盾構刀具切削玻璃纖維筋的仿真研究
2023-11-17 07:35:34袁一翔
城市道橋與防洪 2023年10期
關鍵詞:深度
袁一翔
(上海城建隧道裝備有限公司,上海市 200238)
0 引言
隨著我國地下工程建設規模的不斷擴大,在采用機械法進行開挖時,難免會遭遇特殊障礙物。近年來國內多次成功完成了采用盾構機械直接對鋼筋混凝土障礙物進行破除[1-2],但都不可避免地遇到了刀具損傷嚴重、刀盤卡死和鋼筋纏繞等問題。為降低刀具損傷,提高切削效率,有學者提出可采用玻璃纖維筋替代內部鋼筋[3-4]來有效緩解鋼筋纏繞的問題。朱龍海等[5]采用偏性多軸頂管機對玻璃纖維筋混凝土進行切削試驗研究,發現玻璃纖維筋可被有效切削,但目前在切削玻璃纖維筋方面的研究成果尚不豐富。
本文研究立足于刀具切削玻璃纖維筋,通過數值模擬的手段模擬了不同參數影響下刀具切削玻璃纖維筋的過程。
1 有限元模型的建立
1.1 玻璃纖維筋失效準則
本文利用ABAQUS 有限元分析軟件,根據盾構刀具直接切削玻璃纖維筋的方式,采用Hashin 失效準則作為玻璃纖維筋的失效準則。
同時,還考慮了損傷失效之后的損傷演化過程。所以,在進行有限元模擬時,采用ABAQUS/Explicit求解器,自定義纖維材料子程序VUAMTUMAT 接口,用Fortran 語言編寫損傷失效和演化模型子程序。
