40 000 DWT散貨船錨臺圍板通用加工樣箱設計
2023-11-17 22:58:29周瑜
廣東造船 2023年5期
關鍵詞:優(yōu)化設計
周瑜
摘? ? 要:介紹了40000DWT散貨船圓錐臺形錨臺圍板通用加工樣箱的優(yōu)化設計方法。通過研究圓錐臺形錨臺圍板結構的幾何特征,確定錨臺圍板通用加工樣箱的中心線、內圓弧樣板和基面樣板的位置,利用Tribon M3三維建模軟件輔助設計和放樣。
關鍵詞:錨臺圍板;通用加工樣箱;優(yōu)化設計
中圖分類號:U667.9? ??? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Design of General Processing Templet for 40 000 DWT
Bulk Carrier Hawse Coaming
ZHOU Yu
( Jiangmen Nanyang Ship Engineering Co., Ltd., Jiangmen 529145 )
Abstract: This paper introduces the improvement design method of the general processing templet for conical hawse coaming for 40 000 DWT bulk carrier. The main scheme is to design the centerline of general processing templet, inner arc templet and reference plane templet by studying the geometrical features of conical hawse coaming. Tribon M3 3D modeling software is used to assist the design and lofting.
Key words: hawse coaming; general processing templet; design improvement
1? ? ?前言
我司在建的40 000 DWT系列散貨船錨臺結構圍板零件共計12件,每一個零件放樣展開后的外形和尺寸都不相同,需要單獨設計和制作加工檢查樣箱,不僅所用木工板材較多,而且設計制作周期較長,材料和工時成本較高。由于錨臺圍板加工樣箱不通用,每個樣箱制作存在一定的誤差,每件錨臺圍板在油壓機冷加工軋制成型過程也會有誤差,累積誤差導致錨臺圍板成型精度難以控制,需要重復裝配調整曲面線型和多次修割余量,裝配精度和焊接質量難以控制,影響分段建造和報驗周期。
下面介紹40 000 DWT系列散貨船圓錐臺形錨臺圍板通用加工樣箱的優(yōu)化設計和制作方法,將所有的錨臺圍板零件加工樣箱設計成通用的加工樣箱,減少現場制作樣箱的數量,節(jié)約材料和工時,縮短設計制作周期,提高錨臺圍板加工成型精度。
