網(wǎng)格壁板通用自動校形系統(tǒng)的設(shè)計及應(yīng)用
2023-11-15 05:54:30陳振華米彥龍賈春麗郭盛斌
航天制造技術(shù) 2023年4期
關(guān)鍵詞:系統(tǒng)
陳振華 米彥龍 李 永 賈春麗 郭盛斌 楊 松
(首都航天機(jī)械有限公司,北京 100076)
1 引言
壁板是運載火箭貯箱的重要結(jié)構(gòu)件,為提高火箭的運載能力,需要盡量減輕壁板質(zhì)量,較多地采用薄壁結(jié)構(gòu),同時要保證火箭在飛行過程中承受足夠的軸壓、彎矩、剪切和內(nèi)壓作用力,壁板普遍采用網(wǎng)格蒙皮結(jié)構(gòu)設(shè)計[1]。貯箱壁板為曲率單一的整體網(wǎng)格壁板,在國內(nèi)外常用的制造工藝主要有三種[2]:a.先滾彎等厚板,然后化學(xué)銑切成網(wǎng)格狀帶筋壁板。該工藝制造質(zhì)量不穩(wěn)定,制造精度不高,且存在較大的環(huán)境污染,同時化銑加工后壁板的質(zhì)量超差比較嚴(yán)重,降低了火箭的有效運載能力。傳統(tǒng)化學(xué)銑切已無法滿足新型運載火箭貯箱壁板高精度、高可靠性的使用要求。b.先滾彎等厚板,然后機(jī)械銑削成網(wǎng)格狀帶筋壁板。該工藝機(jī)械加工難度增加,對工藝裝備要求較高。而且,經(jīng)銑削后的壁板殘余應(yīng)力較大,應(yīng)力釋放會導(dǎo)致壁板變形。c.先機(jī)械銑削成網(wǎng)格狀帶筋壁板,然后再進(jìn)行滾彎或壓彎成形[2~4]。該工藝加工難度小,對工藝裝備要求不高,加工效率高,但滾彎成形難度大。由于網(wǎng)格筋與蒙皮厚度不均勻容易造成應(yīng)力集中,各區(qū)域材料延伸或擠壓變形、回彈也不一致,導(dǎo)致成形后質(zhì)量一致性較差。上述三種方式加工成形后,普遍存在表面圓弧不連續(xù)(圓度2~3mm,目標(biāo)≤1.5mm)、母線直線度超標(biāo)(直線度2~4mm,目標(biāo)≤1.5mm)等缺陷,上述缺陷嚴(yán)重影響后續(xù)拼焊連接的工序。隨著整體壁板輕量化的發(fā)展需求,這一缺陷在整體壁板加工成形上愈發(fā)明顯,難以滿足新型火箭等航天飛行器對制造精度、效率和可靠性的要求。
