù)下2624鋁合金鑄軋板的微觀偏析情況,采用波長散色光譜儀(WDS)對2624鋁合金鑄軋板進(jìn)行線性掃描,結(jié)果如圖7所示。實驗材料的EPMA微觀結(jié)構(gòu)在左側(cè),圖像中的橫線表示掃描位置。圖像右側(cè)顯示了主要合金元素Cu, Mg的相應(yīng)分布結(jié)果。由圖可知,鑄軋板掃描線特征位置上Cu, Mg元素波動劇烈,晶界或枝晶間的元素含量大于晶內(nèi)或枝晶干上的元素含量,這一結(jié)果表明微觀偏析的存在。為了定量分析不同工藝參數(shù)下的微觀偏析情況,每種合金元素的微觀偏析程度可以用偏析度Se來表示,其結(jié)果如表3所示。Se計算公式如下:
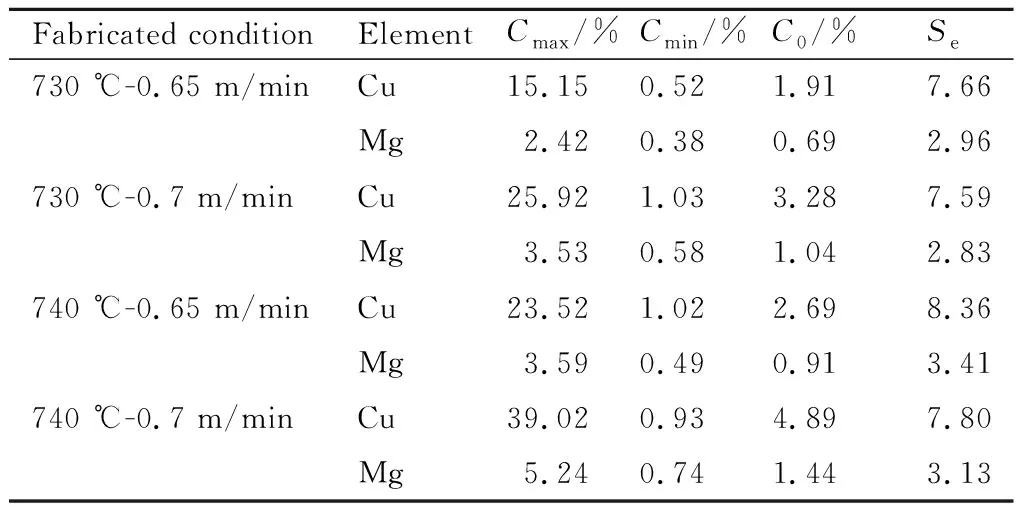
表3 2624合金EPMA特征位置上元素含量(質(zhì)量分?jǐn)?shù))Table 3 Element contents at the EPMA characteristic position of 2624 alloy(mass fraction)

圖7 2624合金微觀結(jié)構(gòu)(1)和元素分布(2)(a)730 ℃-0.65 m/min;(b)730 ℃-0.7 m/min;(c)740 ℃-0.65 m/min;(d)740 ℃-0.7 m/minFig.7 Microstructures and element distributions of 2624 alloy(a)730 ℃-0.65 m/min;(b)730 ℃-0.7 m/min;(c)740 ℃-0.65 m/min;(d)740 ℃-0.7 m/min
(2)
