基于等效結構應力法對含錯邊構件的疲勞性能分析
2023-11-02 05:20:52蔡靜雯陳秉智張旭
機械 2023年10期
蔡靜雯,陳秉智,張旭
基于等效結構應力法對含錯邊構件的疲勞性能分析
蔡靜雯,陳秉智,張旭
(大連交通大學 土木工程學院,遼寧 大連 116028)
錯邊缺陷是焊接構件中最常見的缺陷,不同的參數條件會對其產生不同的影響。本研究在焊接構件焊根位置處進行打磨和未打磨處理,對不同錯邊高度的焊接構件施加不同大小的載荷,以此作為變量探究錯邊缺陷構件的疲勞性能。基于等效結構應力法,提取焊縫兩側關鍵節點的等效結構應力,計算應力集中系數和疲勞壽命。仿真結果表明:拉伸載荷相同時,焊縫錯邊量越大,應力集中系數對構件疲勞性能的影響越明顯;拉伸載荷不同時,焊縫錯邊量越大,疲勞壽命的變化趨勢越平緩。同時將不同錯邊高度的焊縫代入實際工程結構中進行驗證,其結果與仿真結果相似。綜合上述結論,在實際焊接過程中,需要控制焊接構件的錯邊高度在合理范圍之內,并減少焊根對構件疲勞性能的影響。
錯邊缺陷;焊根;等效結構應力;應力集中系數;疲勞壽命
隨著現代科技不斷發展,焊接結構因具有輕量化、低成本等優點,被廣泛用于軌道交通、航空航天等領域,尤其在動車結構中更是應用普遍[1]。動車結構的所有轉向架在制作與拼裝過程中,都采用了焊接工藝。焊接過程受場地條件和工藝要求影響,難免存在一定的工藝缺陷,導致對接焊縫容易出現錯邊。錯邊問題是焊接工藝中常見的工件現象,是兩個相互平行的工件表面在進行對齊施工中不符合規范條件而導致的問題,如鋼材的錯邊以及線材的錯邊等。錯邊會造成焊縫周圍的應力聚集現象,引起并促進疲勞裂紋的形成與擴展,進而降低焊接件的疲勞強度和疲勞壽命[2]。