1.2 三維模型和參數
玻璃纖維筋直徑22 mm,長60 mm,將玻璃纖維筋模型中間長30 mm 區域進行分割。刀頭和玻璃纖維筋如圖1 所示,相關物理參數如表1 所示。
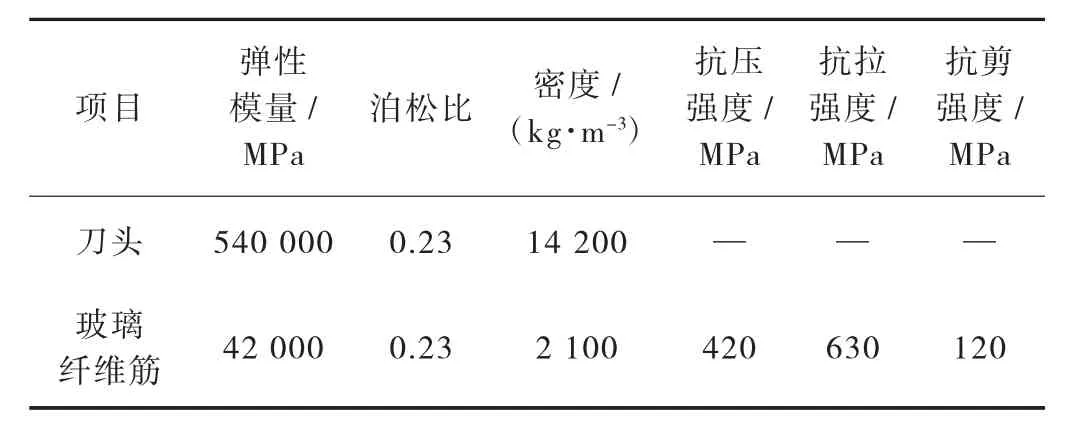
表1 物理參數
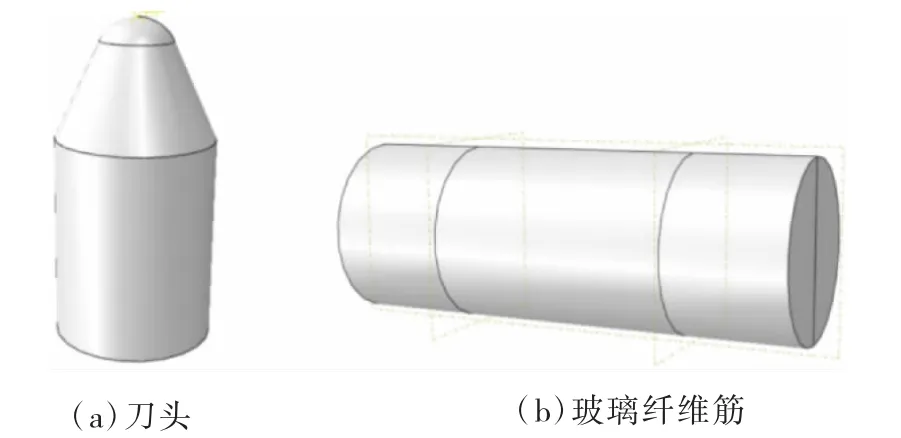
圖1 模型
2 切削參數的研究
2.1 切削深度的影響
為了探究切削深度對刀具切削力的影響規律,對最大切削深度分別為2 mm、4 mm、6 mm、8 mm 時盾構刀具切削玻璃纖維筋的過程進行了模擬。刀具刀頭錐度50°,刀尖弧度5 mm,切削速度140 mm/s,切削角度90°。圖2 為不同切削深度時玻璃纖維筋的切削效果圖。
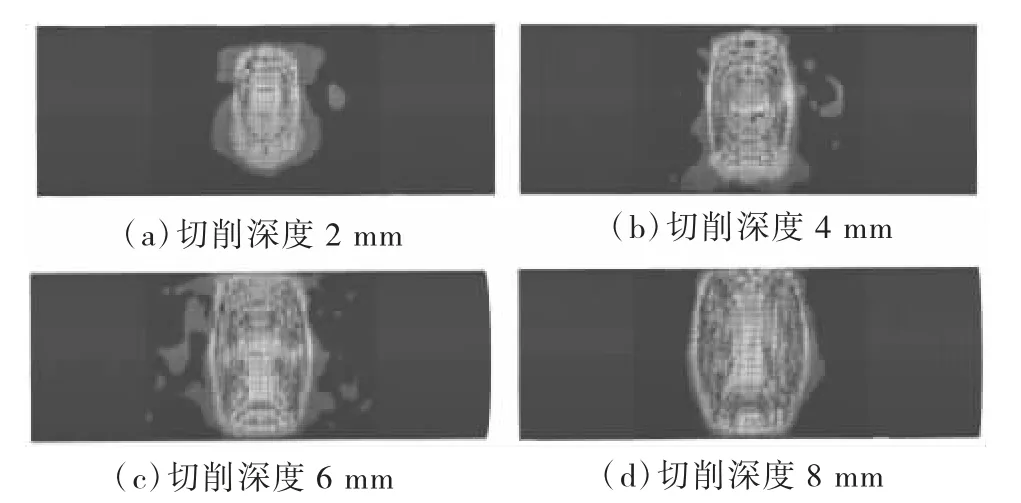
圖2 不同切削深度時的效果
表2 對不同切削深度下刀具所受平均切向力、平均正壓力、平均切削力、最大切削力,以及切削力的標準差進行了統計。其中,正壓力代表垂直于玻璃纖維筋切削面的方向受力,切向力代表刀具前進方向受力,側向力代表刀具兩側方向受力。由于刀具所受側向力遠小于正壓力和切向力,因此本文不考慮切削深度對刀具所受側向力的影響。平均切削力和最大切削力均以切向力和正壓力的合力為基準進行取值。
