菲涅爾透鏡聚焦聲泳打印裝置設計及實驗研究*
2023-11-23 06:35:54舒霞云歐陽麗常雪峰
應用聲學 2023年6期
舒霞云 歐陽麗 常雪峰 徐 鋼
(1 廈門理工學院機械與汽車工程學院 廈門 361024)
(2 精密驅動與傳動福建省高校重點實驗室(廈門理工學院) 廈門 361024)
(3 廈門市智能制造高端裝備研究重點實驗室 廈門 361024)
(4 集美大學海洋裝備與機械工程學院 廈門 361024)
0 引言
微滴噴射技術是一種數字化的精密流體分配技術,可以經濟、快速地在不同基材上沉積金屬、聚合物、電子和光學材料等多種材料,廣泛應用于有機半導體器件制造、3D 打印、微電子和微系統封裝與生物分析等領域[1-5]。常見的微滴噴射技術主要有熱氣泡式[6]、壓電式[7-8]、氣動膜片式[9-10]、電流體動力學[11-13]及聲泳噴印[14]等幾種類型。熱氣泡式微滴噴射由Canon[15]和HP[16]兩個打印機公司開發,通過加熱器使噴嘴處的墨水汽化產生氣泡,從而產生壓力,迫使墨水從噴嘴噴出。由于涉及墨水的汽化,對于無法產生氣泡的噴印材料并不適用且容易堵塞噴嘴。壓電式微滴噴射利用壓電效應產生變形對流體施加壓力脈沖并迫使液滴從噴嘴噴出。該技術適用的噴印材料范圍廣泛,但驅動裝置價格昂貴且壓電晶體脆弱,不耐高溫。華中科技大學的學者開發了適用于多材料的氣動膜片式微滴噴射系統,該裝置適用于多種噴印材料,且耐高溫,可用于熔融金屬材料,但對高黏度材料的噴印較為困難[9-10]。電流體動力學噴印雖然不受噴嘴尺寸限制,但對噴印材料的導電性有嚴格限制且裝置需要配備高壓電路。Foresti 等[14]提出聲泳噴射方法,利用法布里-珀羅諧振器實現黏度范圍為0.5~25000 mPa·s 的多材料噴射,由此可見,聲泳噴印突破了傳統的噴墨打印僅適用于低黏度及特定電磁性材料的禁錮,在微滴噴射打印領域有廣泛的應用前景。
菲涅爾透鏡是一種聲學聚焦元件,可將超聲波聚焦于某一點,并放大聲場中的聲壓幅值。本文采用菲涅爾透鏡作為外部超聲聚焦裝置設計了微滴噴射系統,利用透鏡的聚焦特性使放大后的聲場壓力直接作用于液滴,從而實現微小液滴的噴射,因此不受材料黏度和材料自身特性的制約。利用多物理場耦合仿真軟件對實驗參數進行數值分析,并通過實驗驗證,實現了不同物性及不同黏度的材料的穩定可控噴射。
1 菲涅爾透鏡聚焦聲泳打印裝置設計
1.1 聲泳噴印原理
正常情況下,液體在內徑較小的噴嘴中由于毛細力較大而較難滴落,只有當液滴足夠大時使重力大于毛細力才能正常滴落,即F重力>F毛細力。當施加與重力方向相同的力時,克服毛細力所需的重力將減小,即F重力+F聲輻射力>F毛細力,此時液滴體積相對正常滴落時會大大減小,原理如圖1所示。
