某雷達天線成型模具的設計制造
2023-11-02 05:22:32萬錄明李達楊陽
機械 2023年10期
關鍵詞:設計
萬錄明,李達,楊陽
某雷達天線成型模具的設計制造
萬錄明,李達,楊陽
(中國電子科技集團公司 第十研究所,四川 成都 610036)
為研發與生產某雷達天線,開發了對應的成型模具。首先介紹了該天線,比較了其成型方案,選擇熱壓罐成型、手工電動加工安裝孔的方案。成型模具設計過程中,涉及到模具材料選擇、模具精度控制技術、內罩二次定位精度控制技術、脫模精度控制技術等。模具制造的重點是模體的制造流程、數控加工、拋光技術等。該成型模具制造完畢后,制造了天線。應用該模具制造的天線全面滿足設計指標,電性能優良,并通過了嚴苛的環境試驗考核。開發的成型模具滿足某雷達天線的研發與生產需求。
雷達;天線;成型模具;復合材料
隨著毫米波技術的發展,機載毫米波雷達得到越來越廣泛的應用。毫米波天線罩作為雷達的電磁窗口,是機載雷達不可或缺的重要組成部分[1]。隨著機載平臺對裝機產品輕量化的需求,在雷達產品中將天線和天線罩集成為一體不失為解決方法之一,但同時,也為天線及天線罩的成型帶來很大難度。在天線的成型及精度控制上,主要依賴模具設計及精度保證,因此模具的設計、制造尤為關鍵。
1 天線結構
某雷達采用倒置式卡塞格倫天線,并且雷達天線與天線罩合二為一[2]。如圖1所示。
天線采用玻璃纖維與環氧樹脂復合制成,其主體由三維數學模型描述。天線為異形罩體結構,尺寸包絡670 mm×220 mm×300 mm。天線頂部為旋轉拋物面,壁厚1.9 mm,法蘭為上橢圓和下橢圓組合,厚度為5 mm,天線頂部與法蘭之間由橢圓錐過渡。壁厚從法蘭盤向頂部漸變過渡[3]。最重要的精度要求集中在頂部的拋物面部位。

圖1 天線簡圖
天線頂部內壁密布若干平行金屬條帶陣,其主要技術指標如表1所示。

表1 天線頂部拋物面部位主要技術指標
注:r.m.s為均方根誤差。
為了方便制造與控制,將金屬條帶陣部位單獨制成半成品鑲嵌件,并命名為內罩,壁厚0.5 mm。其上有兩定位孔,利用它在模具上實現精確定位。
模具是制造天線的依托。成型模具設計及制造的難點和重點包括:保證天線的三維形狀及精度,實現金屬條帶精準定位,控制天線脫模變形精度,保證天線在整個生產流程中的定位基準。
2 天線成型方案
天線的成型方案決定了成型模具的設計形式,主要有以下兩類。
(1)模壓成型。該方法成型精度高、復合材料鋪層要求嚴格;模具開發費用多,難度大;成型所需大型設備投資較大,不可能在短期內變為現實。
(2)熱壓罐成型。該方法利用熱壓罐,僅用陽模成型[4]。因此,所成型制品內表面質量好,與模壓成型內表面無異。但外表面質量稍差,可采用后加工彌補。這種工藝方法對復合材料鋪層要求不嚴,模具開發費用少,難度相對較小。現已具備成型所需熱壓罐設備。
綜合考慮成本、設備、模具、現有條件、天線要求、制造數量(小批量),方案二優于方案一。
采用方案二即熱壓罐成型工藝,根據天線罩外表面、安裝孔等加工工藝的不同,后續工序又分為數控加工和手工電動工具加工。其中,數控加工效率高、精度高,但加工成本高,需要在成型模具上提供必要的工藝基準;手工電動工具加工效率較低、精度稍差、操作靈活、加工成本低,模具上不需單獨考慮后加工基準。
綜合考慮天線成型工藝及后續加工工藝,基于研制產品數量少、設計狀態不穩定的情況,一般采用熱壓罐成型、手工電動工具加工安裝孔等工序。模具設計也主要基于此方案進行。
3 模具設計
模具直接決定了天線的形狀、精度等質量關鍵要素。因此,模具的設計必須綜合考慮各種需求和設計要素。
模具服役條件取決于成型工藝。在熱壓罐成型工藝中,溫度為室溫至170℃,壓力為 0.8 MPa,密封膜內抽真空。
復合材料在模具上的固化溫度為170℃,天線長度670 mm,模具材料從常溫升到固化溫度,由于熱脹冷縮會嚴重影響成品精度,有效的解決方法是選擇熱膨脹系數與復合材料一致或接近的制模材料。比較鋼系、鋁合金系、銅合金系、鑄鐵系等常用材料,以及鐵鈷鎳合金系列等特殊材料的熱膨脹系數。其中,鐵鈷鎳合金可以通過專門配方冶煉,達到復合材料的熱膨脹系數,但開發周期長,費用高昂。余下材料中,鑄鐵系熱膨脹系數較接近,其他各方面性能也較好,價格便宜、來源容易。因此,選擇鑄鐵QT300為模具主材。