式中:Cmax表示某組元在偏析區(qū)內(nèi)的最高元素濃度;Cmin表示某組元在偏析區(qū)內(nèi)的最低元素濃度;C0表示某組元的平均元素濃度。
由表3可知,在730 ℃-0.7 m/min條件下Cu, Mg元素微觀偏析度較大分別為8.36, 3.41,而在740 ℃-0.65 m/min條件下Cu, Mg元素微觀偏析度最弱分別為7.59, 2.83。實驗結(jié)果表明鑄軋速率的降低和澆注溫度的升高可以減弱鑄軋板中Cu, Mg元素的微觀偏析程度。
2.4 2624鋁合金薄板電導(dǎo)率,拉伸性能和斷口形貌
不同工藝參數(shù)條件下制備的2624鋁合金的電導(dǎo)率如圖8所示,由圖8可知,在740 ℃-0.65 m/min條件下合金的電導(dǎo)率最高為31.2%IACS,在730 ℃-0.7 m/min條件下合金的電導(dǎo)率最低為30.1%IACS。結(jié)果表明,鑄軋速率的升高和澆注溫度的降低能夠?qū)е?624鋁合金電導(dǎo)率的降低。
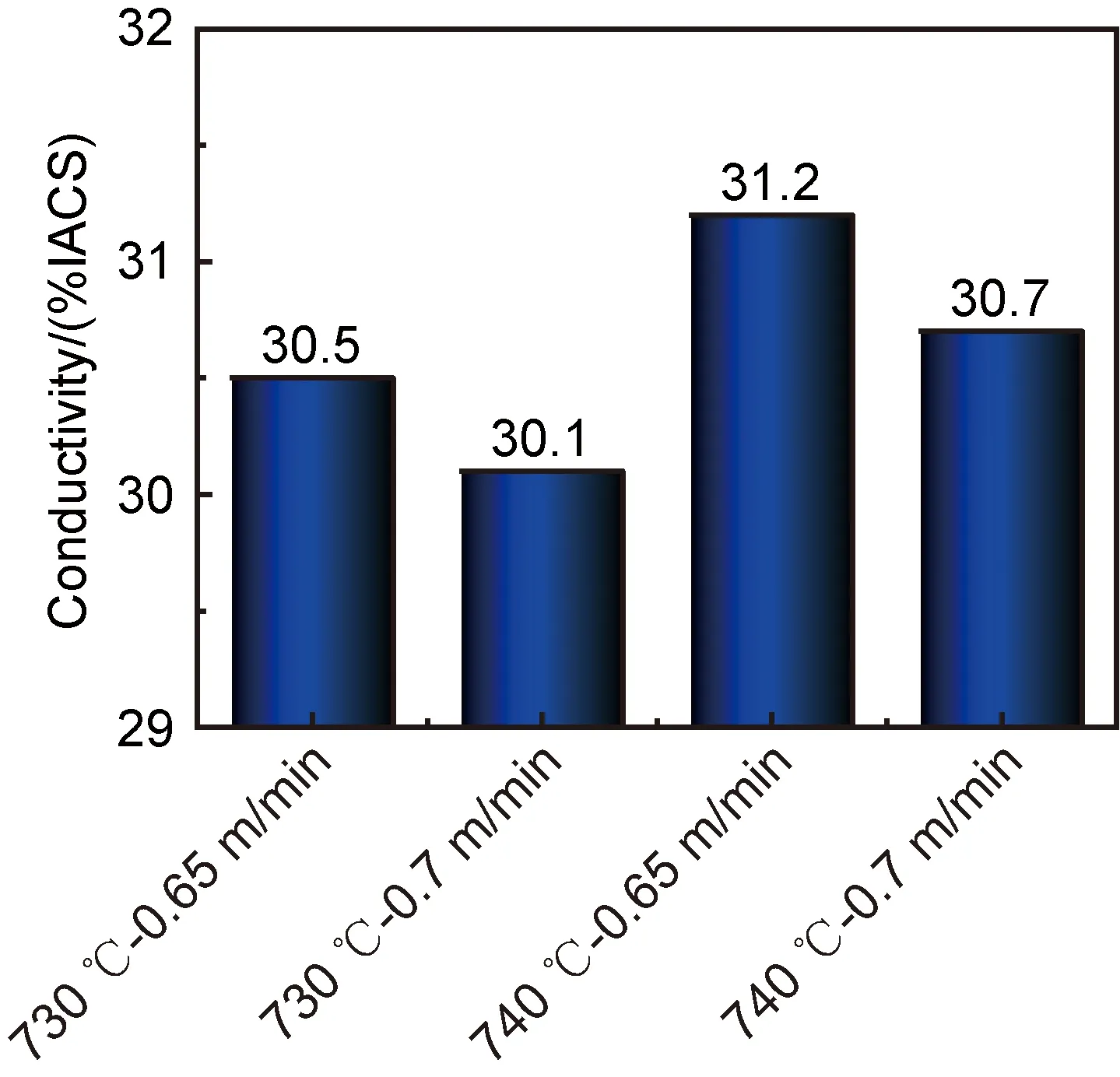
圖8 不同工藝參數(shù)對2624合金電導(dǎo)率的影響Fig.8 Effect of different process conditions on conductivity of 2624 alloy
圖9顯示了不同工藝參數(shù)條件下2624鋁合金的力學(xué)性能。從圖中可以看出,隨著澆注溫度和鑄軋速率的降低, 2624合金的屈服強(qiáng)度,抗拉強(qiáng)度和伸長率有所提高。隨著澆注溫度和鑄軋速率從740 ℃-0.7 m/min降低到730 ℃-0.65 m/min,屈服強(qiáng)度和抗拉強(qiáng)度分別從181, 211 MPa提高到226, 275 MPa,伸長率從1.7%提高到3.1%。
