熱輸入對X80級氣保護藥芯焊絲焊縫金屬組織性能的影響
2023-11-04 02:34:34吳林恩夏培培張克芳谷云龍何金昆
電焊機 2023年10期
關鍵詞:焊縫
吳林恩, 劉 宇, 夏培培, 張克芳, 谷云龍, 何金昆
1. 油氣管道輸送安全國家工程研究中心,河北 廊坊 065000
2. 中國石油天然氣管道科學研究院有限公司,河北 廊坊 065000
3. 中國石油管道局工程有限公司油氣儲庫分公司,河北 廊坊 065000
0 引言
為提高長輸油氣管道的輸送效率,降低運輸成本,油氣管道建設向著高等級、大口徑、長距離的方向發(fā)展。這對管道現(xiàn)場焊接技術提出了新的挑戰(zhàn),如何保證管道環(huán)焊縫的質(zhì)量穩(wěn)定性和使用安全性,是管道建設重點研究的課題[1-3]。環(huán)焊縫是管道質(zhì)量控制的重點[4]。氣保護藥芯焊絲自動焊(FCAWG)作為目前大口徑X80 管線鋼管的現(xiàn)場環(huán)焊工藝方法之一,具有現(xiàn)場操作性好、現(xiàn)場適應能力強、不易出現(xiàn)未熔合缺陷等特點,對于不同地形及連頭口等位置的管道焊接施工具有良好的現(xiàn)場適應性[5-6]。但近年來的工程現(xiàn)場數(shù)據(jù)表明焊縫金屬沖擊韌性離散且低溫韌性較低,是制約氣保護藥芯焊絲自動焊應用的一大問題。眾所周知,組織決定性能。焊接熱輸入是表征焊接電壓、焊接電流和焊接速度的綜合性指標,影響著焊縫金屬凝固結晶和組織形成過程,從而影響焊縫金屬的組織和性能[7-11]。
然而目前的研究及文獻中尚未發(fā)現(xiàn)FCAW-G焊縫金屬熱輸入影響的相關報告。因此有必要研究分析不同熱輸入的影響,為FCAW-G焊接工藝參數(shù)優(yōu)選提供指導。文中采用6種熱輸入制備了X80氣保藥芯焊絲焊縫金屬,通過沖擊、拉伸、CTOD 斷裂韌性、顯微組織分析等試驗,系統(tǒng)研究了熱輸入對X80氣保護藥芯焊絲自動焊焊縫金屬組織、硬度和沖擊性能的影響。
1 試驗材料與方法
試驗材料為規(guī)格500 mm×200 mm×22 mm 的X80 級管線鋼板,坡口尺寸如圖1 所示,α 為坡口面角度,22~25°,P 為鈍邊高度,1.6±0.4 mm,b 為對口間隙,2.5~3.5mm,δ 為22 mm。采用氣保護藥芯焊絲自動焊,焊接層道示意如圖2 所示,焊接電源為CPPW1N-03 自動焊機,保護氣體80%Ar+20%CO2,預熱溫度為80~100 ℃,層間溫度控制在80~150 ℃。采用0.5 kJ/mm、0.8 kJ/mm、1.2 kJ/mm、1.8 kJ/mm、2.4 kJ/mm、3.0 kJ/mm 六種熱輸入進行焊接,圖3 為焊接過程典型照片,根焊采用氬弧焊打底,填充、蓋面均采用X80 用氣保藥芯焊絲E91T1-K2M,母材及焊絲的化學成分見表1,焊接工藝參數(shù)見表2。

表1 X80和E91T1-K2M的化學成分(質(zhì)量分數(shù),%)Table 1 Chemical compositions of X80 and E91T1-K2M (wt.%)

