CF/PEEK復合材料超聲輔助銑削力和表面質量研究
2023-11-20 01:20:12郭睿虎
宇航材料工藝 2023年5期
關鍵詞:方向
孫 瑜 楊 濤 杜 宇 郭睿虎
(1 天津市現代機電裝備技術重點實驗室,天津 300387)
(2 天津工業大學機械工程學院,天津 300387)
文 摘 為改善碳纖維增強聚醚醚酮復合材料(CF/PEEK)在銑削加工時所產生的毛刺、分層以及表面凹坑等缺陷,采用超聲輔助銑削的加工方式分別沿0°、45°、90°、135°四種纖維方向角對CF/PEEK進行實驗,并與傳統銑削進行對比研究。結果表明:超聲輔助銑削與傳統銑削相比,切削力更小且加工質量更優。沿90°纖維方向角對試件進行超聲輔助銑削,切削力、表面粗糙度和毛刺高度降幅最顯著,分別降低了16.79%、28.9%和71.9%。而且在相同的加工參數下,超聲輔助銑削與傳統銑削相比,能夠有效地改善表面凹坑、分層等表面缺陷。
0 引言
碳纖維增強聚醚醚酮復合材料(CF/PEEK)作為典型的熱塑性復合材料,由于具有優異抗疲勞性、耐化學腐蝕性、耐濕熱性以及透射性等優點,所以被廣泛應用于航空航天、先進武器系統、汽車以及醫療等領域[1]。近年來,國內外對CF/PEEK 的優化和加工也進行了很多的研究,但由于CF/PEEK 具有各向異性、不均勻性以及較高的比強度都增加了其加工難度,是公認的難加工材料[2]。
超聲輔助銑削(UAM)通過給刀具高頻的振動,從而實現微觀上刀-屑分離的加工方式,與傳統銑削(CM)相比切削力降低,表面質量提高。對于UAM 加工,近年來國內外專家對其開展了大量的研究。胡安東等[3]對CFRP 進行超聲銑磨實驗,研究表明超聲銑磨與傳統銑磨相比切削力更小、加工質量更好;陳光等[4]對CFRP 超聲螺旋銑孔質量的機制進行研究,建立了軸向超聲輔助螺旋銑孔的運動學方程,發現超聲銑削工藝參數影響制孔質量;魏學濤等[5]對軸向超聲銑削進行銑削力的建模和實驗的研究,得出了超聲振動輔助銑削的模型,為超聲振動輔助銑削的優化提供了理論基礎;高國富等[6]對超聲銑削C/C 