天線展開(kāi)機(jī)構(gòu)鉸接頭高效銑加工方法優(yōu)化
2023-11-15 05:54:28楊世強(qiáng)郭秀亮趙存利李小龍
航天制造技術(shù) 2023年4期
關(guān)鍵詞:優(yōu)化
楊世強(qiáng) 郭秀亮 趙存利 李小龍
(天津航天機(jī)電設(shè)備研究所,天津 300301)
1 引言
大型空間可展開(kāi)天線是工作在太空環(huán)境下的具有展開(kāi)功能的天線,是航天器無(wú)線通信系統(tǒng)中不可或缺的重要裝備。近年來(lái),大型可展開(kāi)天線需求數(shù)量越來(lái)越多,需求領(lǐng)域越來(lái)越廣泛[1]。而一套大型可展開(kāi)天線所包含的零件成千上萬(wàn)。以某型號(hào)構(gòu)架式天線為例,反射器由桁架結(jié)構(gòu)和金屬網(wǎng)組成,反射器金屬制件均包含于桁架中。構(gòu)架反射器桁架由若干個(gè)構(gòu)架式單元拼接組成,每個(gè)單元采用四面體結(jié)構(gòu),四面體單元由腹桿、同步折疊桿件、花盤(pán)節(jié)點(diǎn)及花盤(pán)扭簧等組成[2]。一套天線需要的零件數(shù)量為500 件。在實(shí)際生產(chǎn)中,如何保證零件尺寸的一致性并提高生產(chǎn)效率成為此類(lèi)零件加工難題。通過(guò)設(shè)計(jì)合理的工裝夾具,實(shí)現(xiàn)了批量零件的高質(zhì)量、高效率、低成本的加工。高效加工方法的應(yīng)用,為中小批量產(chǎn)品生產(chǎn)加工提供了有力的技術(shù)支撐,為實(shí)現(xiàn)高質(zhì)量、高效率、高效益發(fā)展做出了貢獻(xiàn)。
2 零件結(jié)構(gòu)特點(diǎn)
本文中的零件是航天機(jī)構(gòu)件中較常見(jiàn)的零件,零件特點(diǎn)為形狀不規(guī)則,如圖1所示,頭部由兩個(gè)半圓齒輪形狀組成,尾部為帶有環(huán)形槽的圓柱,常規(guī)的虎鉗、壓板等夾具無(wú)法對(duì)其進(jìn)行準(zhǔn)確地裝夾定位[3]。該零件加工數(shù)量多,每套需求為500 個(gè)。采用車(chē)床、立式三軸加工中心、線切割3 種設(shè)備進(jìn)行加工,需要多次裝夾完成,加工工序多,工序間周轉(zhuǎn)、裝夾找正等輔助加工時(shí)間長(zhǎng),生產(chǎn)效率低。而且多次裝夾定位導(dǎo)致基準(zhǔn)不重合,誤差變大,零件尺寸一致性差。
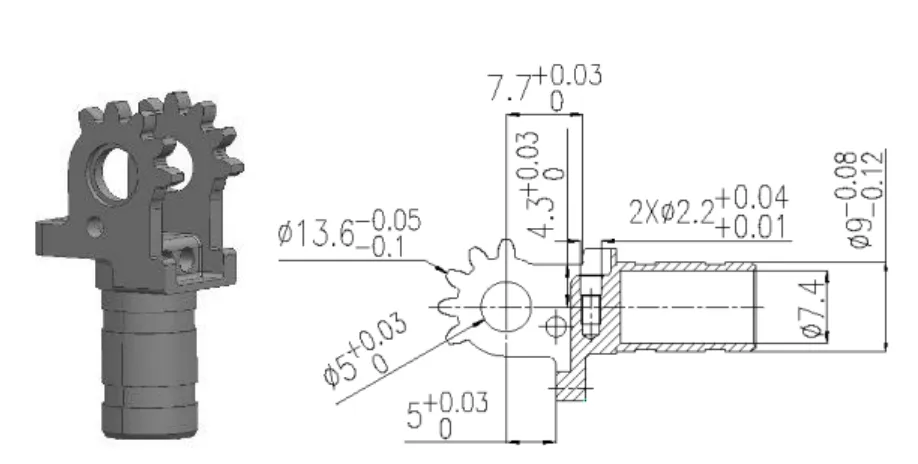