表2 FCAW-G焊接工藝參數(shù)Table 2 Technical parameter of welding

圖1 試板坡口尺寸示意(mm)Fig.1 Schematic of groove

圖2 焊接層道示意Fig.2 Schematic diagram of weld layer

圖3 焊接過程照片F(xiàn)ig.3 Photo of welding process
2 試驗項目
對焊接試件制取拉伸試樣、夏比沖擊試樣、裂紋尖端張開位移(CTOD)斷裂韌性試樣、金相試樣,進行組織分析和性能試驗。
2.1 拉伸試驗
2.2 夏比沖擊試驗
夏比沖擊試驗試樣(V型缺口)采用標準的全尺寸沖擊試樣,試樣尺寸為10 mm×10 mm×55 mm,試驗按照GB/T 2650 在ZBC2452-C 擺錘式?jīng)_擊試驗機上進行,試驗溫度分別為-10 ℃、-30 ℃、-60 ℃,每組試樣為3件。
2.3 CTOD斷裂韌性試驗
CTOD 斷裂韌性試樣采用三點彎曲試樣,尺寸為10 mm×22 mm×100 mm,對取樣缺口加工好的試樣采用高頻疲勞試驗機(GPS300)在室溫下預制疲勞裂紋。在制備含疲勞裂紋的試樣后,CTOD 試驗在MTS810疲勞試驗機上依據(jù)ISO 15653進行,試驗溫度為-10 ℃,跨距S=4W,每組試樣為4件。
2.4 金相檢驗
焊縫金屬金相試樣通過粗磨、精磨和拋光等試驗步驟后,使用3%~4%的硝酸酒精溶液進行腐蝕,用吹風機吹干,利用 Imager .M1m 光學顯微鏡觀察焊縫金屬的微觀組織。
3 試驗結果及討論
3.1 熱輸入對金相組織的影響
6 種熱輸入下的金相組織如圖4、圖5 所示,可以看出,不同焊接熱輸入促使焊縫金屬及熱影響區(qū)的晶粒發(fā)生不同程度的變化。同時,焊接熱輸入的變化也會影響焊縫組織發(fā)生變化,導致性能發(fā)生相應的優(yōu)化或劣化。

圖4 不同熱輸入下焊縫金相組織Fig.4 Metallographic structure of different heat input

圖5 不同熱輸入下焊接熱影響區(qū)金相組織Fig.5 HAZ Metallographic structure of different heat input
圖4為不同熱輸入下焊縫中心的組織照片。可以看出,在小熱輸入下(0.5 kJ/mm和0.8 kJ/mm),由于冷卻速度較大,組織形態(tài)主要為針狀鐵素體和多邊形鐵素體組成,且晶界有碳化物析出相。但由于針狀鐵素體AF和先共析鐵素體所占的比例和晶粒大小變化不明顯,因此焊縫的強韌性提高程度相對不大。在較高焊接熱輸入下(1.2 kJ/mm,隨著冷卻速度的降低,焊縫金屬組織形態(tài)發(fā)生了明顯的變化,除了針狀鐵素體和多邊形鐵素體外,還出現(xiàn)了粒狀貝氏體,賦予了焊縫優(yōu)良的強韌特性。在高的焊接熱輸入下(2.4 kJ/mm 和3.0 kJ/mm),焊縫冷卻速度降低,冷卻時間t8/5增大,針狀鐵素體減少,針狀鐵素體的形態(tài)由細長型向短粗型轉變,多邊形鐵素體PF和準多邊形鐵素體所占比例增多。
由圖5可以看出,母材熱影響粗晶區(qū)組織主要由粒狀貝氏體和貝氏體鐵素體組成,隨著熱輸入的增加,粒狀貝氏體的含量增加,貝氏體鐵素體的含量減少。
對焊縫區(qū)和熱影響區(qū)相的類型、各相比例及原始晶粒尺寸進行定量分析,分析結果如圖6 所示。從圖6a 可以看出,隨著熱輸入的增加,魏氏體鐵素體(WF)和多邊形鐵素體(QF)的含量呈現(xiàn)逐漸增加的趨勢;針狀鐵素體的含量(AF)逐漸減少,針狀鐵素體的形態(tài)由細長型向短粗型轉變,針狀鐵素體是一個綜合性能較好的相,有助于提高材料的強度和韌性,隨著針狀鐵素體含量的減少,強韌性有下降趨勢;MA組元的含量均在6%以內(nèi),MA是脆性相,對沖擊韌性影響較大,通過比較可知,當熱輸入為1.2 kJ/mm 時,MA 的含量最低,沖擊韌性最好。通過比較可知,隨著熱輸入的增加,焊縫原始晶粒尺寸呈逐漸增大的趨勢,當熱輸入為3.0 kJ/mm 時,原始晶粒尺寸最大為Ⅲ-4級,材料在此熱輸入下的綜合性能最低。從圖6b可以看出,熱影響區(qū)粗晶區(qū)的原始晶粒尺寸變化不大,隨著熱輸入的增大,晶粒尺寸略有增大。

