鑄坯與鋼軌成品表面缺陷繼承關系研究
2023-11-17 08:48:50陶功明
鋼鐵釩鈦 2023年5期
關鍵詞:裂紋
陶功明,朱 軍,鄧 峰,孫 進
(攀鋼集團攀枝花鋼釩有限公司軌梁廠,四川 攀枝花 617000)
0 引言
伴隨著鐵路客、貨運量的增加及車速的不斷提高,對鋼軌表面、內部質量要求也越來越高,鋼軌表面缺陷主要表現形式為結疤、折疊、軋痕、氧化鐵皮壓入、矯痕、刮傷、裂紋等。特別是當鋼軌出現深度裂紋時,隨著輪軌滾動接觸導致的材料破壞及應力變化,裂紋更趨惡化,致使裂紋不斷擴大縱橫延伸,不僅影響行車的平穩性,嚴重時還可能導致斷軌,造成嚴重事故。裂紋的產生極其復雜,有由鑄坯缺陷演變而來的,也有由中間軋制產生的。鑄坯缺陷主要有劃傷、夾渣、凹坑、結疤等,均會對鋼軌表面質量造成影響。然而,何種程度的鑄坯缺陷在軋制變形后的鋼軌表面得以呈現或消逝,如何將鋼軌成品缺陷追溯到鑄坯的原始位置,亟需研究透徹,筆者通過在鑄坯表面制作人造缺陷,通過正常軋制研究鋼軌鑄坯與成品表面缺陷的演變規律,推導出其繼承關系[1],對鑄坯缺陷控制及軋制缺陷溯源提供科學依據。
1 缺陷調查分析
1.1 重軌表面缺陷調查
在鋼軌成品表面的裂紋和其他缺陷,大多源于鑄坯原始缺陷。技術人員很難通過觀察成品宏觀表面缺陷判定是軋制缺陷或是坯料缺陷。遇到表面缺陷問題時所做的一些措施并不精準,甚至沒有對成品缺陷和鑄坯進行檢測分析便作出相應的判定和盲目采取措施。這種方式很難對問題一擊即中,且須具有甄別軋制缺陷和連鑄缺陷間的豐富經驗。
在重軌質量檢查過程中,發現鋼軌表面常出現縱向線紋缺陷及結疤缺陷,部分缺陷宏觀可見,部分缺陷呈閉合性,需打磨或酸洗后可見,如圖1 所示。沿垂直與裂紋方向切割取樣,可以看出裂紋深度可達1.5 mm,甚至更深,內部氧化鐵皮厚實,邊部脫碳明顯,如圖1(c)、(f)所示。裂紋的發生基本沒有規律,偶然性較強,給源頭追溯帶來了極大的困難,不能明確對應缺陷在鑄坯表面的原始位置。
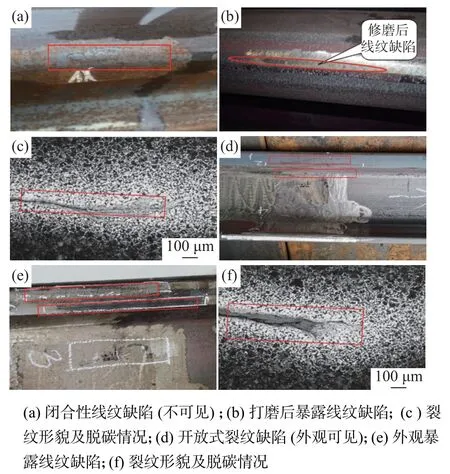
圖1 鋼軌表面線紋缺陷Fig.1 Linear defects on rail surface