目前國內(nèi)外對整體網(wǎng)格壁板加工成形的變形研究大部分集中在前面所述的后兩種工藝優(yōu)化研究,現(xiàn)有的加工工藝水平僅僅通過加工工藝優(yōu)化很難確保結(jié)構(gòu)件的形狀精度,往往需要安排專門的校形工序[5]。目前加工成形后的補(bǔ)充機(jī)械校形研究較少[6],了解到的校形裝置結(jié)構(gòu)簡單、自動化程度低。小寬度范圍(局部無網(wǎng)格)和立邊(周向兩端焊接邊)母線校形需人工反復(fù)敲修,校形壓頭下壓量靠人工調(diào)整,費時又費力,校形成本高、效率低,很難保證型號的交貨周期。為此,研制壁板通用自動校形系統(tǒng)解決網(wǎng)格加工成形后的弧面圓度和母線直線度超差等技術(shù)難題,保證加工質(zhì)量,降低成產(chǎn)成本,提高生產(chǎn)效率。
2 研究對象和功能需求
2.1 研究對象
火箭貯箱網(wǎng)格壁板結(jié)構(gòu)見圖1,技術(shù)參數(shù)見表1。
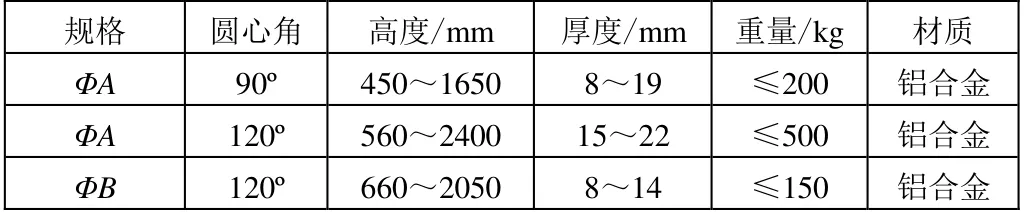
表1 壁板技術(shù)參數(shù)
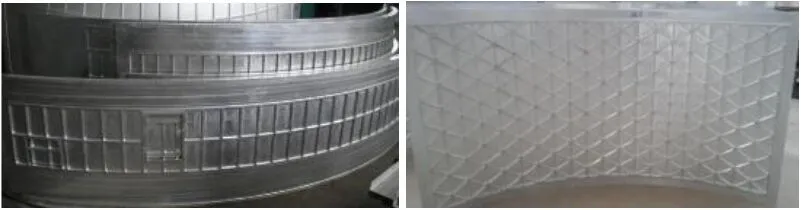
圖1 外網(wǎng)格和內(nèi)網(wǎng)格壁板結(jié)構(gòu)示意圖
2.2 功能需求
系統(tǒng)功能需求見表2。
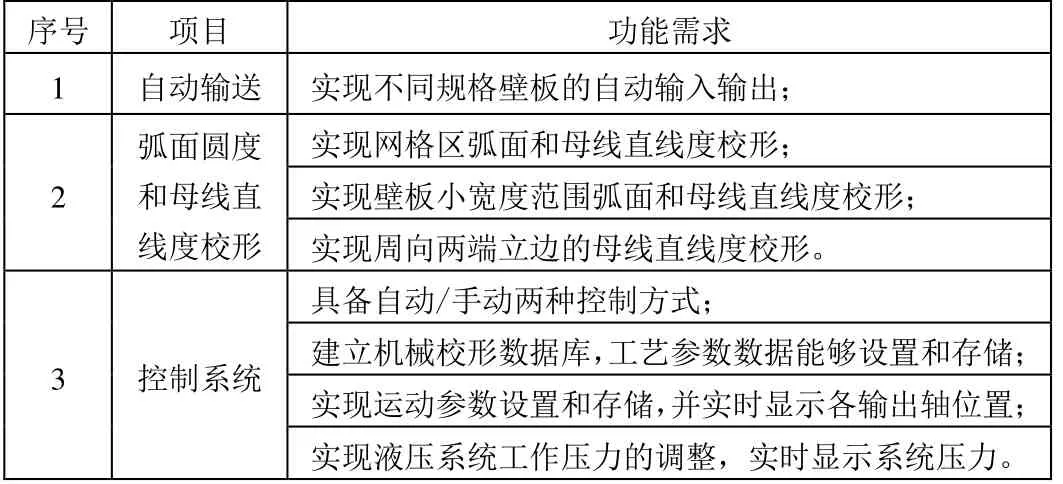
表2 系統(tǒng)功能需求
3 校形系統(tǒng)設(shè)計方案
3.1 校形成形原理
校形成形是基于三點彎曲原理,使壁板產(chǎn)生彎曲變形,成形過程中通過調(diào)整校形壓頭的下壓量使壁板發(fā)生塑性變形來控制工件的曲率和直線度。成形件的曲率和直線度除了與下壓量S有關(guān)之外,還與兩個支撐點的間距L、產(chǎn)品的材質(zhì)等因素有關(guān)。校形成形原理示意圖見圖2。

圖2 校形成形原理示意圖
3.2 總體方案概述
通過對校形成形原理和校形工藝流程的分析研究,系統(tǒng)功能需求從以下5 個方面解決:
a.壁板地面?zhèn)魉头绞綖樽詣?手動環(huán)形輸送兩種方式,輸送裝置主要由兩組轉(zhuǎn)彎輥筒輸送機(jī)組成,由變頻器控制兩臺電機(jī)實現(xiàn)輥筒輸送速度的統(tǒng)一。前提是進(jìn)入校形工序前壁板高度方向兩端要求平整,便于實現(xiàn)輸送和成形檢測。
b.針對內(nèi)外網(wǎng)格壁板表面均需校形的需求,設(shè)計左右兩套校形液壓缸及其升降傳動裝置,同時可以根據(jù)設(shè)定自動升降到校形位置。
c.針對小寬度范圍弧面校形以及立邊母線校形需求,設(shè)計中間滑塊及其升降傳動裝置,中間滑塊能夠?qū)崿F(xiàn)校形狀態(tài)的轉(zhuǎn)換,同時可以根據(jù)設(shè)定自動升降到校形位置。
d.為了保證校形成形精度,校形下壓量設(shè)定調(diào)整采用液壓缸閉環(huán)控制方式。