復合材料銑削力進行理論建模,并得出銑削力的理論曲線的波形變化趨勢與實際測得的銑削力的趨勢一致;張存鷹等[7]對超聲銑削系統振動特性研究,發現超聲銑削相對于傳統銑削兩種材料Ra值分別降低了78%和47%;徐林紅等[8]對石墨烯鋁基復合材料進行超聲銑削研究,發現當每轉進給量為1 mm/r,振幅為3.05 μm 時,石墨烯鋁基復合材料的可加工性最優;HALIM 等[9]對CFRP 進行超聲銑削與傳統銑削加工的對比實驗,實驗發現超聲銑削力和溫度都有降低。對于熱塑性CFRP 切削加工的研究,ALEJANDRO 等[10]用不同刀具對熱塑性CFRP 進行銑削實驗,研究發現銑削后刀具表面會產生粘刀現象;QIN 等[11]對CF/PEEK 與熱固性CFRP 進行切削對比實驗,研究發現由于PEEK 基體具有延展性,加工后表面質量更優,但是PEEK 基體在加工時易軟化,加工后表面涂覆量更大;XU 等[12]對CF/PEEK 與CF/PI 進行切削加工對比實驗,研究發現CF/PEEK 相對于與CF/PI 基體延展性更好,加工時產生連續的切屑,加工后的表面質量更好。然而,國內外很少有對CF/PEEK 進行UAM 加工切削力和表面質量研究。為此,本文將沿不同纖維方向角對CF/PEEK 進行UAM 與CM 實驗,研究不同纖維方向下,UAM 加工力和表面質量的變化并進行對比分析。
1 實驗
1.1 材料及設備
采用0°、45°、90°和135°四種不同纖維方向的單向CF/PEEK 復合材料層合板,基體為PEEK,增強體為T700 碳纖維,纖維質量分數為60%。試件尺寸為100 mm×30 mm×5.5 mm,鋪層數量為40 層,每層厚度約為0.14 mm。
實驗在漢川XK714D數控機床上進行,使用美順公司生產的JT40 超聲輔助加工設備并采用瑞士Kistler-9257B型測力儀對切削力進行測試,如圖1所示。實驗使用4 mm 直徑的金剛石涂層硬質合金四刃銑刀,螺旋角為40°,刃長為11 mm。使用日本Mitutoyu-SJ201 粗糙度儀、德國Leica-dvm6 超景深數碼顯微鏡對已加工試件進行表面質量分析。