圖6 不同熱輸入下相的類型、比例及原始晶粒尺寸Fig.6 The type, proportion and grain size of the phases under different heat input
3.2 熱輸入對焊接接頭力學性能的影響
3.2.1 熱輸入對焊接接頭拉伸性能的影響
不同熱輸入下FCAW-G 全焊縫金屬室溫拉伸試驗結果如圖7所示。

圖7 不同熱輸入下焊縫金屬拉伸性能Fig.7 Tensile properties of different welding heat input of weld metal
由圖7 可知,在熱輸入為0.5~1.2 kJ/mm 區(qū)間,全焊縫金屬的屈服強度和抗拉強度變化不大;當熱輸入在1.2~3.0 kJ/mm區(qū)間時,焊縫金屬的屈服強度和抗拉強度均呈現(xiàn)一定程度的下降,抗拉強度由583 MPa降到了495 MPa,抗拉強度由663 MPa降到了594 MPa,這是因為隨著熱輸入變大,焊縫晶粒尺寸變大,粗化的組織導致了焊縫金屬拉伸強度(包括屈服強度和抗拉強度)的降低[12]。
3.2.2 熱輸入對低溫沖擊韌性的影響
6 種不同熱輸入下焊縫金屬-10 ℃、-30 ℃、-60 ℃夏比沖擊吸收功如圖8所示。
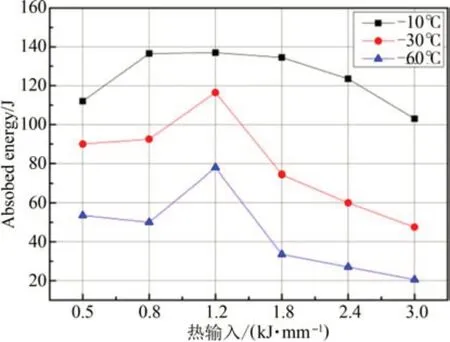
圖8 不同熱輸入下焊縫金屬沖吸收功Fig.8 Impact absorption energy of different heat input of weld metal
由圖8可知,在給定沖擊溫度下,在一定范圍內(nèi)(0.5~1.2 kJ/mm),隨著焊接熱輸入增大,焊縫金屬韌性有所升高,但熱輸入超過一定范圍(1.2 kJ/mm)以后,熱輸入繼續(xù)增加會導致韌性急劇下降,熱輸入為1.2 kJ/mm 左右時韌性達到最高值。按照目前工程設計要求,一般要求-10 ℃下焊接接頭沖擊韌性單值≥38 J,均值≥50 J(其余溫度暫無規(guī)定)。從圖可知-10 ℃下6種熱輸入沖擊吸收功結果均在100 J以上,完全滿足工程要求。