e.實現(xiàn)升降傳動裝置、地面?zhèn)魉脱b置、液壓系統(tǒng)以及人機(jī)交互等功能的集中控制;下壓量、各軸位置、速度參數(shù)可自動設(shè)定并顯示于人機(jī)操作界面。
3.3 系統(tǒng)組成及關(guān)鍵指標(biāo)
系統(tǒng)為框架式組合結(jié)構(gòu),加工工藝性相對簡單,便于運輸、裝配;采用集中操縱,使操作者在操作屏前或手持操作盒即可完成主要的調(diào)整和操作;動力單元單獨放置于主機(jī)一側(cè)地面上,便于使用維護(hù)。
系統(tǒng)由架體組件、校形缸及其升降傳動裝置、中間滑塊及其升降傳動裝置、地面?zhèn)魉脱b置、液壓系統(tǒng)、電氣控制系統(tǒng)等組成,系統(tǒng)組成示意圖見圖3,系統(tǒng)關(guān)鍵技術(shù)指標(biāo)見表3。

表3 系統(tǒng)關(guān)鍵技術(shù)指標(biāo)

圖3 系統(tǒng)組成示意圖
3.4 系統(tǒng)關(guān)鍵部件設(shè)計
3.4.1 架體組件
架體組件主要由基礎(chǔ)平臺、橫梁、立柱組件及靠柱組件組成,見圖4。作為水平方向校形和豎直方向升降運動的基礎(chǔ),要求強(qiáng)度和剛度好,傾覆穩(wěn)定性滿足使用要求。立柱和橫梁及基礎(chǔ)平臺分別用螺栓緊固連接;靠柱和基礎(chǔ)平臺裝配先定位后用鎖緊螺母緊固,靠柱和橫梁裝配先定位后用調(diào)節(jié)螺母和鎖緊螺母緊固。安裝時以基礎(chǔ)平臺上平面為基準(zhǔn)面,用墊鐵進(jìn)行調(diào)平,然后用地腳螺栓緊固。
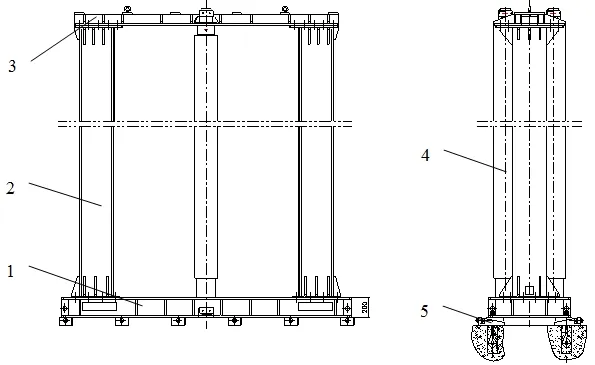
圖4 架體組件結(jié)構(gòu)示意圖
a.架體組件傾覆穩(wěn)定性分析
整體質(zhì)量G=4900kg,重心在中心線,距離平臺支撐邊425mm,假設(shè)傾覆力矩M=8000N?m 施加于架體組件有順時針方向傾翻趨勢,由于重心相對于右支點的力矩為:49000×0.425=20825N?m>8000N?m,且與假設(shè)傾覆力矩方向相反,完全可以抵抗該傾覆力矩的影響,實際工況基礎(chǔ)平臺兩側(cè)分別安裝多組地腳螺栓,所以架體組件穩(wěn)定性得到保證。傾覆能力分析見圖5。
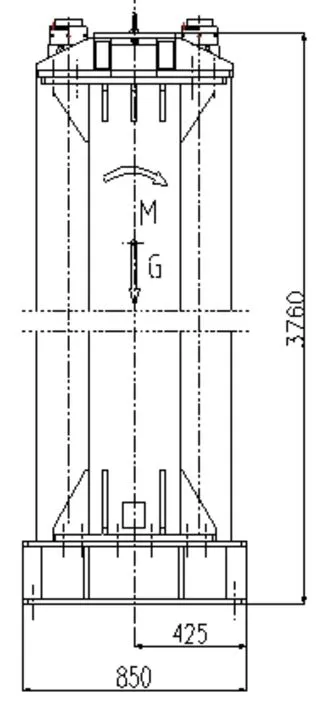
圖5 架體組件傾覆能力分析
b.立柱