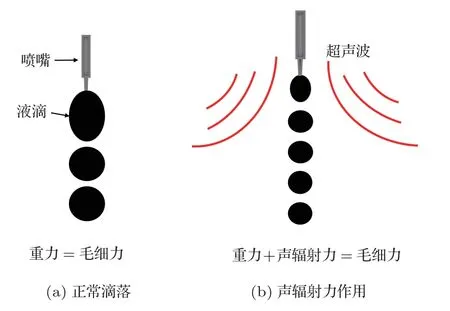
圖1 聲泳噴印原理Fig.1 Principle of acoustophoretic printing
由上述分析可知,聲泳噴印技術是一類使用聲輻射力來驅使液滴噴印的聲學打印技術。Gor’kov[17]提出可以用任意幾何形狀的靜止聲場的時間平均動能和勢能來表達聲輻射力。當應用于小的可壓縮流體粒子時,將聲輻射力作為勢函數Urad的梯度給出:
其中:p為聲壓;c為聲速;Vp為粒子的體積;ρ為流體密度;v為流體速度;f1、f2表示散射系數,
其中:Ki代表體積模量;ρp代表粒子密度;f1、f2分別表示單極和偶極系數。這種基于散射理論的方法僅適用于粒子直徑遠遠小于聲波波長的情況。為了將理論拓展到聲學小粒子的限制之外,需要使用另一種數值方法。一般來說,所有力都可以用動量通量來表示。Gor’kov 基于這點推導出了作用在任意聲場中的粒子上的力的閉式解析表達式。為了計算非線性聲輻射力,由聲場引起的動量通量需要被計算到二階項,并將解代入通量積分[18]。Foresti等[19]的工作指出在不考慮熱黏性效應的情況下,二階通量項可用式(5)表示:
式(5)中:ρf為聲介質密度;c為聲介質聲速;Prms為聲壓均方根;Velrms為聲質點速度均方根。式(5)使用輻射壓力的瑞利方程[20]推出。作用在粒子上的聲輻射力可由粒子表面S上的輻射壓力積分得到,則聲輻射力為
式(6)中,n為粒子內部到表面的法向分量。
1.2 聲泳噴印系統總體設計
本文采用外置聲學透鏡的方式液滴的聲泳噴印。菲涅爾透鏡作為一種聲學聚焦透鏡,由一系列同心圓環構成,主要有球面型、曲面型及平面型透鏡。由于球面與曲面型透鏡加工困難且造價大,選用平面型聲透鏡作為本文的超聲聚焦結構。聲泳噴印裝置的原理圖與實驗裝置圖如圖2所示。
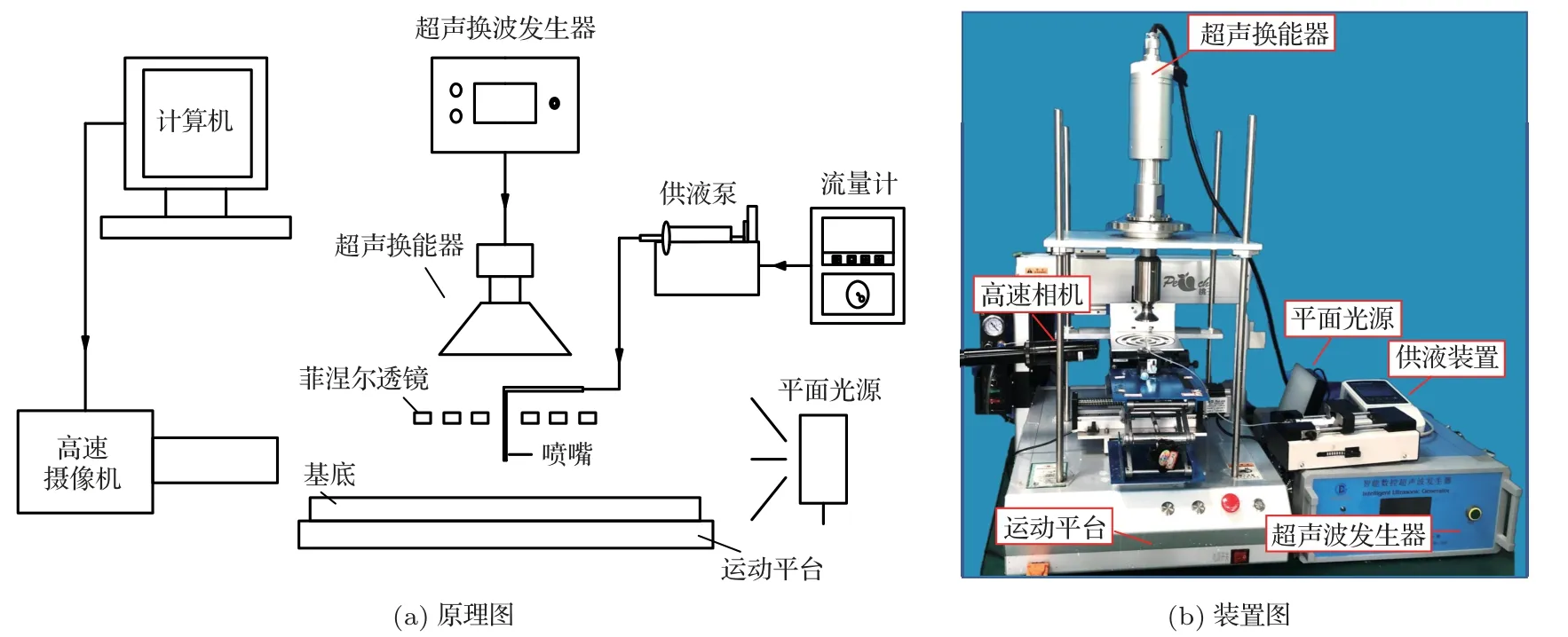
圖2 菲涅爾透鏡聚焦聲泳噴印系統Fig.2 Fresnel lens focused acoustophoretic printing system
噴印過程中,首先由超聲波發生器激勵超聲換能器發出超聲波,當超聲波傳播至菲涅爾透鏡后聚焦,聲場中聲壓被放大,透鏡中心處的噴嘴受到聲輻射力的影響,噴嘴中的液滴在聲輻射力與重力共同作用下克服毛細力滴落在基底上。基底不僅作為液滴的承載平臺,同時也起到反射超聲波的作用,可選用聚甲基丙烯酸甲酯(Polymethyl methacrylate,PMMA)、玻璃等具有一定剛度且聲反射系數高的材料。整個打印實驗過程都由高速攝像機進行記錄并用顯微鏡對基底上的液滴進行尺寸檢測。
