工藝參數對平板對接焊溫度場及殘余應力的影響
2023-11-08 07:45:06許維明瞿榮澤李智東
中國修船 2023年5期
許維明,瞿榮澤,李智東,周 波
(1.大連中遠海運川崎船舶工程有限公司,遼寧大連 116052;2.大連理工大學運載工程與力學學部船舶工程學院,遼寧大連 116024)
超大型集裝箱船具有勞務投入相對較低、箱位平均油耗低、運貨量高和平均效率高等優勢,使得集裝箱船不斷向大型化方向發展,以提高航運公司的航運效益。集裝箱船結構極其復雜,建造工序繁瑣,特別是對水密艙壁、抗扭箱等結構進行裝配時難度極大,需要對大量復雜接頭及不同厚度的船舶平板進行焊接,增加了焊接部位出現不良缺陷的風險。該類船型的結構特點和運營方式導致了其建造難度大、設計要求高,對焊接工藝、裝配精度等方面的要求近乎苛刻。
船舶結構初始缺陷是設計和建造船舶時必須考慮的問題,它主要是焊接殘余應力和變形造成的,為了提高集裝箱船的建造質量,必須對焊接殘余應力和變形進行有效控制[1]。對于典型焊接接頭和小型焊接結構,通常采用熱-彈塑性法對其焊接殘余應力及變形進行數值計算,采用該方法不僅可以獲得精確的焊接結果,而且還可以模擬出焊接過程中熱、應力及應變的變化,因此被廣泛應用于焊接過程數值模擬中[2]。韓成才等人[3]通過試驗驗證了對T 型多道焊采用熱-彈塑性有限元法計算其焊接變形的準確性,并通過數值模擬分析了焊接路徑和約束條件對焊接變形的影響,對試驗焊接工藝做出了優化。張仁軍等人[4]針對接頭坡口形式與焊接變形量的關系進行了深入研究,通過熱-彈塑性法對大量設計工況進行計算,總結出了坡口形式與焊接變形之間的關系。