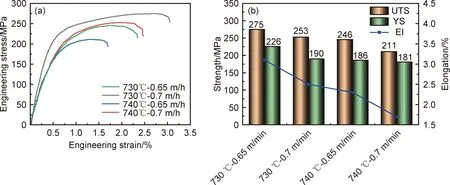
圖9 不同工藝參數(shù)下生產(chǎn)的2624合金力學(xué)性能(a)工程應(yīng)力-應(yīng)變曲線;(b)力學(xué)性能柱狀圖Fig.9 Mechanical properties of 2624 alloy produced under different conditions(a)engineering stress-strain curves;(b)mechanical properties histogram
不同工藝參數(shù)下制備的2624鋁合金拉伸斷口形貌如圖10所示。從圖中可以明顯看到隨著鑄軋速率和澆注溫度的降低,合金從脆性斷裂逐漸向韌性斷裂轉(zhuǎn)變。圖10(a)為740 ℃-0.7 m/min的板材斷口形貌,可以觀察到明顯的小平面,表現(xiàn)出脆性斷裂特征此時合金延伸性最差,隨著澆注溫度和鑄軋速率降低到730 ℃-0.7 m/min和740 ℃-0.65 m/min,韌窩數(shù)量增多但較小較淺,當(dāng)澆注溫度和鑄軋速率為730 ℃-0.65 m/min時,韌窩變得又大又深,板材韌性增大。
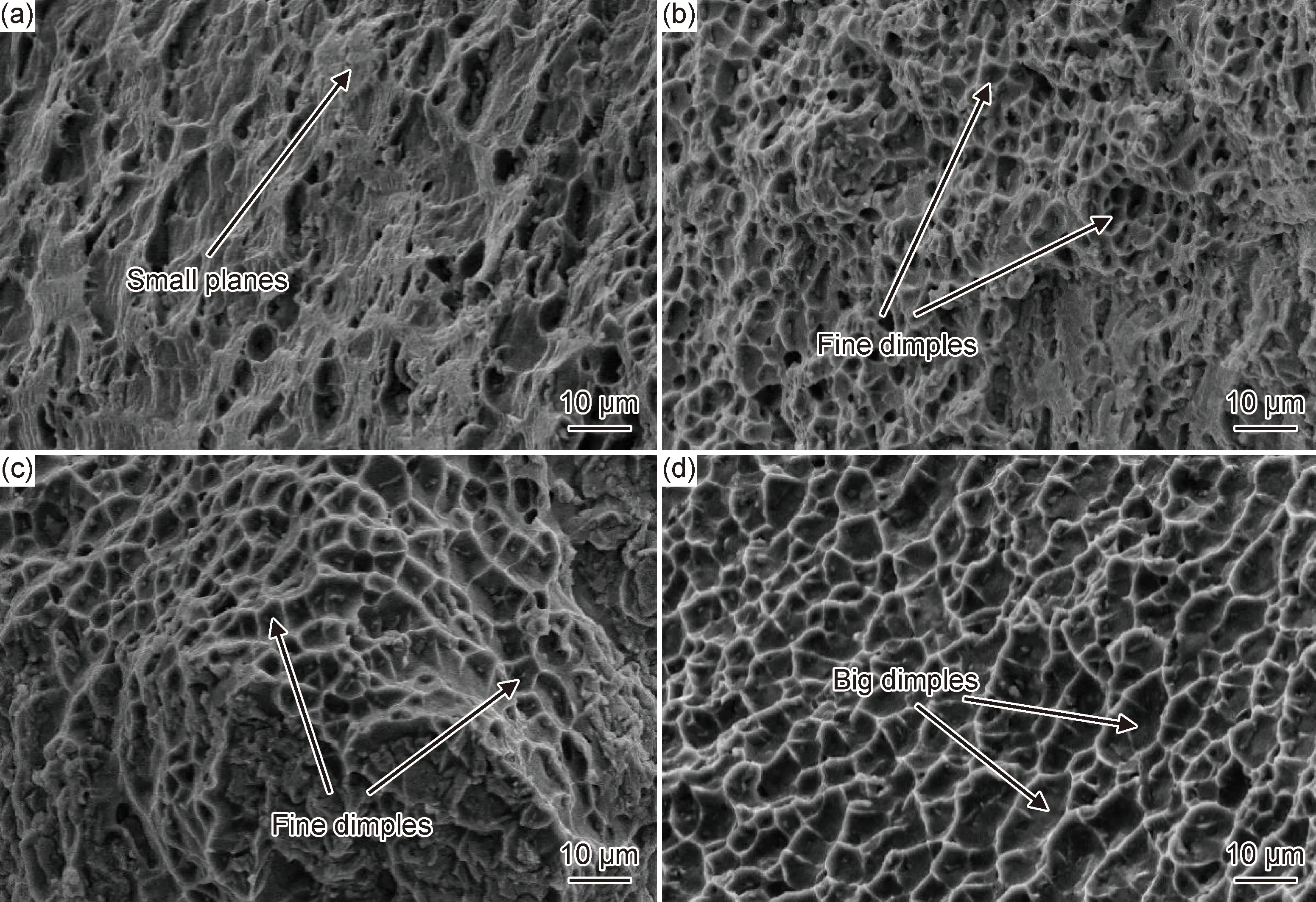
圖10 不同工藝參數(shù)條件下制備的2624合金拉伸斷口形貌(a)740 ℃-0.7 m/min;(b)740 ℃-0.65 m/min;(c)730 ℃-0.7 m/min;(d)730 ℃-0.65 m/minFig.10 Fracture