1.3 超聲聚焦裝置的設計
菲涅爾透鏡基于波的衍射原理制成[20-23],當超聲波經過菲涅爾透鏡之后,由于衍射作用向透鏡中心位置聚焦,局部聲壓被放大,如圖3所示。
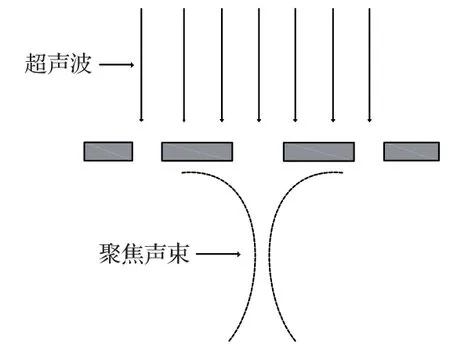
圖3 菲涅爾透鏡的作用原理Fig.3 Principle of Fresnel lens
本文中設計的菲涅爾透鏡結構如圖4(a)所示。其每圈半徑由式(7)確定[17]:
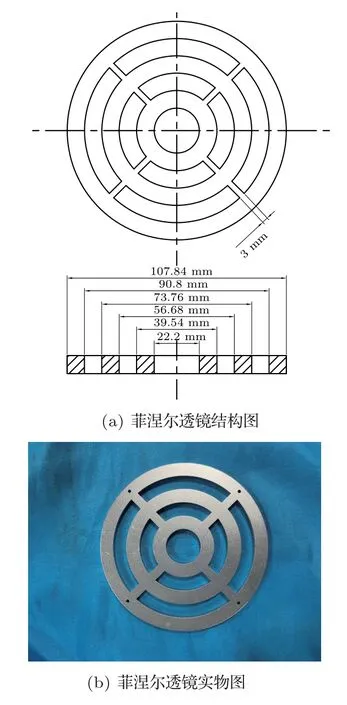
圖4 菲涅爾透鏡示意圖Fig.4 Schematic figure of Fresnel lens
式(7)中:rn(n≥1)表示第n個圈的半徑;r1為中心圓孔的半徑;λ為超聲換能器發射的超聲波的波長;F為預設焦距。
菲涅爾透鏡的半徑rn與預設焦距F呈正相關,為縮小整體尺寸,F應盡量小,但F過小將導致透鏡的衍射效果減弱,從而影響對聲波的聚焦。在本文中透鏡的預設焦距F設為3 mm,起連接作用的橫杠在保證強度的前提下盡量減小其寬度,防止對聲場產生過多的干擾,其寬度設為3 mm。實驗所用的超聲換能器的頻率f為20 kHz,因此λ為17 mm。將以上數據代入公式(1)后可計算得到菲涅爾透鏡每圈的半徑。由于透鏡的厚度對于聲場有著重要影響,因此本文將在仿真分析中探究透鏡厚度對聲場的作用,從而選擇合適厚度的透鏡作為噴印裝置的聲學聚焦元件。加工完成的菲涅爾透鏡實物圖如圖4(b)所示,其材料為硬鋁,采用機械加工方式制成。
1.4 菲涅爾透鏡聚焦聲場建模及分析
1.4.1 聲場模型的建立與仿真分析
聲場仿真建模主要有兩方面的內容:一是通過壓電效應將靜電場的電勢與固體力學位移耦合計算得到振動位移;二是通過聲-結構邊界將壓力聲學與固體力學耦合計算得到聲壓。為減小計算量,采用二維軸對稱的方式建模。仿真模型及邊界條件如圖5 所示。表1 為聲場模型仿真參數,L表示透鏡與基底的間距,H為透鏡厚度,U為激勵電壓。
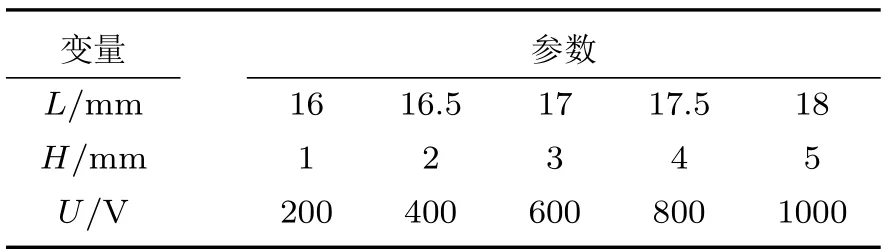
表1 聲場模型結構參數Table 1 Structural parameters of acoustic field model
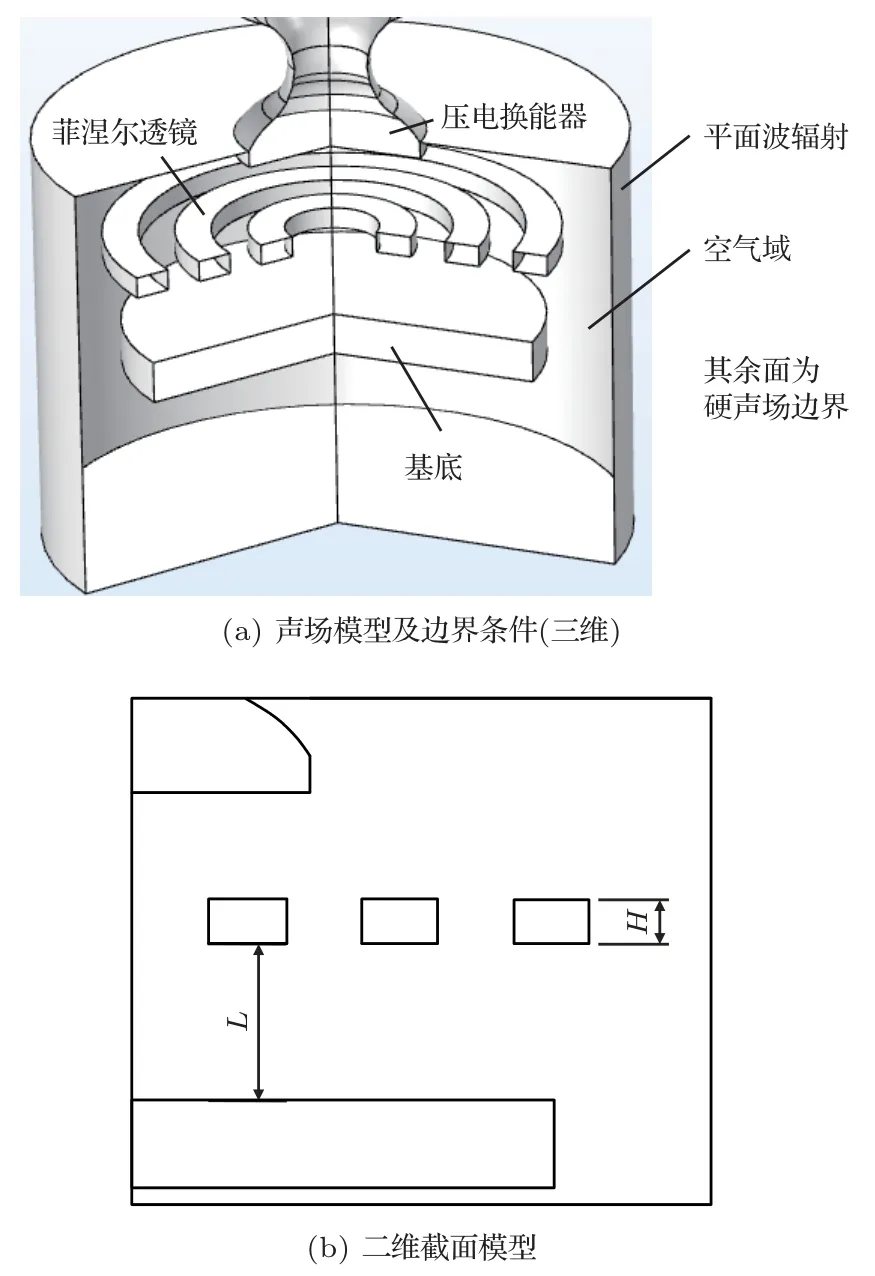
圖5 聲場仿真模型Fig.5 Simulation model of acoustic field
1.4.2 菲涅爾透鏡聚焦聲場仿真分析
圖6 為菲涅爾透鏡對聲場的影響。由于菲涅爾透鏡的超聲聚焦作用,當超聲波經過菲涅爾透鏡之后,會發生衍射從而向透鏡中心位置聚攏,形成一塊聲壓較高的聚焦區域。
