AFRP激光-銑削組合加工及其工藝參數優化研究
2023-11-20 01:20:08李文毅
宇航材料工藝 2023年5期
關鍵詞:工藝
李文毅 蘇 飛 鄭 雷 陳 冰
(1 湖南科技大學機電工程學院難加工材料高效精密加工湖南省重點實驗室,湘潭 411201)
(2 鹽城工學院機械工程學院,鹽城 224051)
文 摘 針對芳綸纖維增強復合材料(AFRP)加工中極易出現抽絲拉毛、燒蝕等問題,提出采用激光-銑削組合加工的工藝方法對AFRP 進行試驗研究,優化AFRP 激光-銑削組合加工工藝參數。試驗表明:與銑削加工相比,激光-銑削組合加工的切削溫度更低,切削力以及毛刺因子更小,且在加工中切削力波動幅度小,銑削平穩;AFRP激光-銑削組合加工中的最佳激光工藝參數為:激光功率P=20 W,掃描速度v=3 mm/s,脈沖寬度Lf=60 ns,重復頻率f=50 kHz;最佳銑削工藝參數為:主軸轉速n=2 000 r/min,進給速度vf=105 mm/min,切削深度ap=0.5 mm。
0 引言
芳綸纖維增強復合材料(AFRP)具備比強度高、比模量大以及抗疲勞性能好等優良性能,其中,以Kevlar 纖維增強復合材料最為典型,在軍工、航空航天等領域得到了廣泛的應用[1-2]。AFRP 屬于典型的難加工材料,加工中極易出現分層、拉毛、抽絲、燒蝕等缺陷,嚴重影響了AFRP 構件的使用性能,制約了AFRP的推廣和應用。
在機械加工中,AFRP 極易產生抽絲、拉毛、分層等缺陷,以及存在切屑難以排出、刀具磨損嚴重等問題[3]。目前,國內外學者對AFRP 加工進行了大量研究。KOENIG 等[4]采用不同結構的刀具進行了對比試驗,研究了刀具結構對加工缺陷的影響;VENIALI等[5]指出刀具的幾何形狀對切削力和制孔質量的影響遠大于切削工藝參數;IC 等[6]通過對芳綸纖維復合材料的銑削試驗,指出進給速度和切削深度越小,主軸轉速越大加工表面質量越好;袁軍堂等[7]利用了不同材料的刀具對AFRP進行了加工對比試驗,分析了AFRP 切削特性和加工缺陷的產生原因。此外,WANG 等[8]和王晉宇[9]采用超低溫加工工藝對AFRP進行了試驗研究,指出超低溫環境能有效降低AFRP韌性,降低AFRP切削斷裂難度。
為避免AFRP 機械加工中抽絲拉毛等缺陷,國內外學者開展了一系列AFRP 的激光加工研究,在加工質量的評價和熱損傷缺陷的抑制等方面獲得了大量研究成果[10-13]。SULAIMAN 等[10]對比分析了AFRP傳統鉆削制孔和激光打孔的加工效果;TAWEEL等[11]研究了工藝參數對切縫寬度和切縫錐度的影響,通過方差分析對工藝參數進行了優化;楊劍等[12]采用不同波長的皮秒激光進行了AFRP 切割試驗,指出與紅外激光和綠光激光切割AFRP相比,紫外激光切割對切縫截面處纖維損傷最小,切割效率最高。AFRP 激光加工能夠有效避免分層、撕裂等缺陷的產生,但在多數情況下激光加工所能達到的最大加工厚度均小于3 mm,且加工區域的切縫存在一定錐度[13]等。另外,短脈沖激光加工AFRP 時,主要通過熱效應去除材料,在加工區域極易產生熱影響區,影響工件的使用性能。