立柱是重要的支撐件和承力件,同時又是兩側(cè)升降傳動裝置的安裝基準(zhǔn),上面安裝直線導(dǎo)軌。立柱采用Q345板材焊接,焊后去應(yīng)力后加工。立柱使用CREO進(jìn)行三維建模并簡化,然后導(dǎo)入SIMULATE 進(jìn)行有限元分析,如圖6所示。計算結(jié)果表明,立柱危險截面等效應(yīng)力小于板材的屈服極限,安全系數(shù)大于2;最大彈性變形小于高度方向尺寸的1‰,滿足使用要求。
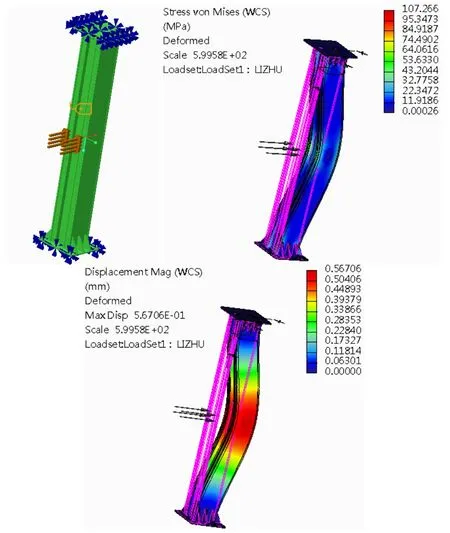
圖6 立柱受力分析圖
c.靠柱組件
靠柱組件為主要承力件,又作為中間滑塊的滑動導(dǎo)向,要求強(qiáng)度和剛度滿足使用要求。組件包括調(diào)節(jié)螺母、靠柱、導(dǎo)軌、鎖緊螺母等,結(jié)構(gòu)見圖7。靠柱采用45#鋼調(diào)質(zhì)管材和30CrMnSiA 調(diào)質(zhì)棒材焊接而成,焊后去應(yīng)力加工,側(cè)面加工導(dǎo)軌安裝槽和螺紋孔。靠柱上端用調(diào)節(jié)螺母支撐橫梁,下端安裝在基礎(chǔ)平臺上,兩端分別用鎖緊螺母聯(lián)接鎖緊。
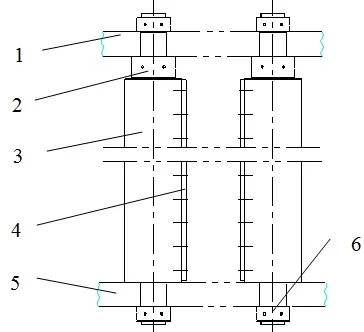
圖7 靠柱組件結(jié)構(gòu)示意圖
靠柱使用CREO 進(jìn)行三維建模并簡化,然后導(dǎo)入SIMULATE 進(jìn)行有限元分析,如圖8所示。計算結(jié)果表明,靠柱危險截面等效應(yīng)力小于材料的屈服極限,安全系數(shù)大于2;最大彈性變形小于高度方向尺寸的1‰,滿足使用要求。

圖8 靠柱受力分析圖
3.4.2 中間滑塊及其升降傳動裝置
裝置由中間滑塊、轉(zhuǎn)向靠柱、伺服抱閘電機(jī)、聯(lián)軸器、滾珠絲杠組件等組成,中間滑塊采用內(nèi)置楔式兩側(cè)六面導(dǎo)向結(jié)構(gòu),便于兩側(cè)六面滑動間隙的調(diào)整,結(jié)構(gòu)見圖9。中間滑塊和轉(zhuǎn)向靠柱組合體在滾珠絲杠帶動下在靠柱導(dǎo)軌上面滑動,配合實現(xiàn)壁板小寬度范圍弧面和立邊母線的校形,見圖10。
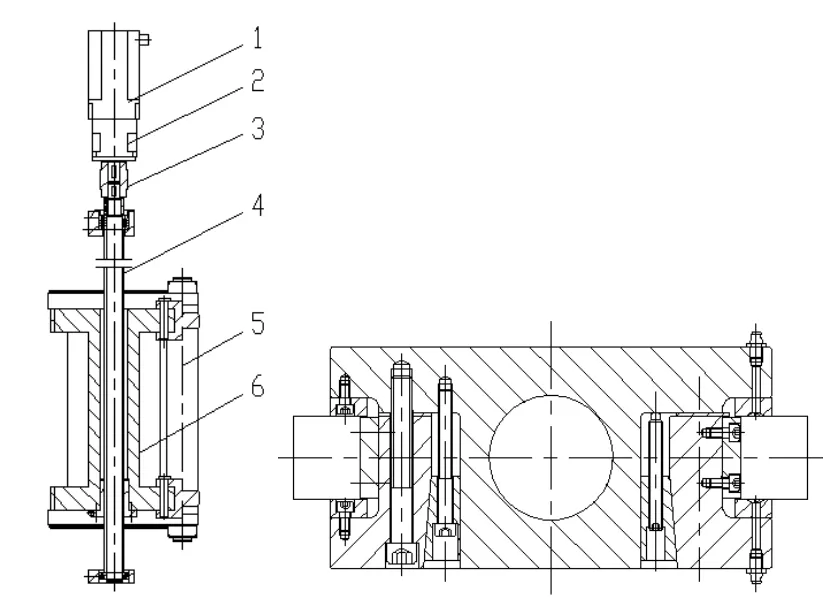
圖9 中間滑塊及其升降傳動裝置結(jié)構(gòu)示意圖
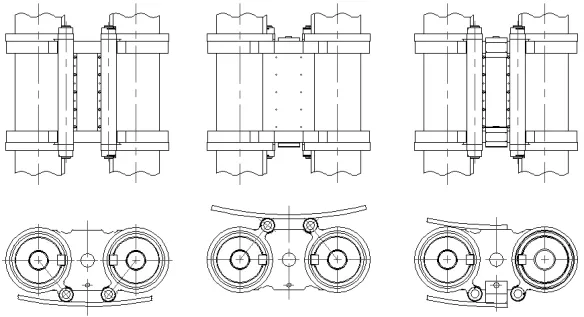
圖10 中間滑塊和轉(zhuǎn)向靠柱使用狀態(tài)(右側(cè)立邊母線校形)
中間滑塊和轉(zhuǎn)向靠柱總質(zhì)量310kg,滑塊最大移動速度2000mm/min,伺服電機(jī)額定轉(zhuǎn)速按2000r/min,減速器減速比按10 進(jìn)行假定計算。
3.4.2.1 滾珠絲桿精度等級確定