圖6 菲涅爾透鏡對聲場的影響Fig.6 Influence of Fresnel lens on acoustic field
本文通過仿真模擬了添加菲涅爾透鏡和不添加菲涅爾透鏡下的聲場[24],獲得了兩種情況下的最大聲壓值分別是1770 Pa和1118 Pa,如表2所示。通過對比計算得出有透鏡時下方的最大聲壓值約為無透鏡時的1.58倍。

表2 聚焦區域的最大聲壓Table 2 Maximum acoustic pressure in focus are
1.4.3 菲涅爾透鏡與基底間距對聲場的影響
透鏡與基底的間距由噴嘴的位置來確定,圖7為噴嘴、透鏡與基底三者的相對位置圖。
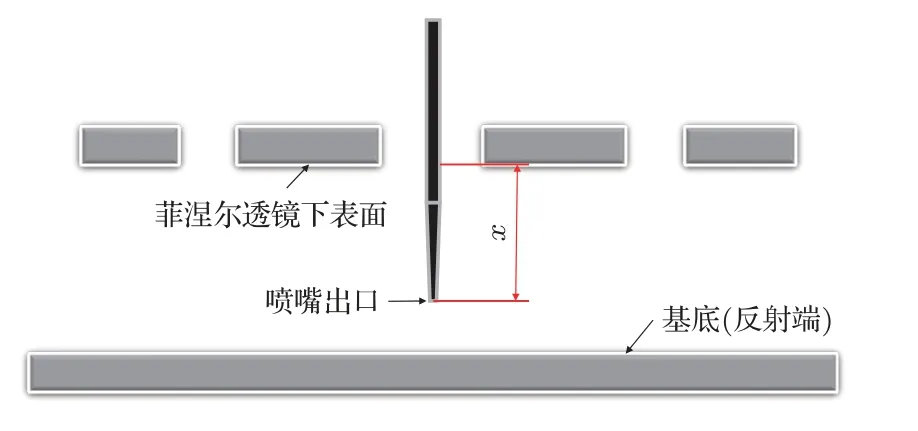
圖7 透鏡與噴嘴的相對位置Fig.7 Relative position of lens and nozzle
如圖8(a)所示的超聲駐波場中,分別存在正、負聲壓區與聲壓值為零的壓力節點。而聲輻射力方向由高壓指向低壓,如圖8(b)所示。由于相鄰節點的距離為λ/2 (λ為聲波的波長),因此單個聲輻射力的作用區域為波長的λ/4。若要實現液滴的穩定滴落,噴嘴應位于聲輻射力向下的區域。仿真中發現近基底處屬于高聲壓區,聲輻射力方向向上,因此在聲泳打印過程中噴嘴不宜距離基底太近,否則會出現液滴懸浮或者霧化的現象。
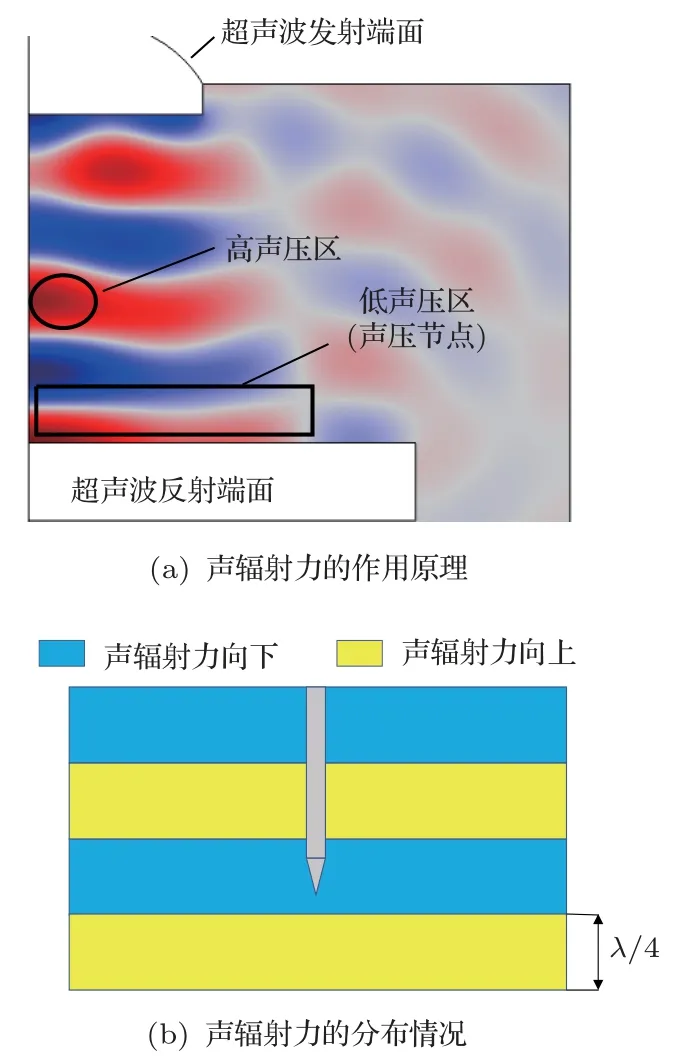
圖8 聲輻射力的作用原理及分布情況Fig.8 Principle and distribution of acoustic radiation force
基于上述作用機理,在噴印過程中噴嘴應位于透鏡的聚焦區域(透鏡中心)附近,本文預設透鏡焦距為3 mm,即透鏡下方3 mm 左右處聲壓最大。為了使噴嘴中液滴受到最大聲輻射力且方向向下,X應限制為3~7.25 mm。當噴嘴出口與基底間距過小時,可能導致因聲輻射力過大造成的液滴懸浮甚至霧化。為了保證打印的連續性與穩定性,綜合考慮透鏡、噴嘴和基底三者的相對位置后,L參數如表1 所示。圖9為L對聲場分布的影響,仿真模型中其他參數如下:H為3 mm,U為800 V。圖10 為隨透鏡與基底間距變化時透鏡下方聚焦區域的最大聲壓。
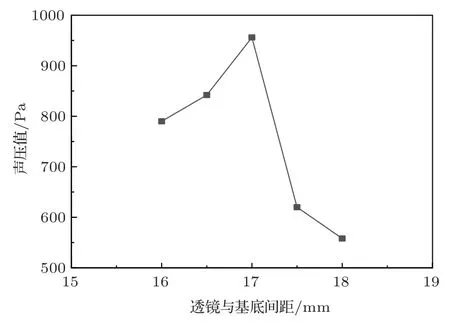
圖10 透鏡與基底間距對聲場壓力的影響Fig.10 Effect of lens-substrate distance on sound field pressure