近年來,激光輔助加工逐漸應用于陶瓷材料、鈦合金及碳纖維增強復合材料等難加工材料的加工中[14-16]。DANDEKAR等[15]對氧化鋁纖維增強復合材料進行了激光輔助加熱切削,指出在相同切削參數下,將切削區的溫度提高300 °C,刀具磨損、表面粗糙度、比切削能比常規切削可降低65%;PARK 等[16]提出了一種激光直接輔助加熱切削的方法,采用激光束透過專用的藍寶石刀具直接照射在加工區域,指出這種方法不僅能夠降低激光輻照后的能量損失,提升激光能量的利用率,還能使加工質量得到進一步的提升。以上研究均表明激光輔助加工技術可以明顯提高難加工材料的加工質量,然而,目前對于AFRP激光輔助加工的研究鮮有報道。
為了提高AFRP 的加工質量,課題組在現有條件下提出了采用激光-銑削組合加工的工藝方法對AFRP 進行試驗研究[17]。研究表明,AFRP 激光銑削組合加工不僅能有效避免拉毛、抽絲現象的產生,還能去除部分激光加工產生的熱影響區。當前,對于AFRP 激光-銑削組合加工進行了加工機理方面的分析,相關的研究仍需進一步深入系統研究。
本文基于激光-銑削組合加工的工藝方法,通過對AFRP 激光-銑削組合加工和銑削加工進行對比,分析銑削工藝參數對AFRP激光-銑削組合加工的影響規律,采用正交實驗的方法對激光-銑削組合加工中激光加工階段和銑削階段分別進行工藝參數的優化試驗,擬獲得AFRP 激光-銑削組合加工的最佳工藝參數。
1 試驗
1.1 試驗條件
所用材料為平紋編織芳綸纖維增強環氧樹脂基復合材料(AFRP),纖維體積分數為60%,單根纖維的直徑約為12 μm,單層厚度為0.3 mm,板厚為5 mm。采用的激光設備為奧瑞那激光設備生產的納秒激光打標機,主要由光學平臺、納秒Nd:YAG 激光光源(激光波長為1.064 μm)、工作臺等組成。光束能量符合高斯分布,調焦后垂直照射到工件表面上,對AFRP進行激光加工,試驗裝置如圖1所示。
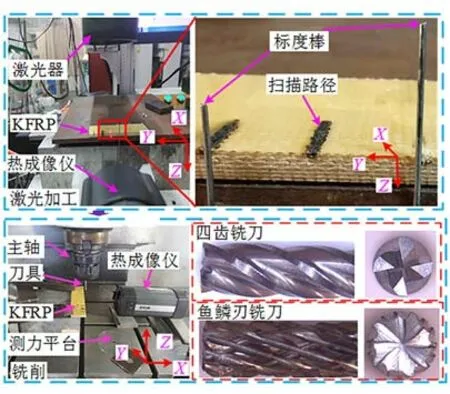
圖1 試驗裝置Fig.1 Experimental steps
銑削試驗中采用了普通四刃和魚鱗刃整體硬質合金立銑刀,刀具直徑均為3 mm。在KVC1050M 立式加工中心上采用無冷卻方式進行銑槽試驗。銑削過程中,采用 Kistler9253B23 型測力系統測試切削力、FLIR-SC325 紅外測溫儀測量切削溫度。試驗后,采用超景深體視顯微鏡、掃描電鏡(SEM)及其附帶軟件觀測加工表面形貌。
1.2 試驗方案
1.2.1 單獨銑削和激光-銑削組合加工對比試驗