國內外科研工作者已經從各種焊縫錯邊的產生原因,以及其對動力學的影響等方面展開了深入研究。指出形成焊縫錯邊現象的原因較多且較復雜,受到焊接構件裝配方式、焊接條件、工作人員素質、裝配設備類型等多方面的影響。在焊接過程中,母材的組對和定位會不可避免地產生位置偏移,導致了錯邊的形成[3]。根據當前的技術水平,如果在焊接過程中要求高標準的裝配連接質量與精度,必將增加企業預算成本、產生不必要的浪費。綜合經濟性與安全性因素考慮,在未來很長一段時間內企業無法完全避免焊接錯邊問題,因此國內外許多現行標準中,對焊縫的錯邊量給出了一定的允許誤差范圍,但在允許誤差范圍內錯邊缺陷對構件疲勞穩定性的實際作用與影響,有待進一步深入研究[4]。在部分構件上,錯邊量已經超過了極限,一旦采取返工修補或整體更換的方式,將面臨耗盡工程材料、工期不允許等風險。因此,通過研究錯邊量對焊接件疲勞性能指標的干擾效果,判斷焊縫加工后的疲勞表現并研究更完善有效的錯邊處理工藝,對實際工程具有關鍵性的指導意義。已有資料表明,研究錯邊對結構力學特性的危害程度,一般使用名義應力法或熱點應力法對結構做出測算。名義應力法的缺點是不能顯示出錯邊缺陷對構件工作應力和疲勞壽命的直接影響;熱點應力法的缺點則是使用有限元分析工作應力計算后對網格比較敏感,因此不能精確估計構件的應力集中范圍。結合以上考察,采用等效結構應力的疲勞評估法,不但具備了較好的網格不敏感性,且其主應力幅-疲勞壽命(-)曲線也是在綜合考察了各種焊接接頭后給出,足夠實用[5]。