1.2 鑄坯表面缺陷分析
軋制前鑄坯缺陷包含鑄坯原始缺陷和鑄坯加熱后缺陷。
1.2.1 鑄坯原料典型缺陷
連鑄缺陷按照發生概率的大小順序列出了五大類缺陷,即針狀氣孔/縮孔、表面折疊、表面裂紋、角部裂紋、劃傷和切割不良等,如圖2 所示。由于這些缺陷的存在及鋼軌表面質量的高要求,連鑄坯必須經過嚴格的檢查、清理、再檢查后才能裝爐,冗余工作嚴重阻礙了鑄坯熱送熱裝效率及節能降耗[2]。
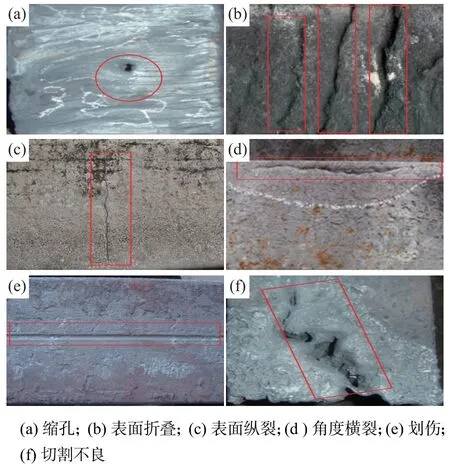
圖2 典型鑄坯缺陷Fig.2 Typical billet defects
1.2.2 鑄坯加熱典型缺陷
加熱爐水梁墊塊硌傷缺陷是目前影響鋼軌表面質量的極不穩定因素,如圖3 所示。墊塊損傷及結瘤造成的鑄坯下表面凹坑缺陷在軋制重軌過程中曾階段性地出現過頭側和腿尖軋疤及隱蔽性線紋缺陷,其相對位置基本固定,但深淺、長度不一。由于缺陷為下表面,且部分缺陷成閉合性隱蔽狀態,完全靠后工序肉眼檢查不易發現,極具漏檢外發風險并導致批量判廢,給生產帶來極大損失,引發重大質量事故[3]。
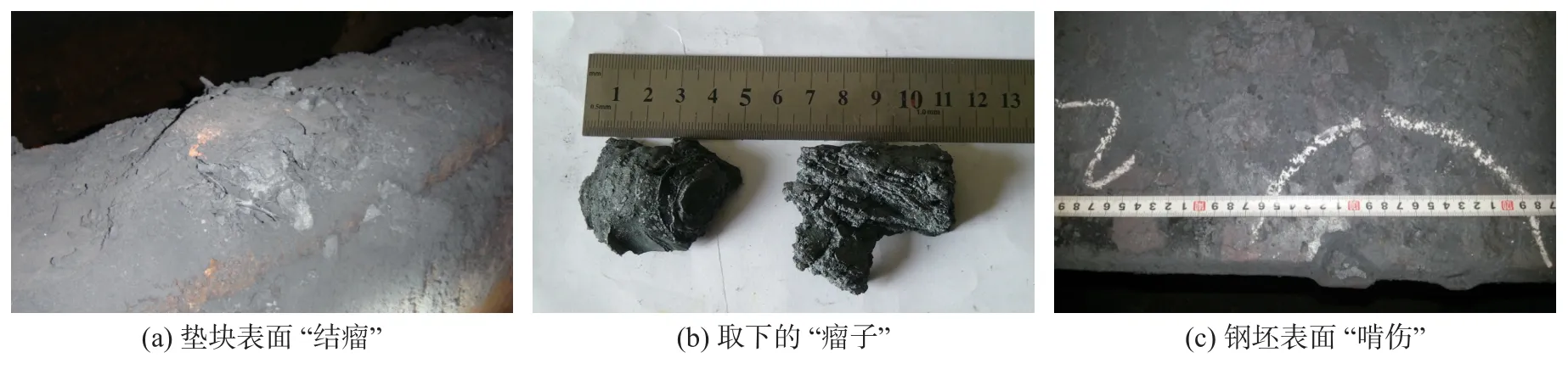
圖3 墊塊結瘤及鋼坯“啃傷”缺陷Fig.3 Cushion block nodule and billet "gnawing" defect
2 缺陷繼承研究方法
2.1 研究方法
為找出重軌成品與鑄坯缺陷之間的繼承關系,以60 kg/m 鋼軌為例,在鑄坯5 個截面方向上人工缺陷分布位置如圖4 中數字和字母所示,通過正常軋制,觀察缺陷演變結果及繼承關系[4]。按照圖5中數字和字母所示位置分別在鑄坯上鉆孔,孔的大小為?8 mm×20 mm,正常軋制成60 kg/m 鋼軌,觀察缺陷演變后的宏觀形貌,將帶有缺陷的鋼軌針對性鋸切取樣,采用OLYMPUS 手持式渦流探傷儀、深度儀、鋼板尺、光學顯微鏡、電鏡觀察等對缺陷進行全方位探傷檢測、測量,獲取軋制后缺陷位置、形貌及表現形式,再對應鑄坯人造缺陷,擬合成鋼軌鑄坯與成品表面缺陷繼承擬合圖。
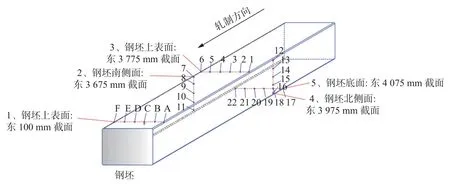