為了對比分析AFRP單獨銑削和激光-銑削組合加工效果,銑削加工和激光-銑削組合加工中的銑削階段采用主軸轉速n=2 000 r/min,在進給速度vf分別為105、210、315、420 mm/min 下進行試驗。其中,激光工藝參數:激光功率P為40 W、掃描速度v為3 mm/s、重復頻率f為200 kHz、脈沖寬度Lf為20 ns。
由于考慮到激光光斑較小,整個熱影響區的寬度較小,為匹配銑削刀具直徑,在激光-銑削試驗中,首先,激光按“U”形軌跡加工,再將銑刀中心線與“U”形軌跡的中心軸線對齊進行銑削,如圖2所示。
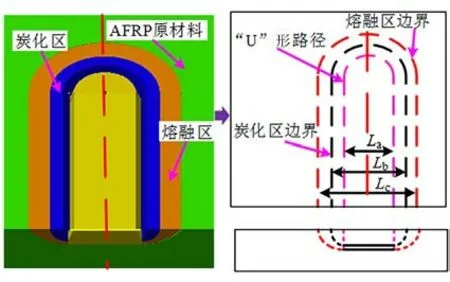
圖2 激光U形軌跡Fig.2 Laser U-shaped trace
1.2.2 激光-銑削組合加工單因素試驗
為了分析銑削加工工藝參數對激光-銑削組合加工的影響規律,在P為40 W、v為3 mm/s、f為200 kHz、Lf為20 ns 下對AFRP 進行銑削工藝參數試驗。其中,n在2 000~5 000 r/min 內取值(取值間距為1 000 r/min),vf在105~420 mm/min內取值(取值間距為105 mm/min),ap在0.5~1.1 mm 內取值(取值間距為0.2 mm)。
1.2.3 激光-銑削組合加工參數的優化試驗
對激光-銑削組合加工中的激光加工階段、銑削加工階段分別采用L16(45)正交試驗法對工藝參數進行優化,在銑削加工階段,刀具中心線均與激光路徑“U”的中心線對齊。
激光加工階段正交試驗如表1 和表2 所示,銑削實驗階段正交試驗如表3 和表4 所示。其中,空列作為誤差列。
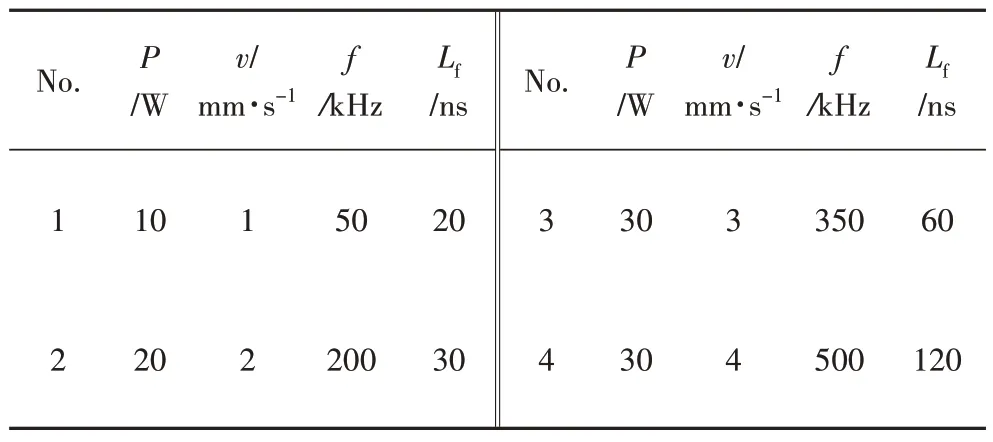
表1 激光加工的因素水平Tab.1 Laser processing factor level
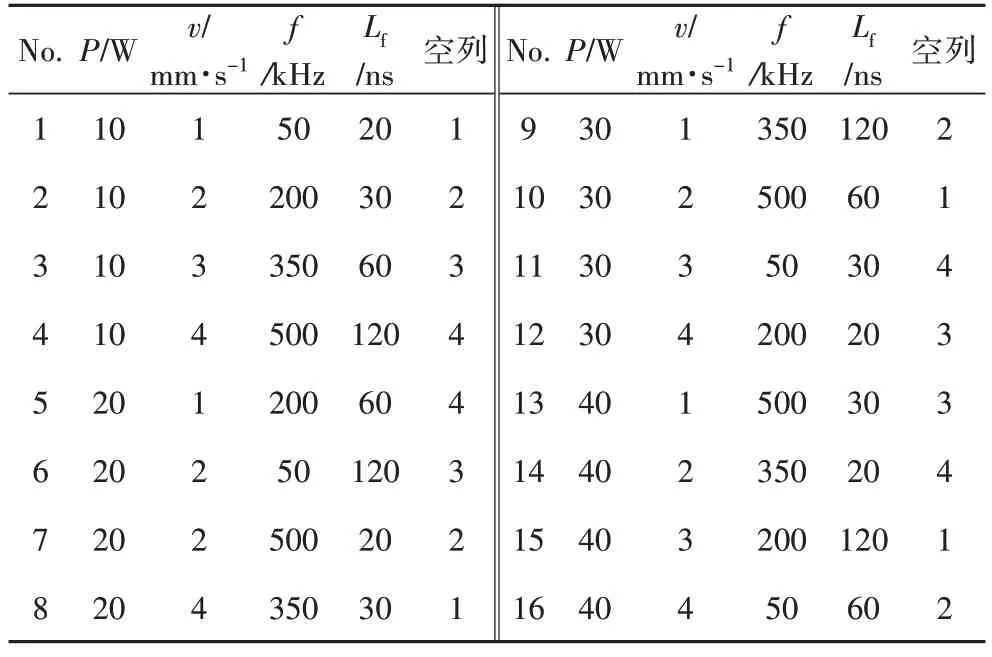
表2 L16(45)激光加工正交試驗Tab.2 L16(45)Orthogonal experiments of laser machining
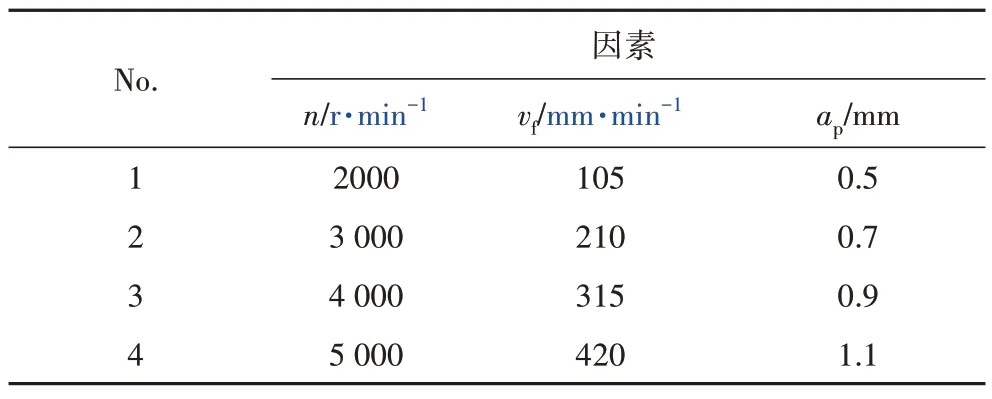
表3 銑削階段的因素及水平Tab.3 Factors and levels in milling stage

表4 L16(45)銑削階段正交試驗Tab.4 L16(45)Orthogonal experiments of milling
1.3 加工評價方法
AFRP 激光加工的熱影響區可分為切縫區、炭化區、熔融區,如圖3所示。其中,切縫區截面近似為倒三角形,炭化區和熔融區截面近似為梯形。采用上表面炭化寬度(Wk1)、上表面熔融區寬度(Wk2)、炭化區錐度(θ)、上表面熔融區寬度(Wk2)與上表面炭化寬度(Wk1)的差值(Δ)作為AFRP 激光加工的評價指標,其中,炭化區錐度θ:
式中,h1為炭化區深度,Wk3為炭化區截面梯形的下底寬度。
對于AFRP銑削加工和激光-銑削組合加工中的銑削階段,采用毛刺因子(Km)作為銑削加工的評價指標,如圖3(b)所示。
