基于SFC編程的自動蓋章機控制系統(tǒng)設計*
2023-11-03 08:49:16雷蔓
南方農(nóng)機 2023年22期
雷 蔓
(貴州工程應用技術學院機械工程學院,貴州 畢節(jié) 551700)
0 引言
順序功能圖(Sequential Function Chart, SFC)是解決復雜流程控制系統(tǒng)最為有效的編程方法[1]。順序功能圖編程有三種程序結構,分別是順序結構、選擇結構和并行結構,基本上所有的控制系統(tǒng)都可以由這三種結構組合完成[2]。畫順序功能圖,只需要搞清楚步(具體做什么)、轉(zhuǎn)移條件和轉(zhuǎn)移方向,其中,任意一個時刻只能有一個步處于活動狀態(tài)[3-6]。
本研究的對象是自動蓋章機的控制系統(tǒng),該機器結構如圖1所示。控制對象有驅(qū)動絲杠螺母左右運動的步進電動機、控制雙桿氣缸伸縮上下運動的氣動電磁換向閥。其輸入信號有用于紙張檢測的光電傳感器、檢測滾珠絲杠原點的行程開關。
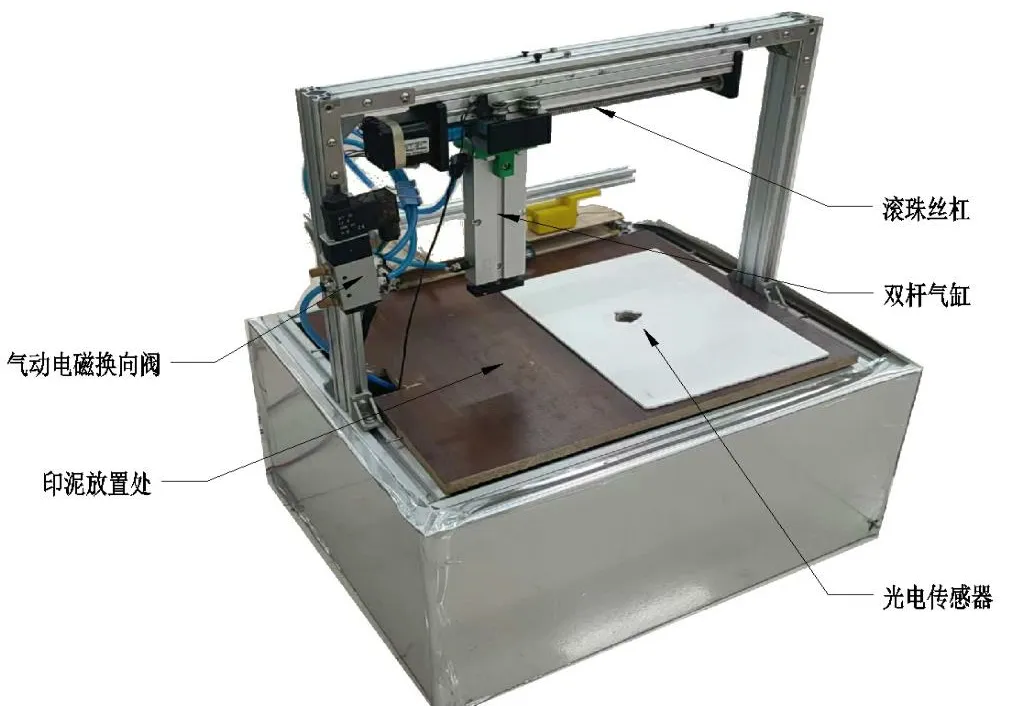
圖1 自動蓋章機結構
該控制系統(tǒng)采用三菱FX1s-10MT型PLC作為控制核心,氣缸的驅(qū)動氣泵采用小型穩(wěn)壓氣泵,均置于機器內(nèi)部。
1 工作原理及控制要求
該自動蓋章機工作原理如下:先控制印章下行蘸取印泥,然后上行、右行,再下行蓋章,最后上行、左行回到原點。運動步驟如圖2所示。

圖2 自動蓋章機運動步驟及I/O點布置
該控制系統(tǒng)的輸入信號有紙張傳感器、絲杠原點行程開關,輸出信號有步進電動機脈沖、步進電動機方向控制、雙桿氣缸換向電磁閥。雙桿氣缸換向電磁閥得電會伸長,失電則會在彈簧作用力下回原位,氣缸縮回,控制得電與失電只需要一個點,氣動回路如圖3所示。PLC的I/O資源分配如表1所示。
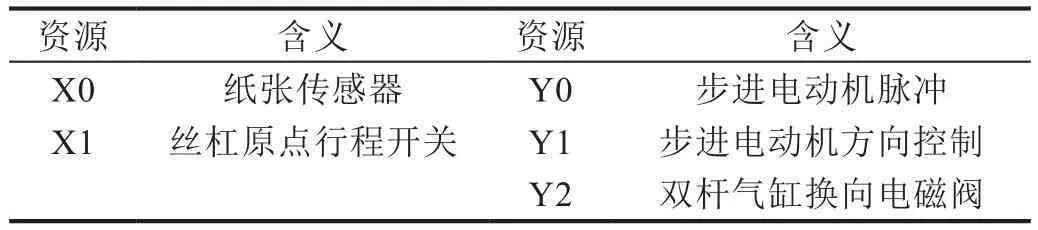
表1 PLC的I/O資源分配表
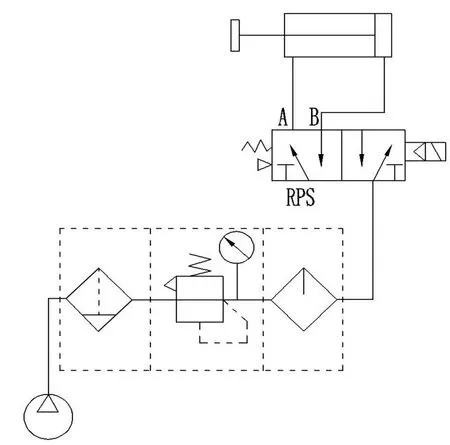
圖3 氣動回路
2 控制系統(tǒng)的設計過程
2.1 系統(tǒng)的控制電路圖
