冰箱抽屜開裂原因分析及改善措施
2023-10-28 02:37:18張樹棟高華亮王海燕孟松峰王磊武曉珂
家電科技 2023年4期
關鍵詞:分析
張樹棟 高華亮 王海燕 孟松峰 王磊 武曉珂
海信冰箱有限公司 山東青島 266000
0 引言
抽屜是冰箱中的一種重要的儲存容器,其表面不能出現過多的污點、裂縫、變形等,否則將大大降低冰箱的質量與使用壽命。然而,在低溫狀態下,抽屜產品成型以后較易出現局部脆弱、開縫、表面易溶、變形凹陷等質量問題[1-3]。當前市場主流的冰箱抽屜由塑料注塑而成,目前解決抽屜開裂的方法多集中在改善模具設計方面。主要通過現代化的CAE模流分析等技術實現虛擬化的設計,實現成型過程的動態仿真分析,優化模具設計制品成型過程,減少抽屜開模試制后的缺陷[4-7]。
我司將生物質材料作為填料與聚合物塑料HIPS共混制備出的生物質復合抽屜,不僅具備獨特的浮點外觀形貌,還具備一定的抗菌功能,有效提升了用戶體驗。然而,在該復合抽屜進行涂油高低溫沖擊試驗時,發現抽屜側邊導軌部位出現了裂紋(圖1)。隨后使用未添加生物質填料的普通注塑抽屜進行了對比試驗,也出現了類似的裂紋,表明抽屜的結構可靠性設計存在一定的共性問題。
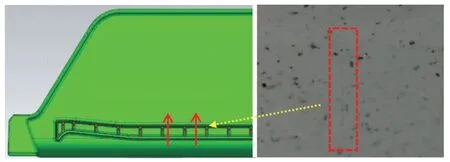
圖1 涂油高低溫測試后的抽屜
基于此,本文以開發的生物質復合抽屜為例,從材料本身的應力仿真分析和注塑工藝的CAE模流分析兩方面,對冰箱抽屜在涂油高低溫試驗中的普遍開裂現象進行了原因分析,并給出可能的改善方案,旨在建立更加科學的設計原則和測試方法,為后續新品開發項目提供一定的參考價值。
1 原因分析
1.1 涂油高低溫沖擊試驗及材料應力仿真分析
油脂會對塑料產生一定的腐蝕,從而導致塑料彈性體隨著時間的推移而膨脹或破裂。例如,PS、HIPS、ABS、PC聚碳酸酯等非結晶性塑料很容易與油脂產生滲透及吸收溶漲從而加快破裂。為了模擬在極端條件下抽屜的可靠性,筆者對該抽屜(大致尺寸為300 mm×400 mm×100 mm)進行了涂油高低溫(-40℃~60℃)沖擊試驗。試驗測試結果(圖1)顯示,該抽屜在側面中間與底部的連接位置產生了裂紋(裂紋方向如圖中紅色箭頭方向所示),開裂位置處于側面豎向(此處豎向指的是垂直于抽屜底部的方向)支撐筋處,裂紋均是豎向且由內表面向外表面擴展。隨后對該抽屜進行了材料應力仿真分析,結果顯示,抽屜側面導軌豎向支撐筋部位應力較大(19.9 MPa,圖2紅色部分),存在開裂風險,與涂油高低溫沖擊試驗測試結果一致。
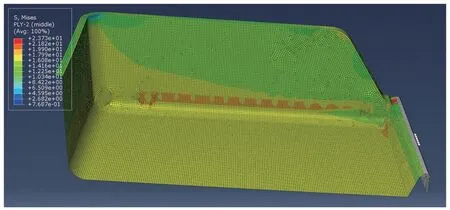
圖2 抽屜的應力仿真分析圖
1.2 CAE模流分析