1 錯邊處理及模型建立
1.1 錯邊處理方法
針對工程實際情況,對構件在不同錯邊高度和不同載荷大小條件下進行分析。根據BS 5817標準,對接焊縫模型的母材厚度與焊縫質量等級的關系如表1、圖1所示。構件采用單面焊模型,母材焊趾截面厚度=5 mm,錯邊量分別為0.5 mm、1.0 mm、1.5 mm,分別對模型焊跟進行打磨和未打磨處理,分為無焊根和有焊根,并著重研究不同錯邊高度與構件有無焊根對結構疲勞性能的影響。為方便計算,忽略焊接過程中存在的線錯位和角錯位。

表1 母材厚度與焊縫質量的關系
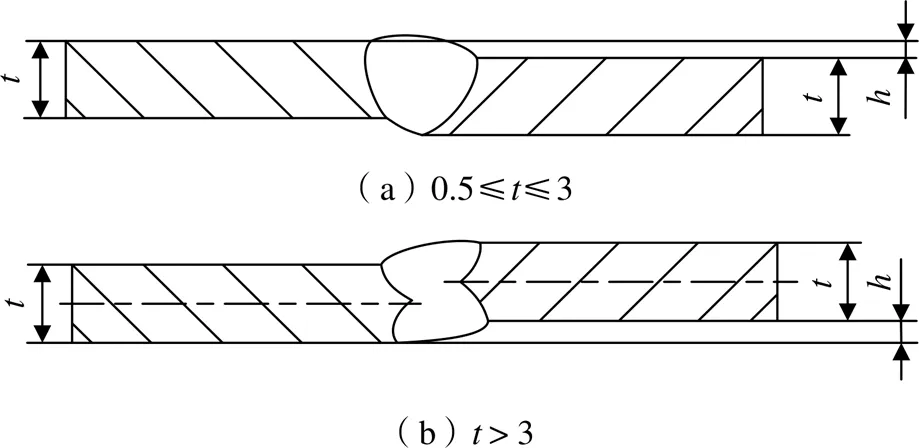
圖1 不同母材厚度示意圖
1.2 有限元模型
在有限元軟件HyperMesh中用實體單位Solid181進行建模。母材、焊縫和熔合區的材料使用Q450的屬性,均設置為:泊松比0.257、彈性模量169 GPa、密度7.06e-9 t/mm3。將構件左側設置為固定端,右側分別施加80 kN和50 kN的水平拉伸載荷,作用面積315 mm2,如圖2所示。對模型進行網格劃分,相鄰網格間距1 mm,有無焊根模型的細節對比如圖3所示。
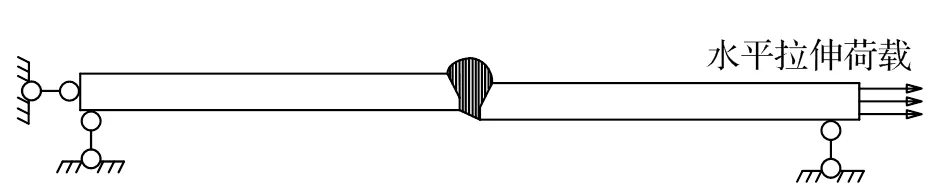
圖2 含錯邊缺陷的有限元模型加載邊界示意圖
2 基于等效結構應力的有限元模型