圖4 鑄坯人工孔槽缺陷分布示意Fig.4 Distribution diagram of defects in artificial hole and groove of slab
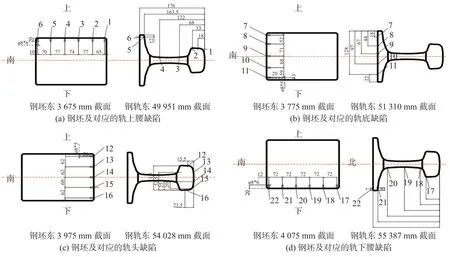
圖5 60 kg/m U75V 鋼坯和鋼軌各部位缺陷對應情況Fig.5 Corresponding situation of defects at various parts of the 60 kg/m U75V billet and rail
2.2 工藝路線
試驗工藝路線:鑄坯準備→鑄坯鉆孔→鑄坯加熱→鑄坯除鱗→鑄坯軋制→冷床預彎冷卻→矯前缺陷確認→鋼軌矯直→樣品在線探傷(渦流、超聲波)→鋼軌鋸切取樣→樣品離線探傷(手持式渦流探傷儀)→樣品打磨-樣品檢驗(顯微、電鏡觀察)→缺陷繼承分析→缺陷繼承擬合。
3 模擬結果及分析
3.1 鑄坯與鋼軌對應面缺陷分布
將制作好的人工孔槽缺陷鑄坯送往加熱爐加熱、除鱗、軋制,取樣分析鑄坯表面與鋼軌成品表面缺陷的繼承關系矩陣,并以中部4 個面進行擬合分析。鑄坯人工孔槽及鋼軌缺陷分布情況及各部位缺陷演變規律如圖5 所示。
取軌頭側線紋樣送檢進行脫碳分析檢驗,其線紋缺陷中間部位均與基體連接,兩端軋疤與基體有明顯的界面,軋疤脫落后有明顯的凹坑為壓入所致。試樣均存在向基體內延伸的枝狀微裂紋,裂紋上有大量的氧化物、內氧化質點和嚴重的脫碳現象,如圖1 的(c)、(f)所示。
3.2 不同變形區缺陷變化形式
從缺陷縱向位置分析,軌頭6 處缺陷首尾基本一致,軌腰6 處缺陷在端部時,軌頭至軌底方向上的缺陷由西向東偏移,而在中部時,軌底至軌頭方向上的缺陷向西輕微偏移,說明頭部金屬有向西碾搟的趨勢。
軌底5 處由下腿尖至上腿尖向西輕微偏移,說明金屬偏上缺陷有向西斜戳的趨勢。從缺陷位置分析,軌頭和軌底的缺陷與鑄坯缺陷相比,相對位置成正比放大。
軌腰缺陷與鑄坯缺陷相比,相對位置變化較大,金屬流動更復雜,按以往的經驗判定,棱角缺陷應軋制到腿尖內側,而實際上,鑄坯上下表面靠南棱角缺陷經軋制后均翻越腿尖,到軌底平面距離腿尖10 mm處,在軋制過程中金屬是偏向軌底流動的。