式中,D為銑刀直徑,L為槽兩側毛刺損傷最大寬度。
2 結果與討論
2.1 AFRP激光-銑削組合加工與銑削加工對比分析
2.1.1 加工效果對比分析
AFRP 激光-銑削組合加工和銑削加工的加工表面形貌如圖4所示。其中,銑削工藝參數均為主軸轉速n=2 000 r/min、進給速度vf=420 mm/min、切削深度ap=0.5 mm。

圖4 加工表面形貌對比Fig.4 Comparison of surface morphology
由圖4(a)和(b)可見,采用魚鱗刃銑刀和四齒銑刀進行銑槽時,槽邊易形成抽絲拉毛現象,槽邊輪廓模糊。芳綸纖維屬于高韌性材料,銑刀與纖維相互作用時纖維未能及時被切斷,抽絲拉毛現象明顯。同時,包裹在纖維表面的樹脂基體在銑刀的擠壓作用下從槽邊被擠出。
由圖4(c)和(d)可見,采用魚鱗刃銑刀進行AFRP 激光-魚鱗刃銑刀銑削組合加工時,槽壁纖維能被及時切除,形成齊整的槽邊,幾乎無抽絲拉毛現象產生;但采用四齒銑刀進行激光-銑削組合加工,雖然纖維能被切除,但槽邊纖維呈疏散狀,呈現拉毛現象。AFRP 在激光輻射后其性能發生了不同程度的改變,芳綸纖維被燒蝕嚴重甚至炭化,在銑削時發生脆性斷裂,進而炭化區的芳綸纖維在四齒銑刀和魚鱗刃銑刀銑削時均易于被切除。但相比于四齒銑刀銑削,魚鱗刃刀具結構加工效果更理想。
圖5 為魚鱗刃銑刀的加工微觀形貌圖。由圖可見,AFRP 激光-銑削組合加工時,炭化纖維在切削過程中呈現脆性斷裂,斷口較為齊整,能夠把激光加工產生的炭化區整體去除,且基本無新加工缺陷的產生。而單獨銑削加工時,纖維出現縮頸現象,產生嚴重抽絲拉毛現象。

圖5 微觀形貌特征對比Fig.5 Comparison of microscopic morphology characteristics
圖6為不同進給速度下毛刺因子的變化規律(圖中,下標1表示單獨銑削加工,下標2表示激光-銑削組合加工,下標a表示加工刀具為魚鱗刃銑刀,下標b表示加工刀具為四齒銑刀)。由圖可見,隨著進給速度的增加,四齒銑刀和魚鱗刃銑刀加工的毛刺因子呈增大趨勢,且與單獨銑削加工相比,激光-銑削組合加工的毛刺因子明顯減小。由此可見,AFRP加工中的抽絲拉毛現象在激光-銑削組合加工過程中能被有效控制。
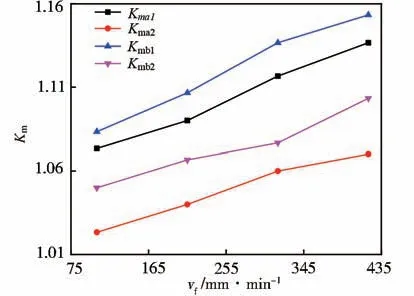
圖6 毛刺因子對比Fig.6 Comparison of burr factors
另外,為詳細分析銑削工藝參數對毛刺因子的影響規律,采用魚鱗刃銑刀在不同主軸轉速和切削深度下進行激光-銑削加工試驗,分析毛刺因子對主軸轉速和切削深度的影響規律,如圖7所示。
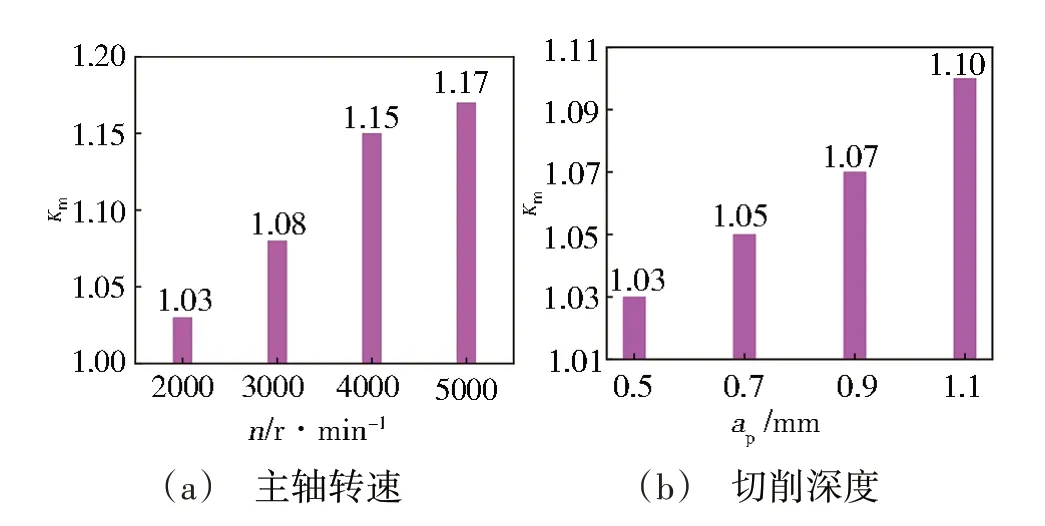
圖7 主軸轉速和切削深度對毛刺因子的影響規律Fig.7 Influence rule of spindle speed and cutting depth on burr factor