模具總體為成型天線內表面的陽模,為滿足成型工藝條件,設有抽真空系統、脫模系統。此外,還有附著柵條陣的內罩二次定位系統。模具總體結構如圖2所示。
3.1 模具精度控制
為了確保天線精度,模具精度取天線精度的1/3。為保證大尺寸異形模具的精度,采取以下措施:①合理設計天線及模具結構;②合理選擇模具材料,模具毛坯采用穩定處理;③精細加工模具加工基準;④模具型面及各重要孔系采用數控加工中心、在一次裝夾中加工完成;⑤精心拋光及研磨。
天線設計是電路和結構設計的范疇,但天線設計又與模具密切相關。對天線中工藝性不好或與模具不相適應的地方要反饋給上游的設計,與其協商與協調。如天線的側面取較大的脫模斜度、天線罩側面壁厚逐漸過渡等方面均是多方協同設計的結果。模具是在熱壓成型的情況下使用,因此模具各部位需要熱容量大致均勻,所以,模具背面大面積銷空,力求成型過程中各部位升降溫的速度基本一致,從而從源頭上解決應力、改善天線變形問題。
鑄造的模具毛坯經過噴丸、退火等穩定處理,消除鑄造應力,避免在后續加工及使用中變形,更有利于長期保持模具的加工精度。
3.2 內罩二次定位精度控制
用文獻[5]所述方法制作厚度0.5 mm的內罩作為鑲嵌件。將其在模具形面上采用兩銷一面定位,要求位置度0.1 mm。主要措施包括:①內罩上精確制作兩定位孔;②模具上設置內罩定位裝置(兩銷一拋物面)。
制造內罩也是采用這副模具成型,其上的兩定位孔在成型模具上對應插入模具定位孔處的兩成型圓柱銷。內罩在模具上二次完全復位。其實質是兩銷一拋物面完全重合。
3.3 脫模精度控制
3.3.1 脫模設計
成型后的天線與模具有一定的粘合力和包緊力,如果不注意脫模問題,將導致脫模困難,或雖能脫模但會引起產品變形,嚴重劣化天線制造精度[6-7]。保證脫模精度的主要措施包括:①天線設計有脫模斜度;②模具表面噴涂脫模劑;③降低模體側型面的粗糙度;④設置消真空裝置;⑤采用強力脫模機構。
天線本身的電性能及結構自身不需要脫模斜度,但天線由模具成型,所以存在脫模的問題,反饋給設計,最終確定便于生產脫模且對天線的功能沒有影響的脫模斜度。模具成型面涂防止粘連的脫模劑可明顯減小脫模力。模具側型面的粗糙度降低,其實質是改善成型表面的微觀不平度,使兩者的成型微觀嵌頓得到改善,減小脫模阻力。在模具的頂部設計消真空裝置,具體如圖1所示:模具頂面開喇叭孔,成型時用相配的錐形塞堵住。背面出口部位用橡膠塞密封,作用類似于單向氣閥,脫模前,先將橡膠塞拔除,消除真空。模具用配套的專用脫模機構輔助脫模。
3.3.2 防止天線變形
主要措施為:①天線結構采用加強環及加厚法蘭盤,增強天線剛性,從根本上為防止變形創造條件;②復合材料合理設計鋪層,盡量減少應力和各向異性;③脫模前,模具連同所成型的天線經過適當次數的溫度循環,消除成型應力;④增加模具推板厚度,提高推板剛性。
天線是倒卡式結構,天線與天線罩合二為一,進一步減輕了天線總體重量,采用復合材料,其強度高、比剛度好,天線的拋物面頂部壁厚1.9 mm,法蘭盤厚5 mm,側面橢圓錐從底到頂漸變過渡。這樣,既減輕了重量,又加強了整體剛度,為抵抗天線的變形創造了先天條件。所用復合材料俗稱玻璃鋼,是由多層玻纖布與環氧樹脂凝固而成。玻纖布本身有經緯紋向,紋向的分布對成型應力有一定影響,通過鋪層設計,減小應力和各向異性。成型后暫不脫模,經幾次溫度循環,即熱處理,減小成型應力。增加模具推板的厚度及使用平穩的脫模機構,便于產品順利脫模與抵抗脫模變形。
采用上述技術措施成型產品后,將產品法蘭盤端面放在標準檢驗平臺,法蘭盤端面與平臺能很好地貼合,從側面說明變形得到了控制。使用三坐標測量機測試成品,各項指標均合格。
3.3.3 確保天線定位基準
主要措施為:①精選模具材料;②在模具上合理設計定位裝置(即兩個定位銷)。