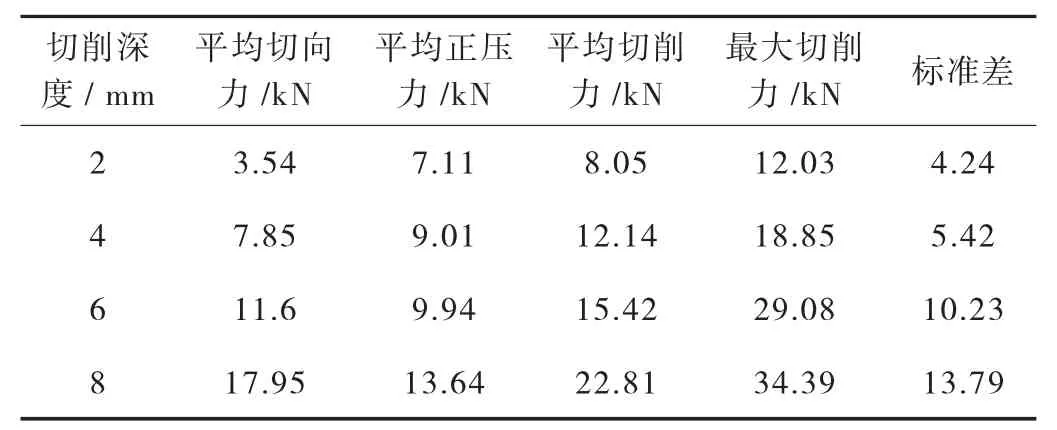
表2 不同切削深度時的受力統計
由表2 可知,當切削深度由0~2 mm 增加到6~8 mm 時,刀具平均切向力由3.54 kN 增加到17.95 kN,刀具平均正壓力由7.11 kN 增加到13.64 kN,可見刀具平均切向力比平均正壓力變化顯著。對于圓柱狀的玻璃纖維筋,當最大切削深度小于4 mm 時,由于切削面較小,刀具所受平均切向力小于平均正壓力;當最大切削深度大于4 mm 時,切削面變大,刀具所受平均切向力大于平均正壓力。從表2 中也可發現,刀具平均切削力隨著切削深度的增加由8.05 kN增加到22.81 kN,可見平均切削力增加明顯。另外,切削力的標準差隨著切削深度的增加逐漸增大,當最大切削深度小于4 mm 時,標準差小于5.42;當最大切削深度大于4 mm 時,標準差大于10.23。因此,考慮玻璃纖維筋整個切削過程中刀具受力的穩定性,建議刀具最大切削深度不要超過4 mm。
2.2 切削速度的影響