1.2 實驗方法
銑削方式為沿0°、45°、90°、135°四種纖維方向角進行順銑加工。纖維方向角θ的定義,如圖2 所示。超聲輔助加工的頻率為34 kHz。機床主軸轉速N為3 000 r/min,每轉進給量fr取0.01、0.03、0.05 mm/r三種不同的值,軸向切深ap為板厚5.5 mm,銑削長度L為50 mm,銑削寬度ac為0.8 mm,如圖3 所示。由于在銑削加工過程中,垂直于進給方向上的切削力Fx遠大于平行于進給方向上的力Fy和軸向力Fz,因此定義Fx為主切削力,主要討論Fx在不同銑削條件下的變化。
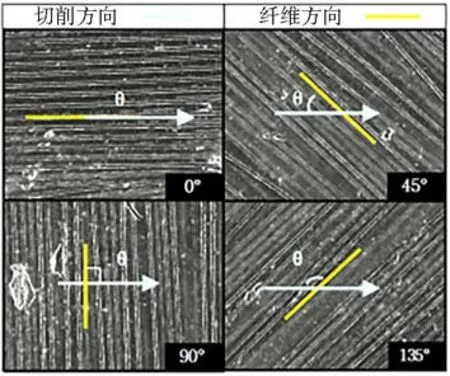
圖2 銑削纖維方向角示意圖Fig.2 Diagram of milling fibre orientation angle

圖3 銑削方式示意圖Fig.3 Diagram of the milling method
實驗共設置12 組,每組實驗包括UAM 和CM 兩種銑削方式,通過設置不同的每轉進給量(0.01、0.03、0.05 mm/r)和不同的纖維方向角(0°、45°、90°、135°),對UAM 與CM 進行切削力和表面質量對比分析,具體實驗方案如表1所示。

表1 試驗方案Tab.1 Experimental program
2 結果與討論
2.1 切削力
因為UAM 加工的振動為周期性振動,所以銑刀刀刃在主切削力Fx方向上的位移如下式[6]:
即主切削力也存在周期性的變化,公式如下[6]:
式中,f為頻率,A為振幅,n為銑刀齒數,ω為銑刀旋轉頻率,r為銑刀半徑,Hx為銑刀在x方向上的位移,θ為齒尖角。且(1)式相對應的主切削力Fx的動力學方程[6]如下:
式中,Mx為銑刀質量,Cx為銑刀阻尼,Kx為銑刀剛度,Sx為刀刃在各個方向的變形量。因為對于CF/PEEK 復合材料來說,刀刃主要切削的是纖維,所以纖維方向的不同,將直接影響刀刃變形量Sx的大小,且由式(3)可知主切削力Fx隨變形量Sx的變化而變化,所以將沿不同的纖維方向角對試件進行UAM 和CM 加工,對比分析主切削力Fx變化趨勢和幅度是非常有必要的。