圖1 工件模型及尺寸圖
3 批量銑加工優(yōu)化過(guò)程
3.1 優(yōu)化前加工工藝流程
工件加工有兩種加工工藝流程,如圖2、圖3所示,圖4 為加工示意圖。
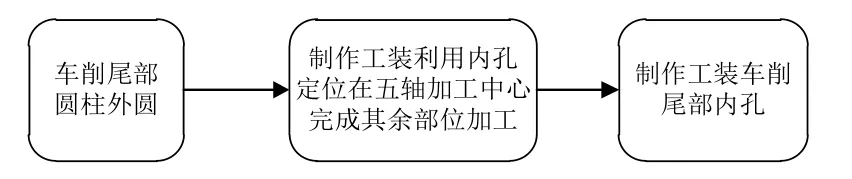
圖2 加工流程一

圖3 加工流程二

圖4 加工過(guò)程示意圖
兩種加工工藝方案的對(duì)比情況如表1所示。
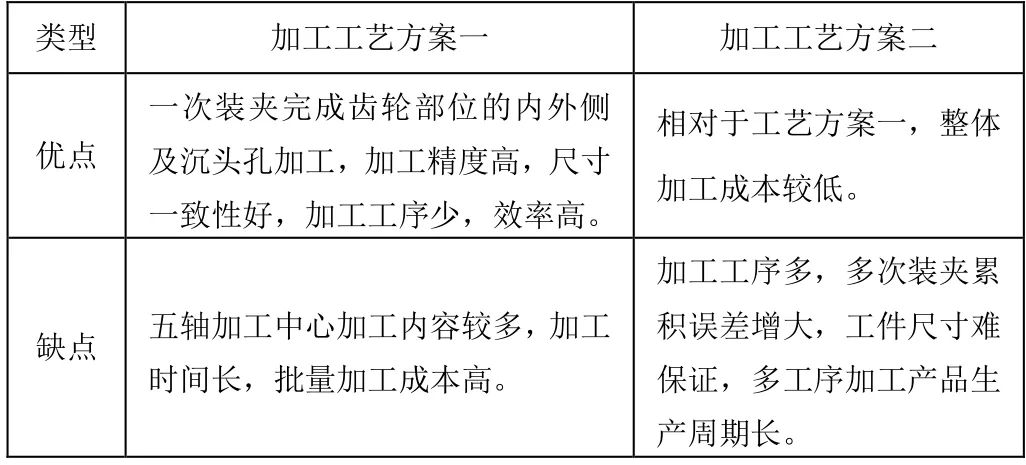
表1 加工方案優(yōu)缺點(diǎn)對(duì)比
3.2 優(yōu)化思路及優(yōu)化過(guò)程
3.2.1 優(yōu)化思路
結(jié)合零件特點(diǎn),經(jīng)過(guò)分析,采用組合工裝的形式進(jìn)行零件的高效率加工改進(jìn):利用零件尾部圓柱及兩個(gè)Φ1.2mm孔進(jìn)行定位,依靠多個(gè)工裝組成批量加工工裝,提高效率。
組合工裝整體介紹:組合工裝如圖5、圖6所示,包括基礎(chǔ)板、轉(zhuǎn)接板、定位體、緊固件及定位銷(xiāo)。基礎(chǔ)板可采用虎鉗夾持或用壓板固定于機(jī)床工作臺(tái),上表面加工十字定位槽;轉(zhuǎn)接板下表面加工定位凸臺(tái),通過(guò)緊固件與基礎(chǔ)連接;定位塊放置在定位槽中通過(guò)緊固件與轉(zhuǎn)接板連接;工件采用圓柱體及兩個(gè)定位銷(xiāo)進(jìn)行定位,通過(guò)緊固件與定位塊連接。基礎(chǔ)板固定螺釘數(shù)量為4 個(gè),螺釘孔采用沉頭孔方式且以環(huán)形等分方式設(shè)置在工件表面。轉(zhuǎn)接板定位凸臺(tái)進(jìn)行周邊倒角1mm,方便快速定位。表面在水平方向設(shè)置兩個(gè)吊點(diǎn),加工完成后方便進(jìn)行更換。轉(zhuǎn)接板上安裝定位塊的定位槽尺寸應(yīng)比定位塊外形大0.005~0.01mm,以保證定位塊拆裝方便且定位的一致性好。基礎(chǔ)板上的十字定位槽與轉(zhuǎn)接板的定位凸臺(tái)要配合良好保證拆卸的方便。轉(zhuǎn)接板的十字定位凸臺(tái)與基礎(chǔ)板的十字定位槽都加工1mm 倒角,方便快速定位安裝。采用該裝夾工具前,先保證零件的圓柱部分已經(jīng)加工到位。根據(jù)待加工零件的圓柱部分的結(jié)構(gòu)特點(diǎn)制作定位塊,保證定位塊上孔位與待加工零件上的孔位一致,同時(shí)根據(jù)定位塊與零件的孔加工出定位銷(xiāo)[4]。
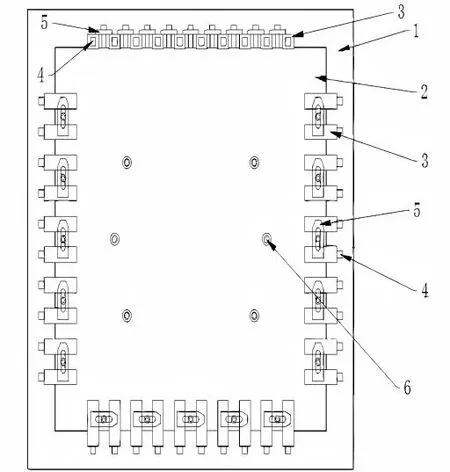