結合金相組織分析認為焊接熱輸入對焊縫金屬沖擊韌性的影響有:首先,焊接熱輸入的變化會影響焊縫金屬的組織組成。在熱輸入為0.5 kJ/mm,0.8 kJ/mm,1.8 kJ/mm時,在層間熱影響區(qū)域出現(xiàn)了碳化物析出相;隨著熱輸入的增加,晶粒有長大趨勢,且多邊形鐵素體和準多邊形鐵素體增多,針狀鐵素體所占比例減少,針狀鐵素體的形態(tài)由細長型向短粗型轉變。針狀鐵素體是一個綜合性能較好的相,有助于提高材料的強度和韌性,隨著針狀鐵素體的減少,強韌性有下降趨勢,導致焊縫金屬的沖擊韌性值呈現(xiàn)先增加后減小的趨勢。其次,隨著熱輸入的增大,焊縫金屬的冷卻速度減小,所有焊縫組織的晶粒尺寸有一定程度的長大,導致焊縫組織粗化[13]。綜上,焊接熱輸入對焊縫金屬沖擊韌性的影響為:在一定熱輸入范圍內(nèi)(0.5~1.2 kJ/mm)時,隨著焊接熱輸入的增加,針狀鐵素體AF和粒狀貝氏體GB 等的增加占主要作用,焊縫低溫韌性隨之增加。當焊接熱輸入超過1.2 kJ/mm 時,焊接熱輸入的增大使得針狀鐵素體含量的減少和焊縫組織粗化,這些不利的因素起主要作用,從而導致焊縫沖擊韌性在此之后隨之降低。
圖9為不同熱輸入下焊縫金屬的剪切斷面率和斷后形貌轉變溫度50%(Fracture Appearance Transition Temperature,F(xiàn)ATT)評定的韌脆轉變溫度。可以看出,在焊接熱輸入小于1.2 kJ/mm時,隨著熱輸入的增大韌脆轉變溫度降低,在1.2 kJ/mm 時達到最低,表現(xiàn)出較高的韌性水平,之后隨著熱輸入的增加,韌脆轉變溫度升高。
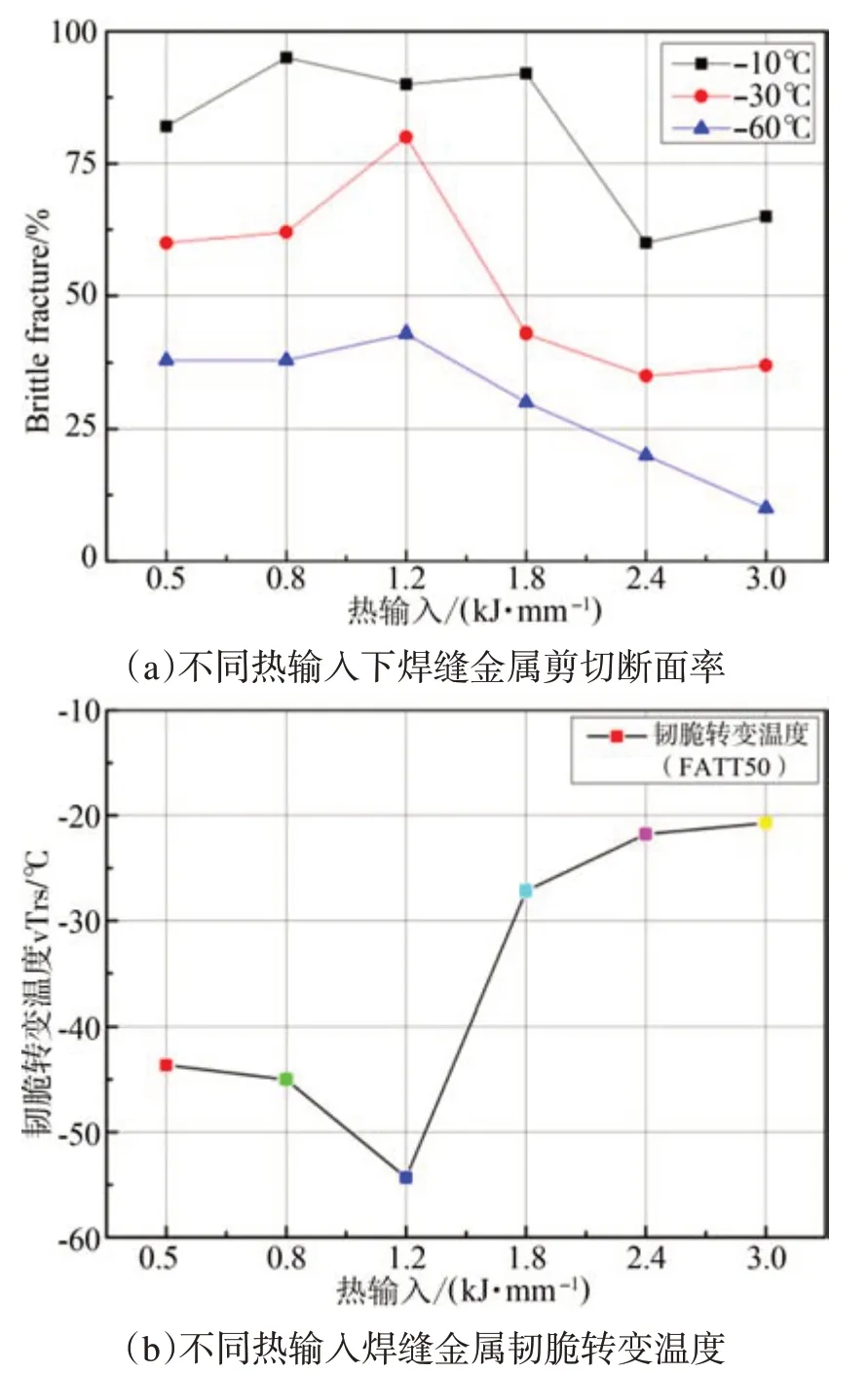
圖9 不同熱輸入下焊縫金屬剪切斷面率和韌脆轉變溫度Fig.9 Tough-brittle transition temperature of different welding heat input of weld metal
3.4 熱輸入對斷裂韌性(CTOD)的影響
不同熱輸入下焊縫金屬在-10 ℃下的裂紋尖端張開位移(Crack Tip Opening Displacement,CTOD)值如圖10所示。