morphologies of 2624 alloy produced under different conditions(a)740 ℃-0.7 m/min;(b)740 ℃-0.65 m/min;(c)730 ℃-0.7 m/min;(d)730 ℃-0.65 m/min
2.5 宏觀偏析的產(chǎn)生及工藝參數(shù)對其影響機(jī)制
當(dāng)高溫熔體通過耐火材料噴嘴流入熔池時,在冷卻輥的作用下迅速冷卻,使熔體在兩個冷卻輥表面迅速形成細(xì)小的枝晶。隨后細(xì)小枝晶沿與熱傳導(dǎo)方向相反的方向快速生長,形成柱狀晶[14],與此同時在柱狀晶之間則會形成“偏析通道”。而凝固過程中的溶質(zhì)分配系數(shù)可由下式[15]表示:
(3)
式中:CS為固相溶質(zhì)濃度;CL為液相中的溶質(zhì)濃度;K是溶質(zhì)分配系數(shù)。本實驗中的2624鋁合金中Cu, Mg合金元素在凝固過程中的溶質(zhì)分配系數(shù)K小于1。根據(jù)式(2),優(yōu)先結(jié)晶的柱狀晶尖端中溶質(zhì)元素的含量總是小于其周圍液相中溶質(zhì)元素的含量。那么在左右軋輥對稱冷卻條件下,軋輥兩側(cè)柱狀晶連續(xù)沿著熱傳導(dǎo)反方向相對生長,柱狀晶前端的合金元素也被迫向熔池中心聚集,直到在圖11所示的Kiss點(diǎn)前相遇,此時隨著鑄軋薄板繼續(xù)向上移動,在軋輥軋制力的作用下,首先在中心區(qū)域發(fā)生變形,這是由于與薄板表面區(qū)域相比,中心區(qū)域液相含量和溫度較高從而導(dǎo)致中心區(qū)域強(qiáng)度相對較低,這使得中心區(qū)域富集的溶質(zhì)元素受到了擠壓力的作用有了