層厚對3D打印臨時冠精度的影響研究
2023-11-06 12:57:46張杰林欣芳楊雲(yún)夫李風蘭
實用口腔醫(yī)學雜志 2023年5期
張杰 林欣芳 楊雲(yún)夫 李風蘭
臨時冠是固定修復(fù)治療中的過渡修復(fù)體,具有保護基牙、穩(wěn)定牙位、維持軟組織等重要作用[1]。聚甲基丙烯酸甲酯(polymethyl methacrylate,PMMA)是傳統(tǒng)用于制作臨時冠的材料,其優(yōu)點是成本低、生物相容性好[2],但該材料存在聚合收縮與放熱等問題,可能導致臨時冠不密合并影響基牙健康。傳統(tǒng)方法常使用PMMA在患者口內(nèi)直接制作臨時修復(fù)體,存在患者體驗感差、修復(fù)質(zhì)量依賴醫(yī)師經(jīng)驗等問題。
隨著數(shù)字化技術(shù)的發(fā)展,計算機輔助設(shè)計和計算機輔助制造(computer-aided design and computer-aided manufacturing,CAD/CAM)技術(shù)可用于設(shè)計制作臨時修復(fù)體[3]。相較于傳統(tǒng)手工方法,數(shù)字化加工技術(shù)具有較高的加工精度和誤差控制能力,其主要分為減材與增材制造兩類。減材制造通過數(shù)控刀具切削塊狀材料來制作目標物體,其優(yōu)點在于精度高,然而該方法也存在如材料浪費、無法制作復(fù)雜結(jié)構(gòu)、加工效率低等問題。增材制造是一種基于堆疊成型原理的數(shù)字化加工技術(shù),其可成型任意三維結(jié)構(gòu),也被稱為3D打印技術(shù)[4]。數(shù)字光處理(digital light processing,DLP)作為口腔臨床中常用的3D打印技術(shù),其工作原理是投影光對液態(tài)樹脂進行逐層固化,因此DLP加工時間不受修復(fù)體數(shù)量影響,可實現(xiàn)高效率的修復(fù)體批量制作[5]。目前DLP技術(shù)已在口腔臨床中有廣泛應(yīng)用。
臨時冠的適合性可分為內(nèi)部與邊緣適合性,其適合性不佳可能導致繼發(fā)齲與軟組織炎癥等問題。因此為保證修復(fù)治療效果,利用3D打印技術(shù)制作的臨時冠需要有良好的精度。據(jù)文獻報道,打印參數(shù)可直接影響3D打印精度[6],其中構(gòu)建角度與層厚是打印前必須被手動設(shè)置的重要參數(shù)[7]。構(gòu)建角度指打印模型與平臺間的角度,其可影響物體表面的曲率。而層厚則代表打印中每層的厚度,當層厚增大,打印時間會相應(yīng)縮短[8]。在層疊加過程中,層與層的邊界間產(chǎn)生的類臺階結(jié)構(gòu)影響物體表面形態(tài),該現(xiàn)象被稱為3D打印的臺階效應(yīng)[9]。以往的研究主要報道了構(gòu)建角度對3D打印臨時冠精度的影響[10-11],但缺少關(guān)于層厚對DLP打印臨時冠精度的影響研究。因此,本研究擬評價不同層厚(50、100 μm)對DLP打印臨時冠內(nèi)表面、內(nèi)部區(qū)域、邊緣區(qū)域精度的影響,為臨床應(yīng)用DLP打印臨時冠時的參數(shù)選擇提供參考依據(jù)。
1 材料與方法
1.1 材料和設(shè)備