等效結構應力法是在結構應力的基礎上建立的,其以ASME為標準,具有良好的網格不敏感性,克服了傳統評估方法對網格的依賴,可以更好地體現焊接接頭對結構疲勞壽命的影響[8]。該方法中,結構應力是在靜力平衡的條件下計算危險截面上的薄膜應力與彎曲應力的和,表達式為:

基于斷裂力學推導得到:

-曲線焊縫疲勞壽命公式為:
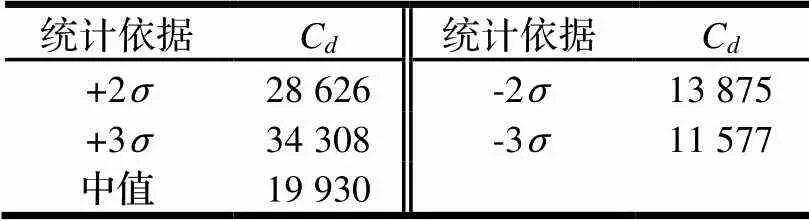
表2 主S-N曲線參數表(鋼材)
3 基于應力集中系數的焊縫錯邊分析
大量的實驗以及對疲勞損傷事件的理論研究均證實,疲勞源總是出現在結構應力集中處。應力集中會降低結構的疲勞強度,進而影響結構的使用壽命[11]。所以需提取出線力和線距由式(1)計算出關鍵區域結構殘余應力,然后再計算焊趾應力的集中系數為:

應力集中系數僅能說明結構自身性質,與其幾何形狀有關,不受材料和施加外部載荷的影響,因此在本節計算中僅對80 kN的水平拉伸載荷進行具體分析計算。
80 kN拉伸載荷作用下,錯邊量0.5 mm、1.0 mm、1.5 mm有無焊根模型von Mises應力分布如圖4~6所示。可以看出,最大應力均集中在焊縫左側,通過提取焊根側關鍵部位的最大結構應力,計算模型的名義應力,代入式(4)得到表3、圖7。
對80 kN和50 kN拉伸載荷作用下不同錯邊量應力集中系數進行分析,得到圖6。可以看出,錯邊量模型中有無焊根對應力集中系數的影響不大,無焊根模型在相同錯邊量條件下,應力集中系數略小于有焊根模型,且兩種模型應力集中系數隨錯邊量的走向大致相同。不同錯邊量模型的應力集中系數整體呈上升趨勢,且錯邊量為0.5~1.0 mm時的應力集中系數變化幅度小于錯邊量為1.0~1.5 mm時的。由此可見,隨著錯邊量的增大,應力集中系數的上升趨勢愈發明顯。因此在焊接過程中要盡量將錯邊量控制在合理范圍內。