2? ? 通用加工樣箱設計
2.1? ?概況
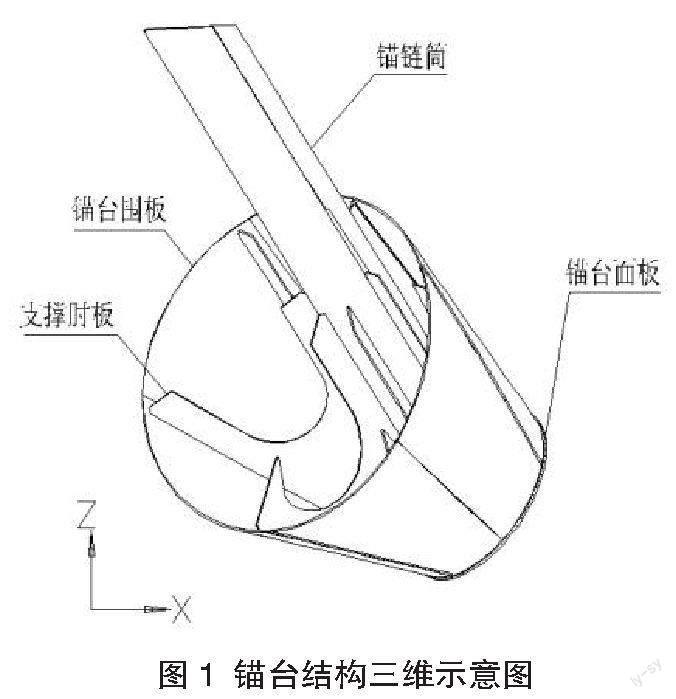
錨臺是為了防止船舶在起拋錨時錨爪與船體艏部外板碰撞,在船體艏部舷側外板和錨鏈筒出口處安裝的凸臺結構,是錨鏈收放時通過錨鏈筒出口的主要受力支撐構件,一般采用圓錐臺形設計,由錨鏈筒、支撐肘板、錨臺面板、錨臺圍板和錨唇組成。我司40000 DWT散貨船錨臺圍板設計時,根據采購鋼板原材料規(guī)格和車間油壓機加工能力,結合錨臺內部結構特點,將其劃分為6個零件進行放樣、下料和加工。錨臺圍板曲面零件放樣展開成平面后呈不規(guī)則的扇形,零件周邊一般加放100 mm加工余量,零件下料后通過油壓機冷加工成型的方式將其加工成曲面形狀,用樣板或樣箱檢查零件軋制成型狀態(tài),符合要求后轉運至下一道工序,切割周邊加工余量,然后進行裝配和焊接。
錨臺圍板通用加工樣箱,是為圓錐臺形錨臺結構外圍的曲面零件冷加工成型檢查使用。由于每一件錨臺圍板曲面零件放樣展開成平面后,零件的形狀和尺寸均不相同,在錨臺圍板通用加工樣箱優(yōu)化設計之前,每一件錨臺圍板零件都需要單獨設計加工樣箱圖紙,左右舷零件還需要對稱設計制作樣箱,左右舷錨臺圍板共12個零件,需要設計制作12套尺寸1:1的加工檢查樣箱。為了縮短制作樣箱周期,節(jié)約制作樣箱材料,對錨臺圍板加工樣箱進行優(yōu)化設計,將多個錨臺圍板加工樣箱統(tǒng)一成通用的加工樣箱,從而達到節(jié)約成本、縮短設計和制作周期的目的。
40 000 DWT散貨船錨臺結構三維示意圖,如圖1所示。
2.2? ?樣箱中心線
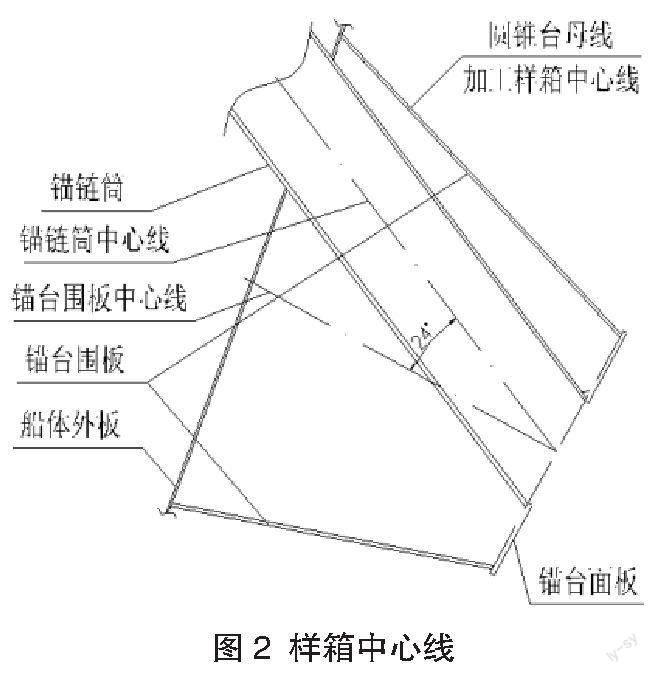
設計錨臺圍板通用加工樣箱的關鍵是要找到樣箱的中心線,讓外形尺寸不同的錨臺圍板零件共用一個加工樣箱,此中心線是錨臺圍板零件加工檢查對位的基準。通過研究圓錐臺形錨臺圍板結構外形的幾何特征,找出所有錨臺圍板零件加工樣箱的共同點,研究通用加工樣箱的可行性。
40 000 DWT散貨船錨臺圍板艏端面為正圓錐臺,艉端面與主船體艏部曲面外板相交,形成三維空間曲線。錨臺圍板所在的圓錐臺中心線與錨臺結構內部的錨鏈筒中心線不重合,它們之間有一個24°的夾角;錨臺圍板內部支撐肘板,是沿錨鏈筒垂直斷面八等分圓而布置,由于錨臺圍板所在的圓錐臺中心線與錨臺結構內部的錨鏈筒中心線之間存在24°的夾角,錨臺內部支撐肘板與錨臺圍板內表面形成的相交線與錨臺圍板所在的圓錐臺的母線是不平行的,它們之間存在一個夾角,而錨臺圍板拼接縫需要平行內部支撐肘板所在的平面設計,這就導致了錨臺圍板零件的拼接縫不能沿母線劃分,每一件錨臺圍板零件外形尺寸都不相同,雖然每一個零件外形尺寸不相同,但所有錨臺圍板零件都是同一個圓錐臺的一部分,所以每一個零件都有相同的母線。因此,我們可以選取錨臺圍板所形成的圓錐臺的母線作為錨臺圍板零件通用加工樣箱的中心線,如圖2所示。