圖4 為銑刀以不同的每轉進給量沿不同纖維方向角對試件進行UAM 與CM 加工的切削力對比曲線(N=3 000 r/min)。從圖中可以看出,每轉進給量增大,切削力隨之增大。因為隨著每轉進給量的增大,每齒所切除的材料體積增大,受到的切削阻力變大,所以切削力增大。
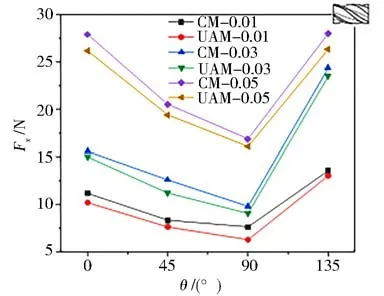
圖4 沿不同纖維方向角銑削力對比示意圖Fig.4 Comparative diagram of milling forces along different fibre orientation angles
對于UAM 加工,沿不同纖維方向角銑削的切削力變化一致且135°纖維方向切削力最大,90°纖維方向切削力最小,0°和45°纖維方向的切削力處于兩者之間。因為沿135°和0°纖維方向角進行切削,纖維受到刀尖的正壓力作用,纖維發生破碎和脫粘失效,導致刀刃變形量Sx較大,由式(3)可知切削力較大;而沿90°和45°纖維方向角進行切削,纖維受到彎曲應力與壓應力的同時作用,缺少下層纖維的支撐,纖維發生彎曲斷裂失效,刀刃變形量Sx相對較小,由式(3)可知切削力較小。
材料抵抗變形力和作用在刀具上的摩擦力是切削力的主要來源,銑刀沿軸向高頻振動,使得銑刀更加鋒利化[1]并且降低了切屑的厚度,減小了刀具和工件之間的摩擦力,降低了切削抗力,從而降低了切削力。
由圖4和圖5可知,當每轉進給量為0.01 mm/r時,沿90°纖維方向的超聲效果最為明顯,CM切削力為7.564 N,UAM切削力為6.294 N,切削力降低了16.79%。當每轉進給量0.03 mm/r時,45°纖維方向的超聲效果最為明顯,CM切削力為12.58 N,UAM切削力為11.2 N,切削力降低了10.97%。當每轉進給量為0.05 mm/r時,0°纖維方向的超聲效果最為明顯,CM切削力為27.87 N,UAM切削力26.16 N,切削力降低了6.14%。