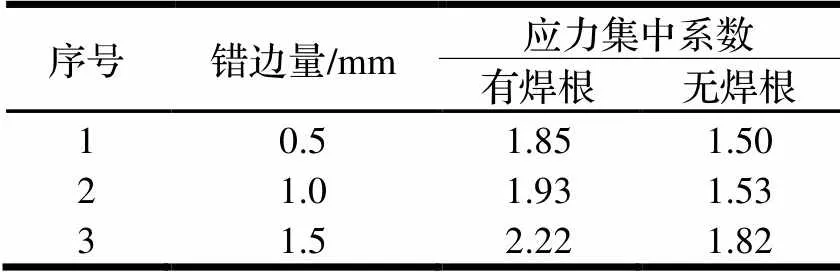
表3 三種錯邊量構件的應力集中系數
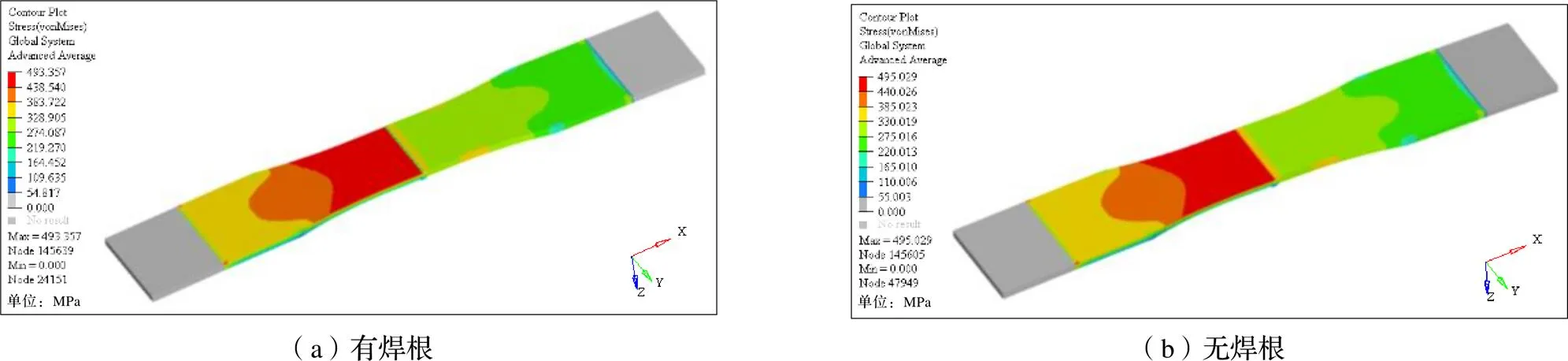
圖4 錯邊量0.5 mm構件的von Mises應力分布
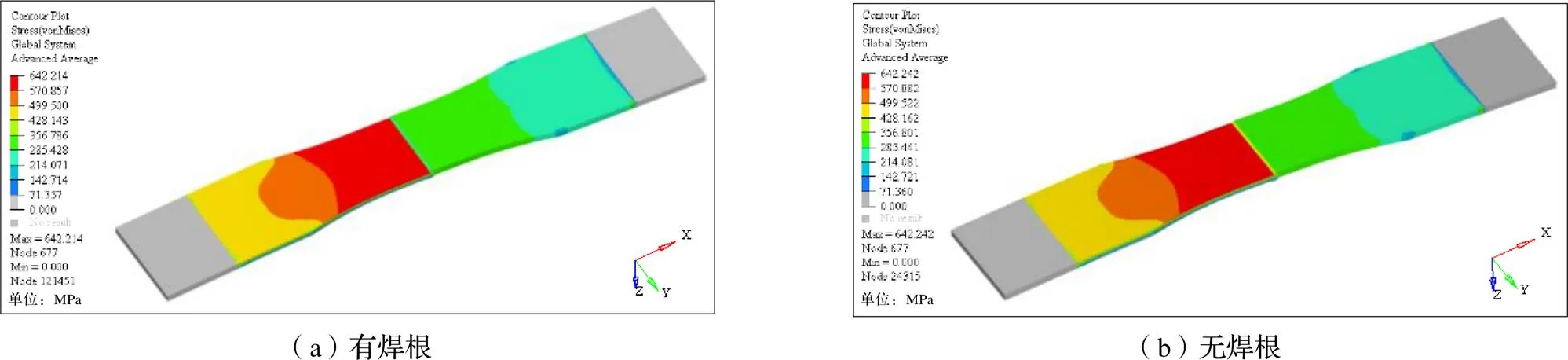
圖5 錯邊量1.0 mm構件的von Mises應力分布

圖6 錯邊量1.5 mm構件的von Mises應力分布

圖7 不同拉伸載荷作用下不同錯邊量模型的應力集中系數
4 基于疲勞壽命的焊縫錯邊分析
為進一步探究焊縫錯邊及焊根處理方法對焊縫錯邊疲勞性能的具體影響[12],采用式(3)對模型受拉伸載荷時的疲勞壽命進行計算。根據表2,選取C=13 875、=0.319進行計算,得到表4。

表4 兩種拉伸載荷下無焊縫錯邊模型疲勞壽命
80 kN和50 kN拉伸載荷作用下,不同錯邊量的有無焊根模型的疲勞壽命如圖8所示。可以看出,兩種拉伸載荷作用下,有無焊根模型的焊縫疲勞壽命均隨錯邊量的增大而減小,變化趨勢基本相同,錯邊量在0.5~1.0 mm的疲勞壽命變化幅度均小于錯邊量在1.0~1.5 mm的。與無焊縫模型的疲勞壽命相比,有無焊根模型的疲勞壽命減小幅度如表5所示。

圖8 不同拉伸載荷作用下有無焊根模型的疲勞壽命

