9Cr18不銹鋼表面不同耐磨鍍層的微觀結構及耐磨性
2023-11-13 06:30:22汪鎮濤熊梧堯王帥星
電鍍與精飾 2023年11期
關鍵詞:不銹鋼
喻 嵐,汪鎮濤,熊梧堯,潘 鶴,黃 鑫,王帥星*,唐 華,杜 楠
(1. 中國航發貴州紅林航空動力控制科技有限公司,貴州 貴陽 550009; 2. 南昌航空大學 材料科學與工程學院,江西 南昌 330063; 3. 空軍裝備部駐成都地區軍事代表局駐貴陽地區第二軍事代表室,貴州 貴陽 550009)
9Cr18 不銹鋼廣泛用于制作航空發動機齒輪、活門等關鍵部件,在長期的高速旋轉及高溫使用工況下,其表面極易發生磨損失效[1-2];因此,為了提高這些關鍵零組件的使用壽命和可靠性,往往需要涂覆高溫耐磨涂層。電鍍、化學鍍、激光熔覆、熱噴涂等是制備耐磨涂層的常用手段[3-8]。其中,硬鉻鍍層硬度高達700~800 HV,廣泛用于齒輪、軸類零件等的耐磨處理[7,9];化學鍍Ni-P 合金鍍層經過熱處理后,硬度也可達到800 HV以上,在不銹鋼、鈦合金的耐磨處理上也有廣泛應用[4]。
除此之外,復合電鍍作為電鍍技術的延伸,在制備耐磨鍍層上更具競爭力。Ni-金剛石、Ni-Si3N4復合鍍層已在軍民領域有所應用[5,10-12]。此外,鑒于立方氮化硼(cBN)顆粒具有高的硬度和良好的熱穩定性,有學者制備了Ni-cBN耐磨涂層,提升了GH4169合金的高溫耐磨性[13-14];也有學者利用六方氮化硼(hBN)的良好潤滑性制備了Ni-hBN 減摩涂層,研究證實Ni-hBN 涂層的摩擦系數最低可為0.08[15-16]。考慮到cBN 顆粒的高硬度和hBN 的潤滑性,前期研究也證實Ni-cBN/hBN 復合鍍層可以實現耐磨與減摩性的協同改善,在不銹鋼、鈦合金等零件的耐磨處理上具有較大優勢。因此,本文針對9Cr18 不銹鋼,選用硬鉻鍍層、化學鍍鎳層、Ni-cBN/hBN 復合鍍層等三種鍍層進行表面處理,對比其在結合力、常溫耐磨性、高溫耐磨性方面的性能差異;研究結果可為航空發動機中關鍵部件的耐磨鍍層選型及表面強化提供一定的數據參考。
1 試驗
1.1 基材及電鍍工藝流程
采用9Cr18 不銹鋼作為基體,其尺寸為Ф20×5 mm,主要工藝流程為:除油→溫水洗→冷水洗→酸洗活化→去離子水洗→預鍍鎳→去離子水洗→電鍍(化學鍍)→去離子水洗→吹干。