仿真結果發現,當透鏡與基底間距逐漸增大時,透鏡下方聲壓值先增大后減小,間距為17 mm 時,聲壓值達到最大,且此時透鏡下方出現了輪廓清晰的聚焦區域,適合放置噴嘴。
1.4.4 菲涅爾透鏡厚度對聲場的影響
根據上述仿真結果,L設定為17 mm。取U為800 V,分析表1中H參數對聲場的影響。聲場分布情況如圖11 所示,圖12 為透鏡厚度與聚焦區域的最大聲壓的變化曲線。
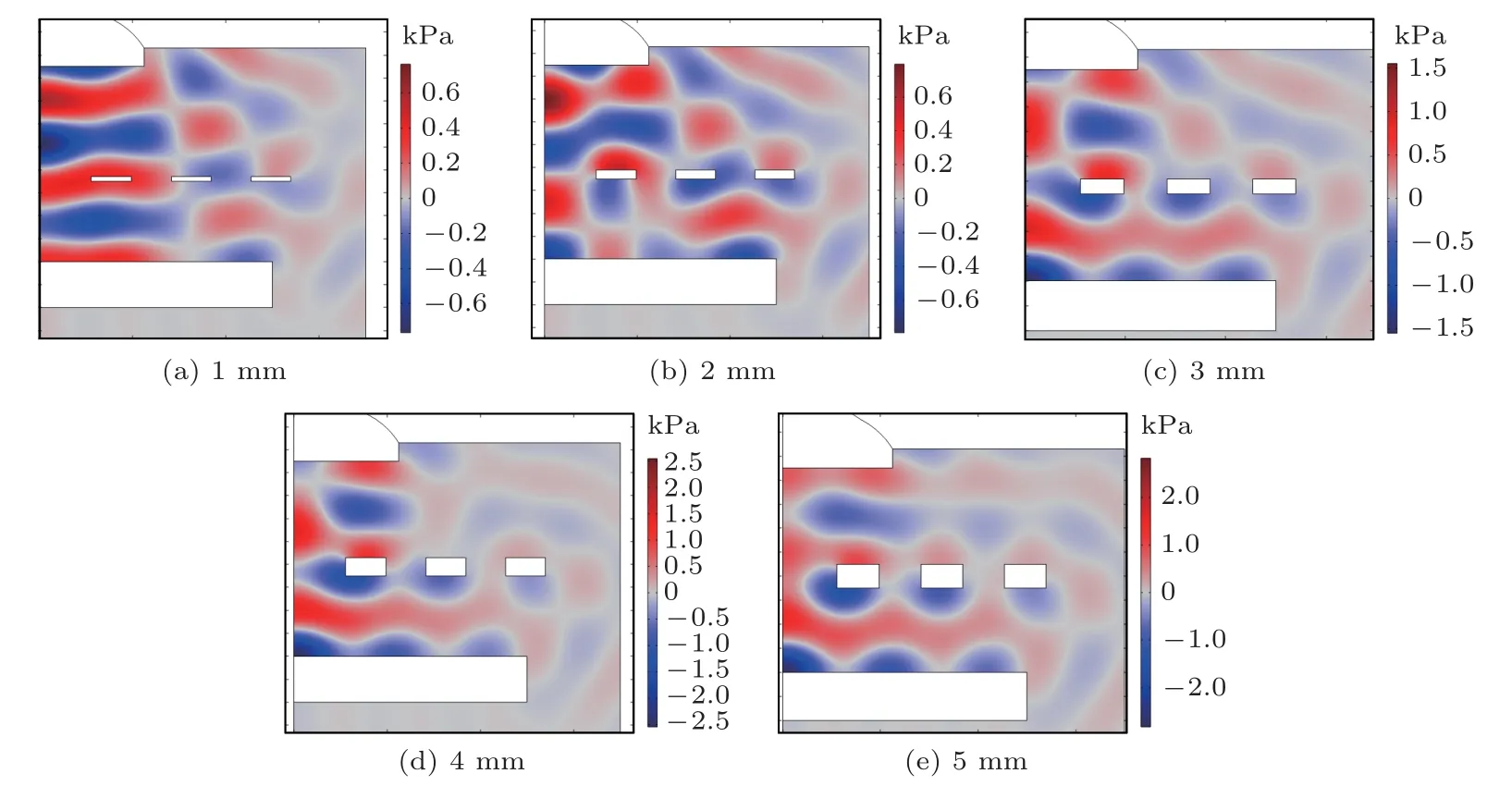
圖11 透鏡厚度對聲場分布的影響Fig.11 Influence of lens thickness on acoustic field distribution
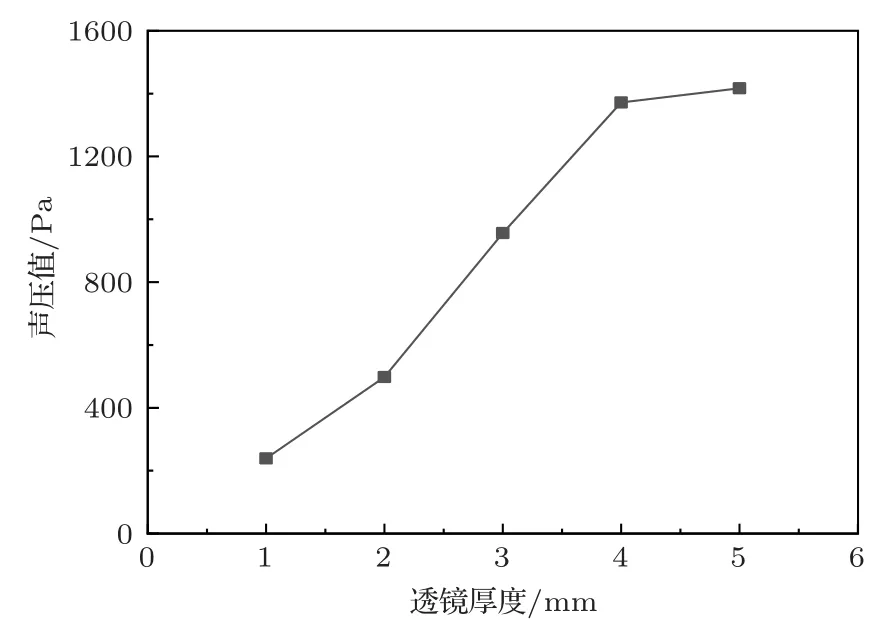
圖12 透鏡厚度對聲場壓力的影響Fig.12 Effect of lens thickness on sound field pressure
仿真結果表明,透鏡的衍射效果與透鏡厚度呈正相關,隨著透鏡厚度的增加,透鏡下方聚焦區域聲壓值逐漸增大,但增大至一定值時增幅開始減小。高雅增[25]也曾指出,菲涅爾波帶片在結構上厚度越大,衍射效率與分辨率越高。當透鏡厚度為2 mm時,聲場中開始出現輪廓分明的正、負聲壓區。考慮到整體尺寸不宜過大,選用厚度為5 mm的透鏡。
1.4.5 基底不同邊界條件對聲場的影響
為了研究邊界條件對聲場分布的影響,分別考慮相同結構特性中基底為硬聲場邊界與阻抗邊界(z=ρ×c)時聲波經過透鏡聚焦后的聲場分布情況[26]。由于多物理場仿真軟件中聲場邊界無法添加在固-氣交界面上,因此在探討邊界條件對聲場的影響中不考慮基底的形狀與尺寸,然而在實際中基底為單獨的域,且存在壁厚,仿真設置中,除基底邊界外,空氣域的其余邊界為平面波輻射邊界,不同聲場邊界條件的聲場分布與幅值結果如圖13所示。
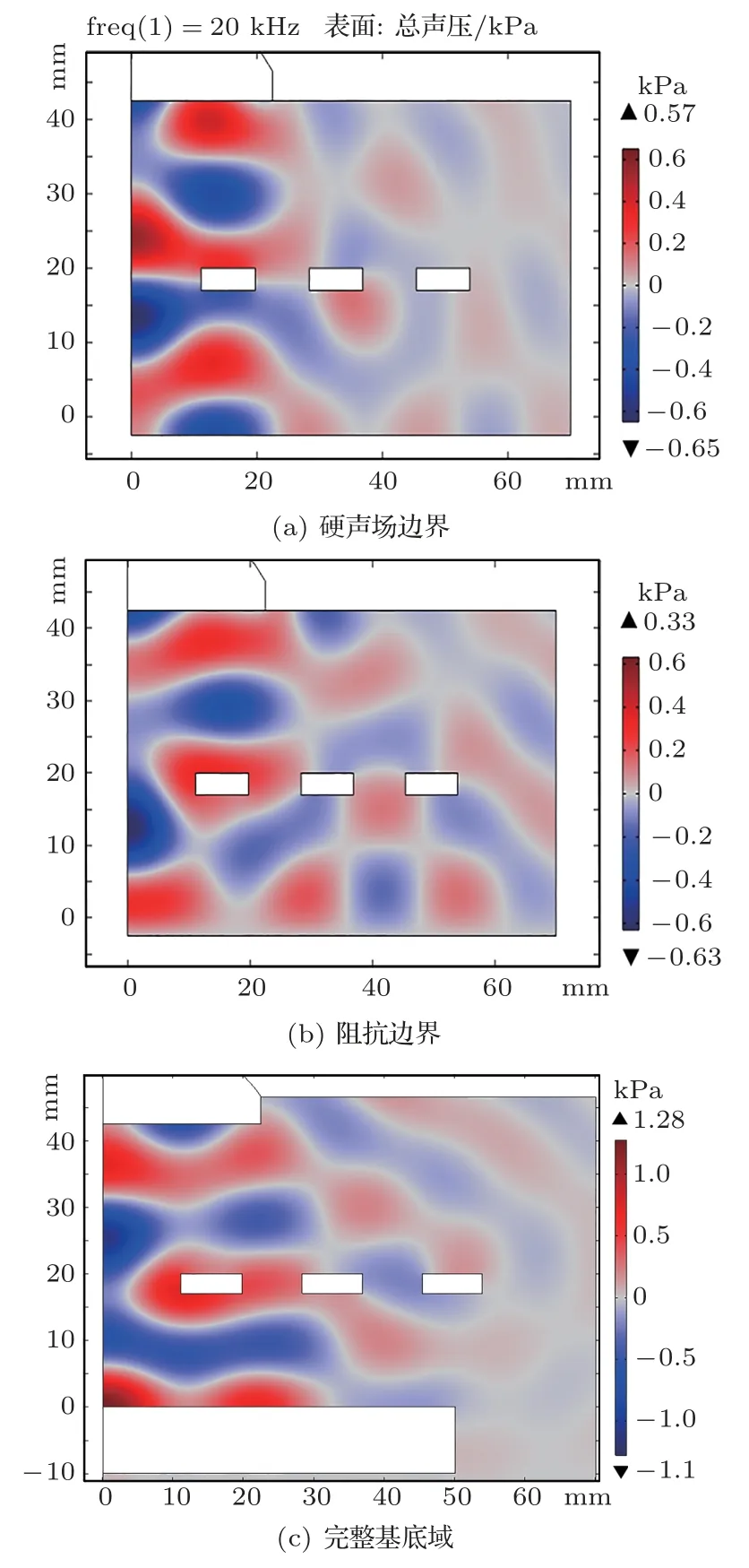
圖13 基底壁邊界條件對聲壓分布與幅值的影響Fig.13 The comparison of the substrate wall boundary condition effects on the the acoustic pressure distribution and amplitude
與實際建模仿真結果相比,基底為硬聲場邊界條件與阻抗邊界條件時的聚焦區域最大聲壓均小于基底為完整區域時的最大聲壓,然而,使用阻抗邊界條件對聲場分布的影響較小。在本研究中,與其他類型的邊界條件設置相比,選擇將基底作為單獨域作為模擬的下一步驟。
2 聲泳打印流場仿真
2.1 流場模型的建立與網格劃分