為了探究切削速度對刀具切削力的影響規律,本節對切削速度分別為39 mm/s、89 mm/s、140 mm/s、208 mm/s 時盾構刀具切削玻璃纖維筋的過程進行了模擬。刀具刀頭錐度50°,刀尖弧度5 mm,最大切削深度4 mm,切削角度90°。圖3 為不同切削速度時玻璃纖維筋的切削效果圖。
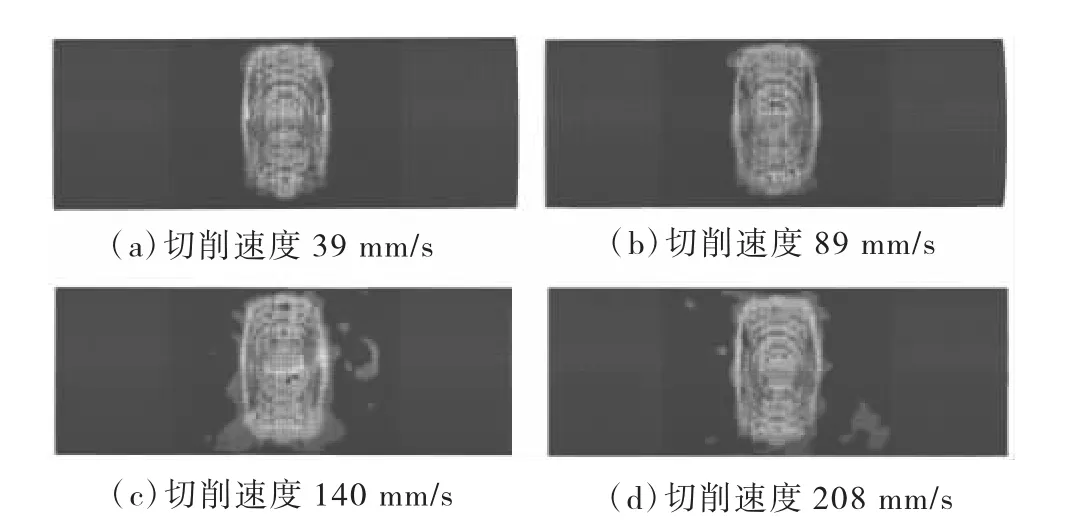
圖3 不同切削速度時的效果
由表3 可知,當切削速度由39 mm/s 增加到208 mm/s時,刀具的平均切削力由11.30 kN 增加到12.49 kN。由此可見,切削速度對刀具切削力的影響不大,但切削速度的增加會使刀具切削力更不穩定。
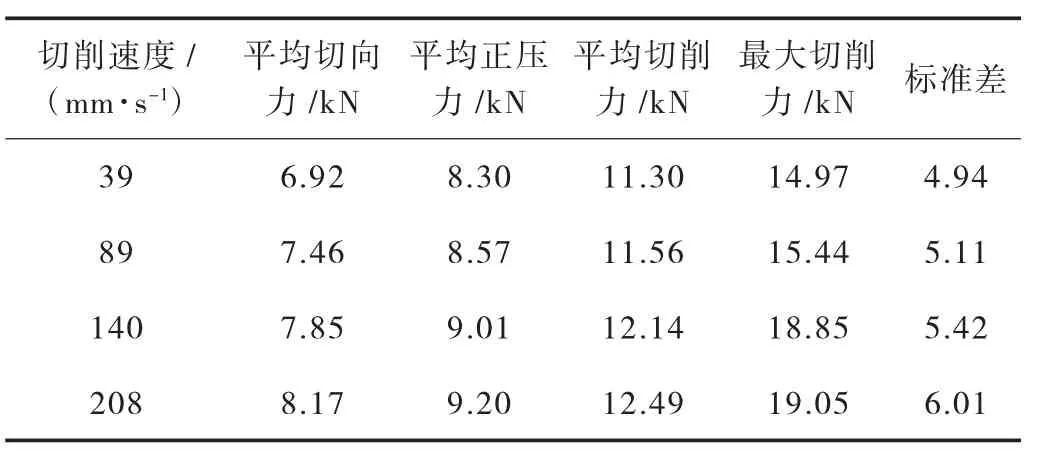
表3 不同切削速度時的受力統計
2.3 切削角度的影響
為了探究切削角度對刀具切削力的影響規律,本節對切削角度分別為50°、60°、70°、80°時盾構刀具切削玻璃纖維筋的過程進行了模擬。刀具刀頭錐度50°,刀尖弧度5 mm,最大切削深度4 mm,切削速度140 mm/s。圖4 為不同切削角度時玻璃纖維筋的切削效果圖。
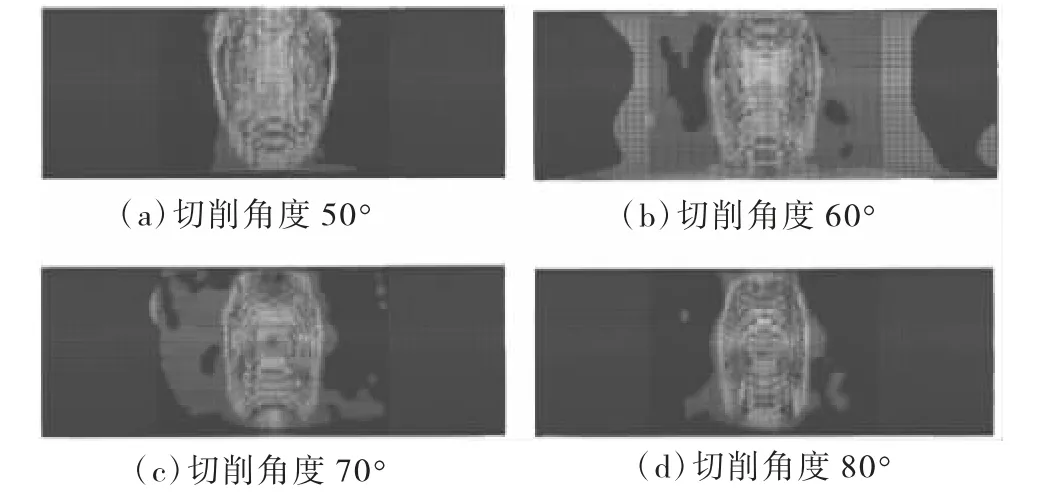
圖4 不同切削角度時的效果