化學除油液組成和工藝條件為:NaOH 40~60 g/L、Na2CO330~40 g/L、Na3PO435~60 g/L、Na2SiO3·9H2O 10~20 g/L,溫度60~70 ℃,時間5~8 min。
活化液組成及工藝條件為:HCl 20~35 g/L,室溫, 時間1~2 min。
預鍍鎳溶液組成及工藝條件為:NiCl2400 g/L、HCl 120 g/L,電流密度4 A/dm2, 溫度60~70 ℃, 時間15 min。
電鍍硬鉻的配方及工藝參數為:CrO3250 g/L、H2SO42.5 g/L,電流密度40~50 A/dm2, 溫度57~60 ℃、時間30 min。
化學鍍鎳的配方及工藝參數為:Ni2SO4·6H2O 25~30 g/L、NaH2PO215 g/L、NH4Cl 50 g/L、檸檬酸鈉60 g/L,pH值8.5~9.5,溫度80~85 ℃,時間5 min。
Ni-cBN/hBN復合電沉積的配方及工藝參數為:Ni(SO3NH2)2·4H2O 150~200 g/L、H3BO335~40 g/L、NiCl25 g/L、十二烷基硫酸鈉0.1 g/L、cBN 顆粒60 g/L和hBN顆粒10 g/L,電流密度2~4 A/dm2, 溫度55~60 ℃、時間60 min。
1.2 鍍層結構及結合力表征
采用Nova Nano SEM 450 場發射掃描電鏡(FESEM)和 Bruker D8- Advance X 射線衍射儀(XRD)分析不同鍍層的微觀形貌及結構。使用401MVD 數顯顯微維氏硬度計在常溫下測量測試不同鍍層的硬度,表面硬度測試加載載荷為350 g,考慮鍍層厚度不超過20 μm,截面硬度測試時加載載荷設為100 g。
采用WS-2005 型劃痕儀測試不同處理鍍層與9Cr18 不銹鋼基體之間的結合力。測試時,使用金剛石探針沿鍍層表面進行刻劃,界面開裂瞬時所對應的載荷指定為臨界載荷(Lc);其中,加載速率為20 N/min,載荷范圍為0~40 N,Lc由聲發射信號記錄。根據公式(1)可以計算出涂層與基體界面的結合強度(τ)[17]。
式中:R為劃針頭的半徑(200 μm);A為劃針頭與涂層的接觸半徑,A=(Lc/πH)1/2;Lc為臨界載荷;H為基體的硬度;k為無量綱常數,常取0.15。