3.3 不同變形區缺陷形貌差異
從缺陷打磨后的位置分布進行分析,鋼軌鑄坯在軋制過程中的頭、腰、底延伸系數存在差異,同一截面的缺陷在軋制過程中因不均勻變形在縱向上會形成微小位錯;軌頭部缺陷因壓縮比較小不能碾壓閉合,均形成缺陷深寬明顯且規則的線紋缺陷;軌上腰缺陷粗軋單次壓下較大,靠中部的缺陷受垂直壓力直接碾碎,形成不規則的團狀結疤缺陷,下顎尖應力集中也被碾碎,經碾合形成條狀結疤缺陷;底腰、頭腰圓弧連接處缺陷受擠壓,均碾合成線紋缺陷;軌下腰部缺陷與上腰缺陷有所差異,壓縮變形較大,下腰缺陷深度較淺,均碾合成線紋缺陷;軌底部缺陷壓縮變形較大,變形較規律,相對間距較為固定,均形成線紋缺陷。
3.4 不同變形區缺陷軋制變形比
考慮鉆孔經加熱后的氧化燒損,孔徑?8 mm 經加熱氧化后約為?8.7 mm,在鋼軌成品上的線紋缺陷長度均為孔徑在縱向上的延伸而成。孔深20 mm 深度方向氧化燒損忽略不計,在鋼軌成品上的線紋缺陷長度均為孔在徑向方向上的軋制延伸而成,因此鑄坯表面不同部位的人造缺陷孔徑與成品鋼軌表面對應位置上的線紋缺陷之間所對應的缺陷延伸比并不相同。而鋼軌成品上的線紋缺陷深度均為孔在徑深方向上軋制壓縮而成,因此鑄坯表面不同部位的人造缺陷孔深與成品鋼軌表面對應位置上的線紋缺陷深度之間則對應著不同壓縮比。根據上述取得的鋼軌不同部位的缺陷延伸比和不同部位的缺陷壓縮比數據信息,能夠實現根據鋼軌成品表面的缺陷大小溯源出鑄坯原始缺陷的大小。
3.5 缺陷對應性分析
通過鋼軌鑄坯表面的人工孔槽缺陷,按理論軋制延伸比,在軋制后的鋼軌成品上的表面缺陷均被逐一找到,缺陷定位位置誤差±2‰,驗證了鋼軌實際軋制延伸系數與理論基本吻合,但由于鋼軌為異形斷面,在軋制過程中受不同程度擠壓或拉縮變形的交互影響,其形貌、位置、大小均會呈細微差異性。
取軋疤、線紋樣送檢進行脫碳分析檢驗,其檢驗結論發現重軌線紋缺陷中間部位均與基體連接,兩端軋疤與基體有明顯的界面,軋疤脫落后有明顯的凹坑為壓入所致。橫向金相樣觀察發現試樣均存在向基體內延伸的枝狀微裂紋,裂紋上有大量的氧化物、內氧化質點和嚴重的脫碳現象,說明此缺陷經高溫長期加熱而成。
3.6 鑄坯-成品缺陷繼承擬合