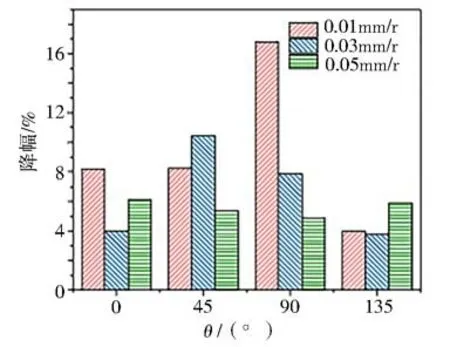
圖5 UAM切削力降幅對比示意圖Fig.5 Comparative diagram of UAM cutting force reduction
2.2 表面質量
2.2.1 表面缺陷
CF/PEEK 復合材料在銑削加工過程中的表面缺陷形式主要包括毛刺、分層以及表面凹坑等。毛刺高度、分層寬度以及凹坑面積是表面缺陷的評價要素,并以此為標準對表面缺陷進行分析。由于毛刺是影響裝配精度的主要缺陷,因此本節著重對各工況下的毛刺高度進行量化表征和參數分析。
對主軸轉速為3 000 r/min、每轉進給量為0.01 mm/r 時,沿不同的纖維方向角對試件進行UAM 與CM 加工。圖6 為0°纖維方向的表面形貌對比圖,可以看出CM 加工后的毛刺高度為0.63 mm,UAM 加工后的毛刺高度為0.28 mm,降低了0.35 mm,降幅為55.6%。而且在UAM 加工后纖維斷裂現象明顯改善,表面分層寬度略有減小。
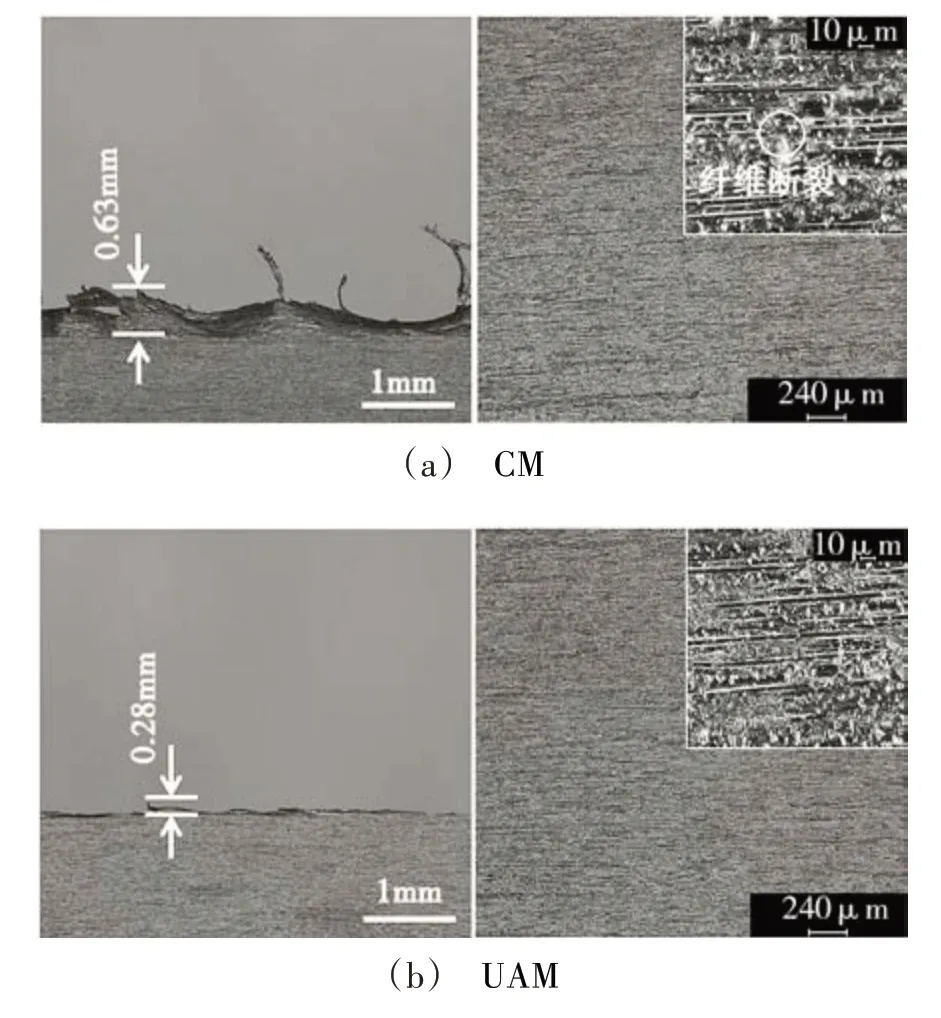
圖6 沿0°纖維方向角銑削表面形貌對比Fig.6 Comparison of surface morphology along 0° fibre orientation angle milling
圖7 為45°纖維方向的表面形貌對比圖,可以看出CM 加工后的毛刺高度為1.76 mm,UAM 加工后的毛刺高度為0.92 mm,降低了0.84 mm,降幅為47.73%。而且從圖中可以看出CM 加工表面纖維撕裂明顯比UAM 加工表面要嚴重,從而導致分層寬度變寬。
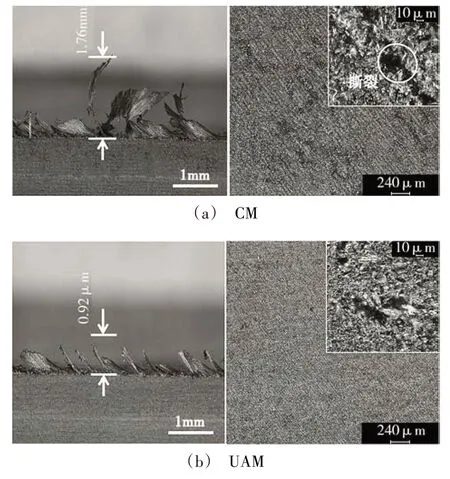
圖7 沿45°纖維方向角銑削表面形貌對比Fig.7 Comparison of surface topography along 45° fibre orientation angle milling