通過HT-1000型高溫球盤磨損機測試不同鍍層的摩擦學性能。摩擦副為Ф5 mm 的Si3N4球,溫度為室溫和200 ℃,轉速為200 rad/min,載荷為5 N,磨損軌跡半徑為5 mm,磨損時間為30 min。摩擦后,采用KH-7700 三維視頻顯微鏡觀察磨痕形貌,擬合磨痕剖面面積A(mm2),并按公式(2)計算比磨損率K(mm3/N·m)。
式中:r為磨痕軌道半徑(mm);V為磨損體積(mm3);P為載荷(N);S為滑動距離(m)。
2 結果與討論
2.1 不同耐磨鍍層的微觀結構
圖1 為9Cr18 不銹鋼表面不同鍍層的表面及截面SEM圖。由圖1(a)和1(b)可知,標準硬鉻鍍層表面存在細而長的裂紋,且裂紋貫穿整個鍍層直到基體,局部表面還有少量的鉻瘤。由圖1(c)和1(d)可知,化學鍍Ni-P 鍍層表面呈胞狀結構,但鍍層與基體之間結合不夠緊密,存在微小間隙。從圖1(e)和1(f)可以看出,通過復合電沉積,cBN和hBN顆粒在電場力和機械攪拌作用下與Ni 發生共沉積形成了Ni-BN 復合鍍層[13,18],鍍層表面均勻彌散地分布著大量cBN 和hBN 顆粒,截面形貌也可以看出BN 顆粒較均勻地分散在鍍層中。
2.2 不同耐磨鍍層的硬度及結合力
表1給出了9Cr18不銹鋼表面硬鉻鍍層、化學鍍鎳層及Ni-cBN/hBN 復合鍍層的顯微硬度,圖2給出了Ni-cBN/hBN 復合鍍層的表面和截面硬度壓痕圖。由表1和圖2(a)可知,3種鍍層的表面硬度均可達800 HV 以上,但Ni-cBN/hBN 復合鍍層的表面硬度明顯更高;由表1和圖2(b)可知Ni-cBN/hBN復合鍍層的截面硬度更高,可達907 HV0.1,其鍍層硬度還可隨cBN顆粒含量進行調整。
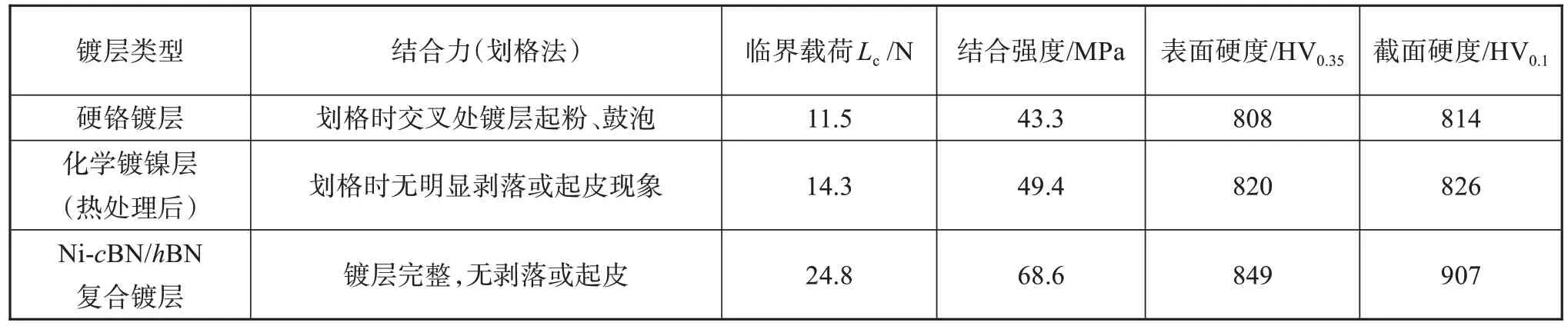
表1 不同耐磨鍍層的相關性能對比Tab.1 Comparison of related properties of different wear resistant coatings

圖2 Ni-cBN/hBN復合鍍層的硬度壓痕形貌Fig. 2 Hardness indentation morphology of Ni-cBN/hBN composite coating