以60 kg/m 重軌為例,綜合分析對比人造缺陷與鋼軌成品表面缺陷的位置及深寬長參數,以及各部位缺陷演變規律,可判斷鑄坯表面缺陷與鋼軌成品表面缺陷具有明顯的對應關系,如圖6 所示,模擬出了鑄坯軋制成鋼軌后,切片重組在同斷面的相對位置關系,擬合出鋼軌鑄坯-成品缺陷繼承關系,如圖7 所示。
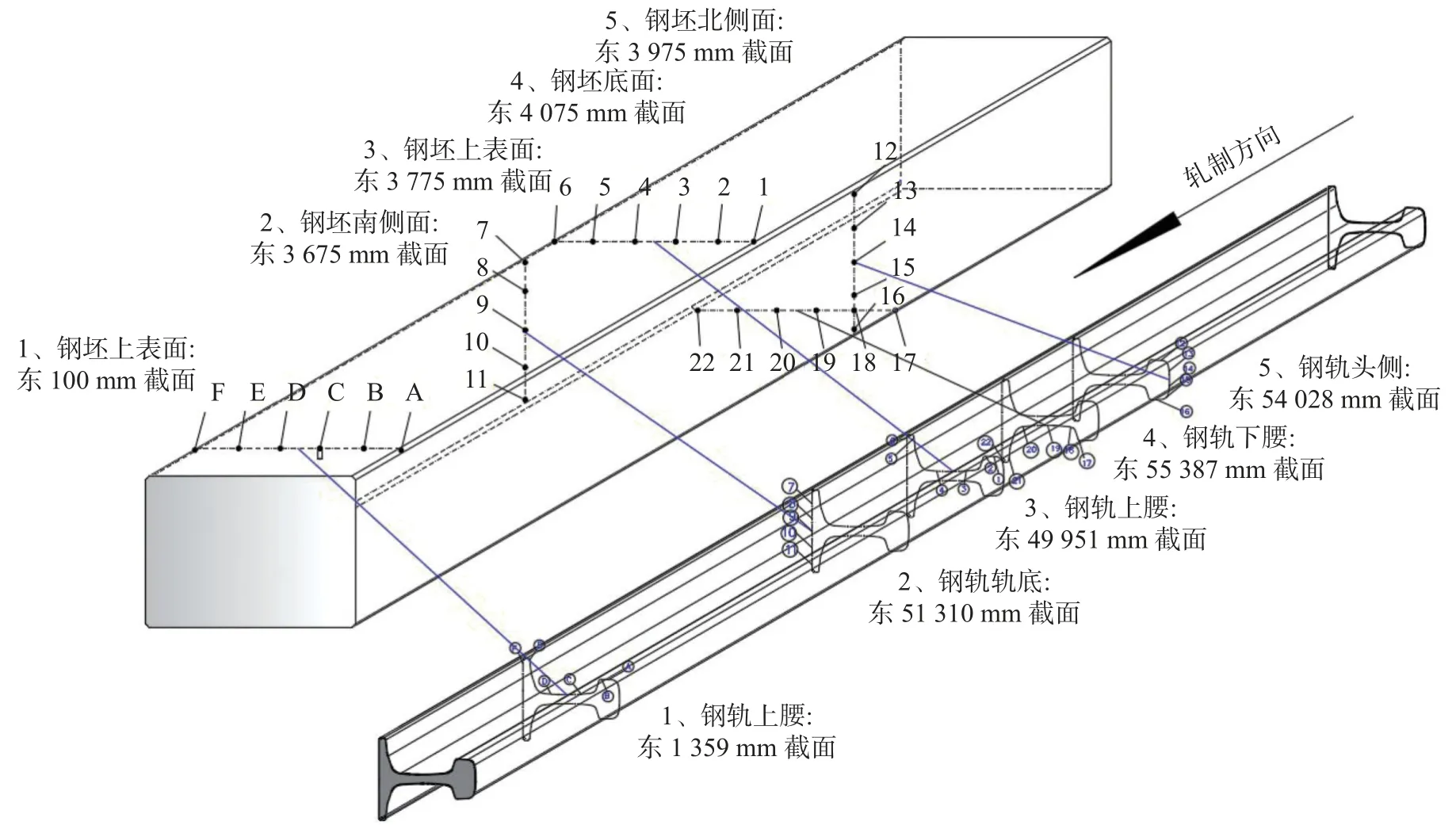
圖6 鑄坯-成品缺陷位置對應關系Fig.6 Corresponding relationship between the casting billet and the rail product defect location
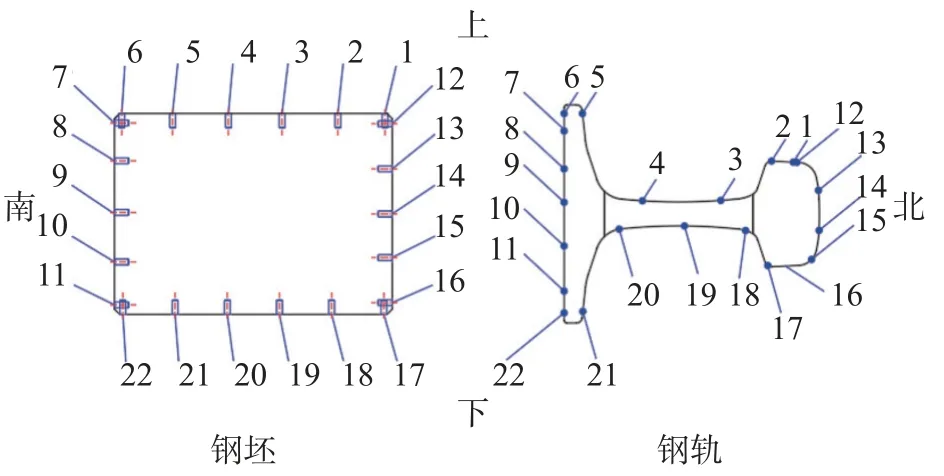
圖7 鑄坯-成品表面缺陷繼承擬合示意Fig.7 Schematic diagram of continuous fitting of the surface defects of the billet-finished products
4 應用實例
通過試驗獲取到某60 kg/m 重軌不同部位的延伸系數及壓縮比,進一步驗證了鋼軌軋制延伸系數及壓縮比與現有理論值的吻合性,通過缺陷溯源分析快速查找缺陷位置予以及時消除,同時也通過試驗數據確定了鑄坯表面缺陷形貌在鋼軌表面形成超標缺陷的深寬比標準。
在280 mm×380 mm 斷面軋制60 kg/m 重軌生產中進行了缺陷對應試驗,在成品鋼軌中發現有缺陷時,立即對同批次加熱爐中的鋼坯打再熱進行檢查驗證。鋼軌質量檢查時發現東49.51 m 北頭側有規格為0.6 mm(深)×0.4 mm(寬)×415 mm(長)的線紋缺陷,如圖8(a)所示,通過取樣脫碳檢驗發現裂紋上存在嚴重的脫碳現象,如圖8(b)所示,說明此缺陷經高溫長期加熱而成,按照對應的延伸系數及缺陷對應位置擬合(圖7),反推出在鋼坯上東3.490 8 m 處可能存在缺陷規格約為9.522 0 mm(深)×6.348 0 mm(寬)×29.266 6 mm(長)的缺陷,再通過再熱坯缺陷查找對應。