表5 有無焊根模型疲勞壽命減小幅度
綜上所述,在不同拉伸載荷作用下,有無焊根模型的疲勞壽命趨勢大致相同,隨著錯邊量的增加變化幅度逐漸增大。有無焊根模型的疲勞壽命差別較為明顯,且構件存在焊根對疲勞壽命的影響較為顯著。
5 含焊縫細節的計算模型
以某高速列車轉向架構架作為研究對象,選取構架處一條存在錯邊缺陷的焊縫運用等效結構應力法進行疲勞壽命預測。該焊縫在結構中的受力情況復雜,因此該缺陷會進一步加劇應力集中對結構的影響。采取原結構的1/4進行有限元建模,利用實體單元(Solid181)進行結構的離散,如圖9所示。
模型的載荷及約束條件均按規定進行施加,疲勞載荷包括垂向力和橫向力,并分別定義對應的垂向和橫向工況進行計算,如表6所示。按照表1不同質量等級對焊縫的錯邊高度進行劃分,分別選取各等級允許的最大高度,即3 mm、4 mm、5 mm。

表6 疲勞工況
當錯邊量為3 mm、4 mm、5 mm時,該焊縫四種工況下的壽命對比如圖10~12所示,其中Weld_L表示焊縫左側單元節點。可以看出,不同工況下該焊縫上疲勞壽命的變化趨勢基本保持一致。各工況下最大等效結構應力和轉向架疲勞壽命如表7所示。
綜上所述,當結構中出現錯邊缺陷時,隨著錯邊量的增加,結構中的最大等效結構應力呈現先增大后減小的趨勢,構件疲勞壽命也因此先減小后增大。在相同錯邊量的情況下,最大等效結構應力均出現在第二工況,可見第二工況對等效結構應力和疲勞壽命影響較大。由圖10~12可知,焊縫的兩端疲勞壽命較小,等效結構應力較大,容易出現疲勞開裂現象,與上述構件仿真結果一致。