KO 等人[5]利用熱-彈塑性法計算了平板施加夾具后的焊接變形情況,通過優化夾具的位置使平板對接接頭的焊接變形得到了控制,從而提高了船舶的建造精度。
本文以船舶常見的平板對接焊為分析對象,根據焊接電流、焊接速度和板厚3個工藝參數進行工況設計,再利用有限元分析軟件ANSYS,對眾多工況進行熱-彈塑性有限元計算,得到各工況的焊接應力場及變形結果。
1 有限元模型設置
船舶平板對接接頭采用了2 塊長120 mm、寬100 mm 的平板,其厚度隨工藝參數的變化不同工況間有所差異,采用的坡口形式均為I型坡口。
為節約計算資源并確保計算精度,模型網格被劃分為非均勻的形式,焊縫加密區域寬度設為10 mm,該區域采用較為精細的網格,從中間到兩端逐漸過渡到較為稀疏的網格。圖1 為厚度為6 mm的平板對接接頭有限元模型示意圖。圖1中一共包含12 952個單元和62 757個節點,焊縫區域的網格尺寸為1 mm,其它工況也采用同樣的網格劃分方法。A、B、C、D是用來提取計算結果的點。
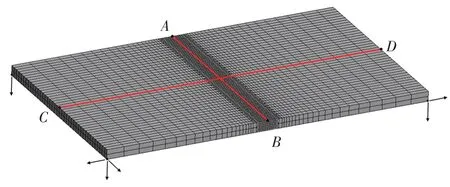
圖1 厚度為6 mm的平板對接接頭有限元模型示意圖
進行溫度場計算時,以對流換熱和熱輻射的形式與外界進行能量交換,其中熱輻射系數取0.2,對流換熱系數ha根據式(1)計算得到[6];計算應力變形時,采用圖1所示的三點約束法對模型進行約束,使模型在焊接過程中能自由收縮變形。
式中,T為溫度,℃。
