淺析客滾船升降甲板的制作和安裝
2023-11-17 22:58:29梁貴蔡世通馮永堅
廣東造船 2023年5期
梁貴 蔡世通 馮永堅
摘? ? 要:本文主要對客滾船升降甲板的制作和安裝進行闡述,針對客滾船升降甲板的制作及安裝精度進行分析,為后續同類型客滾船升降甲板的制作和安裝提供參考。
關鍵詞:升降甲板;精度控制;制作安裝
中圖分類號:U663.6? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Brief Analysis on Production and Installation of Lift
Deck of RO-RO Passsenger Ship
LIANG Gui1,? CAI Shitong?,? FENG Yongjian1
( 1.Guangzhou Shipyard International Co.,Ltd.,? Guangzhou 511457;? 2.HaiNan Tropical Ocean University,? Sanya 572500 )
Abstract: This paper mainly expounds the production and installation of the liftdeck of RO-RO passenger ship, analyzes the fabrication and the installation accuracy of the lift deck of RO-RO passenger ship and provides the reference for the production and installation of the lift deck of the subsequent similar type RO-RO passenger ship.
Key words: lift deck;? precision control;? production and installation
1? ? ?前言
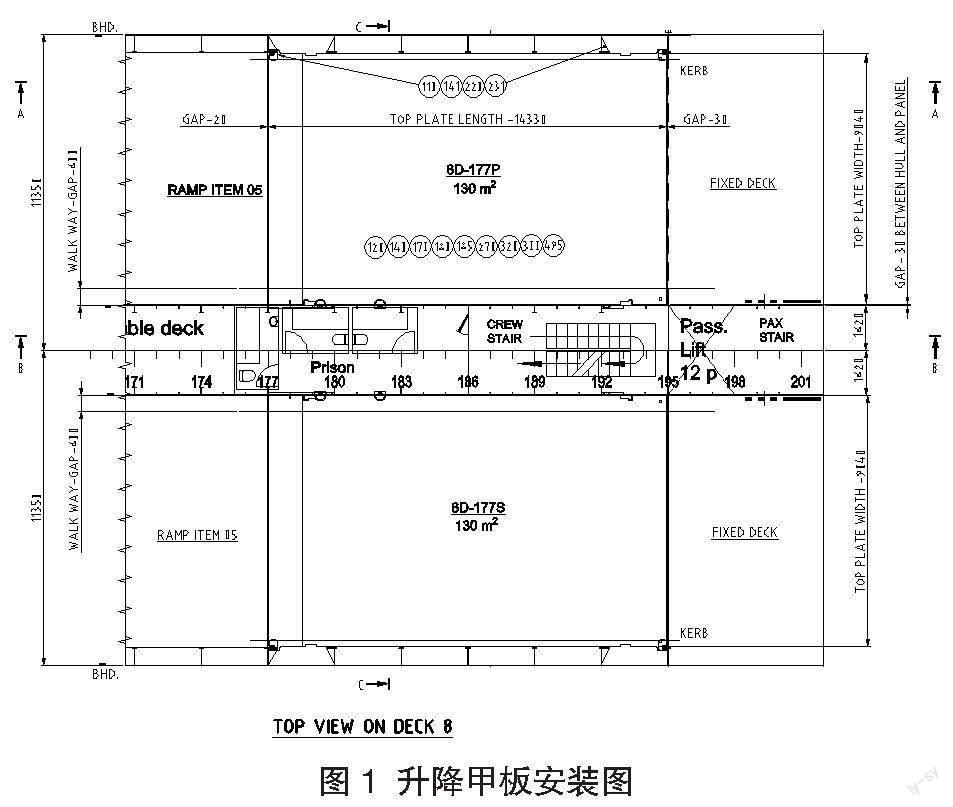
升降甲板是客滾船滾裝設備重要組成部分,為滿足裝載靈活性要求,在車庫部分上下甲板之間設置活動車輛甲板、活動坡道,用于調節車庫高度,裝載高度不超過2.2 m的小汽車。本文主要從船舶建造分段制作的精確定位、測量、安裝時尺寸控制要點及方法、設備調試試驗等的組織實施給予闡述,為船舶縮短建造周期,減少在建造過程中的風險因素,提高安裝精度,以及改進調試方法來達到降本增效的目的。為此,提出了分段制作、升降甲板制作的精度控制、升降甲板安裝的尺寸控制、設備調試試驗的組織實施等。
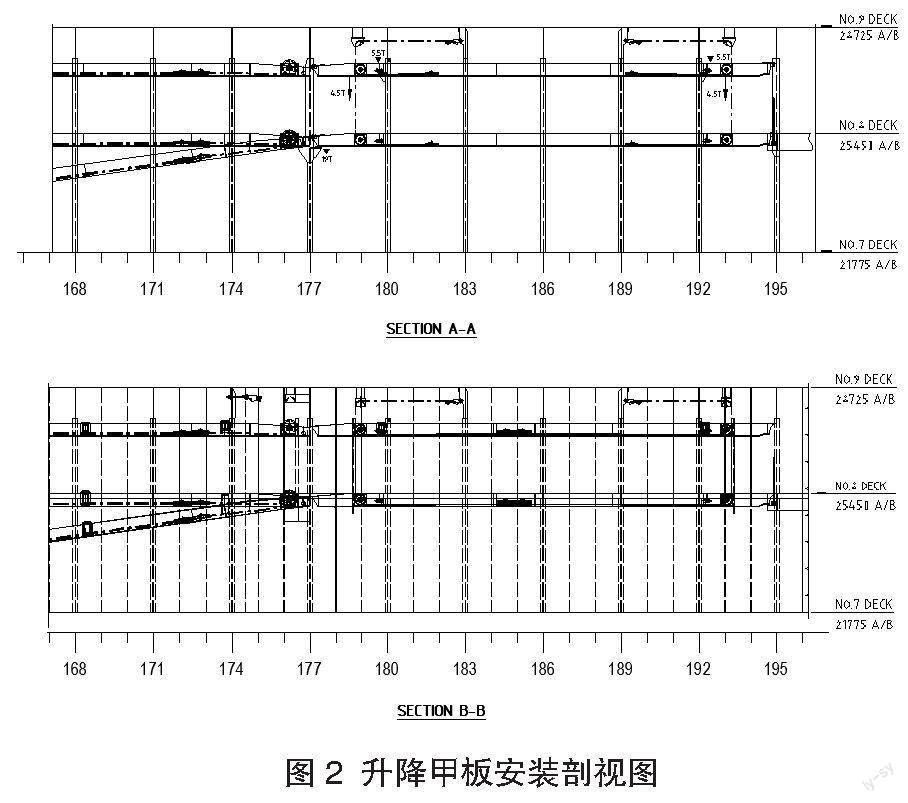