CAE(Computer Aided Engineering)是用計算機輔助分析計算及優化產品力學特性的近似數值分析方法[8-9]。模流分析是CAE分析技術的一種,它是通過計算機數據模擬軟件模擬模具注塑過程中的狀態,預測制品注塑成型過程中可能出現的局部脆弱、開縫、表面易溶、變形凹陷等缺陷,提高注塑產品的成型質量[10-11]。為分析抽屜在涂油高低溫試驗過程中出現開裂現象的原因,本文首先對其進行了CAE模流分析,軟件是Moldflow 2021版,按照六面體網格粗細迭代20%、結果誤差5%的標準進行網格劃分,所采用注塑原料的主要成分為HIPS,分析結果如下。
1.2.1 充模時間
充模時間是注塑過程中的重要參數指標,它可以通過云紋圖顯示熔體流動前沿的擴展情況,從而反映注塑過程中的各種不良問題,如欠注現象、局部過保壓現象等。該抽屜的填充時間模擬結果(填充時間為2.1 s)如圖3所示,結果表明,該云紋圖的間距基本相同,等值線均勻,表明制品充模正常。
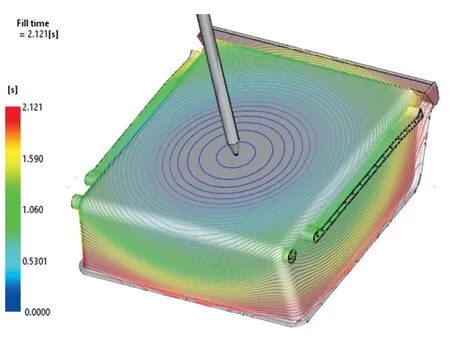
圖3 充模時間模擬結果
1.2.2 熔接痕
熔接痕是由于不同方向的兩股熔化塑料存在一定的流速差,在相遇時產生的表面缺陷,制品的熔接痕部位通常具有較低的力學強度,因而對制品的使用性能有一定的影響。熔接痕無法避免,但可以通過控制流速改變熔接痕的位置,使其出現在應力較小的位置。該抽屜的熔接痕模擬分析結果如圖4所示,結果表明,由于制件本身的孔洞結構,該抽屜在側面導軌外圍部分出現了少量熔接痕。然而實際情況是在抽屜導軌豎向支撐筋位置出現了裂紋,表明熔接痕不是造成抽屜開裂的主要原因。
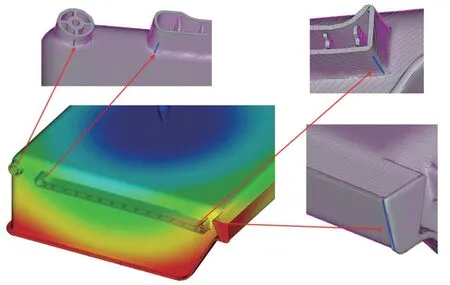
圖4 熔接痕模擬分析結果
1.2.3 流動前沿溫度
流動前沿溫度是聚合物熔體填充結點時的中間流溫度,代表的是截面中心的溫度。“前沿”指的是填充過程中每一時刻料流流動的最前端,“中間”指的是模具前后模型型腔中心的位置。該抽屜的流動前沿溫度模擬結果如圖5左圖所示,結果表明,該抽屜制品最后填充的熔體溫度約為231.1℃。所有區域的流動前沿溫度都在材料成形溫度范圍內,外觀區域產品溫度差異均在3℃以內,非外觀區域沒有出現填充不滿的現象,表明填充過程良好。
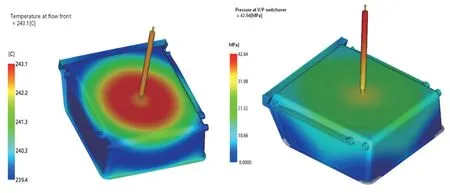
圖5 流動前沿溫度模擬結果(左)及充模切換壓力模擬結果(右)
1.2.4 充模切換壓力
充模切換壓力是衡量塑料填充成型過程是否達到平衡狀態的一個重要參數。因為充填壓力對制品的收縮性有一定的影響,充填壓力分布不均勻,會使制品在各個方向發生不均勻的收縮,從而影響制品的尺寸。通常來講,最大切換壓力不應該超過注塑機極限壓力的70%,PP材料應小于70 MPa,ABS、HIPS材料應小于90 MPa。圖5右圖展示了該抽屜的充模切換壓力模擬結果,該抽屜的切換壓力約為42.64 MPa<90 MPa(由于該復合抽屜中生物質材料的填充比例僅為千分之一,將其最大切換壓力近似看作90 MPa),且分布均勻,表明充模切換壓力符合要求。