基于表3 技術(shù)指標(biāo):±0.5/2600=±0.058/300
所以必須選擇精度±0.058/300mm 以上,按滾珠絲桿精度表選取精度等級C7 級±0.05/300mm。
3.4.2.2 滾珠絲桿軸徑、導(dǎo)程、絲桿長度計算
a.導(dǎo)程
伺服電機(jī)額定轉(zhuǎn)速2000r/min,減速器減速比10,可得:
l≥Vmax/Nmax=2000/(2000/10)=10mm
依照樣本導(dǎo)程選擇10mm。
b.絲杠最大軸向力(加速時)
Fmax=mg+μmg+ma=3120N
式中:m——負(fù)載重量,310kg;μ——滑動摩擦系數(shù),取0.01;a——加速度,2/(60×0.2)=0.17m/s2。
c.絲杠長度(螺旋槽)
L=最大行程+滑塊長度+余量=2600+555+100=3255mm
細(xì)長比通常不超過70,D≥3255/70=46.5mm
絲桿外徑選擇50mm。
d.容許轉(zhuǎn)速計算
n=f×dr×107/L2
dr≥n×L2×10-7/f=14mm
式中:dr——絲桿軸底徑;f——系數(shù),取15.1。
若要最高轉(zhuǎn)速達(dá)到200r/min,直徑必須大于14mm。
e.額定動載荷計算
Lt=(Ca/(Fmax×fw))3×106/(60×Nm)
Ca=(60×Nm×Lt)1/3×Fmax×fw×10-2=2473kgf
式中:Nm——平均轉(zhuǎn)速,200r/min;Lt——工作壽命,8×300×10=24000h;?w——負(fù)荷系數(shù)取1.2。
f.額定靜載荷計算
Co=Fmax×?s=3120×2=624kgf
綜上,查表選取滾珠絲杠型號:R5010F-3255-3400-C7。
3.4.2.3 加速時驅(qū)動扭矩計算
Tk=TL+Ta=Fa×l/(2π×η×i)+JL×α=2.4N?m
JL=(JT+Js)/i2=(m×(l/(2π)2)+ms×D2/8)/102=1.65kg?cm2
式中:Tk——總驅(qū)動扭矩,N?m;TL——勻速所需扭矩,N?m;Ta——加速扭矩,N?m;JL——總慣量,kg?cm2;JT——負(fù)載轉(zhuǎn)動慣量,kg?cm2;Js——絲桿轉(zhuǎn)動慣量,kg?cm2;η——傳遞效率,取0.8;α——角加速度,rad/s2。
所選電機(jī)LSG-130-4-20-560 額定轉(zhuǎn)矩9N?m,考慮裝配影響的極限情況,除以安全系數(shù)3,可知該傳動系統(tǒng)額定輸出力矩為 3N?m>2.4N?m;電機(jī)轉(zhuǎn)動慣量17kg?cm2,負(fù)載總轉(zhuǎn)動慣量1.65kg?cm2遠(yuǎn)小于電機(jī)轉(zhuǎn)動慣量。綜上,所選伺服電機(jī)和減速器滿足使用要求。