此外,本文通過劃格法和劃痕儀綜合評價了三種鍍層與9Cr18 不銹鋼的結合力,結果見圖3 和表1。由圖3(a)可知,9Cr18不銹鋼經過預鍍鎳處理后再進行Ni-cBN/hBN 復合電鍍,鍍層結合力較好;劃格測試時鍍層完整、無剝落或起皮;劃痕儀測試顯示鍍層破裂臨屆載荷為24.8 N,經公式換算后涂層結合強度達到68 MPa,滿足使用要求。然而,即使選擇預鍍鎳處理,9Cr18 不銹鋼表面硬鉻鍍層的結合力依舊較差,劃格測試時交叉處鍍層起粉、鼓泡,不滿足使用要求。此外,9Cr18 不銹鋼表面的化學鍍鎳層經過熱處理后雖然硬度高達800 HV,劃格測試時雖然鍍層無明顯脫落、起皮現象,但劃痕儀測試顯示鍍層破裂的臨界載荷僅為14.3 N(見圖3b),經公式換算后涂層結合強度約為49 MPa,低于鎳基復合鍍層與9Cr18 不銹鋼之間的結合力。因此,從結合力角度考慮,硬鉻鍍層不宜選做9Cr18 不銹鋼的耐磨鍍層,選擇Ni-cBN/hBN復合鍍層更為合適。
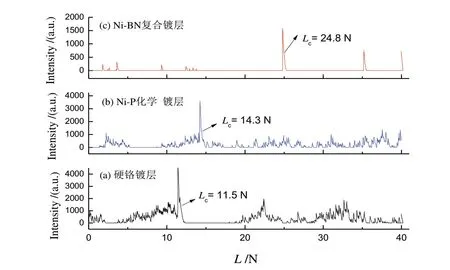
圖3 9Cr18不銹鋼表面不同耐磨鍍層的結合強度Fig. 3 Bond strength of different wear resistant coatings on 9Cr18 stainless steel
2.3 不同耐磨鍍層的常溫摩擦學性能
圖4、圖5 給出了9Cr18 不銹鋼表面不同耐磨鍍層在室溫條件下的磨損形貌及摩擦曲線;表2 給出了比磨損率結果。由表2 和圖5 可知,9Cr18 不銹鋼基體摩擦系數μ較大(μ=0.8)且隨時間劇烈波動;摩擦60 min后,其比磨損率高達5.24×10-5mm3/(N·m),基底表面布滿了由黏著磨損引起的剝落坑及由磨粒磨損造成的深淺不一的犁溝,見圖4(a)。施加耐磨鍍層后,9Cr18 不銹鋼的摩擦系數均有所降低,但不同鍍層的耐磨性存在較大差異。

表2 9Cr18不銹鋼及不同鍍層的常溫比磨損率Tab.2 Specific wear rates of 9Cr18 stainless steel and different coatings at room temperature

圖4 9Cr18不銹鋼及不同鍍層的常溫磨損形貌及磨損輪廓Fig. 4 Wear morphology and wear profile of 9Cr18 stainless steel and different coatings at room temperature
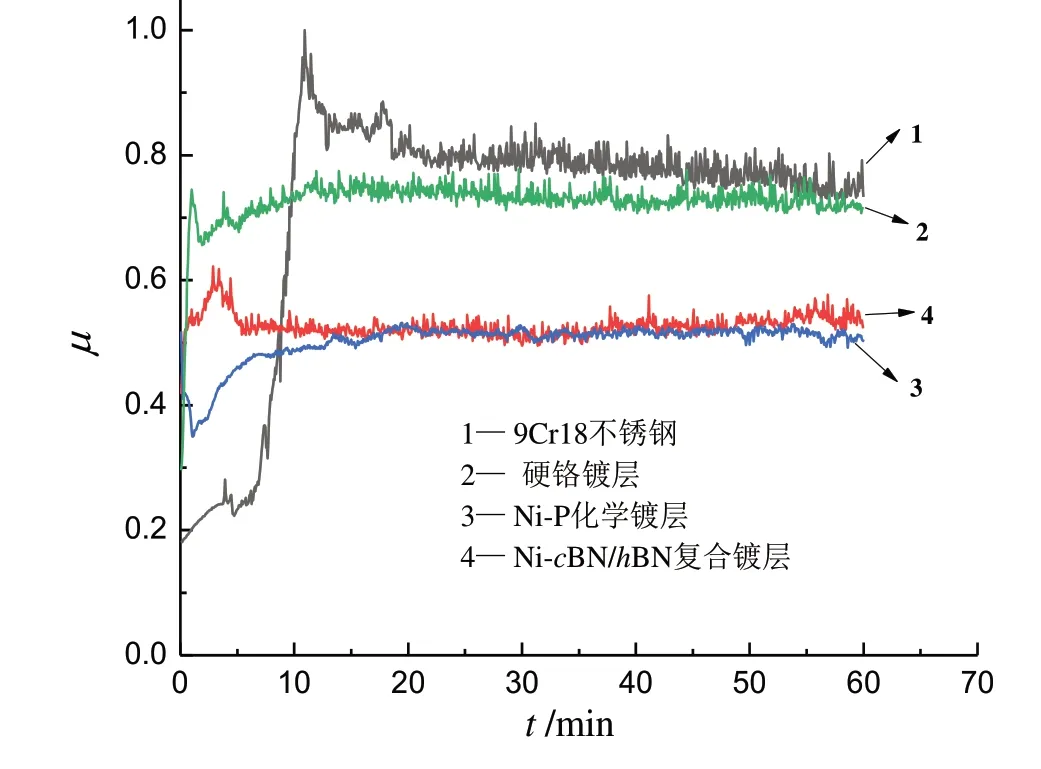
圖5 常溫條件下9Cr18不銹鋼及不同鍍層的摩擦系數曲線Fig. 5 Friction coefficient curves of 9Cr18 stainless steel and different coating at room temperature