沿著“偏析通道”向表面運(yùn)動的趨勢,而隨著變形的進(jìn)行當(dāng)擠壓壓力大于熱浮力[16]時,中心區(qū)域高濃度溶質(zhì)元素將沿著“偏析通道”運(yùn)動到薄板表面區(qū)域,凝固后形成了圖4中所示的大尺寸帶狀偏析,從而引起了宏觀反偏析現(xiàn)象。這些粗大的脆性相在拉應(yīng)力作用下會從基體上脫離形成大量微裂紋,降低材料的強(qiáng)度和塑性。
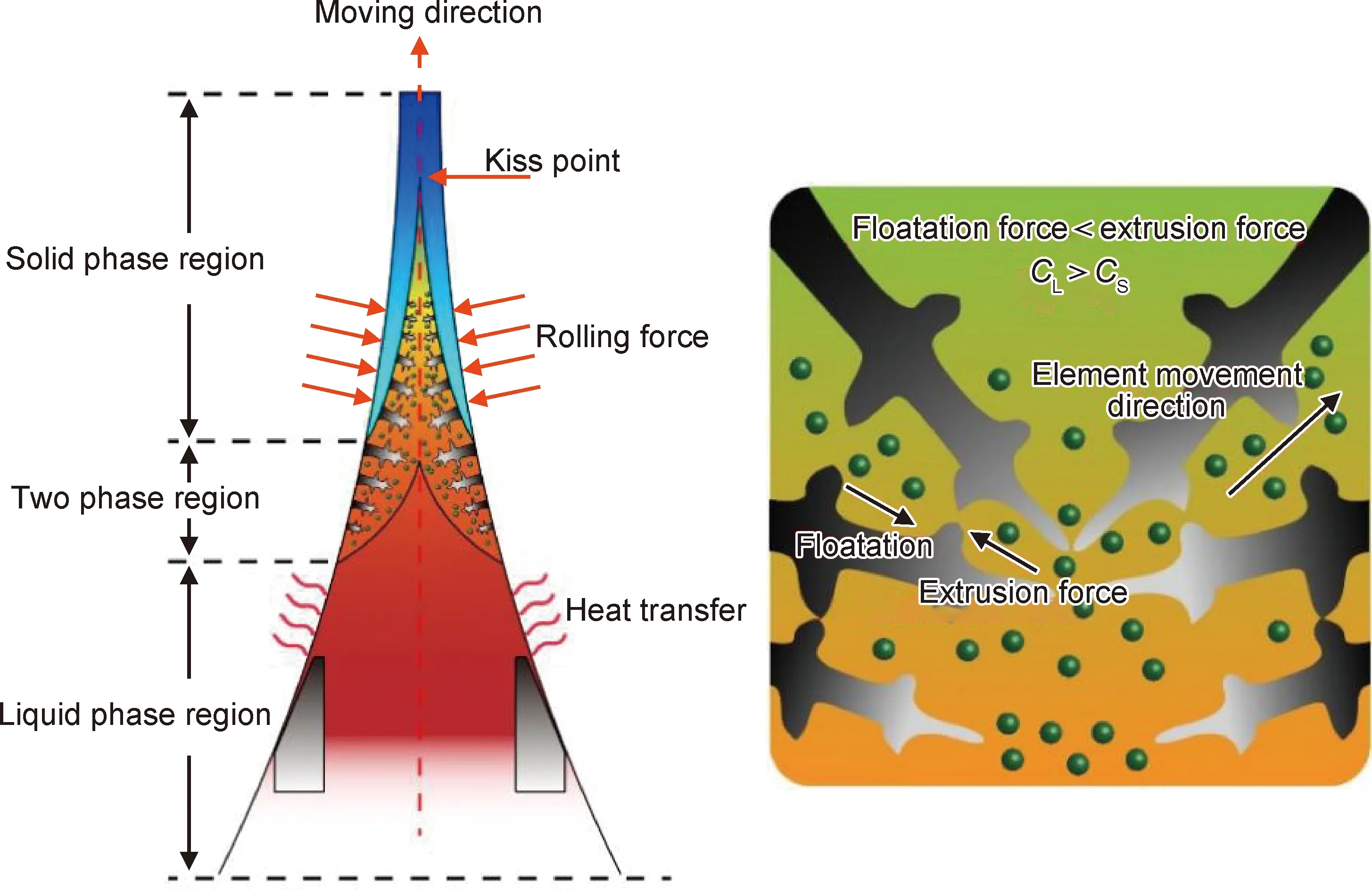
圖11 表面帶狀偏析形成機(jī)理Fig.11 Formation mechanism of surface band segregation
不同工藝參數(shù)對宏觀偏析的影響本質(zhì)上是渦流強(qiáng)度的不同所導(dǎo)致的。渦流的存在能夠?qū)χ岸烁缓邼舛热苜|(zhì)的鋁液和遠(yuǎn)程低濃度溶質(zhì)的鋁液進(jìn)行攪拌,近而達(dá)到溶質(zhì)濃度再混合均勻化的效果,如圖12所示。不同工藝參數(shù)下的渦流峰值速率側(cè)面反映了渦流的強(qiáng)度,隨著鑄軋速率和澆注溫度的降低,渦流峰值速率越大,渦流的攪拌能力越強(qiáng), Kiss點(diǎn)前中心區(qū)域溶質(zhì)原子濃度分布越均勻,近而從中心區(qū)域沿“偏析通道”流向板帶表面的溶質(zhì)原子越少,減弱了板帶表面大尺寸帶狀偏析的形成,降低了沿厚度方向反偏析程度。
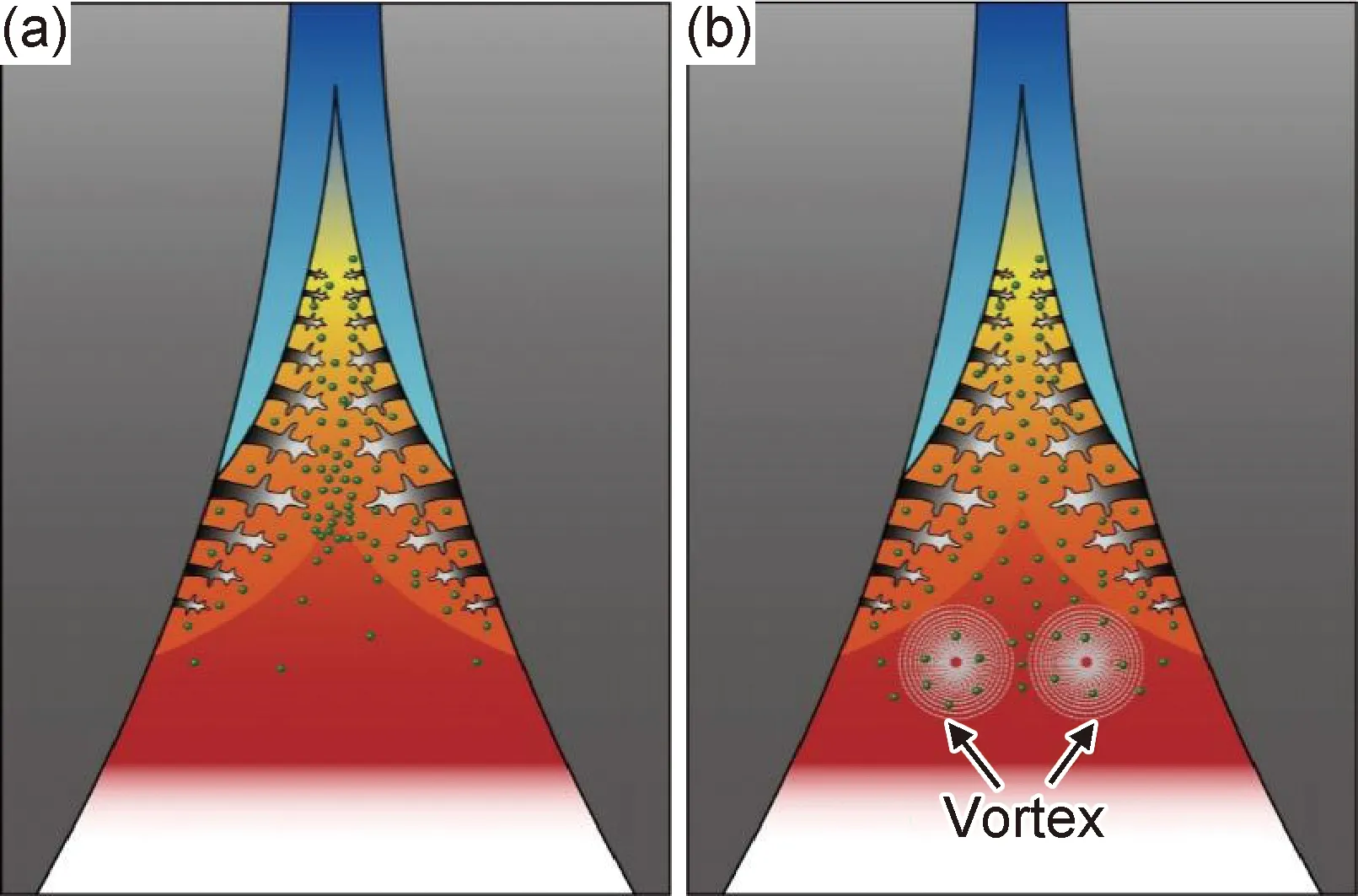
圖12 鑄軋區(qū)微觀結(jié)構(gòu)(a)沒有渦流;(b)有渦流Fig.12 Microstructures of the cast-rolling zone(a)without vortex;(b)with vortex