升降甲板和升降坡道是客滾船的重要舾裝件,本船升降甲板和坡道作為跳板,保證了車輛從7甲板順利行駛到8甲板;作為提升機構,將跳板上停好的小汽車提升到8甲板固定甲板高度,保證車輛安全停固在8甲板高度。
2? ? ?升降甲板的制作
2.1? 下料和上胎架
除機加工構件外,跳板主體結構下料使用等離子數控切割并噴劃安裝線;以甲板為基面在水平胎架上倒裝建造;使用桁架式胎架,胎架水平度≤2 mm/m2;胎架面使用型材,一般情況下使用槽鋼;桁架間距500 mm x 1000 mm,沿縱骨垂直方向間距為500 mm,甲板邊緣應500 mm x 500 mm,胎架高度以800 mm~1000 mm為宜。
2.2? ?拼板及球扁鋼安裝
甲板拼板使用雙面埋弧焊的焊接方式,拼板對接縫按0間隙進行裝配,甲板拼板在平整度≤3 mm/ m2的鋼平臺上進行,拼板完成后整體上胎架;拼板板件的平整度若≥3 mm/㎡,必須給予矯平;球扁鋼安裝是甲板上胎后進行整體二次劃線,包括基準線與結構安裝線等。先單獨安裝縱骨球扁鋼,角焊縫按間隙0~1 mm進行裝配;型材彎曲度若大于0.5 mm/m,必須給予矯直;縱骨焊接使用自動角焊機對稱焊接;球扁鋼焊接完成后,需將甲板片體翻身,進行背燒松骨,完全消除內應力。
2.3? ?片體翻身及T型梁安裝
甲板片體翻身盡量使用無碼工裝,如需安裝吊碼,應在甲板或縱骨端部粗余量的范圍內設置;T型梁安裝需根據組件圖、T型梁面板與腹板,以及各組件進行小組;T型梁在甲板片體二次上胎架后再安裝,先對T型梁的立角縫進行焊接,形成T型梁整體框架,最后再對與甲板的角接縫進行焊接及單眼板鉸鏈座在本階段粗定位固定。
2.4? ?鉸鏈座安裝
首先復核鉸鏈座定位線、前中后三塊跳板正裝整體預組合,調整好三塊跳板的中心線、前后間距以及水平度;然后重新復核鉸鏈座的定位線,確定最終的安裝位置、鉸鏈座定位點焊固定、安裝假軸;最后拉設鋼絲進行檢驗與監測、鉸鏈座打底焊、前中后跳板解體分離、加強安裝及拉設鋼絲及焊接。
2.5? ?精度控制要求
升降甲板本體制作時,要求跳板板材及結構:橫向施放1 mm/縱骨間距、縱向施放0.7 / 1000 mm;焊接按施焊工藝要求,保證平整度,要求跳板在收藏狀態時,水平度變形偏差為10 mm、支撐安裝偏差為20 mm、凈高度邊界為30 mm;在工作狀態時,跳板變形量為50 mm、跳板支撐安裝偏差為20 mm;制作升降甲板時,長度、寬度以及對角線的尺寸,要求長度偏差為A±10 mm、寬度B±6,對角線為±15;焊接后出胎前拉線及測量平整度變形偏差值O+10-0,進砂棚及運輸過程托架擺放在有結構的位置,避免變形。