選擇鑄鐵QT300做模具材料,削弱了熱脹冷縮對產品精度的劣化。內罩在模具上的定位是依靠模具頂部拋物面上的兩定位銷孔,其在模體的數控加工中完成,精度高,體現的是數控機床的加工精度。天線基準設計在天線的長方向上也是兩個圓柱孔,其成型用兩芯軸,但要注意兩芯軸的定位必須設計在模體上,在推板上是小間隙的過孔[8]。而不能將兩芯軸的定位直接設計在推板上,因為推板內圈與模體是間隙配合,這樣設計會引起兩芯軸的位置浮動。
4 模具制造及驗證
主要介紹該模具中的主體件,即模體,其粗約制造工藝流程如圖3所示。
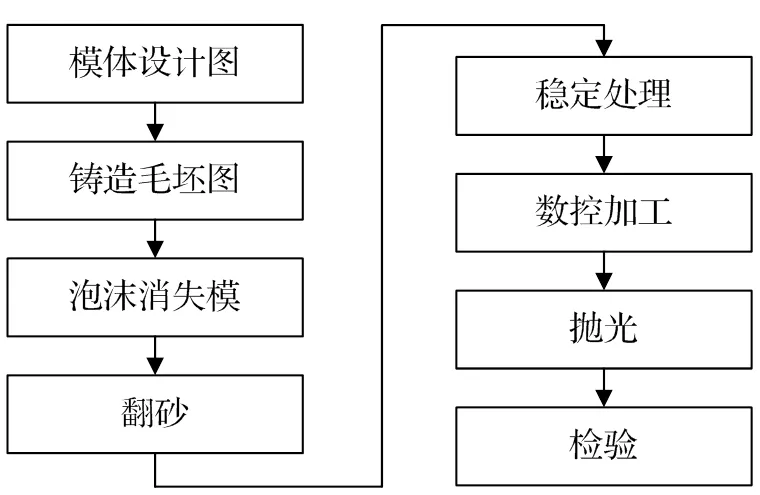
圖3 工藝流程
對模體設計圖增加加工余量繪成鑄造毛坯圖,在此基礎上加放鑄造收縮,按此制造泡沫消失模[9]。鑄造時把重要反射面成型部位放置在鑄型下面,有利于保證該面的鑄造質量。原因在于,氣孔、夾渣等缺陷上浮,會導致上部產生鑄造缺陷。
數控加工前,必須對基準做精細加工。其中需特別注意:棱邊毛刺清理,加工好的基準面清潔干凈,機床工作臺面擦拭徹底。
數控加工時,首先從工步上安排粗、中、精加工。粗加工采用大切削量,主要著眼點于高的切削效率,釋放部分前期應力,為精加工作好鋪墊。中加工為過渡。精加工余量非常小,主要關注如何確保精度[10-11]。采取措施包括:使用耐磨刀具,優化走刀路線、走刀行距、切削用量,充分冷卻等。
毛坯裝夾在數控加工中心上,一次完成所有后續加工。在加工過程中精心考慮工步、分配余量、刀具材料、刀具形狀,優化刀軌、順序、行距、冷卻等方面[12]。
數控加工的三維曲面是條狀形貌,必須經過拋光才能達到要求的最終表面粗糙度[13]。在降低粗糙度同時,需要保證不能劣化已加工好的型面尺寸精度[14]。因此拋光不能使用砂紙等,而需要使用油石。油石是剛性體,與待拋光面接觸是去除數銑殘留波峰處,不影響尺寸精度。砂紙為軟質,則有可能劣化既有數控加工精度。使用油石要從粗到細,每換一種粒度更細的油石,要將沙粒及臟污徹底清理干凈,油石與加工紋路呈交叉網狀推磨。注意,需各部位均勻拋光。通過光照反射,觀察行距紋路若隱若現并且各處均勻后,再換粒度更細的油石,全面均勻地研磨,直到達到所要求的表面粗糙度。
模體制造完成后,在三坐標測量機上檢測,全面達到了模體設計要求。
使用該模具制造天線時,模具零件齊套、清理、裝配成完整的模具,在成型部位涂脫模劑。先期成形的內罩在模具上依據兩定位銷孔對應兩定位銷定位。然后,按鋪層設計鋪覆各層預浸料。用密封膜封裝,送入熱壓罐設備抽真空(排出鋪層材料中氣泡)、加溫、加壓固化、熱循環去應力。關閘降溫開罐。將模具拖出熱壓灌,此時,成型的天線與模具緊密結合成一體,用超聲波測厚儀檢測天線壁厚,用手持式電動角磨機打磨外表,邊打磨邊監測壁厚數值。檢測各處壁厚滿足要求后,使用專用的脫模機構輔助脫模,得到天線半成品。再用樣板覆蓋在天線法蘭端面,用臺鉆加工天線法蘭盤上的安裝孔。最后,經過浸漬、油漆等表面處理完成天線的制造。
5 結論
針對天線成型方案選擇、模具詳細設計、模具加工制造,重點對模具的形狀精度、定位精度、脫模后天線變形精度、模具制造等方面進行設計和控制,制出天線成型模具。使用該模具制造的天線全面滿足設計指標,電性能優良,并通過項目嚴苛的環境試驗考核。目前,該天線已小批量裝備機載平臺。
[1]王立超,張強. 機載毫米波天線罩的設計研究[J]. 微波學報,2010(8):92-94.
[2]官正濤. 一種直升機載 X/Ka雙頻段雷達共口徑天線[J]. 電訊技術,2013(6):782-785.
[3]程陽,丁曉紅. 復合材料機載天線罩多學科優化設計[J]. 復合材料科學與工程,2020(6):84-88.
[4]劉秀利. PMI泡沫在微帶天線陣面上的應用研究[J]. 復合材料科學與工程,2022(4):87-91.
[5]高曉峰,敖遼輝,等. 曲面曝光技術在異形曲面高精度線條制造工藝中的應用[J]. 電訊技術,2002(3):57-59.
[6]徐佩弦. 塑料注射成型與模具設計指南[M]. 北京:機械工業出版社,2013.
[7]高漢華,何冰強. 塑料成型工藝與模具設計[M]. 2 版. 大連:大連理工大學出版社,2009.