由圖可見,隨著主軸轉速的增加,AFRP 激光銑削組合加工的毛刺因子呈增加趨勢,主軸轉速從2 000 增加到5 000 r/min,毛刺因子從1.03 增加至1.17;隨著切削深度的增加,毛刺因子呈增大趨勢,切削深度從0.5 增加到1.1 mm,毛刺因子從1.03 增加至1.1。在一定激光工藝參數條件下,激光加工深度有限,銑削深度增加到一定程度時,槽底部材料基本為未被激光影響的原材料,此時,造成排屑困難,進而導致毛刺損傷變嚴重。
2.1.2 切削力和切削溫度時變特征對比分析
采用魚鱗刃銑刀在銑削參數主軸轉速n=2 000 r/min、進給速度vf=315 mm/min、切削深度ap=0.5 mm下分析切削力的時變特征,如圖8所示。

圖8 銑削力的時變曲線Fig.8 Time-varying curves of milling forces
由圖可見,與單獨銑削相比,激光-銑削組合加工的三向切削力Fx、Fy、Fz最大值均有明顯地降低,且在穩定切削階段切削力Fx、Fy的波動幅度也有明顯減小。其原因在于,AFRP 在激光輻照后,材料被熔融、炭化,強度、韌性均降低,纖維和樹脂更易被切除,切削抗力減小,切削力波動幅度也減小,加工更平穩。
同理,采用魚鱗刃銑刀在銑削參數主軸轉速n=2 000 r/min、進給速度vf=315 mm/min、切削深度ap=0.5 mm 下分析切削溫度的時變特征,如圖9 所示。圖中,T1L、T1R分別為銑削加工過程中槽底左側和右側的溫度曲線,T2L、T2R分別為激光-銑削組合加工過程中槽底左側和右側的溫度曲線。
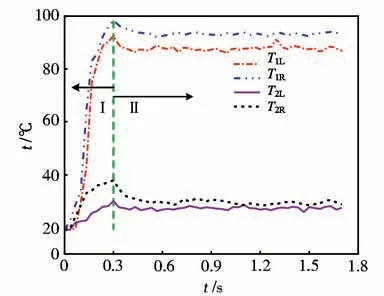
圖9 切削溫度的時變曲線Fig.9 Time-varying curves of temperature
由圖可見,AFRP 在激光-銑削組合加工和銑削加工的切削溫度時變軌跡較為相似。但在相同銑削工藝參數的條件下,與單獨銑削的切削溫度相比,激光-銑削組合加工的切削溫度明顯減小。其原因在于,AFRP 在激光輻照后,芳綸纖維和樹脂基體發生質變,材料強度、韌性下降,材料易被去除,AFRP 與刀具之間的切削抗力和摩擦力均降低,因此,AFRP在激光-銑削組合加工時的切削溫度更低。
此外,在整個加工過程中溫度變化均可以劃分成Ⅰ、Ⅱ兩個階段。
在Ⅰ階段內,銑刀逐漸切入工件,切削溫度逐漸升高。這是由于銑刀逐漸切入AFRP,銑刀需要切除的材料厚度增大,切削溫度升高,同時,左側為切入側,右側為切出側,因此,右側槽底的切削溫度(T1R和T2R)比左側槽底的切削溫度(T1L和T2L)略高。
在Ⅱ階段內,銑刀完全進入工件,銑刀的切削層厚度基本均勻,切削力趨于穩定,切削溫度也基本維持穩定。
2.1.3 切削力和切削溫度的對比分析