2.3? ?樣箱內圓弧半徑和弧長
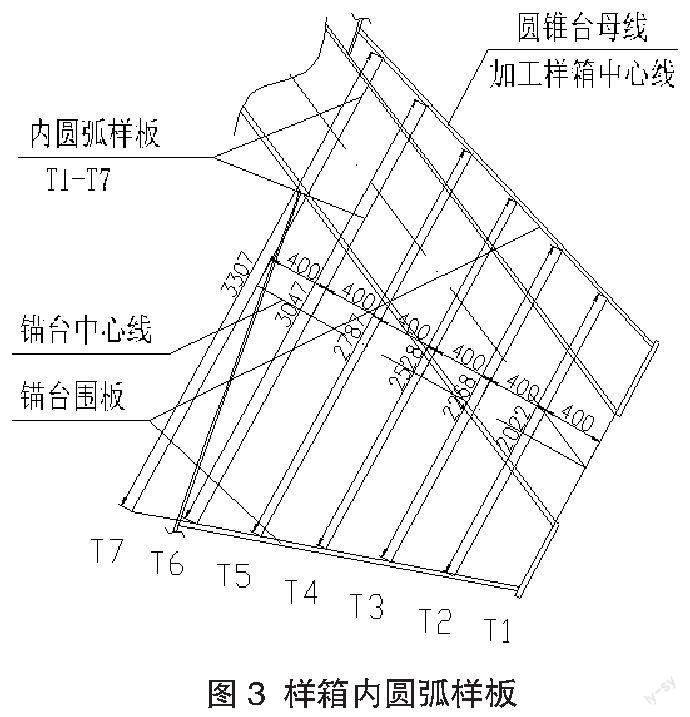
正圓錐臺的上下兩端面是由半徑大小不相同的兩個圓組成,側面是由一條傾斜的母線圍繞軸心旋轉360°形成的曲面。由于正圓錐臺上端面圓的半徑是固定的,那么每一件錨臺圍板沿樣箱中心線平行艏端面剖切所得到加工內圓弧樣板的半徑是相同的,只是每一件錨臺圍板的內圓弧樣板弧長和中心線的位置不相同。由于錨臺圍板大小不相同,需要選取外形尺寸最大的一件圍板來設計制作通用加工樣箱,這件通用加工樣箱可以用于檢查其它較小的錨臺圍板。雖然左右舷零件形狀不相同,但是它們的外形是對稱的,在設計樣箱時,選取內圓弧樣板弧長距樣箱中心線較長的一側數據,將樣箱的兩側沿加工中心線對稱設計,這樣就解決了左右舷的錨臺圍板零件需要分別制作對稱加工樣箱的問題,就可以左右舷零件共用了。
40 000 DWT散貨船錨臺圍板形成的圓錐臺軸心高度約2.4 m,沿這個圓錐臺軸心垂直中心線剖切平面,通常以200~400 mm的間距進行剖切,本船以400 mm的間距平行圓錐臺上端面剖切出7件內圓弧加工樣板。利用Tribon M3三維建模軟件建立內圓弧樣板模型,方便內圓板樣板零件放樣和生成錨臺圍板加工檢查劃線圖。
錨臺圍板通用加工樣箱內圓弧樣板,見圖3所示。
2.4? ?樣箱基面
樣箱中心線、內圓弧加工樣板半徑和弧長確定后,設計錨臺通用加工樣箱的基面樣板。本船錨臺上端面直徑1.8 m,下端面直徑約3.3 m,軸心高度約2.4 m,由于錨臺外形尺寸較大,選取合適的基面有助于減小樣箱的外形尺寸,節(jié)約材料,同時減輕樣箱的重量。參考最大的錨臺圍板艏艉端面圓弧的弦高,以平行圓錐臺母線400 mm處定出加工樣箱的基面,即可確定內圓弧樣板安裝角度,本船內圓弧樣板安裝角度為72°。
錨臺圍板通用加工樣箱基面位置和內圓弧樣板安裝角度,見圖4所示。
錨臺通用加工樣箱基面確定后,利用Tribon M3三維建模軟件剖切出基面樣板平面圖,在基面樣板平面圖上建立基面樣板零件模型,方便基面樣板零件放樣和生成樣箱裝配定位劃線圖。
錨臺通用加工樣箱基面樣板,見圖5所示。
2.5? ?零件加工檢查劃線圖和樣箱零件放樣
利用Tribon M3三維建模軟件建立錨臺圍板加工樣箱內圓弧樣板和基面樣板后,通過軟件的零件拆分功能生成所需的樣板零件圖和錨臺圍板零件展開圖,在錨臺圍板零件展開圖上標注尺寸用于零件加工檢查劃線。圖6中內圓弧樣板檢查線即為樣箱縱向檢查控制線,中心線即為樣箱弧長方向檢查控制線。由于樣箱中心線和零件劃線檢查圖上的中心線均為樣箱設計過程中的假想曲線,要在零件劃線圖上顯示,需要在Tribon M3的曲面模塊中為每一個錨臺圍板零件手工添加曲線,具體方法如下:(1)選取工程;(2)打開曲面模塊Curved Hull;(3)調取錨臺圍板結構模型;(4)創(chuàng)建錨臺艏端面平面圖;(5)采用兩點剖切法,沿圓錐臺母線剖切平面圖;(6)在錨臺曲面內沿圓錐臺母線創(chuàng)建曲線,此曲線即為樣箱中心線;(7)重復上述第(5)、(6)步驟,為每一件錨臺圍板零件創(chuàng)建一條中心線;(8)拆分錨臺圍板曲面板架,生成錨臺圍板零件展開圖;(9)在錨臺圍板展開零件圖上標記出中心線。