整體來看,Ni-P 化學鍍層的摩擦系數與Ni-cBN/hBN復合鍍層相近,均為0.5左右;硬鉻鍍層的摩擦系數高于前兩者、約為0.75。由圖4(b)可知,由于9Cr18 不銹鋼表面硬鉻鍍層結合力差,在摩擦應力作用下涂層出現明顯剝落,隨之出現嚴重的黏著磨損,損失體積較大,比磨損率高達3.56×10-4mm3/(N·m),耐磨性較差。從圖4(c)和4(d)可知,Ni-P 化學鍍層和Ni-cBN/hBN 復合鍍層在磨損后表面均以輕微的犁溝為主、未出現明顯的黏著剝落,比磨損率低于硬鉻鍍層。因此,在常溫條件下,二者均可選做9Cr18不銹鋼表面的耐磨鍍層。
2.4 不同耐磨鍍層的高溫摩擦學性能
考慮到精密活門會在200 ℃高溫環境下使用,因此還對比研究了9Cr18 不銹鋼表面不同鍍層在200 ℃條件下的摩擦磨損性能,結果見圖6、圖7 和表3。由圖4和圖6可知,相比于常溫條件,200 ℃下所有鍍層的摩擦系數均有所增加,磨損程度有所加劇。分析認為,高溫可使金屬軟化、硬度降低,塑性變形容易發生,隨著滑動摩擦的持續進行,材料的連續性被破壞,引起剝層磨損[13,19-20];同時高溫環境也會造成較為嚴重的黏著磨損。

表3 9Cr18不銹鋼表面不同鍍層在200 ℃下的比磨損率Tab.3 Specific wear rate of different coatings formed on 9Cr18 stainless steel at 200 ℃
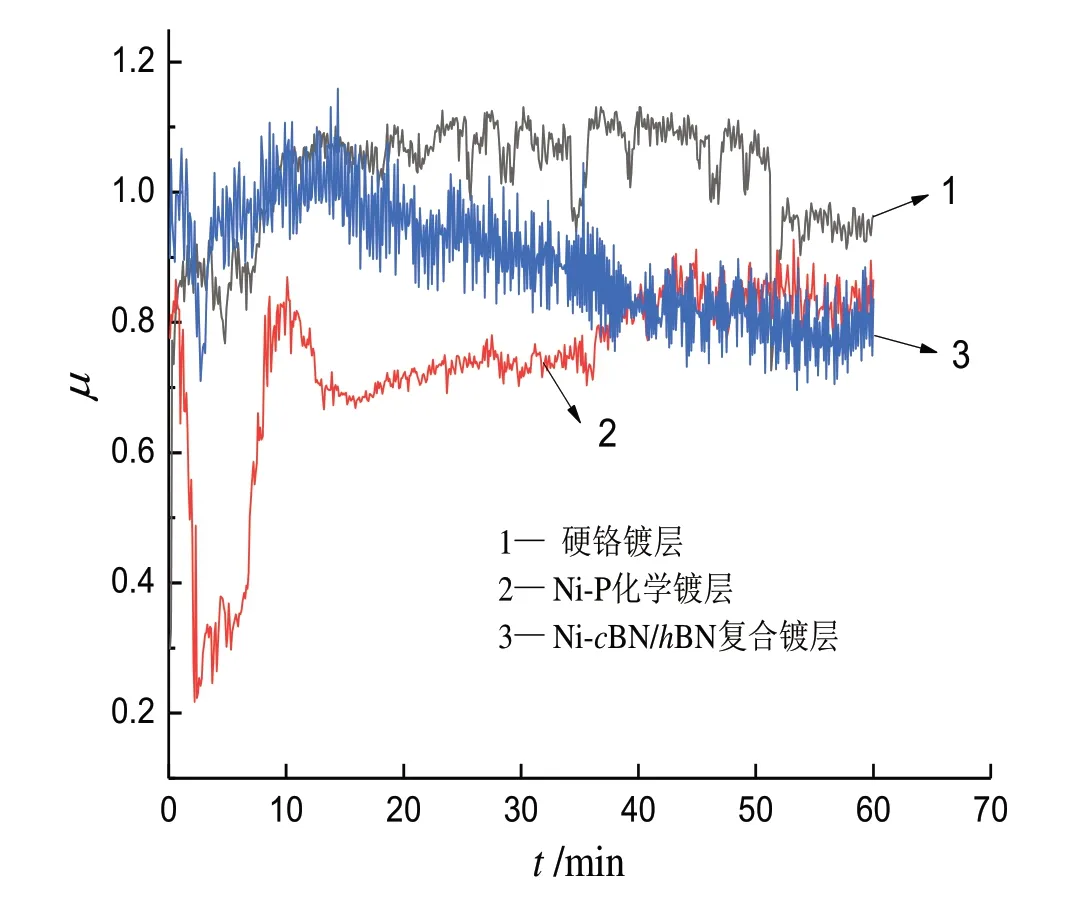
圖6 200 ℃下9Cr18不銹鋼表面不同鍍層的摩擦系數曲線Fig. 6 Friction coefficient curves of different coatings on 9Cr18 stainless steel at 200 ℃
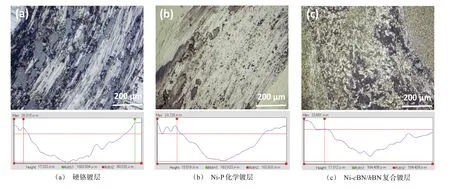
圖7 9Cr18不銹鋼表面不同鍍層在200 ℃下的磨損形貌及磨損輪廓Fig. 7 Wear morphology and wear profile of different coatings on 9Cr18 stainless steel at 200 ℃