圖8 為90°纖維方向角的表面形貌對比圖,可以看出CM 加工后的毛刺高度為1.32 mm,UAM 加工后的毛刺高度為0.37 mm,降低了0.95 mm,降幅為71.9%。從圖中可以看出,UAM 比CM 加工后表面的分層寬度變窄。
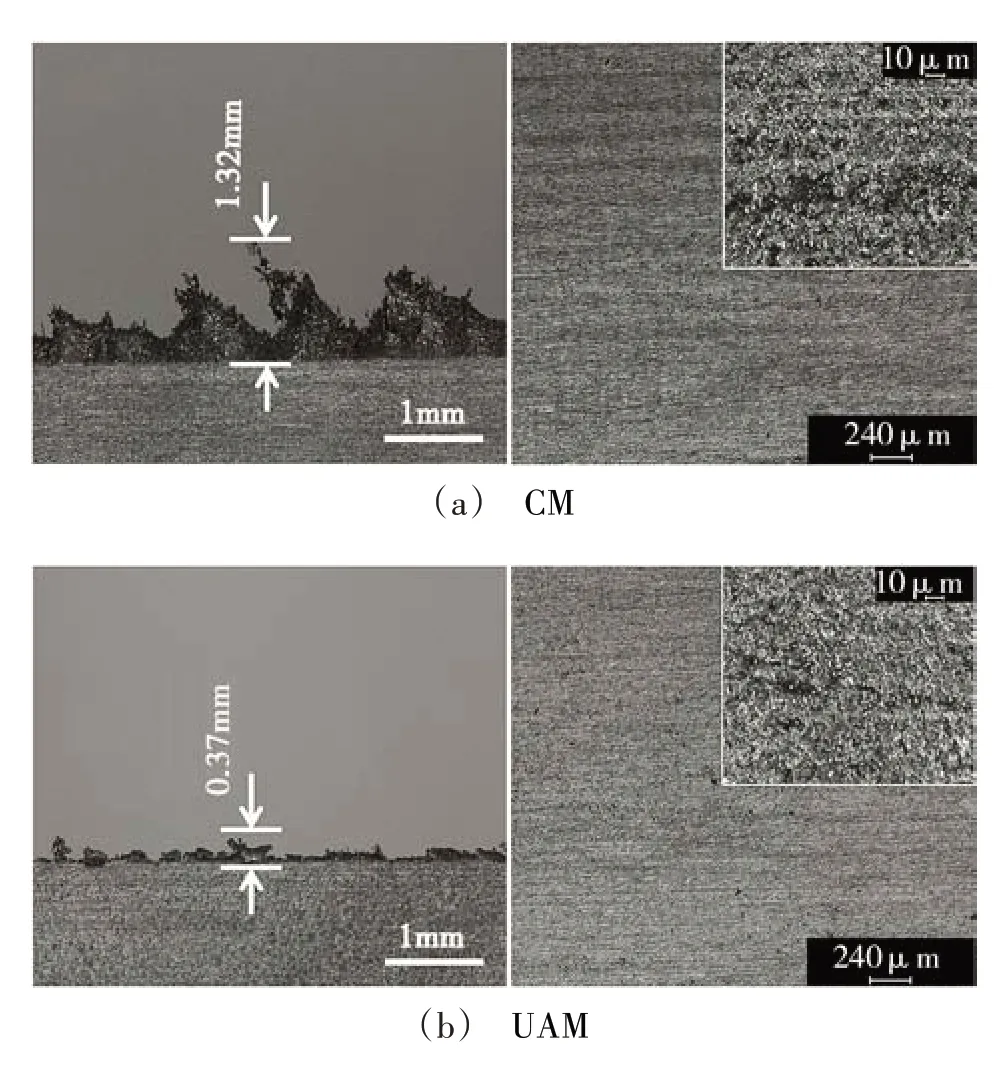
圖8 沿90°纖維方向角銑削表面形貌對比Fig.8 Comparison of surface topography along 90° fibre orientation angle milling
圖9為135°纖維方向角的表面形貌對比圖,可以看出CM 加工后的毛刺高度為1.41 mm,UAM 加工后的毛刺高度為0.85 mm,降低了0.56 mm,降幅為39.70%。而且從圖中可以看出UAM加工相較CM加工試件表面凹坑面積有明顯變小。
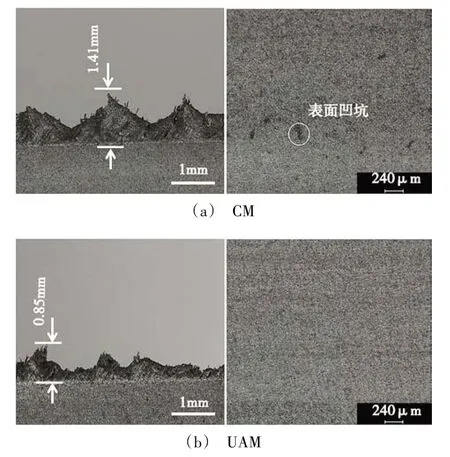
圖9 沿135°纖維方向角銑削表面形貌對比Fig.9 Comparison of surface topography along135° fibre orientation angle milling
在銑削CF/PEEK 復合材料過程中,由于熱累積使得銑削溫度不斷升高,從而產生PEEK 基體發生軟化涂覆在被加工表面的現象。而UAM 加工時,由于刀具的高頻軸向振動,材料銑削表面溫度有所降低,PEEK 基體軟化現象也相應減弱,使得PEEK 基體在被加工表面涂覆量減少并且更加均勻,被加工表面更加光整,為此有效地改善了表面凹坑和分層現象。
2.2.2 表面粗糙度
圖10 是主軸轉速為3 000 r/min,每轉進給量為0.01 mm/r時,銑刀沿不同的纖維方向角進行UAM與CM 加工后表面粗糙度示意圖。從圖中可以直觀地看出,UAM 加工,45°纖維方向的Ra值最大,90°纖維方向Ra值最小,0°和135°居中。因為沿45°纖維方向角進行切削為逆纖維切削,所以Ra值較大;沿135°纖維方向角進行切削為順纖維切削,所以Ra值較小。