分析所用的材料為低碳鋼,進行焊接模擬時采用文獻中的材料性能參數進行計算[7]。
計算瞬態溫度場時采用高斯熱源模型來模擬移動電弧的熱量輸入,該模型的熱流密度q′( )r分布可按式(2)~(3)進行計算[8]:
式中,r為任意一點到熱源中心的距離;q′m為熱源中心位置的最大熱流密度;η為焊接熱效率;R為電弧有效加熱半徑;U為電壓;I為電流。
進行溫度場分析時,通過ANSYS 參數化設計語言(APDL)命令流來實現高斯熱源在焊縫上移動加熱。
2 焊接工藝參數設計
為研究焊接工藝參數對船舶平板對接焊應力場及變形的影響規律,本文選擇從焊接電流、焊接速度和板厚3個方面進行分析。進行分析時,各工況保持材料參數、接頭類型、主要尺寸和坡口形式等不變。計算工況及焊接參數如表1所示,根據表1 中工況進行不同的組合,通過控制變量法,就可以對不同焊接工藝參數與焊接應力、殘余應力及變形之間的關系進行研究。本文一共設置了11個工況。

表1 計算工況及焊接參數
3 計算結果分析
3.1 工況3計算結果
以工況3 為例,給出其溫度場、應力場和變形的計算結果,并對結果的特點進行分析和總結。
圖2 為工況3 在6 s 時的接頭焊接瞬態溫度場云圖,由圖2 知,高斯熱源在接頭焊縫上移動加熱時具有一定的靜態特征,即在熱源的行進過程中熱源的加熱斑點形狀及最高溫度(約1 710 ℃)基本不變。
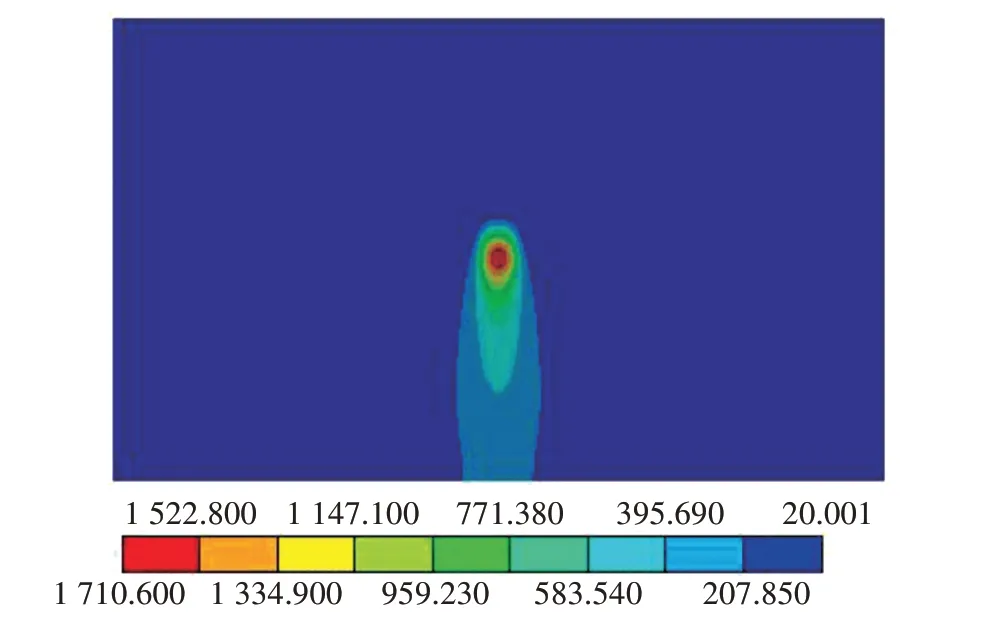
圖2 工況3在6 s時的接頭焊接瞬態溫度場云圖