1.2.5 氣穴
氣穴是指制品在充模時,由于模腔內的氣體或蒸汽未能及時排出而滯留于制品中形成的氣孔。氣孔的存在會對制品的力學性能和外觀產生不利的影響,因此應予以消除。如圖6所示,該抽屜的氣穴模擬結果表明,在抽屜側面導軌豎向支撐筋上出現了大量的氣穴(圖中紫圈圈示位置),可能是由于豎向支撐筋處多為料流末端交匯處,需進一步優化導軌豎向支撐筋的結構來改善氣穴狀態。
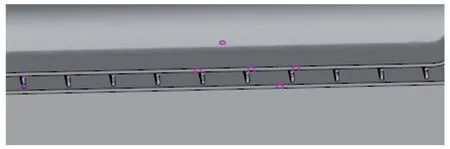
圖6 氣穴模擬結果
1.2.6 體積收縮率
為保證制品質量,注塑頂出過程中的體積收縮應盡可能均勻,與鄰近區域體積收縮差值應小于3%,且不允許出現負值。由圖7左圖體積收縮率模擬結果可知,該抽屜底部及兩側體積收縮率均小于3%且相對較為均勻,抽屜后側個別位置的體積收縮率略大于3%,鄰近區域最大收縮率相差不足1%,基本不會造成制品的翹曲變形。
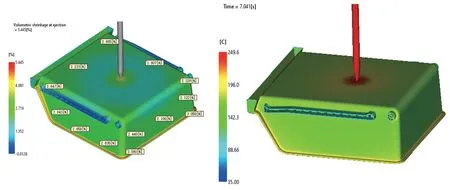
圖7 體積收縮率模擬結果(左)與模溫變化模擬結果(右)
1.2.7 模溫變化
模溫指的是注塑成型時,與產品發生接觸的型腔的表面溫度。因其與模具內部的冷卻速率直接相關,因而模具溫度可以極大地影響產品的內部性能和外觀品質。例如,模溫可對產品的內部應力產生顯著的影響。成型內應力主要是因為冷卻時的收縮率不同而引起的,由于制品在成型后,冷卻過程是從外表面逐漸向內延伸的,材料的外表面首先收縮硬化,然后漸至內部,收縮速度的差異導致了內部應力的產生。圖7右圖是該抽屜的模溫變化,由圖可以看出,在注塑過程中抽屜側面導軌處豎向支撐筋與周邊區域的冷卻速率不同步,先冷卻的部分形成了支撐結構,冷卻速度慢的部分在冷卻收縮時受到支撐結構的約束,產生應力集中,這可能是造成該抽屜在涂油高低溫試驗中開裂的主要原因。
1.3 分析結論
材料應力仿真分析結果表明,抽屜側面導軌豎向支撐筋部位應力較大,存在開裂風險。CAE模流分析結果表明,該抽屜在注塑成型過程中制品填充平衡、熔接痕較少、流動前沿溫度變化不大、沖模切換壓力符合要求、體積收縮率也相對均勻。然而,抽屜側面導軌豎向支撐筋與周圍區域冷卻速率不同步,且存在少量的氣穴,會對抽屜的結構和性能造成一定的影響,需進一步優化側面導軌豎向支撐筋的結構。
2 改進方案
根據前述材料應力仿真分析和CAE模流分析結果可知,抽屜出現裂紋的原因主要是抽屜側面豎向支撐筋與周圍區域冷卻速率不同步,從而產生應力集中開裂。考慮到改模方案的簡便性,擬定改進方案為去除抽屜導軌側面豎向支撐筋,以減少應力集中。