對應檢查時,在再熱坯對應位置確實發現了此類缺陷,如圖8(c)所示,缺陷實際位置處于東3.495 m 處鋼坯下表面北側棱角處,規格為9.35 mm(深)×5.98 mm(寬)×28.96 mm(長),形貌相似度達到90%,位置準確度高達98%,然后結合缺陷形貌判定是原料帶來缺陷還是加熱爐產生,最后采取鋼坯缺陷清理或調整加熱爐步距等措施予以缺陷消除。同時也通過研究數據確定了鑄坯表面缺陷形貌在鋼軌表面不會形成超標缺陷的深寬比檢查標準,原料凹坑缺陷的深度<5 mm 時,或是當深度<5 mm 且深寬比≤1∶5 時,缺陷在軋制過程中均可得到消化,或不會在鋼軌成品上形成超標的缺陷。
通過上述試驗獲取到某60 kg/m 重軌不同部位的延伸系數及壓縮比,進一步驗證了鋼軌軋制延伸系數及壓縮比與現有理論值的吻合性,通過缺陷溯源分析快速查找缺陷位置予以及時消除,同時也通過試驗數據確定了鑄坯表面缺陷形貌在鋼軌表面形成超標缺陷的深寬比標準,對提高鋼軌質量及良品率有著重要的意義。
5 結論
1)通過在無超標缺陷的鑄坯表面的軋制滑移區域和軋制穩定區域分別鉆取若干垂直于鑄坯表面的孔槽,而后向孔槽內填充耐火材料并進行封堵,制得了帶有人造缺陷的鑄坯,并通過正常軋制獲得了帶缺陷的鋼軌。
2)通過試驗研究發現,鑄坯上同種缺陷出現在鋼軌的不同部位,因鋼軌為異形斷面,在軋制過程中受不同程度擠壓或拉縮變形影響,其形貌、位置、大小均會呈現差異性。同一鑄坯缺陷出現在軌上腰、軌下腰對稱面的形貌類似,但位置并不一致。鑄坯上同一缺陷出現在鋼軌上不同部位,其縱向位置會出現變化,會形成位錯。鑄坯上同一缺陷出現在鋼軌的端部和中部,其大小、位置,甚至形貌均會出現差異。鑄坯上同一缺陷在鋼軌上不同部位的缺陷開放性及破裂形式呈現不同。
3)利用該繼承關系成功將鋼軌上的缺陷溯源回鑄坯上,缺陷溯源形貌對應度高達90%,缺陷溯源定位誤差±2‰。可以幫助技術人員快速準確地定位鑄坯上的缺陷位置,預估鑄坯上的缺陷形貌及產生區域,即時選取合適的應對策略,進行缺陷消除,有效提升鋼軌良品率,同時也確定了鑄坯表面缺陷形貌在鋼軌表面形成超標缺陷的檢查標準。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38