根據(jù)工作原理、控制要求及I/O點的分配,該系統(tǒng)的控制電路圖如圖4所示,其輸入回路是PLC內(nèi)部24 V直流電源,輸出回路是外部24 V直流電源。紙張傳感器采用的是NPN型漫反射常開式紅外光電傳感器E3F-DS10C4,絲杠原點行程開關采用微動式行程開關。

圖4 控制電路圖
2.2 順序功能圖
針對該控制系統(tǒng),步進電機和絲杠螺母負責左右運動,雙桿氣缸負責上下運動。其控制順序就是開機回原點→紙張傳感器有信號(上升沿)→下行→上行→右行→下行→上行→左行(回原點),完成一次蓋章。
使用SFC編程,最為重要的就是根據(jù)控制要求畫出順序功能圖[7],該控制系統(tǒng)的順序功能圖如圖5所示。首先要使用M8002的特殊功能(PLC運行首次掃描接通)[8],使PLC一運行就讓系統(tǒng)處于S0步(起始步,雙框線表示),S0為等待的步,需要讓滾珠絲杠回原點。然后就需要回答轉(zhuǎn)移到下一步的條件是什么,下一步做什么,下一步轉(zhuǎn)向哪三個問題。

圖5 順序功能圖
三菱FX系列PLC中,有專門的順序功能圖編程元件和編程模塊[9]。S0至S9為起始步,S10至S19有特殊作用,一般不用,S20以上就是普通的順序功能圖的步。
比如,給S0的下一步一個編號為S20(編號名稱可以隨意給,不影響執(zhí)行順序[8]),那么S0如何轉(zhuǎn)移到S20呢,那就需要滾珠絲杠回到原點并且紙張傳感器有信號(上升沿),即轉(zhuǎn)移條件是X1通,并且有X0上升沿。
S20是做什么呢?是控制印章向下運動,即輸出線圈Y2,由于氣缸下行和蘸取印泥需要時間,所以輸出Y2需要保持一定的時間,這里用(T0 K20)保持2 s,S20這一步的轉(zhuǎn)移條件就是T0時間到。
S21是做什么呢?是控制印章向上運動,即不輸出線圈Y2(順序功能圖任意一個時間點只有一個步處于活動狀態(tài),S20跳到S21后,由于S21沒有Y2線圈輸出,所以Y2線圈不會有輸出),由于氣缸上行需要時間,所以需要停留一定的時間,這里用(T1 K20)保持2 s,S21這一步的轉(zhuǎn)移條件就是T1時間到。
根據(jù)機器的工作原理向下分析,搞清楚每一步是做什么,轉(zhuǎn)移條件是什么,轉(zhuǎn)移方向是哪,就能得出如圖5所示的順序功能圖。
3 梯形圖程序設計及實驗驗證