圖6為某一件零件加工檢查劃線圖示意。
2.6? ?打印樣箱圖紙
將設計好的加工樣箱圖紙1:1打印出來,便于現場制作加工樣箱。根據1:1打印加工樣箱圖紙面積測算,40 000 DWT散貨船錨臺圍板通用加工樣箱優(yōu)化設計前,需要木工板面積約50 m2,優(yōu)化后只需要約8 m2,可節(jié)約木工板約42 m2。
40 000 DWT散貨船錨臺圍板通用加工樣箱完工實物圖,見圖7所示。
3? ? 應用效果
3.1? ?設計圖紙數量大幅減少
優(yōu)化設計前, 1:1打印紙版圖紙共12套,優(yōu)化設計后只需要1套,既減少了設計加工樣箱圖紙的時間,降低了繪制加工樣箱圖的出錯率,也節(jié)約了打印樣箱圖紙所用的紙張。
3.2? ?樣箱制作數量大幅減少
由于采用通用加工樣箱設計,大幅減少了設計和制作加工樣箱的數量,不僅大量地節(jié)約了制作樣箱所用的材料和工時,而且極大地縮短了制作樣箱的周期,避免了制作多個樣箱而產生的樣箱精度問題。
3.3? ?加工成型精度大幅提高
所有錨臺圍板使用一件通用加工樣箱檢查零件加工成型狀態(tài),減少了因樣箱制作誤差引起的加工成型累積誤差,提高了錨臺圍板成型精度,為降低錨臺裝配難度,提高錨臺外觀質量和縮短建造報驗周期奠定了良好的基礎。
4? ? 結束語
錨臺圍板通用加工樣箱在40 000 DWT系列散貨船上設計應用,大幅減少了設計制作的工時和周期,節(jié)約了加工樣箱的制作成本,提高了加工成型精度,降低了錨臺圍板安裝難度,減少了調整和切割錨臺圍板余量的時間,使其與錨臺內部結構的貼合間隙更小,裝配和焊接質量顯著提高,大大縮短了分段建造和報驗周期。采用圓錐臺形的錨臺結構,不同船型錨臺大小尺寸有所不同,錨臺圍板零件劃分也會有所區(qū)別,可參考本文設計制作錨臺圍板通用加工樣箱。
猜你喜歡
航空兵器(2016年4期)2016-11-28 21:47:29
科技資訊(2016年19期)2016-11-15 08:34:13
電腦知識與技術(2016年24期)2016-11-14 00:09:15
文理導航(2016年30期)2016-11-12 14:56:57
文藝生活·中旬刊(2016年10期)2016-11-04 06:29:49
中國科技博覽(2016年22期)2016-11-01 14:23:46
中國科技博覽(2016年22期)2016-11-01 13:48:02
中國科技博覽(2016年19期)2016-10-19 12:24:15
中國科技博覽(2016年18期)2016-10-19 08:57:06
科技視界(2016年22期)2016-10-18 15:25:08