2.1 應力仿真分析結果
將該抽屜的導軌豎向支撐筋整體去除后的應力仿真結果如圖8所示,結果表明,去除豎向支撐筋后,抽屜的整體應力變小,在抽屜后部處的應力相對較大(14.5 MPa),但仍遠小于原始方案(19.9 MPa)的應力。表明去除豎向支撐筋后可顯著降低抽屜的開裂風險。
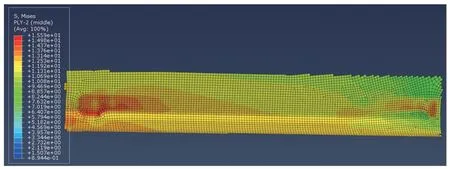
圖8 抽屜去除導軌豎向支撐筋后的應力仿真圖
2.2 CAE模流分析結果
經過之前的討論可知,該抽屜側面導軌豎向支撐筋處多為料流末端交匯處,因而有較多的氣穴存在,從而對抽屜的力學性能產生了一定的影響。CAE模流分析結果表明(圖9左圖),將抽屜側面導軌的豎向支撐筋去除后,抽屜側面氣穴顯著減少。去除豎向支撐筋后抽屜的模溫變化進一步證實了該改進方案的有效性,由圖9右圖可以看出,改模后的抽屜由于沒有了側面導軌的豎向支撐筋,使得材料的冷卻速率基本相同,減小了應力集中,降低了開裂風險。
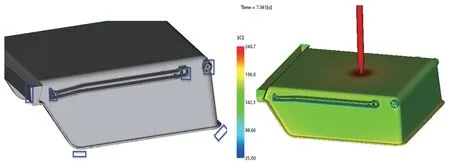
圖9 抽屜去除導軌豎向支撐筋后的氣穴狀態圖(左圖)與模溫變化圖(右圖)
2.3 涂油高低溫試驗測試結果
上述應力仿真分析和模流分析結果表明,去掉側面導軌豎向支撐筋可顯著降低抽屜兩側豎向支撐筋的應力,為了保證改進方案的實際可靠性,將去掉導軌豎向支撐筋后的抽屜重新進行了涂油高低溫的沖擊試驗測試,結果表明,抽屜并未出現裂紋(圖10),證明了改進方案的有效性。

圖10 抽屜去除豎向支撐筋后的涂油高低溫測試結果
3 結論
針對冰箱抽屜在涂油高低溫測試過程中普遍出現的開裂現象,以開發的抽屜為例,從材料的應力仿真分析及注塑工藝的CAE模流分析兩方面對抽屜的開裂原因進行了探究。結果表明,開裂的原因主要是注塑過程中抽屜兩側導軌中豎筋與周圍區域的冷卻速率不一致,先冷卻的部分形成了支撐結構,冷卻速度慢的部分在冷卻收縮時受到支撐結構的約束,從而產生應力集中開裂。針對此問題,選取去除導軌豎向支撐筋的方案對抽屜的結構進行優化。材料應力仿真分析結果表明,將抽屜側面導軌去除豎向支撐筋后,整體應力變小,開裂風險大大降低。CAE模流分析結果也顯示,優化后的抽屜側面導軌處氣穴顯著減少,與周邊區域的冷卻速率也基本相同,減小了應力集中,降低了開裂風險。在實際的涂油高低溫試驗中,優化后的抽屜也未出現裂紋,證實了改進方案的有效性。本文有效解決了冰箱抽屜開裂問題,同時其分析改善思路可為行業其他類似部件的問題改善、后續的新品開發項目提供一定的參考價值。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06