對比3 種鍍層的摩擦系數和磨損形貌發現,硬鉻鍍層的摩擦系數仍然最高,約為1.0 左右,磨損后表面出現嚴重的粘著剝落坑,且鍍層脫落嚴重,其比磨損率高達5.67×10-4mm3/(N·m)。Ni-P 化學鍍層與Ni-cBN/hBN 復合鍍層的穩定摩擦系數、磨損形貌均較為接近,說明二者耐磨性相當;但從圖6可以看出,Ni-cBN/hBN復合鍍層的摩擦系數隨摩擦時間延長一直呈下降趨勢,在長期摩擦過程中,其耐磨性會更優。分析認為,Ni-cBN/hBN復合鍍層表面可能存在部分凸起的cBN 顆粒、表面粗糙度較高;磨損初期,鍍層中cBN 顆粒與Si3N4對磨小球發生磨損造成摩擦系數略高,但由于鍍層中存在hBN 顆粒,在磨損后期,hBN 可在膜層表面形成一層潤滑膜,使得摩擦系數逐漸下降并在后期趨于穩定[15,21];因此,其綜合比磨損率(1.26×10-4mm3/(N·m))略低于化學鍍鎳層。
因此,綜合考慮三種耐磨鍍層的結合力、常溫耐磨性及高溫耐磨性,Ni-cBN/hBN復合鍍層更宜選作9Cr18不銹鋼表面的耐磨鍍層。
3 結 論
(1)硬鉻鍍層存在貫穿整個鍍層的微裂紋、且表面存在少量鉻瘤;Ni-P 化學鍍層表面呈胞狀結構,但鍍層與基體之間結合不夠緊密;Ni-cBN/hBN復合鍍層表面及鍍層中均勻彌散地分布著大量cBN 和hBN 顆粒;3 種鍍層的硬度均可達800 HV 以上,且Ni-cBN/hBN復合鍍層的硬度略高。
(2)即使經過預鍍鎳處理,9Cr18 不銹鋼表面硬鉻鍍層的結合力依舊較差;Ni-P 化學鍍層雖然劃格測試時鍍層無明顯脫落,但結合強度只有49 MPa;而經預鍍鎳處理后再進行復合電鍍,Ni-cBN/hBN復合鍍層結合力較好、結合強度大于68 MPa。
(3)無論常溫還是200 ℃下,9Cr18 不銹鋼表面硬鉻鍍層的摩擦系數均較高,且在摩擦應力作用下涂層出現明顯剝落、黏著磨損嚴重,耐磨性較差。常溫下,Ni-P 化學鍍層和Ni-cBN/hBN 復合鍍層的摩擦系數、磨損形貌、比磨損率均較為接近,耐磨性相當;200 ℃下,Ni-cBN/hBN 復合鍍層的摩擦系數隨磨損時間延長呈下降趨勢,在長期摩擦過程中其耐磨性更優。
(4)綜合考慮3 種耐磨鍍層的結合力、常溫耐磨性及高溫耐磨性,Ni-cBN/hBN 復合鍍層更宜選作9Cr18不銹鋼表面的耐磨鍍層。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