在相同進給速度下,對比分析了魚鱗刃銑刀和四齒銑刀的最大切削力值隨進給速度的變化規律,如圖10所示。由圖可見,在單獨銑削加工過程中,隨著進給速度的增加,四齒銑刀和魚鱗刃銑刀的切削力Fx、Fy、Fz均不斷增大。而在激光-銑削組合加工過程中,兩者的切削力均呈減小趨勢。
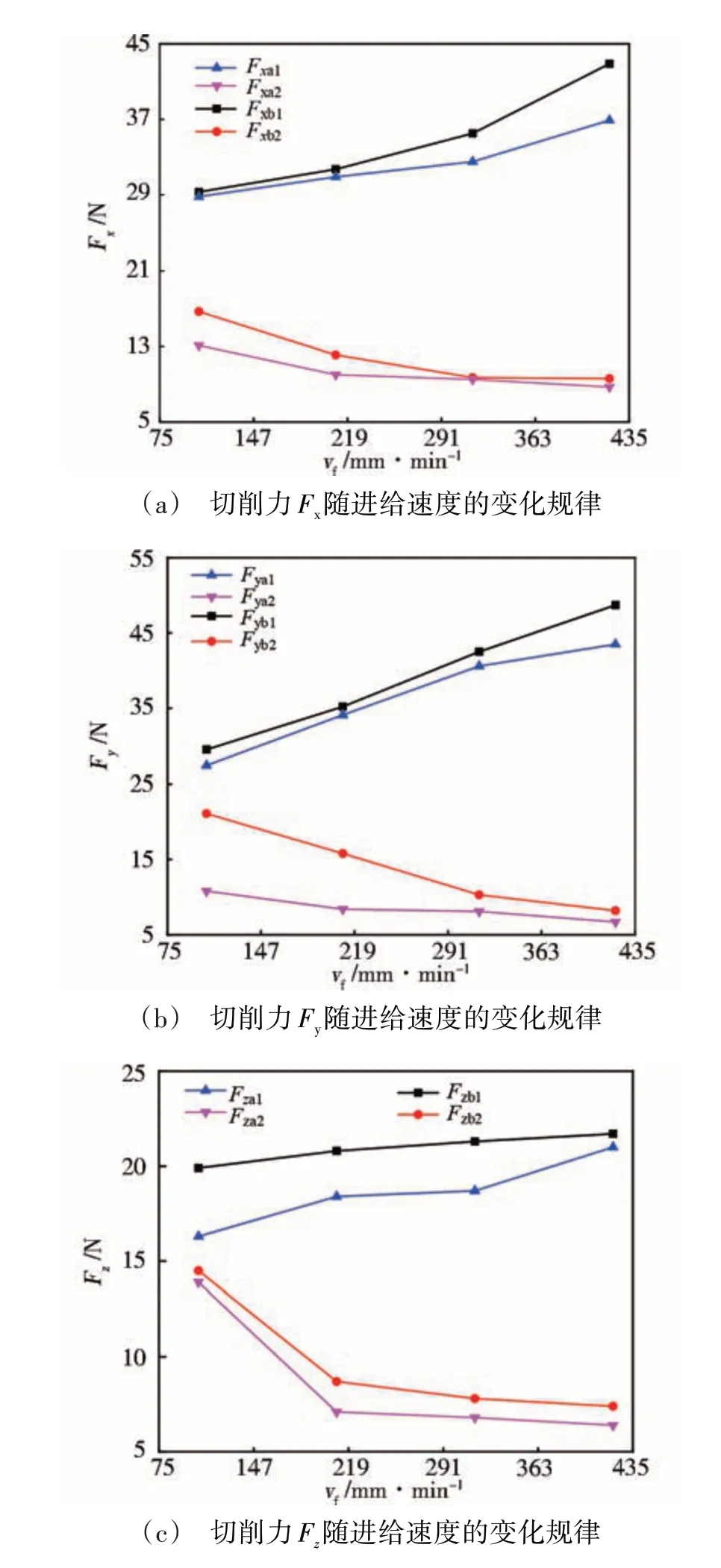
圖10 切削力隨進給速度的變化規律Fig.10 Changes of milling forces with feed speed
圖11為不同進給速度下最高切削溫度隨進給速度的變化規律。由圖可見,在相同進給速度下,激光-銑削組合加工的切削溫度均比銑削加工的切削溫度要小。隨著進給速度的增加,銑削加工的最高切削溫度呈不斷增大趨勢,而激光-銑削組合加工的最高切削溫度呈不斷減小趨勢,這一變化規律與進給速度對切削力的影響較為一致。當進給速度從105 mm/min 增大到420 mm/min 時,魚鱗刃銑刀銑削的最高切削溫度從107.5 增大到122.9°C,而激光加工后采用魚鱗刃銑刀銑削的最高切削溫度從62.6減小到40.8°C,四齒銑刀銑削的最高切削溫度從95.4增大到107.6°C,激光加工后采用魚鱗刃銑刀銑削的最高切削溫度從52.8減小到24.4°C。
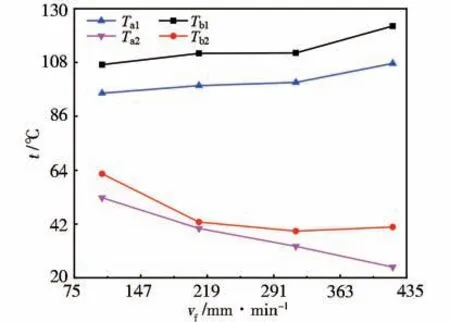
圖11 切削溫度的對比分析Fig.11 Comparison of milling temperatures
此外,采用魚鱗刃銑刀在不同主軸轉速和切削深度下對切削力和切削溫度最大值進行了分析,如圖12 所示。由圖12(a)可見,隨著主軸轉速的增加,切削力Fx、Fy、Fz以及切削溫度均呈整體增大趨勢。當主軸轉速在2 000~5 000 r/min內時,切削力Fx、Fy、Fz最大值分別達到43、30.4、27.7 N,切削溫度最高達到84.3 °C。由圖12(b)可見,隨著切削深度的增大,切削力Fx、Fy、Fz以及切削溫度亦均呈整體增大趨勢,當切削深度從0.5 mm 增大到1.1 mm,切削力Fx從20.8 增加到54.5 N,切削力Fy從12.1 增加到52.1 N,切削力Fz從8.7 增加到22.5 N,切削溫度從42.8增加到261.2 °C。

圖12 主軸轉速和切削深度對切削力和切削溫度的影響Fig.12 Influence of spindle speed and cutting depth on milling temperatures and forces
綜上所述,與銑削加工相比,AFRP 在激光加工后的性能發生改變,切削去除難度下降,切削力和切削溫度均減小。但由于激光-銑削組合加工中的影響因素較多,需進一步對激光-銑削組合加工的工藝參數進行優化。
2.2 激光-銑削組合加工工藝參數優化