3.4.3 校形缸及其升降傳動裝置
兩套裝置在架體組件上對稱布置,每套裝置由伺服抱閘電機(jī)、減速器、聯(lián)軸器、滾珠絲杠組件、連接座、校形液壓缸、壓頭等組成,結(jié)構(gòu)如圖11所示。校形缸連接座安裝于立柱導(dǎo)軌滑塊上,并和絲杠螺母配合連接。伺服電機(jī)驅(qū)動絲杠帶動校形缸和壓頭上下滑動。絲杠規(guī)格同中間絲杠,但絲杠所受軸向力(110kg)小于中間絲杠。
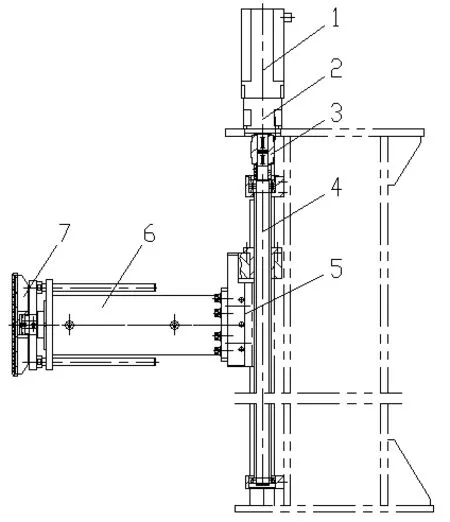
圖11 校形缸及其升降傳動裝置結(jié)構(gòu)圖
3.4.4 地面?zhèn)魉脱b置
以輸送ΦA(chǔ)壁板為主,ΦB壁板為輔,傳輸壁板最大重量為600kg。裝置主要包括:底座、左右兩套90°轉(zhuǎn)彎輥筒輸送機(jī)、隨動滾筒、護(hù)欄等,結(jié)構(gòu)見圖12。輥筒采用雙排鋼制鏈輪錐輥,小端直徑為Φ50mm,大端直徑為Φ100mm,輥道有效寬度為800mm,輥道輸送速度為1~10m/min。工作時,減速電機(jī)通過電磁離合器驅(qū)動鏈輪帶動滾筒滾轉(zhuǎn);電機(jī)停止時通過控制離合器解除與鏈輪的連接,從而可以實現(xiàn)人工輔助壁板位置的推送調(diào)整。兩臺電機(jī)采用一臺變頻器控制,實現(xiàn)輸送速度的統(tǒng)一。電機(jī)功率的選型計算如下:
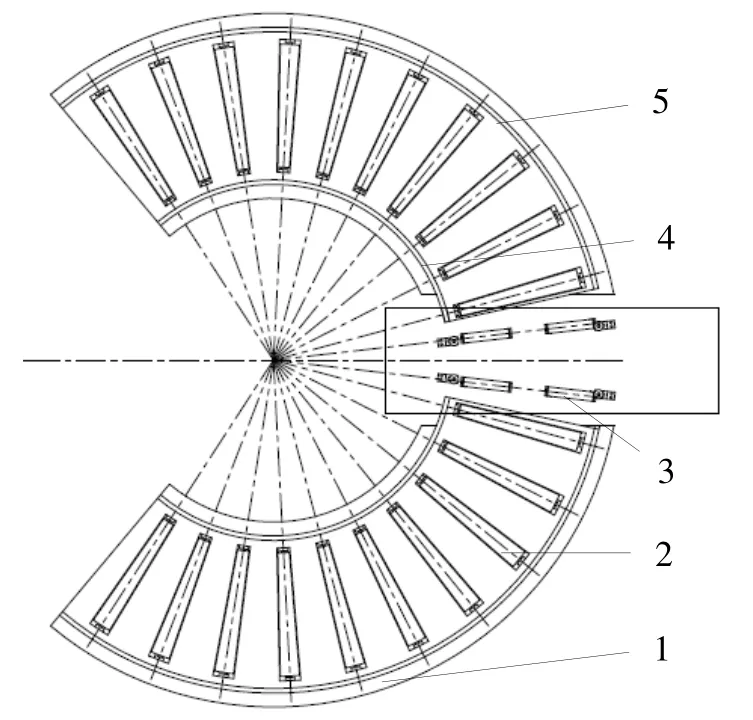
圖12 地面?zhèn)魉脱b置結(jié)構(gòu)示意圖
P=k×F×V/η=k×μmg×F×V/η=0.43kW
式中:k——工況修正系數(shù),取3;μ——滾動摩擦系數(shù),取0.1;η——傳遞效率,取0.7。
電機(jī)選取SEW 減速電機(jī),功率為0.75kW,滿足使用要求。
3.4.5 液壓系統(tǒng)
根據(jù)校形力和壓頭最大外伸速度設(shè)計液壓系統(tǒng)。系統(tǒng)由液壓泵站、控制閥組、液壓缸、管路等組成,液壓系統(tǒng)原理簡圖見圖13。系統(tǒng)壓力可調(diào)、活塞桿外伸速度可調(diào)、液壓缸能夠自鎖;液壓泵站配有風(fēng)冷換熱器,確保系統(tǒng)穩(wěn)定工作;為了能夠精確控制活塞桿的伸出長度(壓頭下壓量),液壓缸采用比例換向閥加內(nèi)置位移傳感器閉環(huán)控制模式。系統(tǒng)利用S7-300CPU采集傳感器信息,與指令信號進(jìn)行比較,將控制算法運算后的控制量發(fā)送給比例閥電磁鐵,實現(xiàn)液壓缸的位置閉環(huán)控制。