本文通過順序耦合的方式,將溫度場的數值模擬結果作為應力變形計算的輸入載荷,最終得到應力及變形結果。對接接頭焊接殘余應力分布云圖如圖3所示,平板對接接頭的焊接殘余應力主要集中在焊件中部,焊縫呈對稱分布,最大應力達到約219 MPa。
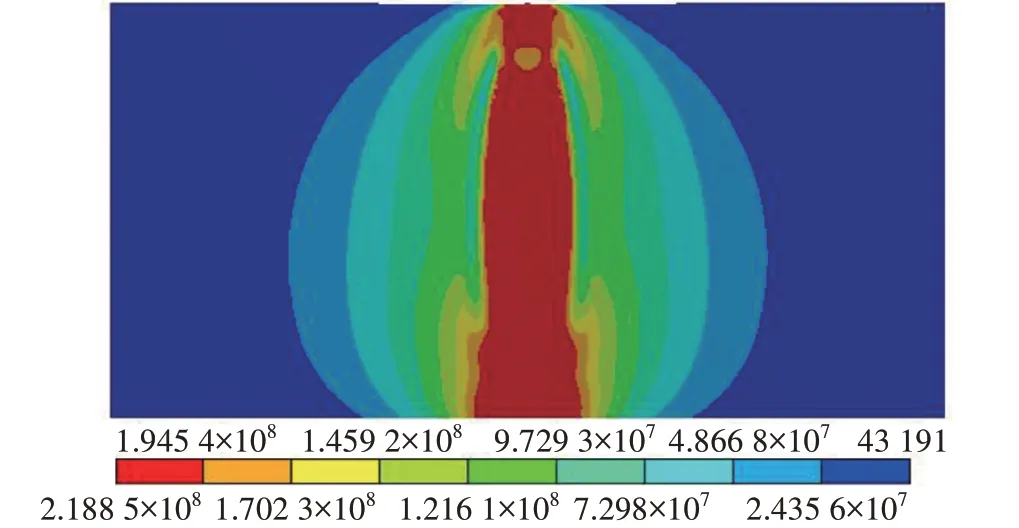
圖3 對接接頭焊接殘余應力分布云圖
在熱-彈塑性有限元計算中,得到應力結果的同時也能得到變形結果。圖4為對接接頭的面外變形(Z方向位移)分布,由圖4 知,焊接變形對稱分布于焊縫兩側,其分布特點與殘余應力相似,由于對角點進行了約束,所以角點處位移接近于0。同時,對接接頭的面外變形集中分布在中部,焊縫區域呈中間下凹的趨勢,其中最大面外變形大小為1.44 mm,發生在焊縫的息弧端。

圖4 對接接頭的面外變形(Z方向位移)分布
3.2 焊接電流影響
焊接電流I是重要的焊接工藝參數之一,不同電流大小會造成不同的溫度及應力變形結果。圖5為不同焊接電流A-B路徑上的縱向殘余應力分布,可以看出不同焊接電流下殘余應力的分布特點一致,隨著電流的增大,焊縫中部的縱向殘余應力峰值都在增大。圖6為不同焊接電流C-D路徑處的面外變形分布,可以看出電流增大后,焊件的面外變形量明顯增大,表明電流對焊接變形有較大影響。發生這些變化的主要原因在于電流增大后,熱源的功率增大,在速度不變的情況下線能量增大,導致單位長度內所接受的能量增加,引起了溫度進一步上升,進而導致殘余應力及變形的增大。
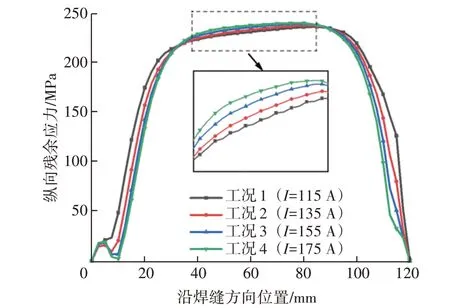
圖5 不同焊接電流A-B路徑上的縱向殘余應力分布
