7075鋁合金機加工表面陽極氧化黑線成因分析
2023-11-02 07:20:18孫有政王瑩寧于一兵
鋁加工 2023年5期
關鍵詞:區域
楊 鑫,孫有政,王瑩寧,于一兵,王 丹
(山東南山鋁業有限公司,龍口 264000)
0 前言
7075 鋁合金是一種高強度鋁合金,它由Al、Cu、Mg、Zn及Cr等元素組成。該合金加工性能良好,可以采用銑削、沖壓、拉伸、鍛造、焊接等加工工藝。該合金材料被廣泛應用于航空航天、汽車、電子、機械等領域[1-3]。
陽極氧化是一種電化學反應,它的基本原理是金屬表面的氧化過程。在陽極氧化過程中,金屬表面受到電解質的作用,氧化物在金屬表面形成一層薄膜,這層薄膜可以保護金屬表面不受空氣中的氧化劑的侵蝕[4]。陽極氧化技術可以有效改善金屬表面的耐腐蝕性和耐磨性,以提高金屬的使用壽命[5]。然而,陽極氧化技術也存在一些缺點,如處理后的金屬表面易出現粗糙、黑線、劃傷、毛刺等缺陷,耐腐蝕性和耐磨性可能不夠等,因此對鋁合金陽極氧化性能的研究極為重要[5]。有研究表明,6×××系和7×××系鋁合金近表面存在連續、鏈式分布的第二相(含Fe 相、含Si、Mn 夾雜物顆粒),易形成耐腐蝕差異區,導致第二相周圍的Al優先溶解,在基體上出現沿第二相分布的線性凹坑,形成肉眼可見的黑線條紋缺陷[6-8]。鋁合金在后續加工中產生的劃傷、油污等表面缺陷也會在陽極氧化過程中產生黑線[7]。通過控制熔鑄過程中Fe元素、硅劑添加量,加強精煉、過濾、除雜手段的控制,保障鋁熔體質量和均質效果可有效減少黑線出現的概率[9-10]。李飛慶[8]等通過增大鑄錠氧化皮切削厚度,優化模具設計增加擠壓過程的死區,來減少第二相偏聚和擠壓過程中表面受到的擦傷,提高型材的表面質量,進而提升陽極氧化的表面光潔度。丁小理[11]等發現陽極氧化過程中擠壓型材表面的凸起毛刺脫落容易產生黑斑,而未脫落的毛刺還容易產生白線缺陷。
本文分析的零件用于飛機航空座椅,由7075鋁合金擠壓扁排經機加工和表面陽極氧化制成。由于大批零件氧化表面存在黑線,無法正常裝機使用,造成了非常大的經濟損失。本文通過對7075鋁合金零件機加工表面氧化黑線區域和正常區域的顯微組織進行對比分析,查明氧化黑線出現的原因,同時提出減輕氧化黑線問題的工藝改進方案。
1 材料及試驗方案
1.1 試驗材料
本實驗所用材料為7075 鋁合金扁排型材,其他化學成分見表1。

表1 7075合金化學成分(質量分數/%)