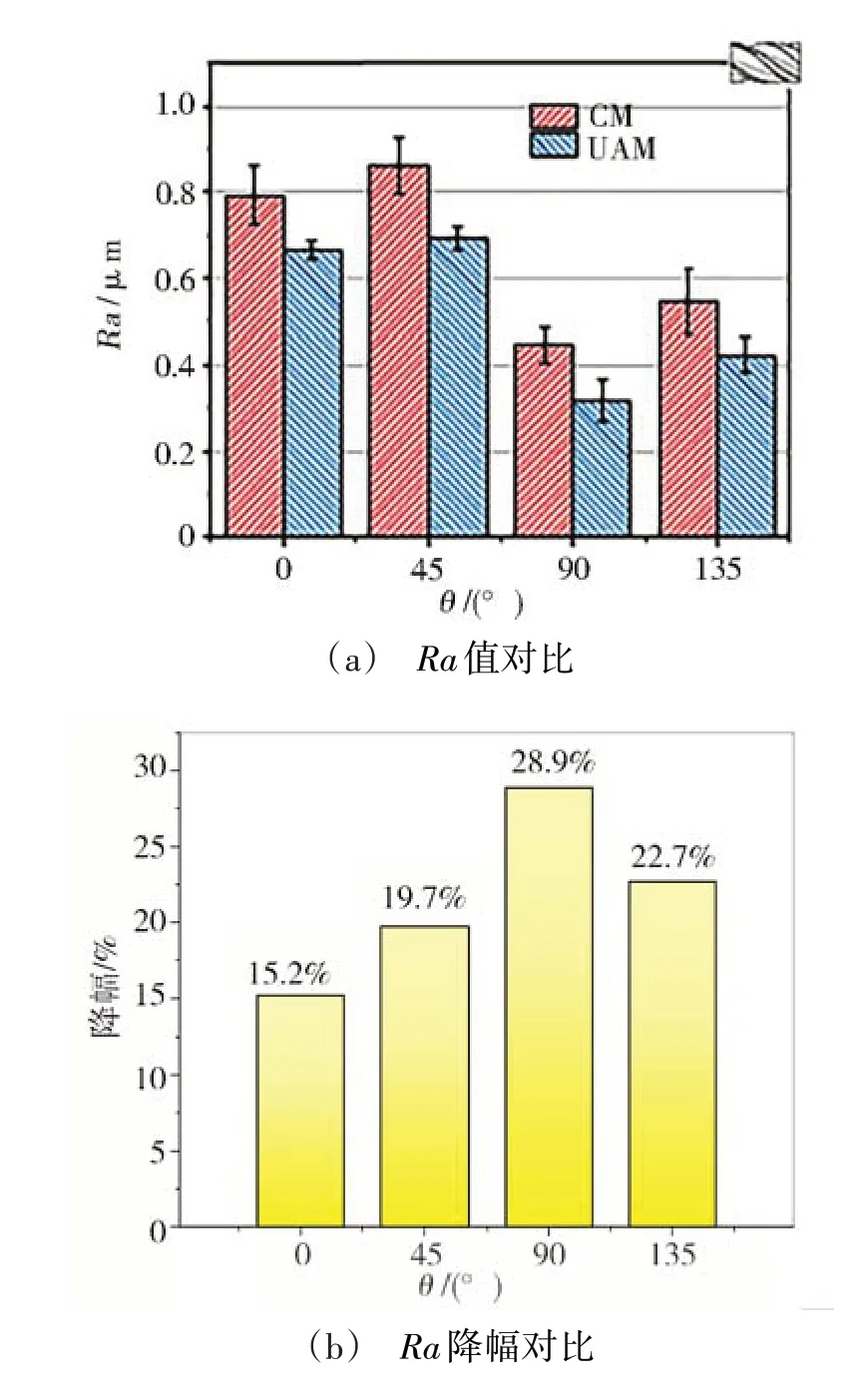
圖10 UAM與CM表面粗糙度對比示意圖Fig.10 The comparative schematic of UAM and CM surface roughness
沿90°纖維方向角UAM 加工效果最為明顯,CM加工Ra值為0.45 μm,UAM 加工Ra值為0.32 μm,Ra值降低了28.9%。而沿0°纖維方向UAM 加工效果最不明顯,CM 加工Ra值為0.79 μm,UAM 加工Ra值為0.67 μm,Ra值降低了15.2%。沿45°和135°纖維方向角UAM 加工Ra值降幅居中,分別為19.7%、22.7%。
沿90°纖維方向角進行切削時,纖維抗分層能力差且失效形式主要為纖維擠壓斷裂,加以軸向超聲高頻振動后,可以有效的減少纖維的分層和擠壓斷裂,所以UAM 加工對Ra有明顯改善;而沿0°纖維方向角進行切削時,會發生典型的纖維/樹脂脫粘,因為在加工時樹脂已經整體脫離了碳纖維,所以軸向超聲高頻振動對Ra改善不明顯。
3 結論
(1)沿不同纖維方向角進行UAM 加工,主切削力:Fx(135°)>Fx(0°)>Fx(45°)>Fx(90°)。隨著每轉進給量的增大,UAM 加工相較CM 加工主切削力降幅逐漸減小。當每轉進給量為0.01 mm/r 時,沿90°纖維方向角UAM 加工主切削力降幅最大,降低了16.79%
(2)相對于CM加工,UAM加工后的材料表面凹坑、分層、毛刺有明顯改善。沿0°、45°、90°、135°纖維方角進行UAM加工,毛刺高度分別降低了55.6%、47.73%、71.9%、39.7%。沿90°纖維方向角進行UAM加工,分層現象明顯減弱并且毛刺高度降低最顯著。
(3)沿不同纖維方向角進行UAM加工,表面粗糙度:Ra(90°)
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