圖10 不同熱輸入下焊縫金屬CTOD值Fig.10 CTOD of different welding heat input of weld metal
斷裂韌度大小表明了焊接接頭的抗脆斷特性。由圖10可以看出,焊縫金屬CTOD斷裂韌性值受焊接熱輸入變化的影響。試驗結果表明,當熱輸入在0.5~2.4 kJ/mm 范圍內(nèi),所有樣品值均較高,最高可達0.633 mm,最小為0.367 mm,具有良好的抗開裂性能。當熱輸入為3.0 kJ/mm時,CTOD值離散型變大,且存在低值,說明其韌性較差。進一步驗證了隨著熱輸入的增加,焊縫金屬組織粗化,導致裂紋擴展的阻力減小,裂紋擴展所需的能量減少,最終導致韌性降低。
3.5 熱輸入對維氏硬度(HV10)的影響
焊接接頭的硬度值是評估焊接質(zhì)量的重要指標之一,不同的熱輸入條件會對焊接接頭的硬度值產(chǎn)生影響。對不同熱輸入下焊接接頭進行硬度測試,打點示意圖如圖11所示。

圖11 焊接接頭維氏硬度測試點位置Fig.11 Hardness of different welding heat input of weld metal(HV10)
不同熱輸入下焊接接頭的硬度分布見表3、圖12,硬度整體水平不均勻,不同位置的硬度值不同。可以看出,熱輸入3.0 kJ/mm 的要低于其他焊接熱輸入下的硬度值。在高熱輸入下,焊接接頭過熱,冷卻速率較慢,焊縫組織發(fā)生一定程度的粗化,從而導致硬度下降。焊接接頭在不同熱輸入下的硬度與強度相一致,同時硬度分布也表明了焊接接頭不同區(qū)域組織對其力學性能的影響。

表3 不同熱輸入下焊接接頭硬度值(HV10)Table 3 Hardness of different welding heat input of weld metal(HV10)

圖12 不同熱輸入下焊縫金屬硬度值(HV10)Fig.12 Hardness of different welding heat input of weld metal(HV10)
4 結論
(1)六種熱輸入下焊縫金屬的組織主要由針狀鐵素體、多邊形鐵素體準多邊形鐵素體和粒狀貝氏體組成。隨著熱輸入的增大,焊縫金屬組織晶粒有長大趨勢,且多邊形鐵素體和準多邊形鐵素體增多,針狀鐵素體減少,對韌性不利。
(2)焊縫金屬的低溫沖擊韌性隨著焊接熱輸入的增加呈現(xiàn)先增加后減少的趨勢,在1.2 kJ/mm 時達到極大值。
(3)在一定范圍內(nèi),隨著熱輸入的增大,焊縫金屬組織粗化,導致強度和斷裂韌性降低。
(4)焊接熱輸入對X80 氣保護藥芯焊絲焊縫金屬強度和韌性有很大影響。焊接熱輸入為1.2 kJ/mm時,X80氣保藥芯焊絲焊縫金屬綜合性能最佳。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07