分段制作尺寸,必須控制在有效偏差范圍內,才能保證升降甲板工作正常及可靠性。升降甲板分段在合攏對接時必須拉線或打激光,確保前后分段的寬度一致,使相應層不同升降甲板板之間間隙為30±5,甲板板與周圍結構之間的間隙為(30 ±5 mm);升降甲板是上下移動的,因此船體分段制作壁板、結構的垂直度尺寸控制至關重要,制作時盡量減少尺寸偏差及累積誤差;船體分段合攏時,后道安裝升降甲板的部門也必須提前檢查結構壁板的距離是否符合要求,發現異常必須立即處理,減少后續施工的影響。
3? ? 升降甲板的安裝
3.1? ?準備工作
安裝前應按要求組裝升降平臺的甲板開口及接口結構,確保各尺寸符合相關圖紙要求;對正鎖緊支撐、繩勒接口、止動塊接口、導軌柱等組裝加強,對正鉸鏈、壓膠板、端部止動塊、鎖緊裝置接口、油缸接口、支撐板等布置加強;從平臺本體測量鉸鏈中心尺寸,從甲板面測量立向尺寸,使用這些尺寸判斷定位是否正確;升降平臺上的附件需裝齊,除了在車間已經安裝在結構上的部分,如果方便可先安裝操作板及電線、接線盒、限位開關等在升降平臺上。
3.2? ?注意事項
升降甲板的上升、下降是通過鋼絲繩、滑輪組、油缸連接機構等組成聯動機構,每塊活動坡道共采用6根鋼絲繩,每側3根,通過油缸伸縮帶動滑塊移動,從而向上升起或向下放低跳板;停固時,通過鎖緊插銷停放在8甲板或9甲板,每塊活動坡道單邊布置3套插銷式鎖緊裝置,保證在三種受力狀態時能有效鎖緊、固定跳板;滑輪組的定位安裝,嚴格按照安裝圖紙的尺寸要求;升降坡道、甲板中部的滑輪組是鑲在結構里的,因此軸套筒滑輪組安裝時距離間隙要控制偏差135±1 mm,防止滑輪過松跳動、過緊摩擦大,坡道本體上兩側的滑輪有角度方向的安裝時要注意角度方向,各個滑輪定位點焊固定后用麻繩模擬鋼絲繩拉繩檢查,符合要求再焊接;船體上的滑輪及固定裝置按圖紙尺寸先點焊安裝,待坡道及活動甲板船上定位拉繩檢查后再焊接;升降甲板上的鎖緊插銷裝置、鉸鏈座尺寸間距量好,保證同軸度后焊接,控制焊接變形;升降甲板船上安裝后,如鎖緊尺寸有偏差,可僅調節船體上的鎖緊座,通過增減插銷孔的墊片來調節偏差。
3.3? ?船上安裝
測量升降平臺系列尺寸,特別注意寬度、長度、對角線、垂向滑輪的距離、位置,測量 8 甲板、9 甲板處接口結構系列尺寸,檢查接口結構的位置是否與圖紙相符,特別注意寬度、長度、對角線的尺寸;在底部結構點焊一些臨時肘板,將升降平臺保持在收藏位置;安裝、焊接下甲板層的固定支撐,如果甲板部分需通過懸掛固定在操作位置時,通過下面固定甲板的臨時支撐來完成;安裝、焊接上甲板層的半自動止動塊。
檢查每塊甲板板固定支撐的高度差,如果超過可接受的最大范圍,可安裝最小厚度為6 mm 的墊塊;對帶外部棘輪絞車的車輛的車輛甲板,在車輛甲板上部的甲板結構處,安裝棘輪機構和它們的鎖止缸,對帶內部棘輪絞車的車輛的車輛甲板則無需;把下層甲板放在固定支撐和臨時支撐上,檢查不同低層甲板板之間的高度差。如果超過最大接受差,通過火工調節或安裝最小厚度為6 mm的墊片;將上層甲板板放在半自動止動器上,如果甲板由懸掛部分支撐的話,用下層甲板板上的臨時支撐來完成;檢查所有的甲板板是否正確放置在相應操作高度的支撐上。