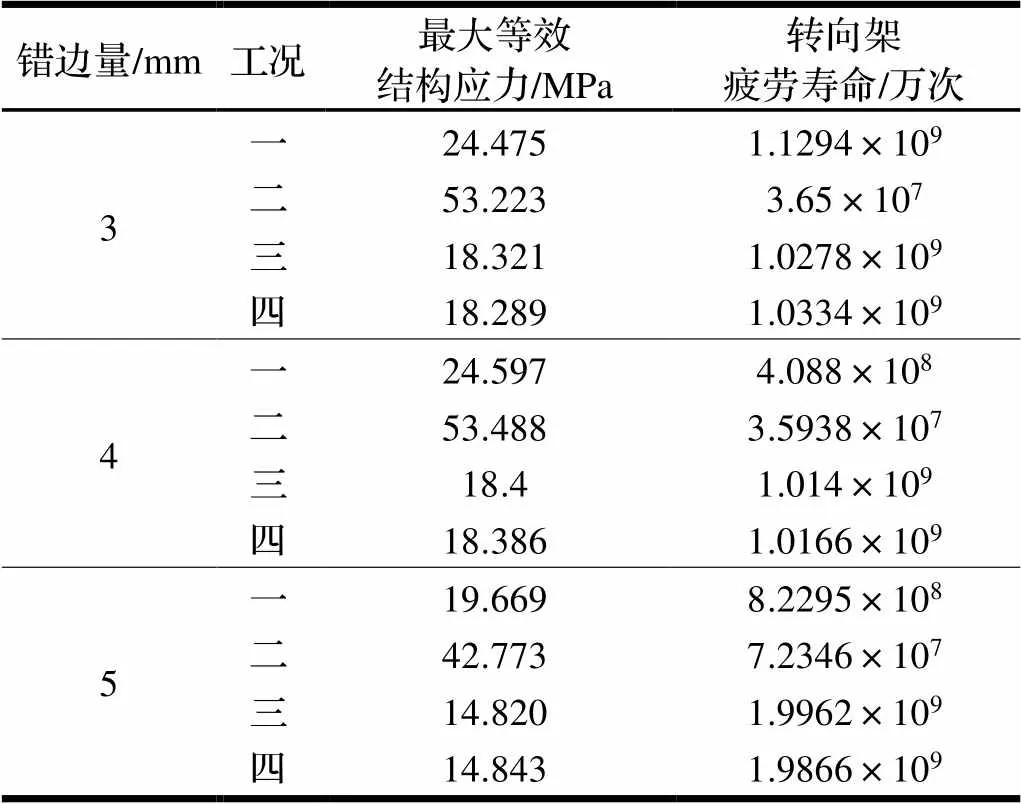
表7 不同錯邊量下的等效結構應力與疲勞壽命

圖10 錯邊量3 mm四種工況下疲勞壽命對比圖
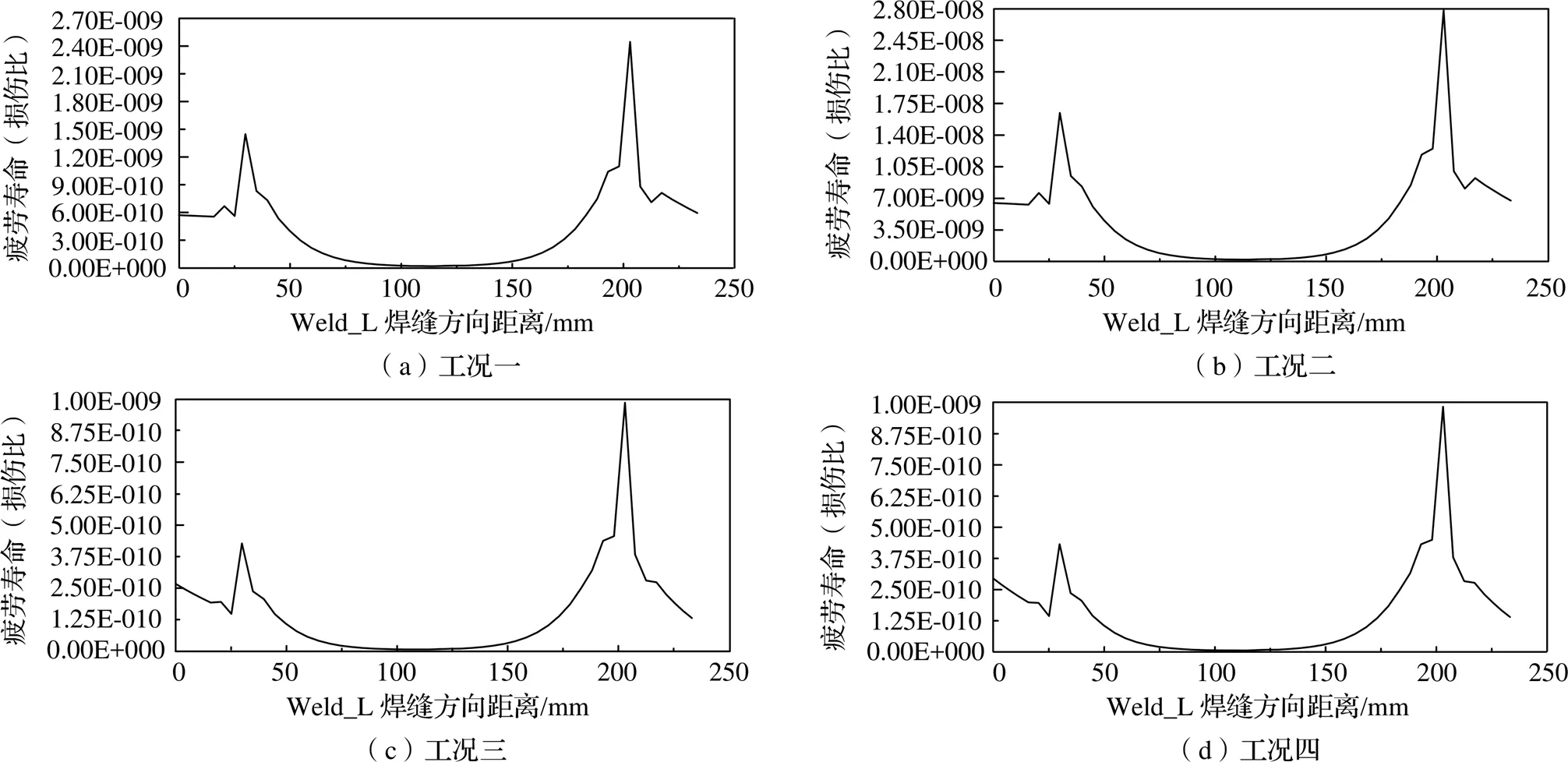
圖11 錯邊量4 mm四種工況下疲勞壽命對比圖
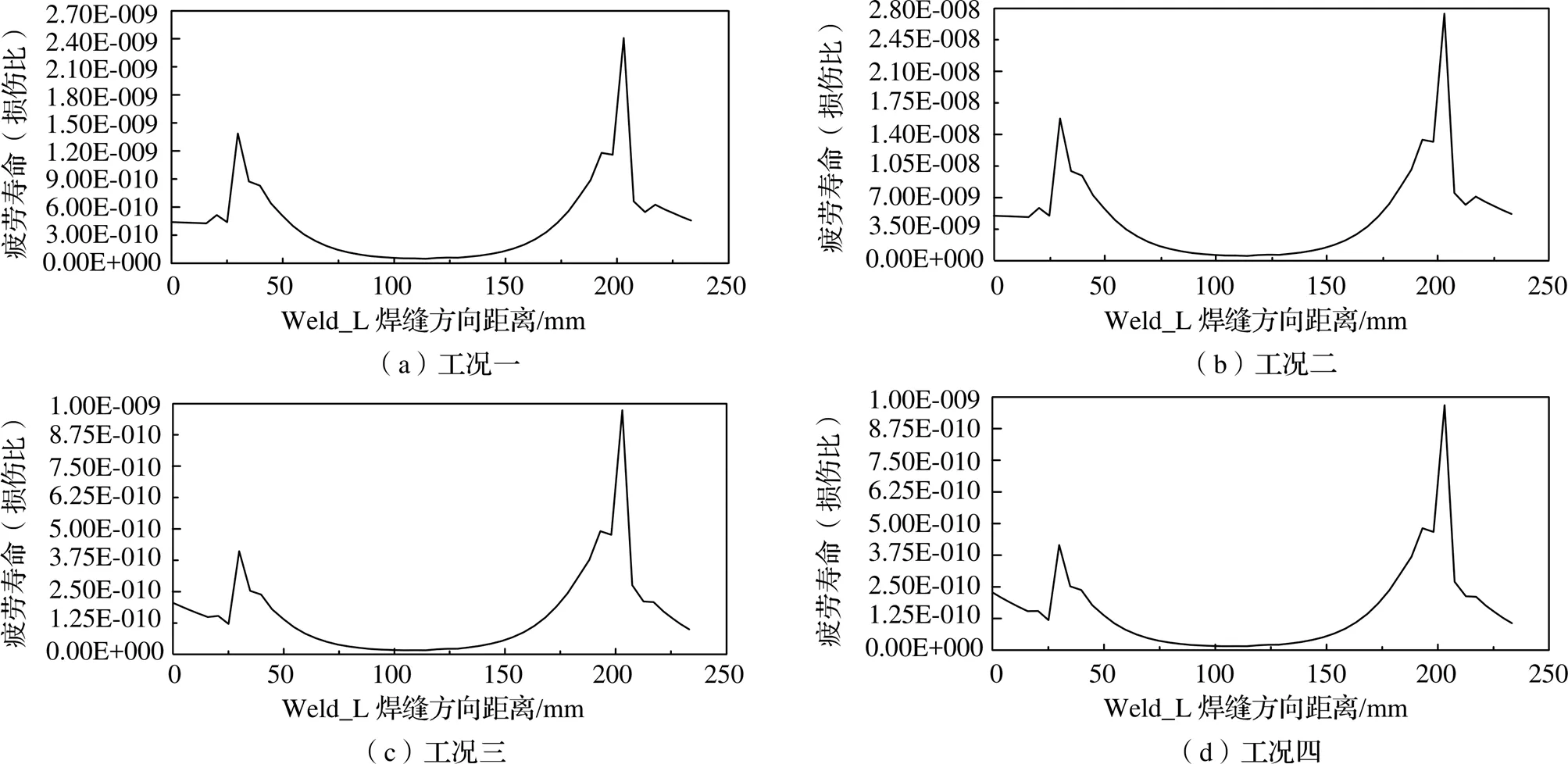
圖12 錯邊量5 mm四種工況下疲勞壽命對比圖
6 結論
(1)針對不同錯邊量的構件,隨著錯邊量的增加,應力集中系數對構件性能的影響愈發明顯,但是有無焊根對應力集中系數的影響不大。在仿真模擬中,有焊根模型的應力集中系數最大,其數值為2.22。因此在實際焊接過程中,要控制錯邊量。
(2)拉伸載荷對焊縫疲勞壽命的影響變化基本一致,隨著錯邊量的增加,疲勞壽命的變化趨勢逐漸增大,且模型存在焊根會大幅降低構件的疲勞壽命,最大降幅為95.7%。因此在實際工程中,要盡量減少焊根的存在。
(3)根據仿真結果可知,構件的錯邊量最大不超過1 mm。當錯邊量超過1 mm時,應力集中系數會大幅增加而疲勞壽命則會大幅減少,說明此時錯邊缺陷對構件的影響會尤為明顯。結合工程實際與現行標準要求,構件的錯邊量要盡可能控制在1.5倍母材厚度之內,最大不超過4 mm,以減少焊接缺陷對構件疲勞壽命的影響。
[1]趙偉,鄭劍涵. 錯邊缺陷對鋼橋焊接接頭應力集中和疲勞性能影響的研究[J]. 鋼結構,2015,30(2):57-60.