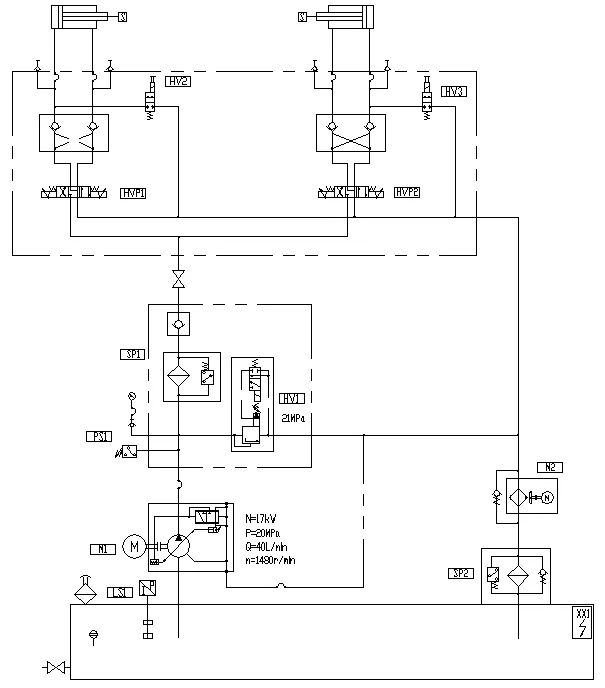
圖13 液壓系統(tǒng)原理簡圖
3.5 系統(tǒng)校形流程簡述
a.依據(jù)壁板加工成形工序檢測數(shù)據(jù)將壁板經(jīng)地面?zhèn)魉脱b置送入指定位置;
b.中間滑塊上升至行程頂端,側(cè)面升降傳動裝置將校形缸送到設(shè)定位置,見圖14a;
c.校形缸壓頭外伸到參數(shù)設(shè)定位置進(jìn)行網(wǎng)格區(qū)弧面和母線直線度校形,見圖14b;
d.更換校形缸壓頭,中間滑塊下移,壓頭外伸進(jìn)行小寬度范圍弧面校形,見圖14c;
e.轉(zhuǎn)動轉(zhuǎn)向靠柱至內(nèi)側(cè),校形缸壓頭外伸進(jìn)行立邊母線校形,見圖14d;
f.內(nèi)弧面相應(yīng)狀態(tài)校形需控制傳送裝置將壁板傳送至內(nèi)側(cè)弧面?zhèn)冗M(jìn)行校形;
g.校形完畢后經(jīng)地面?zhèn)魉脱b置將壁板送出。
3.6 電氣控制系統(tǒng)
系統(tǒng)主要實現(xiàn)的動作控制為中間滑塊升降、兩側(cè)校形缸升降、校形缸伸縮及地面輥筒傳送。3 個豎直方向運動采用伺服電機(jī)驅(qū)動,運動控制采用位置半閉環(huán)控制模式;校形壓下量采用液壓缸閉環(huán)控制模式;地面?zhèn)魉涂紤]到兩側(cè)傳動速度的統(tǒng)一,采用1 個變頻器控制2 臺減速異步電機(jī)的方式。
控制系統(tǒng)采用集中控制方式,如圖15所示。通過人機(jī)界面(HMI)實現(xiàn)所有的控制開關(guān)、按鈕、實測數(shù)據(jù)等功能,同時將常用功能按鈕在手持盒上備份,便于工人操作。系統(tǒng)主要控制元件PLC 選用西門子S7-300,完成電機(jī)、比例閥的指令控制、數(shù)據(jù)采集及計算,利用模擬量輸入方式獲得電機(jī)的實際轉(zhuǎn)速。通過西門子WinCC 組態(tài)軟件開發(fā)人機(jī)界面程序,實現(xiàn)所有回路的控制操作和數(shù)據(jù)實時顯示。通過WinCC 組態(tài)軟件建立機(jī)械校形數(shù)據(jù)庫,將壁板加工成形后的檢測數(shù)據(jù)直接導(dǎo)入數(shù)據(jù)庫中,一方面系統(tǒng)會根據(jù)檢測數(shù)據(jù)做出評判給出校形靶點在屏幕上顯現(xiàn),另一方面數(shù)據(jù)庫會依據(jù)檢測數(shù)據(jù)優(yōu)化計算出校形下壓量,同時存儲校形后的檢測數(shù)據(jù)。