7075 扁排型材的擠壓生產工藝流程為:半連續鑄造(?600 mm 圓錠)→均勻化→車皮→感應加熱→擠壓(400 ℃)→固溶淬火→預拉伸→T6時效。扁排機加工成的零件陽極氧化工藝過程包括:機械打磨→酸洗→堿洗→水洗→陽極氧化→水洗→封閉。陽極氧化完成后,發現零件的兩個位置分別有一條顏色較淺的連續黑線。黑線與零件及擠壓扁排的位置關系如圖1所示。經過氧化后,樣件1、2號位置的中間有一條顏色較淺的連續黑線(法向(ND)、橫向(TD)、擠壓方向(ED))。該黑線沿ED 呈條狀分布,約占樣品寬度1/6,且1 號區域較2號區域黑線更加明顯。
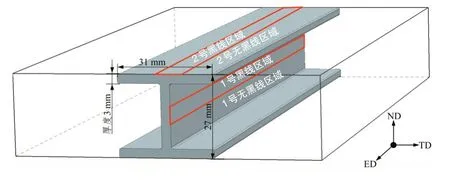
圖1 扁排型材表面黑線位置
1.2 實驗設備與試驗方法
使用Bruker Q8 MAGELLAN 直讀光譜儀分析擠壓型材的化學成分如表1 所示。利用蔡司Axio Imager M2m 光學顯微鏡(OM)和FEI NNS450 掃描電子顯微鏡(SEM)觀察陽極氧化后黑線區域與無黑線區域橫、縱截面的顯微組織與陽極氧化形貌,并使用EDAX Pegasus 能譜儀(EDS)對黑線附近第二相的成分進行分析。金相樣品制備時采用的腐蝕液為高濃度混合酸,其配比為:氫氟酸、鹽酸、硝酸和水的體積分數比例為2∶1∶1∶6。
2 表面黑線組織分析
2.1 氧化黑線現象
機加工后的7075 鋁合金擠壓型材經陽極氧化后表面黑線的OM 形貌如圖2 所示。相對于正常區域,1 號黑線位置和2 號黑線位置都存在更多數量的不明黑斑,OM 景深過小無法對黑斑內部有效對焦,黑斑處于過焦狀態,表明黑斑是樣品表面凹坑。1 號黑線位置比2 號黑線位置的黑斑尺寸更大、數量更多,沿ED 方向分布的趨勢更明顯。

圖2 扁排陽極氧化后表面金相形貌
利用SEM 分析7075 鋁合金扁排經陽極氧化后表面,形貌如圖3 所示。圖3(a)表明,從黑線到未出現黑線區域氧化膜逐漸覆蓋均勻。圖3(b)為陽極氧化后黑線與未出現黑線區域形貌對比。1 號黑線區域的氧化膜表面存在沿ED 呈條狀分布的孔洞,且1 號黑線區域孔洞含量比2 號多,被氧化膜覆蓋的區域也存在明顯的凹凸不平,因此1 號位置的黑線較2 號區域明顯。2 號區域氧化膜則相對平坦,且黑線區域氧化膜上存在體積較小的圓形孔洞,其深度較淺,與ED 無明顯相關。氧化膜表面的孔洞越多,表面對光的鏡面反射作用越弱,與周圍區域的亮度差別就越大,從而造成人眼所見的物體表面呈現亮、暗差異。表2 為1、2 號區域陽極氧化孔洞占比情況。根據表2 所示的表面空洞占比情況可知,1 號區域氧化膜表面的孔洞數量最多,因此1 號比2 號區域黑線更加明顯。凹坑的大小、深淺及數量決定該物體表面對自然光的漫反射程度,也決定了該表面的亮、暗。
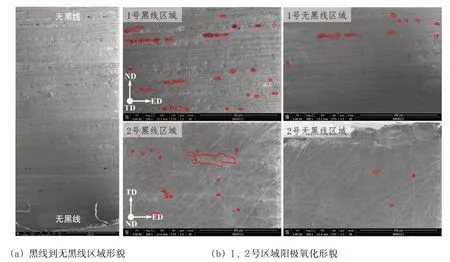
圖3 扁排陽極氧化后表面SEM形貌
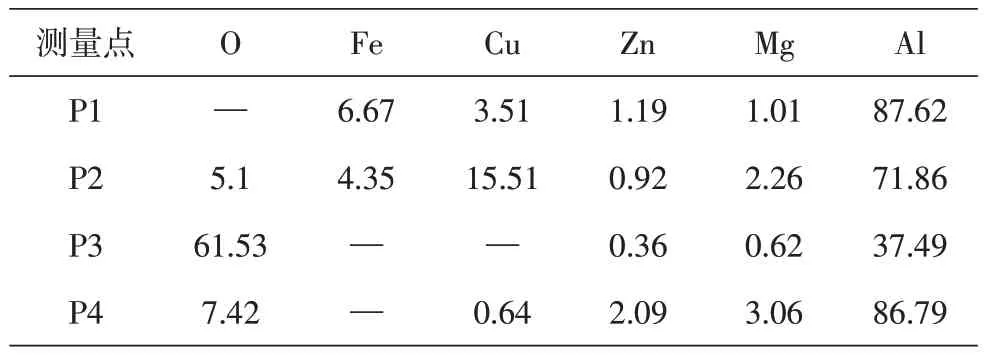
表2 EDS成分測量結果(質量分數/%)