DLP 3D打印機(Pro95,Sprintray公司,美國);超聲清洗機(JP020-S,深圳潔盟技術(shù)股份有限公司);臨時冠樹脂材料(Varseosmile Temp,Bego公司,德國);噴砂材料(Cobra)、噴砂機(Basic Master)(Renfert公司,德國);后固化機(Otoflash G171,Nk-Optic公司,英國);模型掃描儀(Ceramill Map 600,Amann Girrbach公司,德國);掃描成像粉(Easyscan,Alphadent公司,韓國);牙科CAD軟件(Dental System,3Shape公司,丹麥);三維軟件(Geomagic Wrap,3D System公司,美國)。
1.2 方法
1.2.1 獲取數(shù)據(jù)設(shè)計臨時冠
對標準下頜石膏模型的右下第一磨牙進行基牙預(yù)備,預(yù)備標準為寬1 mm的淺凹形肩臺,面功能尖磨除1.5 mm,非功能尖磨除1.0 mm,軸面聚合角為2°~6°。用校準后的模型掃描儀掃描石膏模型并獲得完整基牙數(shù)據(jù),之后將其導出并保存為STL格式文件。將基牙STL導入牙科CAD軟件并設(shè)計臨時冠,之后臨時冠STL文件作為參考模型被導出并保存(圖1)。
1.2.2 制作臨時冠 將參考模型的STL文件導入與DLP打印機配套的切片軟件,并在軟件中將臨時冠模型調(diào)整至材料廠商推薦的180°構(gòu)建角度,然后根據(jù)打印軟件默認支撐參數(shù)生成支撐(圖2)。在軟件中通過復(fù)制得到10 個帶有支撐的臨時冠,然后將所有臨時冠按1 cm間隔排列于打印平臺中央位置。將層厚設(shè)置為50、100 μm并分別保存兩種層厚的切片數(shù)據(jù)。記錄軟件顯示的打印層數(shù)和打印時間。將DLP打印機校準后分別打印50、100 μm層厚臨時冠(n=10)。打印結(jié)束后用鏟刀將臨時冠從打印平臺移除,并將其分別在超聲清潔機的循環(huán)溶劑與清潔溶劑中進行3 min與2 min超聲清洗(溶劑為96%無水乙醇)。保留臨時冠的支撐結(jié)構(gòu)。根據(jù)材料廠商要求,待臨時冠自然晾干后,在噴砂機中用小于1.5 bar壓強與50 μm直徑砂粒對臨時冠表面噴砂直至白色粉末層消失,噴砂過程中槍頭與表面距離1 cm并保持45°[12],之后用壓縮空氣處理臨時冠表面。最后用后固化機對臨時冠進行兩輪共3 000 次光照,并在中途將臨時冠上下翻轉(zhuǎn)。經(jīng)過后處理的臨時冠被儲存在室溫避光條件下。
1.2.3 獲取臨時冠掃描數(shù)據(jù) 用掃描成像粉從距離10 cm處對臨時冠表面均勻噴涂,然后用藍丁膠通過支撐部分將臨時冠固定于掃描儀平臺。用模型掃描儀獲取所有臨時冠的三維模型后將其作為實驗?zāi)P捅4鏋镾TL文件。
1.2.4 數(shù)據(jù)處理與分析
1.2.4.1 臨時冠掃描模型的編輯與配準 將臨時冠的參考與實驗?zāi)P蚐TL文件導入三維軟件。首先手動刪除實驗?zāi)P偷闹尾糠忠员苊馄溆绊懞罄m(xù)模型之間的配準,然后用手動注冊功能將其與參考模型初步配準至同一位置,之后用全局注冊功能將所有實驗與參考模型進行基于相同選擇區(qū)域的最終配準。分離參考模型的內(nèi)表面、內(nèi)部區(qū)域、邊緣區(qū)域,并在內(nèi)部與邊緣區(qū)域周圍建立曲線,用于后續(xù)分離實驗?zāi)P偷南鄳?yīng)區(qū)域。最后用3D偏差分析功能對參考與實驗?zāi)P偷膬?nèi)表面、內(nèi)部區(qū)域、邊緣區(qū)域進行精度分析。