為分析液體黏度、聲壓強度與噴嘴內徑對噴印液滴尺寸的影響,對液滴噴印裝置進行仿真分析。本次仿真對層流-相場和壓力聲學物理場進行耦合,在層流-相場中調用壓力聲學接口的聲壓來計算聲輻射力。輻射壓力Prad與聲輻射力Fa的表達式如式(5)和式(6)所示,以體積力形式添加在層流接口中。流體入口速度設置為8 mm/s,模型最上方的邊界設置為超聲發射端。模型及網格劃分如圖14 所示,a為流體入口長度,b為噴嘴的第一段長度,c為噴嘴第二段長度,e為整個駐波場長度,結構參數如表3所示。

表3 流場模型結構參數Table 3 Maximum acoustic pressure in focus area
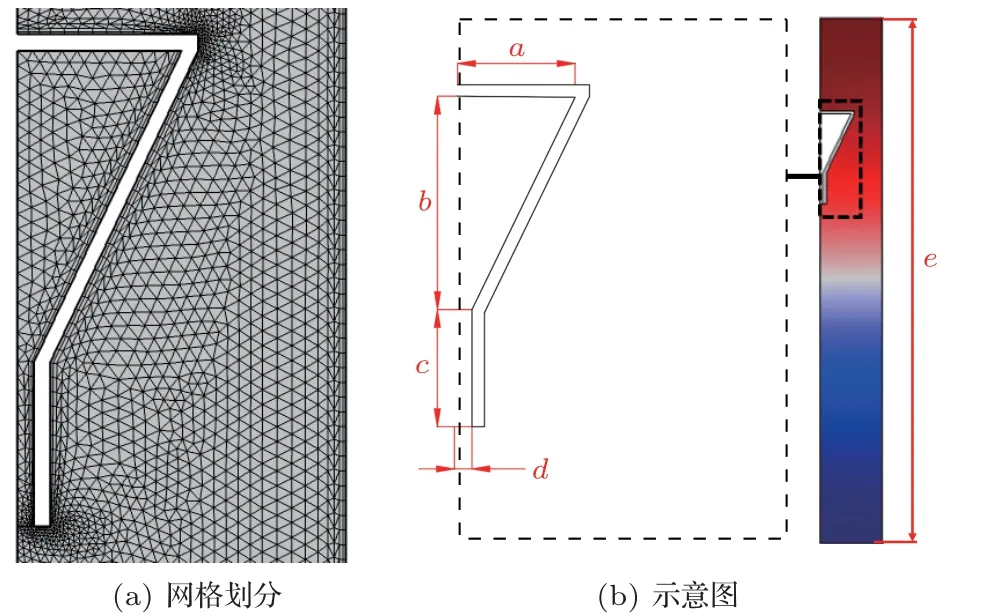
圖14 聲泳打印流場模型Fig.14 Flow field model of acoustic printing
2.2 影響打印效果的主要因素分析
2.2.1 聲壓對噴印液滴尺寸的影響
將聲壓從0 Pa 逐漸增加至2000 Pa,觀察聲壓對噴印液滴尺寸的影響。其余參數設置如下:噴嘴內徑為100 μm,材料動力黏度為200 mPa·s。仿真結果如圖15 所示,聲壓大小與液滴尺寸呈負相關,這歸因于當聲壓增加時,液滴受到的聲輻射力隨之增大,克服毛細力所需的重力隨之減小。圖16 為不同聲壓幅值下液滴尺寸變化曲線。
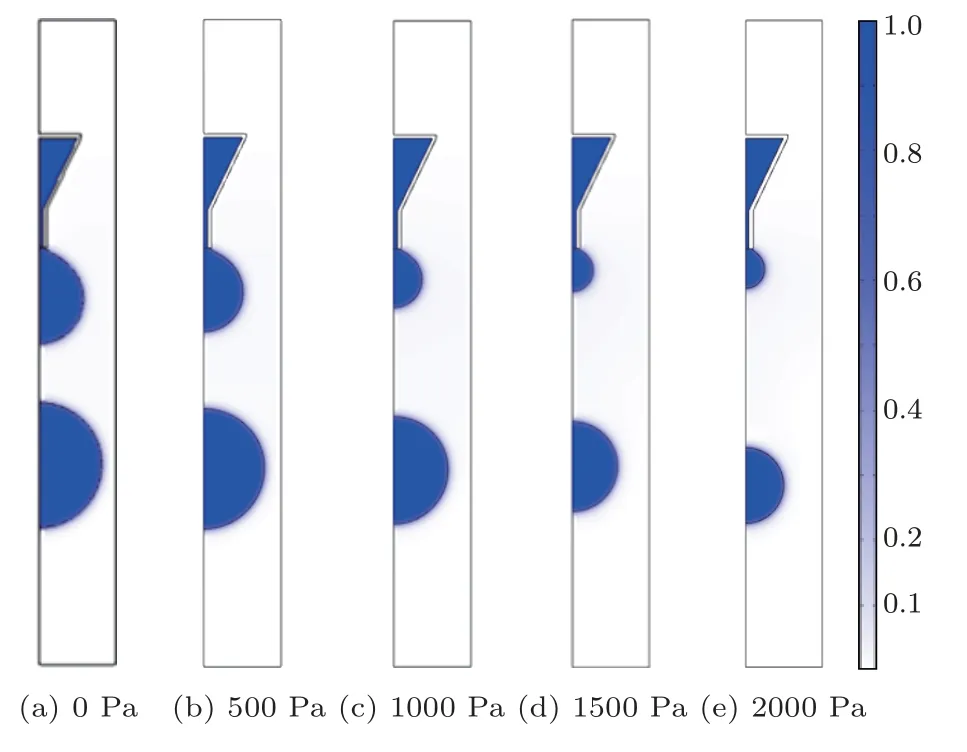
圖15 聲壓對液滴尺寸的影響Fig.15 Effect of acoustic pressure on droplet size
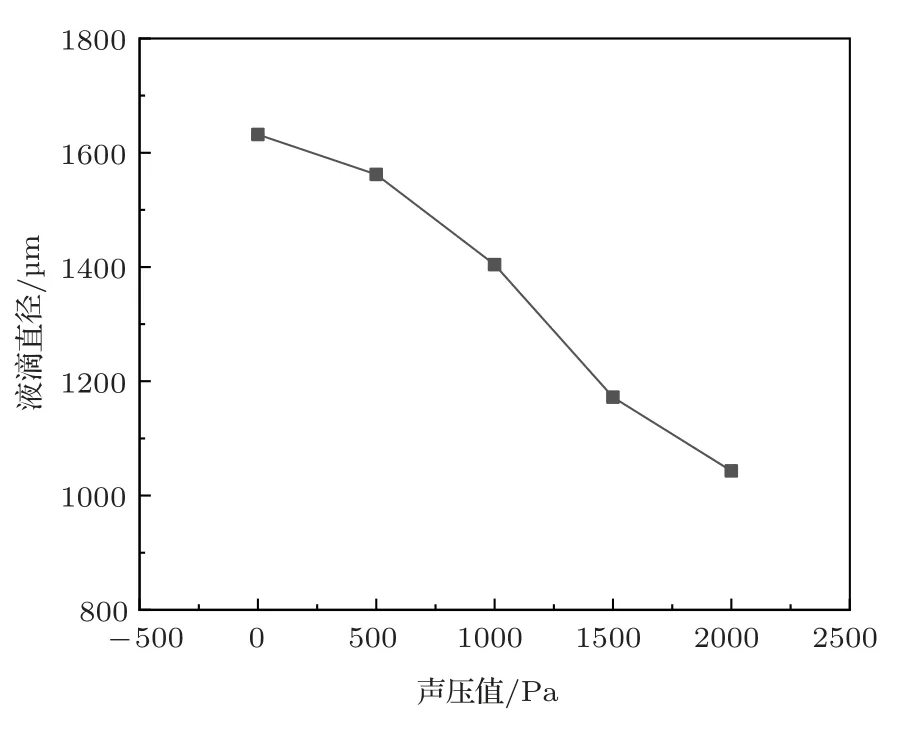
圖16 聲壓幅值對液滴尺寸的影響Fig.16 Effect of sound pressure amplitude on droplet size
2.2.2 材料黏度對噴印液滴尺寸的影響
根據上述仿真結果,超生發射端的聲壓設置為2000 Pa,將材料黏度從100 mPa·s 增加至500 mPa·s,噴嘴內徑保持不變。圖17 為材料黏度對液滴尺寸的影響效果圖,仿真發現材料黏度的變化對液滴尺寸的影響很小。原因是液滴受到的毛細力與表面張力相關,與黏度無關。圖18 為材料黏度對液滴尺寸的影響。

圖17 黏度對液滴尺寸的影響Fig.17 Effect of viscosity on droplet size
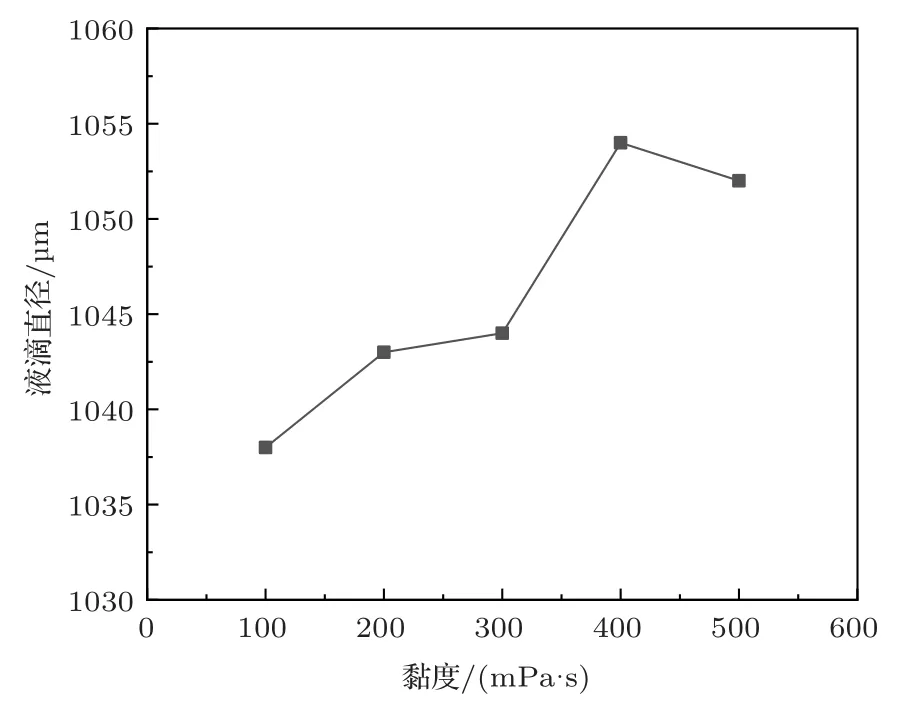
圖18 材料黏度對液滴尺寸的影響Fig.18 Effect of material viscosity amplitude on droplet size