表2 1、2號區域陽極氧化孔洞占比/%
2.2 晶粒組織分析
型材1、2 號位置陽極氧化表面經過打磨拋光后未腐蝕的第二相OM形貌如圖4所示。1號黑線區域第二相粒子沿ED 破碎分布,且有氧化黑線位置比無氧化黑線位置第二相含量明顯增多。擠壓型材內粗大第二相主要來自鑄造組織,當合金元素(Zn、Mg、Cu 等)和雜質元素(Fe 和Si 等)超過其在鋁中的極限固溶度時,會導致粗大的第二相顆粒析出。在擠壓過程中這些粗大第二相遺傳到擠壓型材,導致型材局部產生粗大第二相。
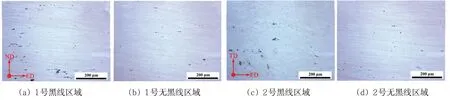
圖4 扁排陽極氧化表面磨拋后第二相分布
黑線位置與無黑線位置的橫截面顯微組織形貌如圖5 所示。如圖5(a)所示,1 號黑線區域的橫截面晶粒沿TD 方向拉長呈現明顯的纖維狀組織。黑線表面存在明顯的腐蝕坑,深度為58.24 μm,且沿著晶粒變形方向腐蝕,具有明顯的方向性,在腐蝕坑下方還有第二相分布。由于扁排型材與原始鑄錠尺寸差異較大,鑄錠擠壓時變形不均勻,ND 方向變形量大于TD方向,因此ND方向受到的壓應力大于TD方向,中心區域原始的粗大晶粒沿ND方向被壓扁,因此1 號區域的橫截面會形成沿TD 方向拉長的纖維組織。2號黑線區域的橫截面晶粒組織細小呈等軸狀,黑線表面存在較小的腐蝕坑,深度為10.98 μm,腐蝕坑的長寬比大約為1,無明顯的方向性。2號區域位于扁排型材的表面,擠壓過程中金屬受到擠壓筒和模具的摩擦力作用,產生強烈的剪切變形,使粗大的晶粒破碎成細小的等軸晶。
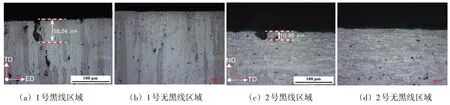
圖5 扁排橫截面金相組織
利用SEM 分析圖5 橫截面,形貌如圖6 所示,EDS測量結果如表2所示。在腐蝕坑附近可以觀察到第二相粒子,且腐蝕坑越深,第二相粒子越大。測量這些第二相成分,發現主要為W-Al7Cu2Fe、Al23CuFe4相等,還有少量的T-AlZnMgCu 相。這些第二相呈陰極,附近的Al 呈陽極。在氧化過程中,這些第二相附近的Al 被腐蝕產生凹坑,同時第二相也可能因腐蝕而脫落,因此表面氧化膜上會形成大小、深淺不一的凹坑。
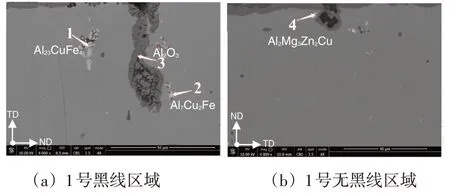
圖6 扁排橫截面SEM組織
結果表明,7075 鋁合金機加工表面陽極氧化黑線的直接成因是7075 機加工表面在陽極氧化后形成深淺、大小不均勻的凹坑。表面凹坑對自然光發生不同程度的漫反射,于人眼形成亮、暗區別,凹坑尺寸較大、較密集的區域在肉眼觀察下呈現出黑線缺陷。形成此類氧化黑線的根本原因是材料的不均勻性,這種組織的不均勻性包括第二相粒子尺寸、大小和分布及晶粒尺寸的不均等。材料局部的第二相粒子尺寸大、數量多,機加工表面在陽極氧化過程會產生更多、更大的凹坑,就會容易產生黑線特征。材料表面的顯微組織晶粒細小、呈等軸狀,在陽極氧化過程中形成的凹坑尺寸較小,即使局部凹坑較多,形成的黑線缺陷也不明顯。