AFRP 激光加工的熱影響區與未受熱影響的原材料在銑削加工時的去除效果存在明顯差異。其中,炭化區能被輕松去除,熔融區材料由于樹脂對纖維的包裹性降低,造成纖維在銑削階段易發生回彈,纖維不能及時被切斷,在切削階段形成新的加工缺陷。在激光-銑削組合加工銑槽時,當槽邊界在炭化區內時,槽邊切削齊整,幾乎不產生新的加工缺陷。當槽邊界在熔融區時,熔融區的部分纖維不能被切斷,易產生新的加工缺陷。同時,由于激光加工熱影響區呈一定錐度,隨著銑削深度增加,槽底層未被熱影響的材料隨之增加,影響刀具切削性能。因此,在激光-銑削組合加工中,激光加工后形成的炭化區寬度、熔融區寬度應與刀具直徑和激光“U”形軌跡寬度相匹配,盡可能使銑槽的槽邊位于炭化區與熔融區的邊界上,而且熔融區寬度和炭化區錐度應盡可能小。
基于上述分析,一方面,為了詳盡獲得激光參數、銑削工藝參數對炭化區寬度、熔融區寬度、加工質量等的影響規律;另一方面,由于激光-銑削組合加工工藝參數主要包含4 個激光工藝參數和3 個銑削工藝參數,影響最終加工質量的因素諸多,為了盡量減少實驗次數,盡可能詳細地分別分析激光工藝參數和銑削工藝參數對加工效果的影響規律,分別針對激光工藝參數和銑削工藝參數進行4 水平5 因素的L16(45)正交試驗,提高激光-銑削組合加工效果,盡可能去除熱影響區材料,減少抽絲拉毛現象。
2.2.1 激光加工參數優化
激光加工階段產生的炭化區寬度與熔融區寬度的差值(Δ)、炭化區寬度(Wk1)、熔融區寬度(Wk2),以及炭化區錐度(θ)對銑削加工階段的加工效果有一定影響,為此,選以上參數作為激光加工的優化目標,其中,炭化區寬度與融區寬度的差值越小、炭化區寬度越寬、熔融區寬度越窄、炭化區錐度越小,對銑削加工效果越有利。
采用表1所示的正交試驗方法,通過對實驗數據進行極差和方差分析,得到表5和表6所示的結果。
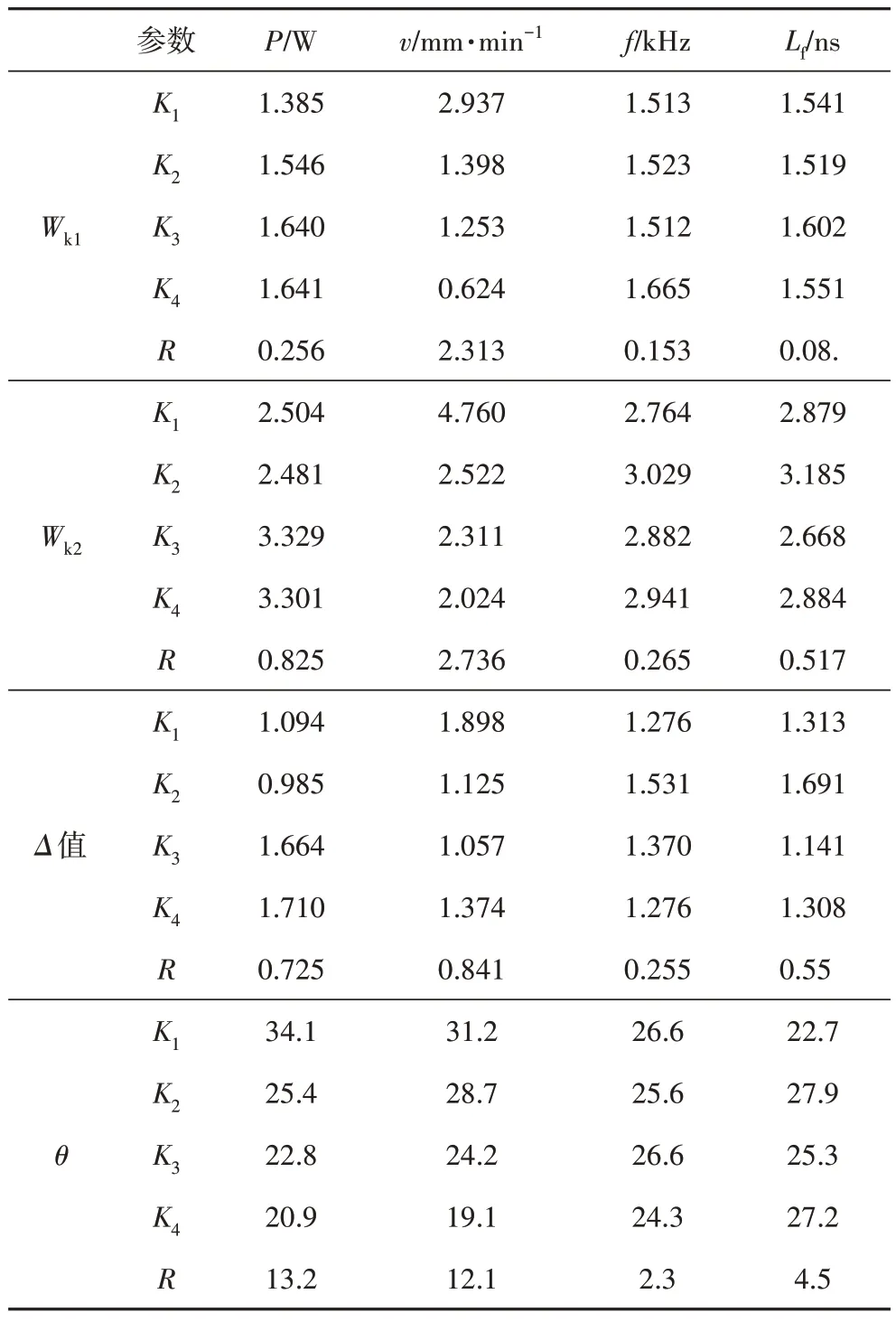
表5 激光加工正交試驗極差分析Tab.5 Range analysis of orthogonal experiment of laser machining
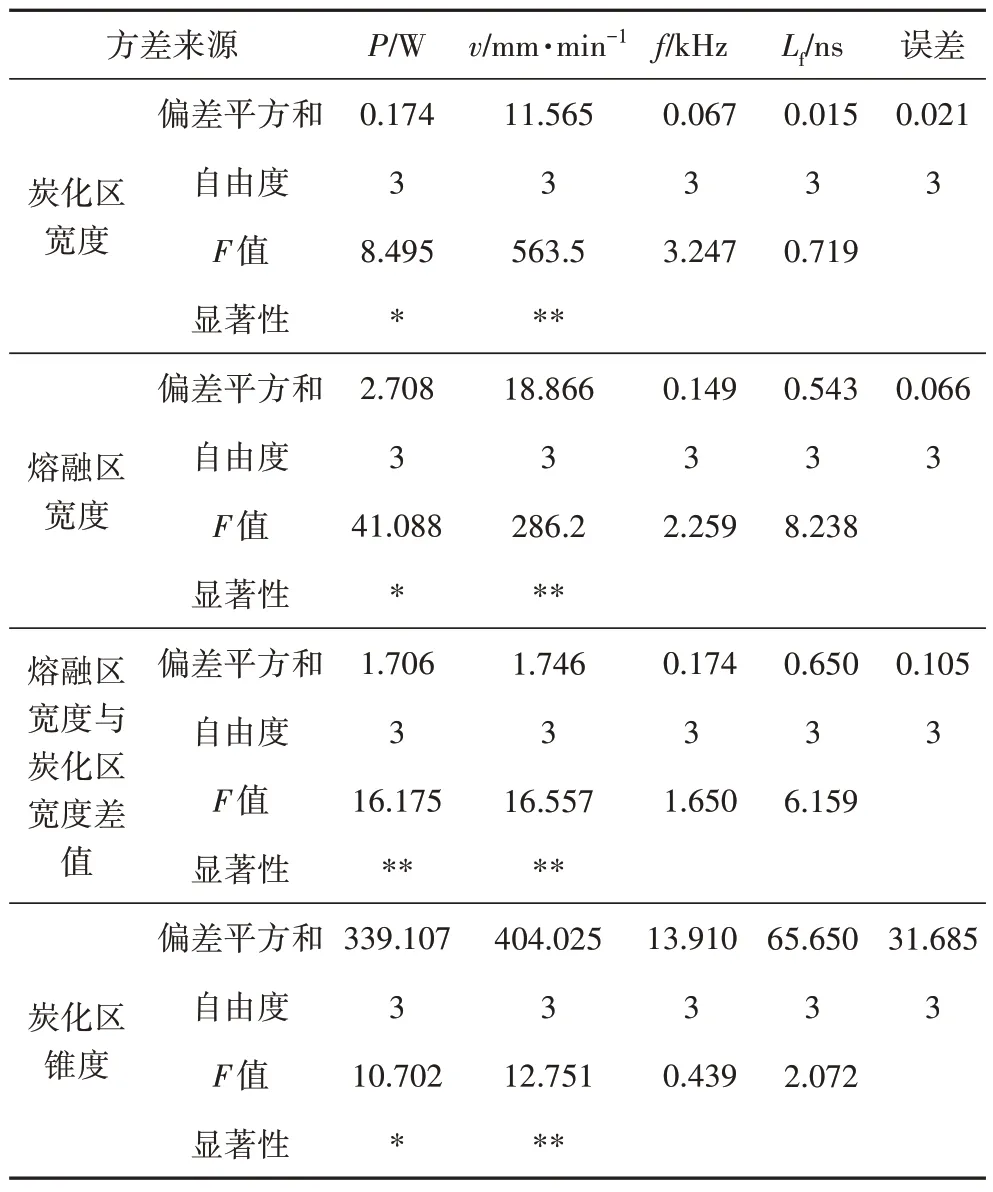
表6 激光加工正交試驗方差分析Tab.6 Analysis of orthogonal experiment in laser machining
由表5 可見,對炭化區寬度(Wk1)的影響程度最大的是掃描速度,其次是功率;掃描速度、功率、脈寬、重頻對熔融區寬(Wk2)度影響程度依次降低,掃描速度、功率、脈寬、重頻對熔融區寬度與炭化區寬度的差值(Δ)影響程度依次降低,對炭化區錐度(θ)影響程度最大的是功率,其次是掃描速度,脈寬和重頻對炭化區錐度影響較小。