2.2.3 噴嘴內徑對噴印液滴尺寸的影響
選用內徑為60 μm、80 μm、100 μm、120 μm、140 μm的5 種噴嘴,探究噴嘴內徑對噴印液滴尺寸的影響。其余參數值如下:聲壓設置為2000 Pa,材料黏度為200 mPa·s。圖19為不同噴嘴內徑下的液滴尺寸。仿真結果表明,當噴嘴內徑增大時,液滴直徑也增大。這歸因于內徑越大,毛細力越大,液滴需要足夠大的體積克服毛細力。圖20 為噴嘴內徑對液滴尺寸的影響。
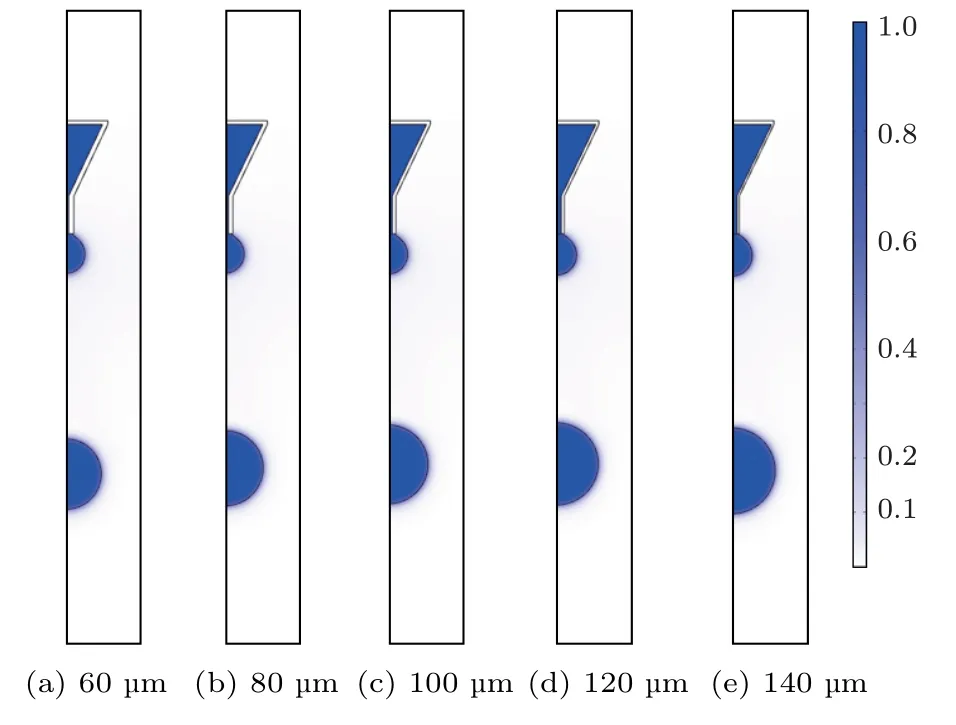
圖19 噴嘴內徑對液滴打印的影響Fig.19 Effect of nozzle inner diameter on droplet printing

圖20 噴嘴內徑對液滴尺寸的影響Fig.20 Effect of nozzle inner diameter amplitude on droplet size
3 實驗結果與討論
為驗證菲涅爾透鏡聚焦聲泳噴印的可行性并初步研究其噴印性能,根據上述仿真結果,本文組建了相應的噴印裝置并進行實驗研究。實驗中,采用的超聲設備頻率為20 kHz,基底采用100 mm×100 mm 的PMMA 薄板。噴印實驗采用高速攝像機對其進行拍攝與記錄,在聲泳打印過程中發現,噴印出的液滴在下落過程中發生霧化,霧化過程如圖21所示。
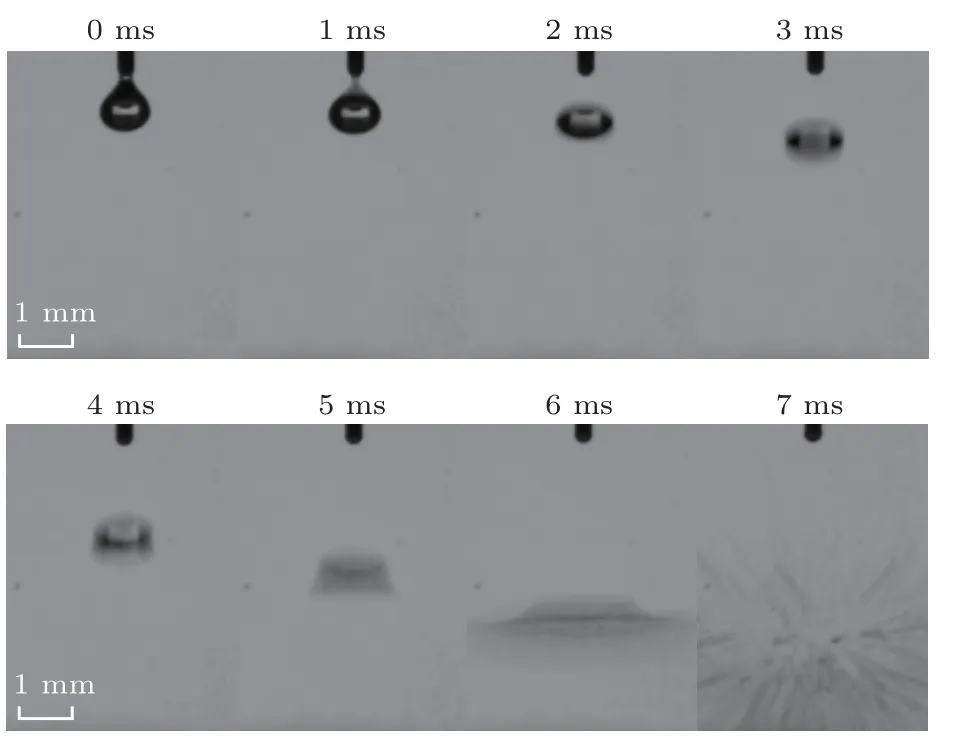
圖21 液滴霧化過程Fig.21 The process of droplet atomization
為使噴印液滴完整、穩定地沉積在基底上,對霧化原因進行分析,霧化原理如圖22所示。在重力與聲輻射力的共同作用下,液滴處于快速下落的狀態。隨后液滴進入聲壓節點所在的區域,此時液滴受到向上和向下的聲輻射力共同作用,受到擠壓開始變形。當聲輻射力小于流體內阻力(表面張力與黏性應力)液滴擠壓/拉伸變形但未破碎成小液滴;當聲輻射力大于流體阻力時,液體的自由表面產生強烈的擾動,導致液滴內阻力難以保持其幾何形態的穩定而發生霧化。
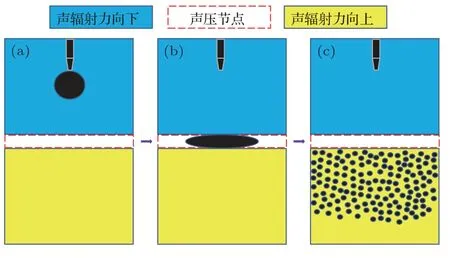
圖22 液滴霧化原理Fig.22 The principle of droplet atomization
基于超聲聚焦聲泳噴印原理,減小駐波場內的聲壓可以有效減小液滴所受的聲輻射力,使得液滴在經過聲壓節點區域時受到的擠壓力減小,但聲壓減小會導致生成的液滴尺寸變大。為保持聲場中的聲壓不變,調整噴嘴與基底的距離,使液滴在下落中獲得足夠快的速度,從而快速通過聲壓節點區域。經實驗研究,發現當噴嘴與基底距離在11 mm 以上時,液滴不容易出現霧化現象,且噴印過程具備較好的穩定性。