1.2.4.2 不同層厚打印臨時冠的正確度分析 在三維軟件中分別以參考模型的內(nèi)表面、內(nèi)部區(qū)域、邊緣區(qū)域為參考對象,以實驗?zāi)P偷膶?yīng)區(qū)域為測試對象,執(zhí)行3D偏差分析后獲得參考與測試對象間不同區(qū)域的偏差,結(jié)果以均方根(root mean square,RMS)值和顏色偏差圖表示(n=10)。計算出的RMS值代表臨時冠的正確度,RMS值越大,正確度越低。顏色偏差圖被分為15 段顏色,圖中不同顏色代表測試對象相較于參考對象的偏差,其中綠色為可接受偏差(差異在名義值范圍內(nèi)),紅色為正偏差(測試對象在參考對象外側(cè)),藍色為負偏差(測試對象在參考對象內(nèi)側(cè))。參考之前的研究[3],臨界值被設(shè)定為±100 μm,名義值被設(shè)定為±50 μm。
1.2.4.3 不同層厚打印臨時冠的精密度分析 精密度代表重復(fù)打印間的差異,其比較方法為同組內(nèi)臨時冠模型相互比較。具體比較步驟為:手動刪除實驗數(shù)據(jù)的支撐部分,對不同層厚組內(nèi)臨時冠模型按照1~10編號,然后將模型2、3、4、5、6、7、8、9、10與位置固定的模型1進行配準后,用曲線分離不同區(qū)域并進行3D偏差分析;將模型3、4、5、6、7、8、9、10與位置固定的模型2進行配準后,用曲線分離不同區(qū)域并進行3D偏差分析;按此規(guī)律完成組內(nèi)所有模型間的相互比較后,每組可得到45 個RMS值。此處計算得到的RMS值代表臨時冠的精密度,RMS值越大,精密度越低。
1.3 統(tǒng)計學處理
用SPSS 26.0軟件對實驗數(shù)據(jù)進行統(tǒng)計分析。經(jīng)檢驗,數(shù)據(jù)滿足正態(tài)分布以及方差齊性。用獨立樣本t檢驗分析層厚對臨時冠不同區(qū)域精度(正確度和精密度)的影響,檢驗水準α=0.05。
2 結(jié) 果
2.1 不同層厚打印臨時冠的正確度

圖3 不同層厚打印臨時冠內(nèi)表面正確度的顏色偏差圖Fig 3 Colormaps of the trueness of the intaglio surface of temporary crowns printed with different layer thicknesses
2.2 臺階效應(yīng)
如圖4所示,50 μm層厚3D打印的樣本臺階效應(yīng)小于100 μm層厚的樣本。

圖4 不同層厚下3D打印的臺階效應(yīng)示意圖Fig 4 Schematic diagram of the step effect of 3D printing with different layer thicknesses
2.3 不同層厚打印臨時冠的精密度
表2顯示100 μm層厚組內(nèi)表面精密度優(yōu)于50 μm層厚組,差異有統(tǒng)計學意義(P<0.05)。
2.4 不同層厚打印臨時冠所需層數(shù)與時間
表3顯示,100 μm層厚組打印臨時冠所需層數(shù)與時間約為50 μm層厚組的一半。
3 討 論
精度可分為正確度和精密度兩項指標[13]。3D打印的正確度指實際打印物體與設(shè)計物體模型間的差異,而精密度則指重復(fù)打印同一物體間的差異。精度的主要評價方法有二維線性評價與三維評價[14]。二維線性評價需人工在模型上選點并測量距離,其中選點多依靠表面特征,因此存在人工誤差[15]。而三維評價法則是一種通過迭代最近點算法將參考模型與掃描獲得的測試模型在分析軟件中配準后分析兩者間三維偏差的方法[16]。相較于線性評價,該方法的分析區(qū)域更為全面且可在不破壞測試模型的情況下完成精度評價。在三維評價法中,配準方法會對分析結(jié)果產(chǎn)生影響[17]。O' Toole比較了手動注冊、基于選擇區(qū)域的全局注冊、最佳擬合三種方法配準模型的精度,結(jié)果顯示全局注冊的配準誤差最小[17]。本研究采用基于相同選擇區(qū)域的全局注冊方法配準實驗與參考對象[18],并用預(yù)先建立的曲線將所有STL數(shù)據(jù)進行均一化處理,減少了配準以及精度分析中可能產(chǎn)生的誤差。