移除臨時支撐,調節間隙,使相應層不同甲板板之間及甲板板與周圍結構之間的間隙為30±5mm;對帶外部棘輪絞車的車輛甲板,在車輛甲板上部的甲板結構處,安裝滑輪房進行定位并點焊;對帶內部棘輪絞車的車輛甲板,在車輛甲板上方,安裝及點焊鋼絲繩錨定附件。檢查每個滑輪房是否和各自的棘輪鉸車對正,用鋼絲繩進行錨定并與低位的甲板板相關聯。必要時,調整滑輪房的位置并完成焊接;檢查每個附件與下層甲板相關滑輪對正位置是否正確。
安裝及焊接半自動止動器的導引裝置,放松及系固這些繩索,確保每根繩索的操作沒有影響運作或損壞繩子的障礙物。通過操作幾次,確保釋放布置裝置功能正常;安裝及點焊甲板板的導引附件,使其在縱向及橫向有一個2~9 mm 的間隙;安裝液壓管子,然后串油及對液壓系統壓力試驗。
連接棘輪絞車及鎖緊油缸到液壓系統,潤滑所有的潤滑點;系固提升的鋼絲繩索,然后提升甲板板約200 mm,檢查提升鋼絲繩的伸長率;降下甲板板至操作位置,調節提升繩索的長度,提升甲板導儲藏位置,檢查導引附件的間隙及操作過程中與周邊結構間的間隙,檢查下層甲板行程中半自動止動器返回正常;放下甲板,完成導引附件的焊接;提升甲板到儲藏位置,通過液壓系統操作油缸幾次,檢查鎖緊油缸及鎖緊插銷的功能,在鎖緊銷上安裝機械止動塊,操作甲板幾次,檢查所有的功能是否正常;核查活動甲板在操作和儲藏位置時的凈高;安裝所有的安全裝置,按照碼頭試驗冊調試及試驗車輛甲板。
4? ? 結束語
客滾船是我國船舶造船業發展的重要產品,但目前國內的造船技術不容樂觀,如:主要集中于勞動力密集型的產品,技術密集型的產品與發達國家存在一定差距;客滾船滾裝設備升降甲板的安裝精度工藝控制能力有限,技術創新能力較薄弱,生產管理水平較落后等。因此,需不斷提高滾裝設備的制作安裝精度,提高生產效率,為我國造船事業發揮應有的作用。
客滾船滾裝設備的制作與安裝,對我國造船事業的發展有著至關重要的意義。本文針對這一話題進行了闡述,首先對升降甲板的制作精度控制進行了介紹,其次對升降甲板建造的注意事項及制作要求給予了分析,最后對升降甲板的安裝給予了概括,這些都為升降甲板的制作與安裝調試,提供了合理化的建議,為我國船舶造船事業發展有著重要的現實意義。同時也有利于船舶行業的可持續發展。
參考文獻
[1]方紅,劉漢華.中海客滾船滾裝設備的設計特點[J]. 廣船科技, 2001(02).
[2]蔡小平. 16 000總噸級客滾船滾裝設備制造安裝工藝[J]. 造船技術,?2007(01).
[3]楊雪.? 中海客滾船船體結構與滾裝設備的配合設計[J].廣船科技,2010(04).
[4]李忠林.? 船舶建造工藝學[M].哈爾濱:哈爾濱工程大學出版社,? 2006.
[5]吳仁元.? 船體結構[M].北京:國防工業出版社,? 2001.