在三菱FX系列PLC編程軟件GX Developer中,可以采用直接編寫SFC圖的形式完成控制程序的編寫,編寫完的SFC圖可以直接轉(zhuǎn)換成梯形圖的形式[10]。在新建工程時,點擊SFC,就進入了GX Developer的SFC編程模塊,SFC編程模塊是按照程序塊的形式來組織程序的。一般第一個程序塊要設置成梯形圖的編程方法,便于用M8002置位S0,使PLC一運行就進入SFC程序的起始步,后面的塊則根據(jù)需要設置為SFC塊或者梯形圖塊。
在SFC塊之前的梯形圖塊程序如圖6所示。此程序的功能就是使得PLC一運行就把S0步激活,并且把相應的定時器、輔助繼電器和順序繼電器復位。因為有的元器件在PLC掉電后再來電會保持不變,有可能導致順序功能圖有兩個及以上的步處于活動狀態(tài),使程序錯亂,所以需要全部復位。
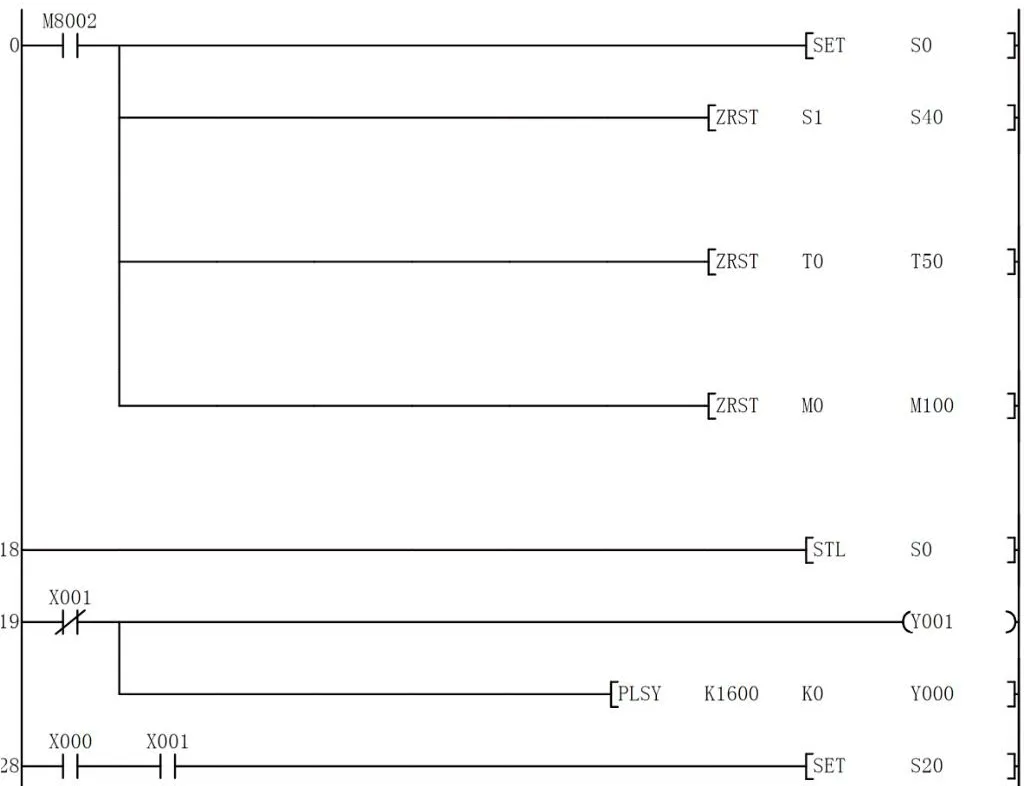
圖6 部分梯形圖程序
根據(jù)繪制的順序功能圖,在三菱FX系列PLC編程軟件GX Developer中,也可以使用指令的形式直接編寫SFC程序。每一步都用STL開始,緊接著編寫這一步的動作,然后編寫這一步的轉(zhuǎn)移條件。如果是從上到下轉(zhuǎn)移,就用SET指令;如果是跳轉(zhuǎn),就用線圈輸出。每個順序功能圖編寫完后,需要用RET指令表示結束。
樣機(圖1)制作后,進行控制系統(tǒng)接線調(diào)試試驗,該程序能夠完成機器的預訂功能,驗證了SFC編程方法的正確性。
4 小結
該控制系統(tǒng)的設計以本團隊研制的自動蓋章機的控制系統(tǒng)為研究對象,對機器控制要求的分析、氣壓驅(qū)動回路設計、控制電路設計、順序功能圖(SFC)繪制、順序功能圖轉(zhuǎn)換為梯形圖程序等方面進行了分析研究,并用實驗驗證的方法證明了采用SFC方法設計自動蓋章機控制系統(tǒng)的正確性,該方法具有推廣借鑒的價值。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國科技論壇(2017年7期)2017-07-25 08:49:53
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
中國中醫(yī)藥現(xiàn)代遠程教育(2014年22期)2014-03-01 04:32:55