2.6 微觀偏析的產(chǎn)生及工藝參數(shù)對其影響機(jī)制
雙輥鑄軋過程中的界面換熱系數(shù)為5000~20000 W/(m2·K),在此亞快速冷卻的條件下固溶體的結(jié)晶速率較快,因此溶質(zhì)原子擴(kuò)散不夠充分從而導(dǎo)致非平衡結(jié)晶,而對于溶質(zhì)分配系數(shù)K<1的合金,不可避免地會造成晶粒內(nèi)部和不同晶粒之間先后結(jié)晶區(qū)域溶質(zhì)原子濃度的不同,特別是枝晶和晶界處與平均濃度有很大差別,這就導(dǎo)致了微觀偏析的出現(xiàn)。而在雙輥鑄軋亞快速冷卻條件下,固相中溶質(zhì)原子的擴(kuò)散被完全抑制,液相中的溶質(zhì)原子僅通過擴(kuò)散混合并且擴(kuò)散能力也受到很大程度的抑制,使得在凝固過程中,隨著固液界面的向前推進(jìn),從固相中排除的溶質(zhì)原子來不及擴(kuò)散而富集在固液界面附近從而產(chǎn)生一種堆集稱之為界面層,而當(dāng)固相溶質(zhì)排出速率等于界面層溶質(zhì)向遠(yuǎn)處液相排除的速率時界面層達(dá)到穩(wěn)定,而隨著冷卻速率的增加,固液界面的推進(jìn)速率增加和液相溶質(zhì)原子的擴(kuò)散能力減弱導(dǎo)致界面層溶質(zhì)堆集很快,能夠更快地達(dá)到穩(wěn)定,這使得結(jié)晶固相中的溶質(zhì)原子能夠更快地穩(wěn)定,并且冷卻速率的增加使得更多溶質(zhì)原子固溶在固相當(dāng)中,這使得最后凝固的液相中溶質(zhì)原子濃度減弱,從而使微觀偏析程度減輕。已有研究表明,澆注溫度的降低和鑄軋速率的升高會導(dǎo)致冷卻速率的增加,因此隨著澆注溫度的降低和鑄軋速率的升高微觀偏析程度逐漸減弱。