圖5 組合工裝整體圖
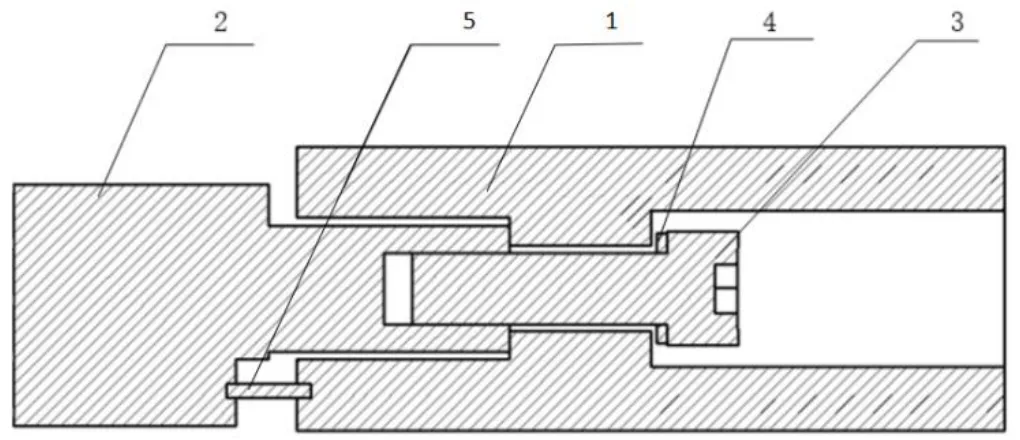
圖6 定位塊示意圖
3.2.2 尾部加工工裝設(shè)計(jì)
如圖7所示,尾部工裝由基礎(chǔ)板和連接板組成,連接板上均布10個(gè)凹槽用于對(duì)毛坯進(jìn)行定位。連接板與基礎(chǔ)板通過(guò)定位銷(xiāo)進(jìn)行連接,加工尾部采用多工位加工,直接對(duì)毛坯料進(jìn)行裝夾加工,一次裝夾可完成40件產(chǎn)品的加工。相對(duì)于車(chē)序加工,機(jī)床利用率提高兩倍以上,勞動(dòng)強(qiáng)度降低一倍。可實(shí)現(xiàn)機(jī)床不間斷運(yùn)行。

圖7 工件尾部批量加工裝卡圖
3.2.3 頭部加工工裝設(shè)計(jì)
工件在五軸加工中心上加工為單件加工,加工效率的提高主要靠倒班實(shí)現(xiàn)。如圖8所示,利用工件尾部定位,制作多工位組合工裝,實(shí)現(xiàn)一次裝夾完成60件產(chǎn)品加工[5]。
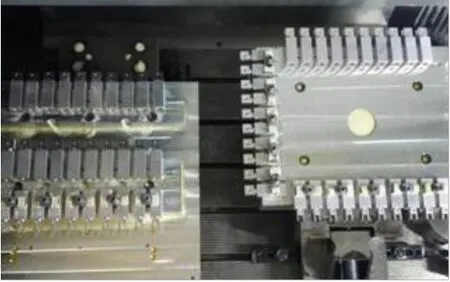
圖8 工件頭部批量加工裝卡圖
4 優(yōu)化后加工效果
通過(guò)設(shè)計(jì)合理的工裝夾具,該零件的加工效率得到有效提升,設(shè)備利用率較改進(jìn)前提高一倍以上,人員勞動(dòng)強(qiáng)度降低,每班次需要操作人員減少,可實(shí)現(xiàn)一人操作兩臺(tái)甚至多臺(tái)機(jī)床進(jìn)行加工,生產(chǎn)成本大幅降低。工裝改進(jìn)前后對(duì)比情況如表2所示。

表2 優(yōu)化前后對(duì)比
5 結(jié)束語(yǔ)
通過(guò)設(shè)計(jì)工裝,將天線鉸接頭批量加工車(chē)序、銑序優(yōu)化合并為銑序,優(yōu)化后的銑加工方法保證了加工質(zhì)量,合格率為100%,加工周期從60h 縮短到42h。優(yōu)化過(guò)程充分考慮了加工后零件的表面質(zhì)量和尺寸精度,主要減少加工過(guò)程準(zhǔn)備時(shí)間和工序流轉(zhuǎn)時(shí)間,提升裝卡質(zhì)量和效率,降低工裝成本。此方法在研制和生產(chǎn)中的應(yīng)用具有很好的示范性和推廣作用,針對(duì)批量化的零件加工能有效提高生產(chǎn)效率,降低生產(chǎn)成本。可推廣到大型網(wǎng)狀天線、星網(wǎng)衛(wèi)星天線等批量零件加工中。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