[8]楊安. 塑料成型工藝與模具設計[M]. 北京:北京理工大學出版社,2007.
[9]顧正祥. 基于自動化要求的消失模鑄造生產線優化設計[J]. 自動化控制理論與應用,2019(5):32-34.
[10]田光輝,林紅旗.模具設計與制造專業教材[M]. 北京:北京大學出版社,2009.
[11]楊根,張立昌,林何,等. 航空葉片精鍛模具設計與數控加工[J]. 機床與液壓,2020(8):109-113.
[12]《金屬機械加工工藝人員手冊》修訂組. 金屬機械加工工藝人員手冊[M]. 上海:上海科學技術出版社,1979.
[13]石國軍. 模具制造中數控加工技術應用分析[J]. 現代工業經濟和信息化,2018(8):61-62.
[14]張憲,張國斌,王揚渝,等. 基于姿態控制的模具自由曲面柔性拋光過程研究[J]. 浙江工業大學學報,2010(6):237-241.
Design and Manufacture of the Molding Die for a Radar Antenna
WAN Luming,LI Da,YANG Yang
(No.10 Research Institute,China Electronics Technology Group Corporation, Chengdu 610036,China)
For the R&D and production of a radar antenna, the corresponding molding mold is developed. The general situation of the antenna is introduced, and after the comparison, an autoclave molding scheme with manual electric machining of the mounting hole is selected. The design of the mold is related to the mold material selection, mold precision control, inner cover secondary positioning precision control technology, demold precision control technology, etc. And the key points of mold manufacturing are the manufacturing process of the mold, numerical control machining, polishing technology and so on. The antenna manufactured by applying this mold fully meets the design indicators with excellent electrical performance, and has passed strict environmental test assessments, which proves that the developed molding die meets the requirements of the R&D and production of the radar antenna.
radar;antenna;molding die;compound material
TN957.2
A
10.3969/j.issn.1006-0316.2023.10.010
1006-0316 (2023) 10-0055-05
2022-09-20
萬錄明(1964-),男,四川成都人,工程師,主要研究方向為模具設計與機械工藝,E-mail:wlm4828@sina.com。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04