由表4 可見,當切削角度為50°時,刀具切削力最大;切削角度為70°和80°時,刀具切削力和標準差相差不大。相比較切削角度70°和80°時刀具切削力的標準差,切削角度為50°和60°時的標準差比較大,此時切削力的波動性較大。因此,建議刀具切削角度不要小于70°。綜合考慮,切削角度的增加,增大了刀具切削面,使得刀具切削力變大,且平均切向力大于平均正壓力。
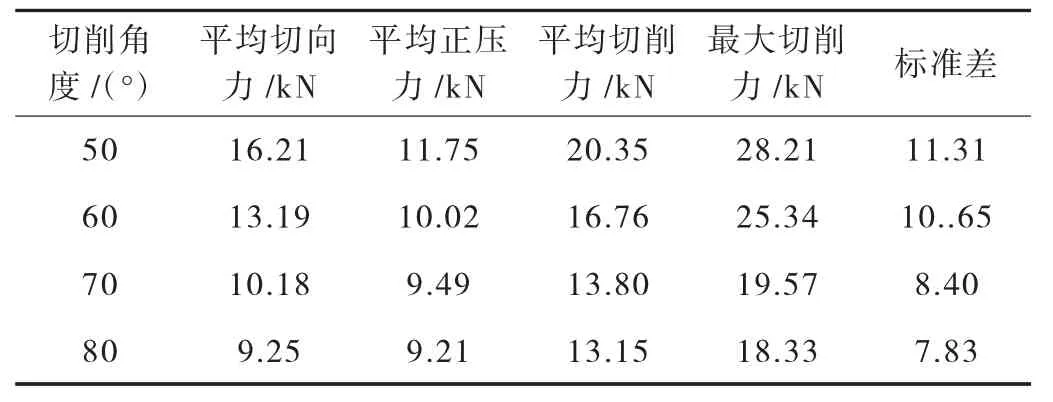
表4 不同切削角度時的受力統計
2.4 刀尖弧度的影響
為了探究刀尖弧度對刀具切削力的影響規律,對刀尖弧度分別為2 mm、3.5 mm、5 mm 時盾構刀具切削玻璃纖維筋的過程進行了模擬。刀具刀頭錐度50°,最大切削深度3 mm,切削速度140 mm/s,切削角度90°。圖5 為不同刀尖弧度時玻璃纖維筋的切削效果圖。
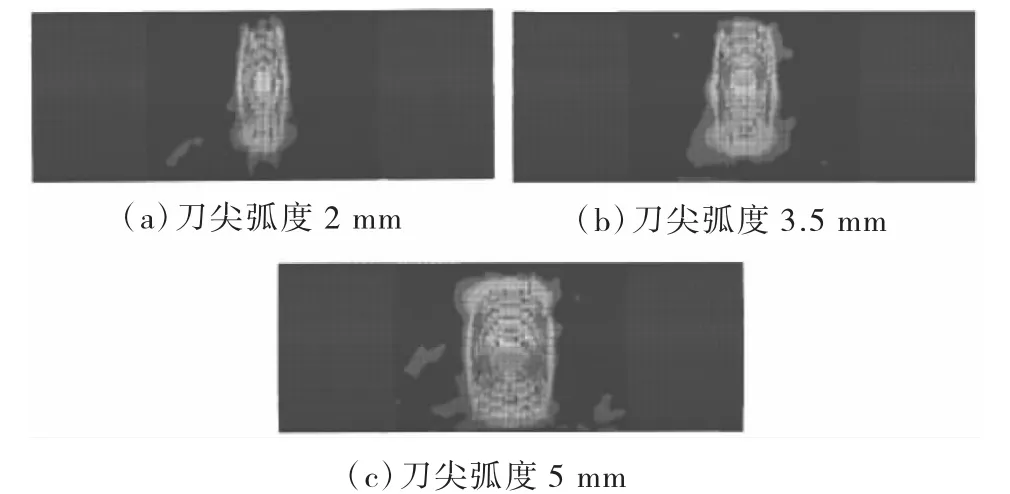
圖5 不同刀尖弧度時的效果
由表5 可知,刀具平均切向力、平均正壓力、平均切削力均隨著刀尖弧度的增加而增加。其中,平均切向力由2.93 kN 增加到5.85 kN,平均正壓力由2.58 kN 增加到8.21 kN。因此,刀具平均正壓力比平均切向力增加較快。