本研究結(jié)果顯示,50 μm層厚打印臨時冠在內(nèi)表面的正確度優(yōu)于100 μm,這與之前的研究結(jié)論一致[19-20]。在3D打印中,臺階效應(yīng)被認為是影響打印物體表面形態(tài)的主要因素。隨著層厚的減小,臺階效應(yīng)的影響也逐漸減小。然而,在本研究中,100 μm在邊緣區(qū)域的正確度優(yōu)于50 μm。本研究的臨時冠邊緣區(qū)域為打印的最后數(shù)層,其表面誤差代表所有層在垂直方向?qū)盈B所累積的誤差。在3D打印中,更多數(shù)量的層可能帶來更大的累計誤差[7]。由于100 μm打印臨時冠的總層數(shù)僅為50 μm的一半,因此100 μm在邊緣的正確度更高。根據(jù)以往的文獻報道,冠修復(fù)體的適合性小于100 μm可滿足臨床使用需求[21]。而在本研究中,50、100 μm層厚打印臨時冠在不同區(qū)域的正確度均小于60 μm(表1),這代表兩種層厚均可被應(yīng)用于臨床。
表1顯示了不同層厚打印臨時冠內(nèi)表面、內(nèi)部區(qū)域、邊緣區(qū)域的正確度。50 μm層厚組臨時冠內(nèi)表面與內(nèi)部區(qū)域的正確度優(yōu)于100 μm層厚組,但邊緣區(qū)域的正確度較100 μm層厚組差(P<0.05)。
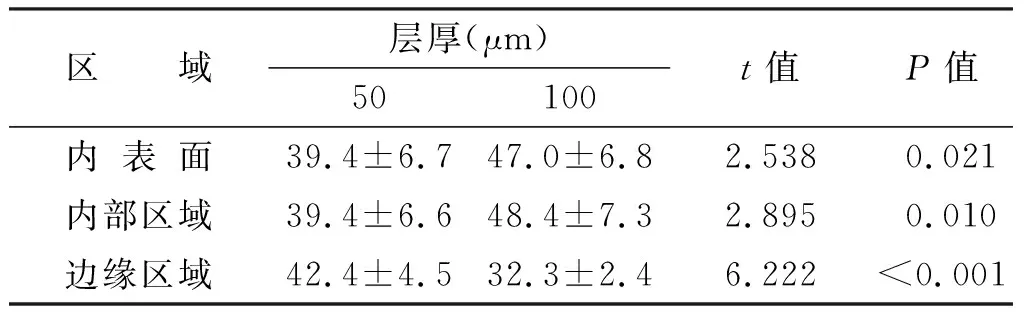
表1 不同層厚打印臨時冠內(nèi)表面、內(nèi)部區(qū)域、邊緣區(qū)域的正確度 (n=10, μm)Tab 1 Trueness of the intaglio surface, internal region, and marginal region of temporary crowns printed with different layer thicknesses (n=10, μm)

表2 不同層厚打印臨時冠內(nèi)表面的精密度 (n=10, μm)Tab 2 Precision of the intaglio surface of temporary crowns printed with different layer thicknesses (n=10, μm)
3D打印的精密度代表重復(fù)打印的穩(wěn)定程度。在本研究中,100 μm層厚組臨時冠內(nèi)表面精密度為(21.0±3.5) μm,50 μm組精密度為(26.3±5.2) μm,且兩組間差異有統(tǒng)計學意義。Dias發(fā)現(xiàn)100 μm層厚打印模型精密度優(yōu)于50 μm[22],這與本研究的結(jié)果類似。樹脂材料的聚合收縮被認為是造成打印誤差的重要原因[23],而本研究中層數(shù)更多的50 μm組增加了累計誤差的潛在影響。雖然更大的層厚在表面增加了臺階效應(yīng),但也使打印總層數(shù)減少(表3)并可能有更好的重復(fù)性。在本研究的條件下,雖然不同層厚打印精密度存在差異,但都足以滿足臨床使用需求。