3 氧化黑線影響因素及控制措施
1、2號區域的晶粒尺寸和組織狀態不同是產生黑線顏色深淺不同的主要原因。晶粒尺寸不同主要是金屬流動的不均勻所致。擠壓過程中型材芯部的金屬流動速度較快,導致晶粒粗大;由于邊部金屬變形困難,流動速度較慢,導致晶粒尺寸較小。可通過適當升高擠壓溫度、降低擠壓速度、采用反擠壓工藝、增大金屬與模具的潤滑等方法降低金屬流動的不均勻,從而減小晶粒尺寸差異。扁排型材在TD、ND方向的變形量不同是1號區域橫截面產生織構的主要原因。本研究的飛機航空座椅是由扁排型材機加工生產的,可以將扁排型材更換成方形型材,從而減小TD、ND方向變形的不均勻,使橫截面晶粒無明顯的方向性,從而改善型材氧化發黑問題。
第二相粒子(包括含Fe 化合物、T-AlZnMgCu相等)的數量、大小差異及其分布不均勻是影響黑條的關鍵因素。這些因素與合金成分、合金的熔煉鑄造、變形工藝及熱處理工藝等密切相關。為減輕扁排經陽極氧化產生的黑線缺陷,首先可以提高重熔鋁錠的純度,降低合金的Fe、Si元素含量,能夠顯著降低材料中的粗大第二相含量;其次,可以通過鑄造工藝優化,細化鑄錠晶粒尺寸,實現對晶界結晶相的細化;然后,可通過合適的擠壓變形工藝將其破碎均勻,從而改善含Fe 相的尺寸、數量及均勻性;最后,優化材料的熱處理制度。WAl7Cu2Fe、Al23CuFe4等含鐵相為高溫相,在固溶和均勻化過程中難以去除,因此可通過適當的擠壓變形工藝將其破碎均勻,從而改善含Fe相尺寸、數量及均勻性等。T-AlZnMgCu相屬于可溶于基體的強化相,通過合適的固溶工藝使其盡可能溶于基體,以減少第二相數目及分布的不均勻,還能提高合金強度[12]。
4 結論
(1)7075 鋁合金機加工表面氧化黑線的直接成因是機加工表面的粗大第二相在陽極氧化過程產生凹坑且分布不均勻。其根本原因是材料的組織不均勻,包括第二相的數量、尺寸差異以及晶粒尺寸、形態的差異。
(2)7075 扁排的1 號黑線區域的氧化腐蝕坑較深,沿晶粒取向具有一定方向性,2號黑線區域氧化坑深度較淺,腐蝕坑的長寬比約為1,無明顯方向性。
(3)7075 合金扁排氧化坑下方發現粗大第二相富集,第二相粒子包括含Fe 化合物WAl7Cu2Fe、Al23CuFe4相等,可通過更大的擠壓比或更低的擠壓溫度使含Fe相破碎均勻。T-AlZnMgCu相通過合適的固溶工藝使其溶于基體,從而減輕表面第二相分布的不均勻,改善型材表面氧化黑線情況。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15