[2]趙秋,黃冠銘,王蘋,等. 基于結構應力法的焊縫錯邊疲勞性能分析[J]. 鐵道建筑,2021,61(5):22-27.
[3]熊宴斌,吳云峰,唐文,等. 焊接錯邊對管路疲勞壽命影響分析[J]. 導彈與航天運載技術,2018(6):100-104.
[4]郭志成,刁旺戰,徐祥久. Q345R中厚板對接焊縫缺陷分析[J]. 機械制造文摘(焊接分冊),2020(4):16-20.
[5]營良. 鋼結構焊接工程技術要點及質量控制技術分析[J]. 科技風,2022(2):63-65.
[6]兆文忠,李向偉,董平沙. 焊接結構抗疲勞設計理論與方法[M].北京:機械工業出版社,2017.
[7]DONG P S. A Structural Stress Definition and Numerical Implementation for Fatigue Analysis of Welded Joints[J]. International Journal of Fatigue,2000,23(3):865-876.
[8]DONG P S. A Robust Structural Stress Method for Fatigue Evaluation of Ship Structures[J]. ASME Transaction: Journal of Offshore Mechanics and Arctic Engineering,2005,127(3): 68-74.
[9]DONGPS,HONGJK. Analysis of Recent Fatigue Data Using the Structural Stress Procedure in ASME Div 2 Re-write[J]. Journal of Pressure Vessel Technology,2007,129(6):355-362.
[10]DONGPS. Themaster S-N curvemethod[C]. Animplementation for Fatigue Evaluation of welded components in the ASMEB & PVCODE, Section Ⅷ, Division 2 and API 579-1 / ASMEFFS1. Welding Research Council,Inc. USA,2011.
[11]周韶澤,宗振龍,聶春戈,等. 基于結構應力法的焊縫疲勞評估及可視化研究[J]. 大連交通大學學報,2018,39(6):35-39.
[12]薛俊謙,李向偉. 等效結構應力法原理及其在轉向架焊接構架疲勞壽命分析中的應用[J]. 鐵道車輛,2019,57(1):8-11,5.
Fatigue Performance Analysis of Components with Misalignments Based on Equivalent Structural Stress Method
CAI Jingwen,CHEN Bingzhi,ZHANG Xu
(School of Civil Engineering, Dalian Jiaotong University, Dalian 116028, China)
Components with misalignments s are the most common defects in the welding process, and different parameter conditions can have different effects on them. In this study, the welded components are polished and unpolished at the welding root, and different sizes of loads are applied to the welded components with different misalignment heights. These are taken as variables to explore the fatigue performance of the misaligned defective components. Based on the equivalent structural stress method, the equivalent structural stresses at the key nodes on both sides of the weld are extracted and the stress concentration factor and fatigue life are calculated. The simulation results show that the larger the weld misalignment is when the tensile load is the same, the more obvious the effect of the stress concentration factor on the fatigue performance of the member. When the tensile load is different, the larger the weld misalignment, the flatter the trend of the fatigue life. At the same time, different misalignment heights of the weld are brought into the actual engineering structure to verify the results, which are similar to the simulation results. In summary, it is necessary to control the misalignment height of the welded components within a reasonable range in the actual welding process, and the impact of the welding root on the fatigue performance of the components should be reduced.
misalignment;welding root;equivalent structural stress;stress concentration factor;fatigue life
TG405
A
10.3969/j.issn.1006-0316.2023.10.002
1006-0316 (2023) 10-0007-07
2023-02-10
國家自然科學基金面上項目(52271023);遼寧省教育廳科學研究項目(LJKZ0493);大連市科技創新基金應用基礎研究項目(2022JJ12GX029)
蔡靜雯(1997-),女,遼寧大連人,碩士研究生,主要研究方向為車輛結構分析與現代設計方法,E-mail:1054404374@qq.com。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
光學精密工程(2016年6期)2016-11-07 09:07:19