3 結(jié)論
(1)隨著澆注溫度和鑄軋速率的降低,液穴深度由41 mm逐漸降低至30 mm,渦流峰值速率逐漸增加在730 ℃-0.65 m/min條件下達(dá)到峰值為0.2196 m/min。渦流的增強(qiáng)可以改善宏觀偏析程度,使邊部帶狀偏析尺寸逐漸減弱,厚度方向溶質(zhì)原子更加均勻分布。
(2)澆注溫度的降低和鑄軋速率的升高可以提高冷卻速率,從而可以改善微觀偏析程度。在730 ℃-0.7 m/min條件下Cu, Mg元素微觀偏析度較大分別為8.36, 3.41, 而在740 ℃-0.65 m/min條件下Cu, Mg元素微觀偏析度最弱分別為7.59, 2.83。
(3)澆注溫度的降低和鑄軋速率的升高可以提高冷卻速率,近而可以提高固溶度,從而導(dǎo)致電導(dǎo)率的降低。在740 ℃-0.65 m/min條件下合金的電導(dǎo)率最高為31.2%IACS,而在730 ℃-0.7 m/min條件下合金的電導(dǎo)率最低為30.1%IACS。
(4)隨著澆注溫度和鑄軋速率的降低, 2624合金的屈服強(qiáng)度,抗拉強(qiáng)度和伸長率有所提高。隨著澆注溫度和鑄軋速率從740 ℃-0.7 m/min降低到730 ℃-0.65 m/min,屈服強(qiáng)度和抗拉強(qiáng)度分別從181, 211 MPa提高到226,275 MPa,伸長率從1.7%提高到3.1%。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52