當刀尖弧度為2 mm 時,刀具平均切向力大于平均正壓力;當刀尖弧度大于2 mm時,刀具平均切向力小于平均正壓力。另外,刀尖弧度的增加也使刀具平均切削力的標準差有了一定程度的增長,進而使得刀具切削力變化相對不穩定。綜合考慮,刀尖弧度的增加使得刀具與玻璃纖維筋的接觸面積變大,進而增加了刀具切削面的寬度,從而使得刀具切削力變大。
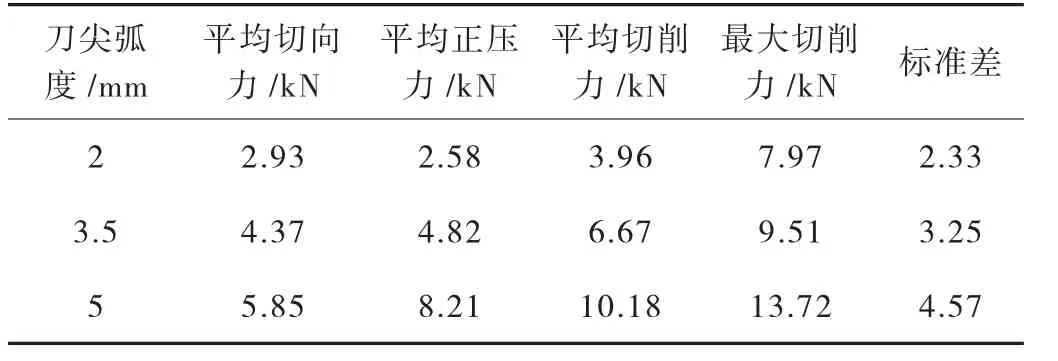
表5 不同切削角度時的受力統計
3 結論
(1)切削深度增加時,刀具切削力和標準差出現上升。當切削深度大于4 mm 時,切削力波動性顯著增加,建議采用截齒切削玻璃纖維筋深度不超過4 mm。
(2)截齒刀具切削力和標準差隨著切削速度的增加而略有增加,但整體變化不明顯。
(3)截齒刀具切削力和標準差隨著切削角度的增加而變小。當切削角度小于70°時,切削力的波動程度(標準差)變化顯著,建議切削角度不要小于70°。
(4)刀具切削力和標準差隨著刀尖弧度的增加而增加。刀尖弧度為2 mm 時,刀具平均切向力大于平均正壓力;刀尖弧度大于2 mm 時,平均正壓力超過平均切向力。考慮刀具適用壽命,建議不要低于2 mm。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