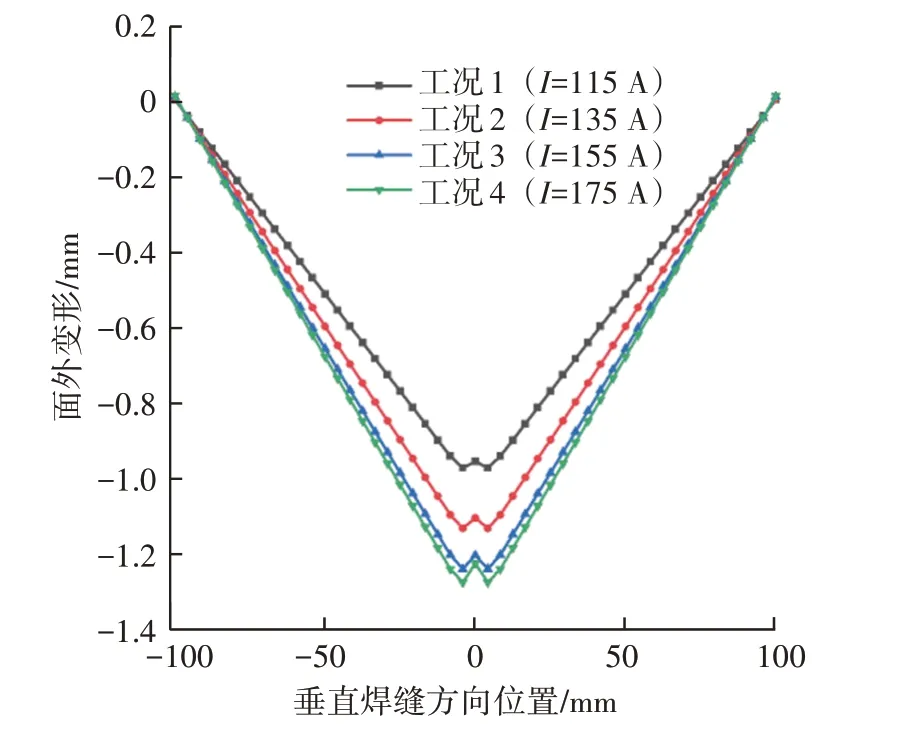
圖6 不同焊接電流C-D路徑上的面外變形分布
3.3 焊接速度影響
焊接速度v也是焊接過程中重要工藝參數之一,速度過快或過慢都會造成不良缺陷,選擇合適的焊接速度有益于保障焊接質量。圖7為不同焊據速度A-B路徑上的縱向殘余應力分布情況,隨著焊接速度增大,熱源在焊縫上的停留時間減少,熱量輸入量降低,因此殘余應力減小。圖8為不同焊接速度C-D路徑上的面外變形分布,隨著焊接速度增大,線能量減小,殘余應力減小,焊件的面外變形也隨之減小。
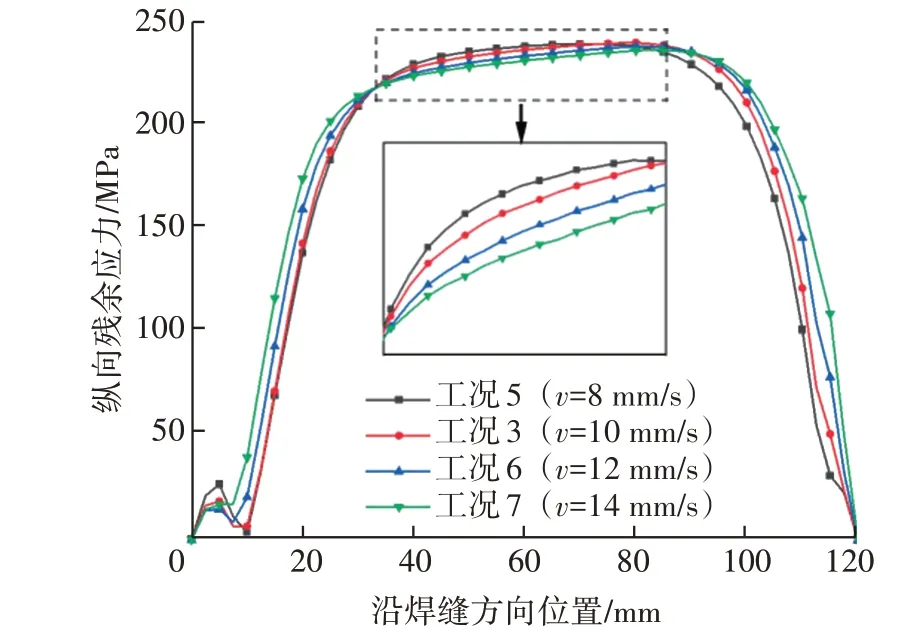
圖7 不同焊接速度A-B路徑上的縱向殘余應力分布
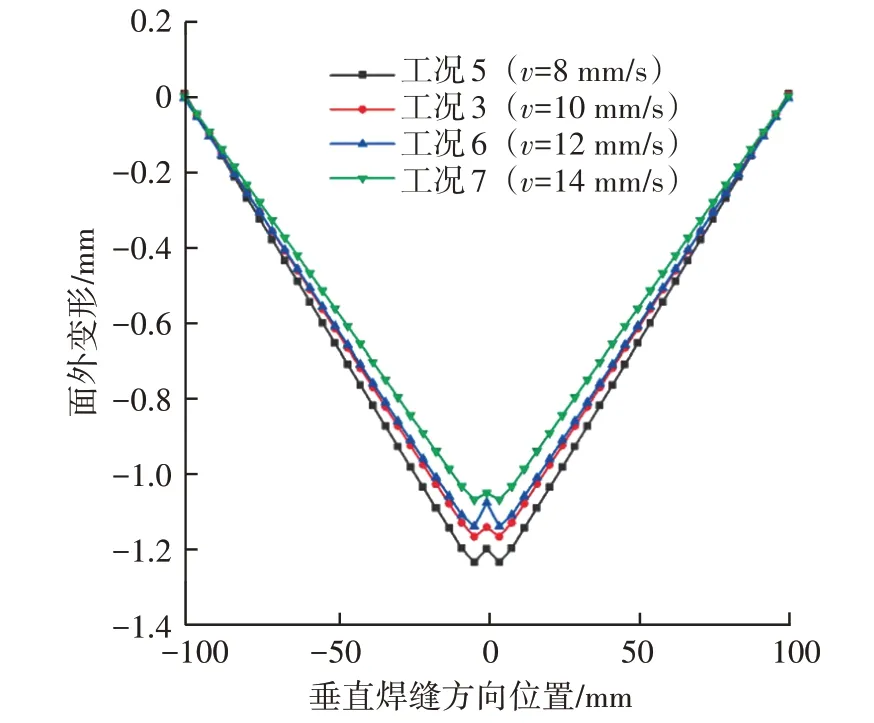
圖8 不同焊接速度C-D路徑上的面外變形分布
3.4 板厚影響
板厚H是確定焊接工藝時需要重點考慮的因素,不同板厚往往需要采用不同的焊接方法,板厚越大,焊接工藝越復雜,焊接難度也越大。本文對板厚進行分析時,并未考慮焊縫填充,仍以單道焊的方式進行焊接。圖9 為不同板厚A-B路徑上的縱向殘余應力分布,隨著板厚增加,焊縫中心線上的縱向殘余應力峰值也在增加,整體殘余應力增加,這是由于焊接鋼板越厚,焊接時受到的自身約束越多,焊接后的殘余應力值就越大。在分析板厚對變形的影響時,可以從3 個方面進行分析,即板材剛度、焊縫橫截面積和上下表面溫度差。由于本文采用的是不考慮焊縫填充過程的單道焊,因此只需考慮板材剛度和溫差對焊件變形的影響。圖10 為不同板厚C-D路徑上的面外變形分布,隨著板厚增大,面外變形減小,說明板厚增大后,板材剛度增大對面外變形的抑制效果要強于上下表面溫差增大對面外變形的促進效果。