表3 不同層厚打印臨時冠層數(shù)與打印時間Tab 3 Number of layers and time consuming of temporary crowns printed with different layer thicknesses
本研究中不同層厚臨時冠的顏色偏差圖顯示,打印臨時冠在內(nèi)表面區(qū)域主要表現(xiàn)為正偏差,而在邊緣區(qū)域則主要為負偏差。Osman等[10]發(fā)現(xiàn)打印臨時冠上與支撐相鄰的內(nèi)表面會產(chǎn)生正偏差,作者認為平臺上未完全固化的樹脂結(jié)構(gòu)在液態(tài)樹脂重力以及平臺運動的影響下會在表面產(chǎn)生向支撐反方向的變形。本研究中,臨時冠在180°構(gòu)建角度下打印,顏色偏差圖的正偏差主要集中在臨時冠內(nèi)表面的面,與Osman等[10]的結(jié)論一致。在DLP打印過程中,光敏液態(tài)樹脂在離型膜上成型。升降平臺帶著已完成結(jié)構(gòu)從離型膜脫離過程中,離型膜對打印物體表面施加的力也可能會導致其表面向下變形[24],從而產(chǎn)生正偏差的表現(xiàn)。而狹窄的邊緣與材料收縮可能是邊緣顯示負偏差的原因[25]。
由于較長的就診時間可能影響患者的就診體驗甚至增加復(fù)診次數(shù),因此在選擇治療方式時,臨床操作時間是需要被考慮的重要因素[26]。層厚是影響DLP打印時間的關(guān)鍵打印參數(shù),層厚越大,打印耗時越短。在切片軟件對數(shù)據(jù)處理后,切片數(shù)據(jù)被導入打印機并開始打印。目前牙科打印機以光固化打印為主,為簡化臨床操作,與光機、電機相關(guān)的參數(shù)常被內(nèi)置于材料選項中而無需操作者另外設(shè)置。重要的打印參數(shù)如構(gòu)建角度、層厚、支撐參數(shù)在被手動設(shè)置并保存后,打印的層數(shù)與時間即被確定,這也是本研究直接記錄打印層數(shù)與時間的原因。本研究結(jié)果顯示,100 μm層厚打印臨時冠所需層數(shù)與時間約為50 μm層厚組的一半,可顯著提高加工效率。
本研究的局限性在于未分析3D打印臨時冠的外表面精度,因而無法評價打印參數(shù)對咬合以及鄰接關(guān)系的影響。多數(shù)3D打印支撐結(jié)構(gòu)需被手動去除,在操作中可能會造成表面變形從而影響配準與精度分析結(jié)果,因此本研究沒有將臨時冠外表面納入評價范圍。雖然目前已有可用于打印模型的水洗打印支撐材料,但現(xiàn)有牙科DLP打印機僅能使用單一材料,可水洗支撐材料難以作為修復(fù)材料應(yīng)用。固定修復(fù)體的適合性是評價臨床效果的重要標準,本研究的另一局限性也在于沒有評價打印臨時冠的適合性,而在臨床應(yīng)用中適合性的評價需要進一步研究。
綜上所述,層厚影響3D打印臨時冠的精度。在本研究條件下,50 μm打印臨時冠正確度優(yōu)于100 μm,而100 μm打印臨時冠精密度優(yōu)于50 μm;不同層厚打印臨時冠的精度均能滿足臨床使用要求。綜合考慮打印精度與效率,推薦臨床使用100 μm層厚參數(shù)打印臨時冠。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設(shè)計與研究(2019年4期)2019-05-21 07:21:24
光學精密工程(2016年6期)2016-11-07 09:07:19
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44