由表6可見,掃描速度分別對炭化區錐度(θ)、炭化區寬度(Wk1)、熔融區寬(Wk2)以及兩者差值的影響均呈高度顯著,功率對炭化區錐度(θ)、炭化區寬度(Wk1)、熔融區寬(Wk2)以及兩者差值亦呈顯著影響,尤其是對炭化區寬度與熔融區寬度差值(Δ)的影響。從極差和方差分析可知掃描速度、功率對炭化區寬度(Wk1)、熔融區寬(Wk2)的影響均較大。由于熔融區材料銑削時易產生抽絲拉毛現象,炭化區材料易于去除且切削齊整。因此,激光加工最佳參數首先應使炭化區寬度和熔融區寬度的差值最小,故最佳激光加工方案第一項選擇掃描速度v=3 mm/s,進一步考慮炭化區寬度和熔融區寬度要求,工藝方案第二選擇功率P=20 W,第三選擇脈寬Lf=60 ns,通過前三項工藝參數的選擇,基本可以達到最佳加工效果,綜合平衡分析,重復頻率選擇f=50 kHz。
2.2.2 銑削加工階段工藝參數優化
在激光工藝參數功率P=40 W、掃描速度v=3 mm/s、重頻f=200 kHz、脈寬Lf=20 ns條件下,按“U”型軌跡加工,隨后按照表3中的實驗參數,采用魚鱗刃銑刀進行銑削正交試驗。以切削力(Fx、Fy、Fz)、切削溫度(t)和毛刺因子(Km)作為優化目標,進行銑削加工工藝參數優化。
由表7 和表8 可知,主軸轉速對切削力Fy和Fz、毛刺因子的影響均達到高度顯著,對切削力Fx的影響達到顯著;進給速度僅對切削力Fy的影響達到顯著;切削深度對切削力Fx和Fy切削溫度的影響均達到高度顯著,對切削力Fz的影響達到顯著。以毛刺因子最小為目的,基于顯著性分析可知,主軸轉速、進給速度、切削深度以n=2 000 r/min,vf=105 mm/min,ap=0.5 mm 為最佳;以切削力、切削溫度最小為目的,主軸轉速、進給速度、切削深度以n=2 000 r/min,vf=420 mm/min,ap=0.5 mm 為最佳。通過前面分析可知,進給速度對切削力、切削溫度的影響幅度較低,因此,綜合考慮,激光-銑削組合加工銑削加工階段的最優參數可選n=2 000 r/min,vf=105 mm/min,ap=0.5 mm。

表7 銑削加工階段正交試驗極差分析Tab.7 Range analysis of orthogonal experiment in milling stage
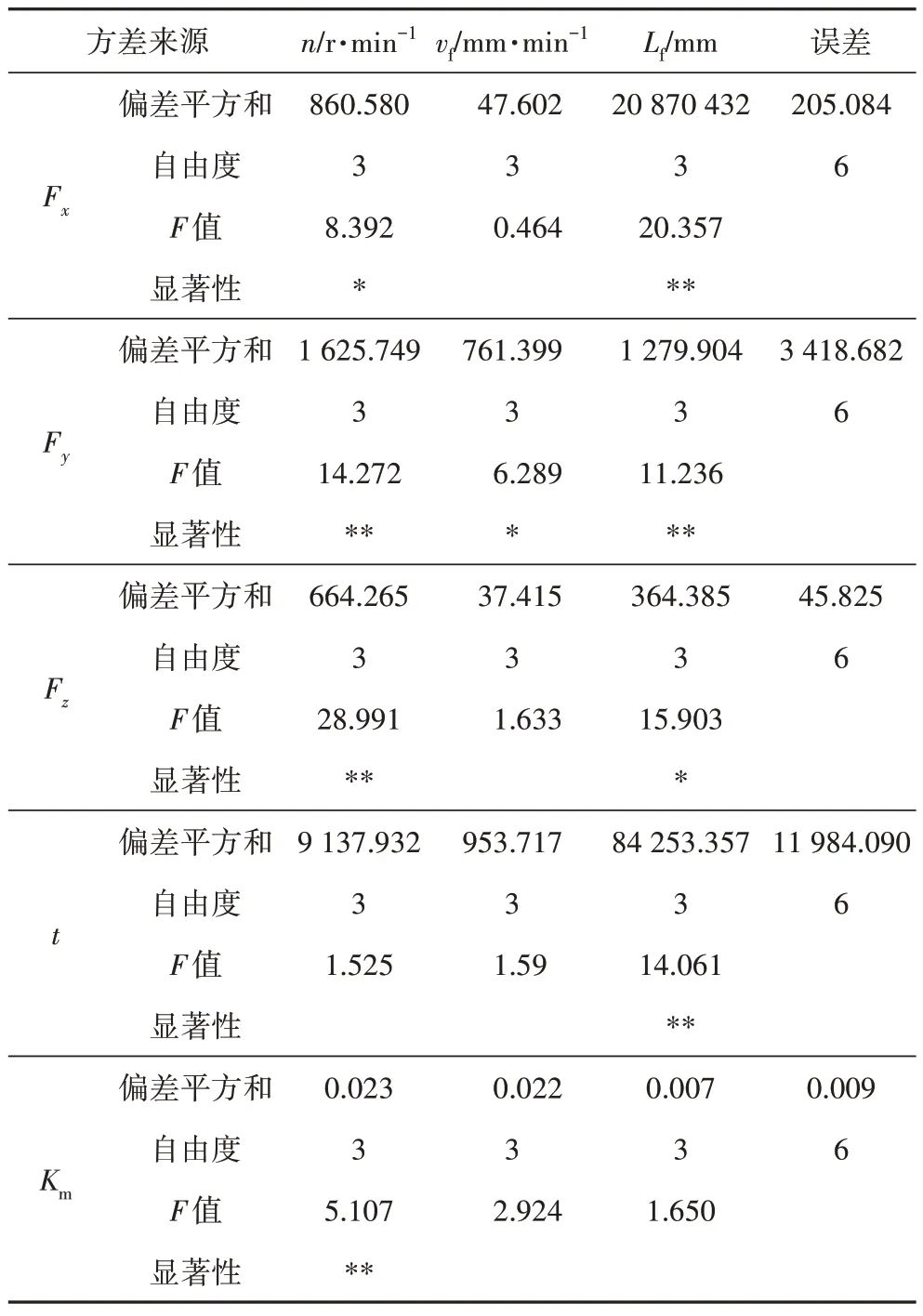
表8 激光-銑削組合加工銑削階段方差分析結果Tab.8 Analysis of orthogonal experiment in milling stage
3 結論
(1)與銑削加工相比,AFRP 激光-銑削組合加工能有效降低切削力和切削溫度,加工過程更為平穩,抽絲拉毛現象能得到有效控制,加工質量更好。
(2)隨著主軸轉速和切削深度的增加,激光-銑削組合加工的切削溫度、切削力、毛刺因子逐漸增加;隨著進給速度的增加,激光銑削-組合加工的切削溫度、切削力逐漸減少,而毛刺因子呈增加趨勢。
(3)激光-銑削組合加工AFRP 中的最佳激光工藝參數為:P=20 W,v=3 mm/s,Lf=60 ns,f=50 kHz;最佳銑削工藝參數為:n=2 000 r/min,vf=105 mm/min,ap=0.5 mm。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