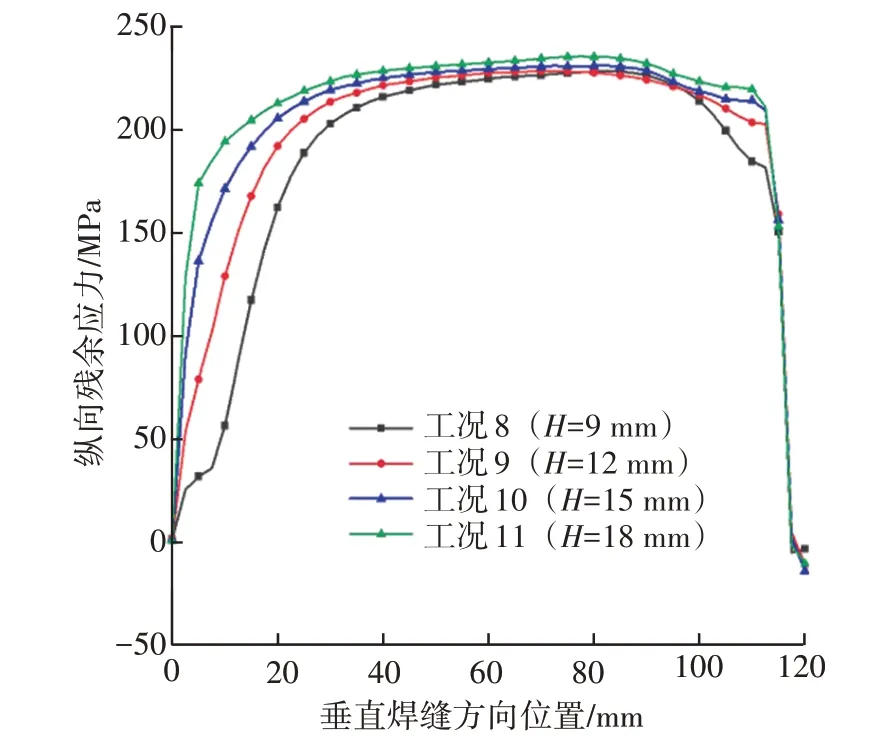
圖9 不同板厚A-B路徑上的縱向殘余應力分布
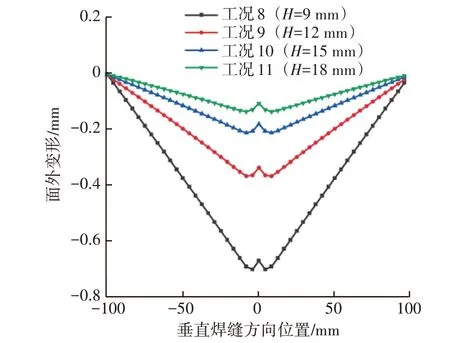
圖10 不同板厚C-D路徑上的面外變形分布
4 結束語
本文基于ANSYS 建立了平板對接焊的有限元模型,根據焊接電流、焊接速度和板厚3個焊接參數設置多個工況,通過熱-彈塑性有限元法對焊接過程進行了數值模擬,并總結了焊接工藝參數對焊接殘余應力及變形的影響規律,為集裝箱船在建造過程中選擇合理的焊接工藝參數控制焊接變形和殘余應力提供了一定的參考價值,得到如下結論。
1)計算結果表明,焊接電流越大,在其他參數保持不變時,焊接殘余應力越大,變形也越大;焊接速度越大,在其他參數保持不變時,焊接殘余應力越小,變形也越小;對于不考慮焊縫填充過程的單道焊,焊件板厚越大,在其他參數保持不變時,焊接殘余應力越大,而焊接變形越小。
2)本文只對焊接工藝參數中的3 個參數進行了分析,其它參數比如焊接電壓、環境溫度、坡口形式、構件長寬比、焊接材料性能、焊接順序、約束條件等,對焊接溫度場及應力變形的單一影響和相互之間影響有待進一步研究。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24