圖15 控制系統(tǒng)示意簡圖
4 實施效果
4.1 試驗驗證
隨機(jī)選取30 塊壁板作為試驗對象,內(nèi)網(wǎng)格3 種規(guī)格各5 塊,外網(wǎng)格3 種規(guī)格各5 塊。自動校形結(jié)束后,將壁板垂直于地面平臺放置,分別在壁板蒙皮軸向一側(cè)和周向一側(cè)等距取樣各30 個點,通過網(wǎng)格弧面曲率樣板與塞尺測量弧面的圓度,見圖16a,通過母線尺與塞尺測量母線直線度,見圖16b,從而評估壁板的校形精度。
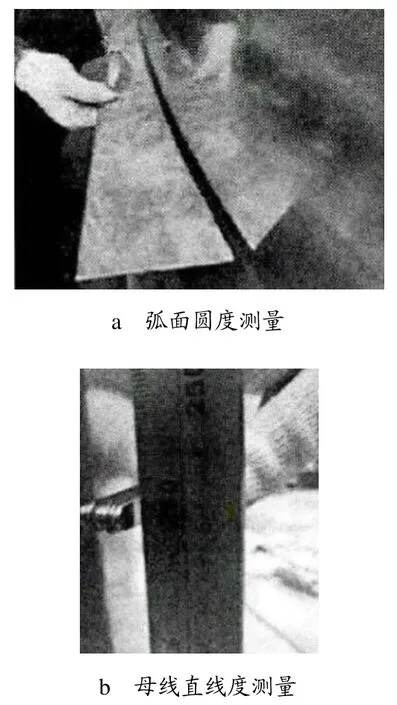
圖16 壁板成形精度測量
從表4 測量結(jié)果看出,網(wǎng)格壁板加工成形后的母線直線度為2~4mm,網(wǎng)格弧面圓度為2~3mm,應(yīng)用校形系統(tǒng)后母線直線度和弧面圓度均降低至1.5mm 以內(nèi),滿足工藝要求。
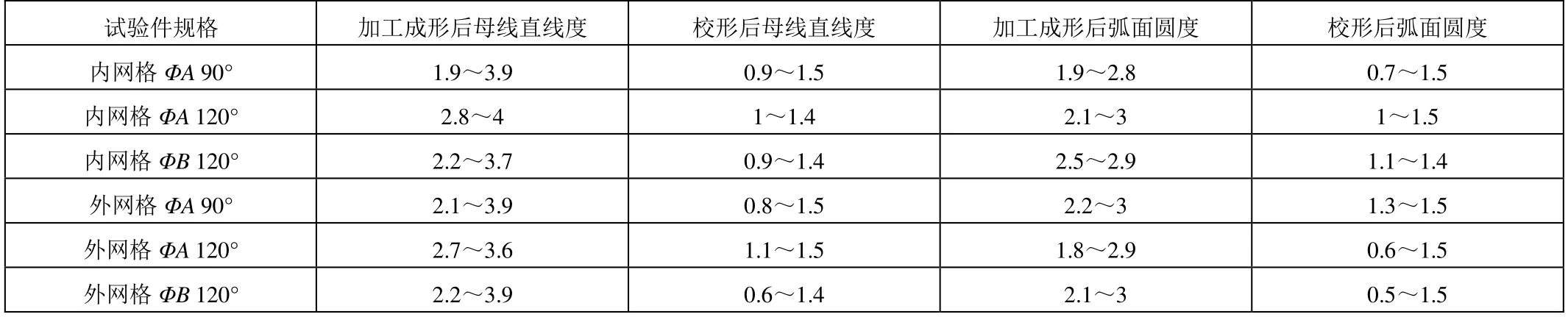
表4 壁板母線直線度和弧面圓度測量結(jié)果 mm
4.2 推廣應(yīng)用效果
通過前期的試驗性應(yīng)用,表明該系統(tǒng)能夠有效解決加工成形后的形位精度超差難題,經(jīng)過大面積推廣應(yīng)用,從應(yīng)用情況得出如下結(jié)論:
a.大面積應(yīng)用校形后的弧面圓度和母線直線度能夠降低至不超過1.5mm。
b.有效減少校形時間,平均每塊壁板校形時間由4h 降低為1h,單件節(jié)約工時費用75 元,年生產(chǎn)共計約1800 件,共節(jié)約校形工時費用:75×1800=13.5 萬元。
c.生產(chǎn)效率提升2/3,由原來的每月90 件提升至150 件。校形系統(tǒng)如圖17所示。

圖17 校形系統(tǒng)實物圖
5 結(jié)束語
新型運載火箭運載能力不斷提升的要求,對火箭制造的精度、效率和可靠性提出了更高的要求。針對貯箱整體網(wǎng)格壁板加工成形后母線直線度和網(wǎng)格弧面圓度超差的技術(shù)難題,本文提出了一種面向多規(guī)格網(wǎng)格壁板通用校形系統(tǒng)的設(shè)計方案,通過方案的實施應(yīng)用,一方面有效解決了網(wǎng)格壁板加工成形后精度超差難題,另一方面實現(xiàn)了網(wǎng)格壁板穩(wěn)定高效降本加工,為后續(xù)重型復(fù)雜壁板的精確高效加工奠定了良好的基礎(chǔ)。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