本文對同噴嘴內徑下不同質量分數的聚乙二醇溶液進行噴印實驗,實驗參數值如表4 所示。透鏡、基底、噴嘴三者相對位置如下:透鏡與基底間距為17 mm,噴嘴與透鏡間距為4 mm。圖23 為通過顯微鏡所觀察到的聚乙二醇溶液噴印在基底上的形貌,對應的噴印液滴大小及噴印頻率如圖24所示。聚乙二醇溶液不同的質量分數對應于不同的黏度,由圖24 可知,黏度的改變對液滴直徑的影響較小,表明菲涅爾透鏡聚焦聲泳打印技術可以進行高黏度材料的打印。當噴印材料的黏度增加時,噴印頻率降低。不同質量分數的聚乙二醇噴印實驗證明了本裝置原理的正確性以及噴印不同黏度液滴的可行性。
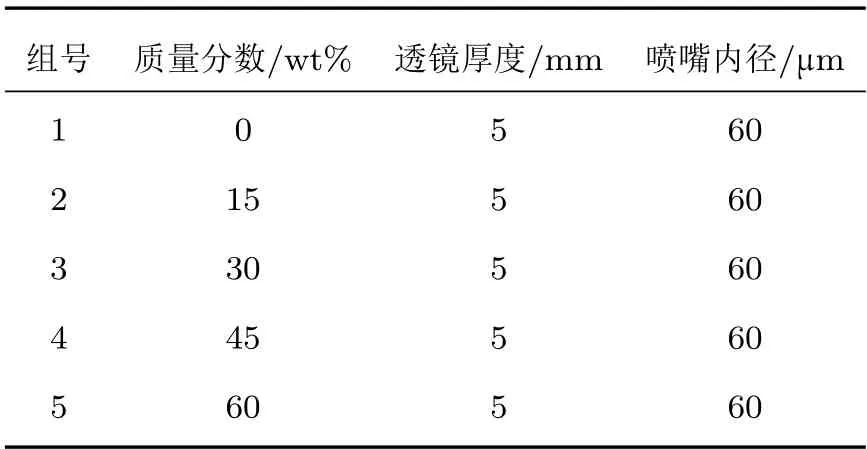
表4 實驗中材料黏度特性及結構參數Table 4 Viscosity characteristics and structural parameters of materials in experiments
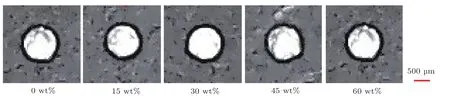
圖23 不同黏度下噴印液滴的形貌Fig.23 Morphology of jet printing droplets at different viscosity
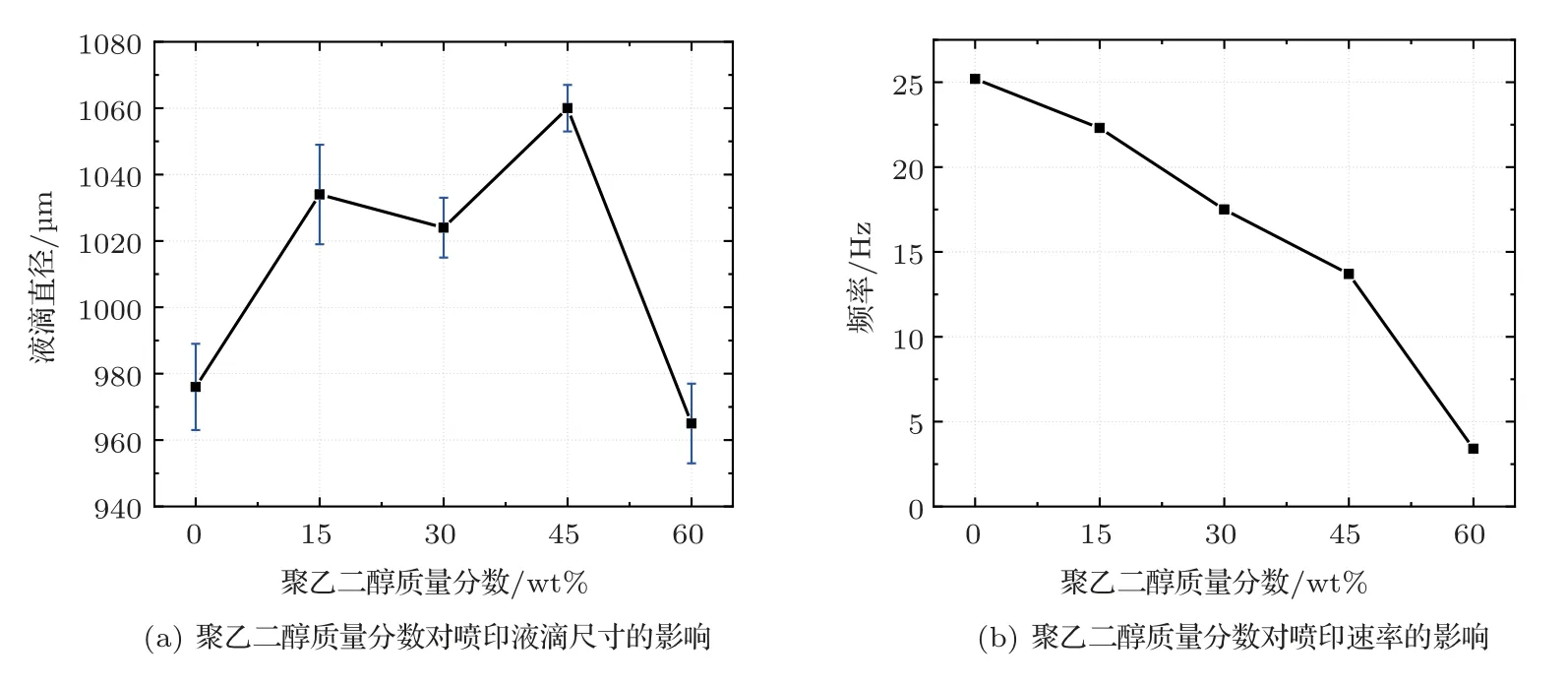
圖24 聚乙二醇質量分數對噴印的影響Fig.24 Effect of mass fraction on printing
為了進一步驗證該裝置噴印多種材料的可行性,將上述噴印材料替換為UV 膠用于制備微透鏡陣列。實驗參數與噴印聚乙二醇時完全一致,分別用聚對苯二甲酸乙二醇酯(Polyethylene terephthalate,PET)、PMMA、聚二甲基硅氧烷(Polydimethylsiloxane,PDMS)、玻璃基底進行沉積,使用紫外線固化,觀察其形貌,如圖25所示。
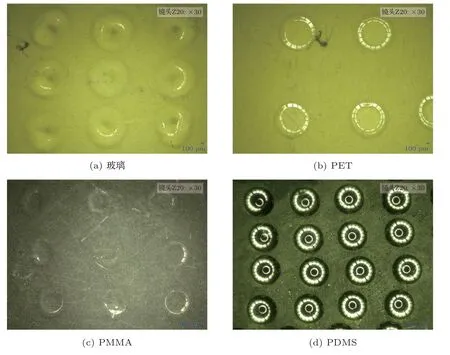
圖25 UV 膠在不同基底上的沉積Fig.25 Deposition of UV adhesive on different substrates
圖25 中UV 膠的沉積結果表明噴印過程中噴印材料均能正常滴落,所沉積的液滴形貌只與基底材料有關,說明該裝置的設計是成功的。隨機選取50 個在PDMS 上沉積的微透鏡進行檢測,結果如圖26 所示。直徑平均值為981.35 μm,最大直徑為1000.58 μm,最小直徑為960.76 μm,其標準偏差為10.44 μm,證明了裝置的穩定性,為微透鏡陣列的制備提供了一種新思路。
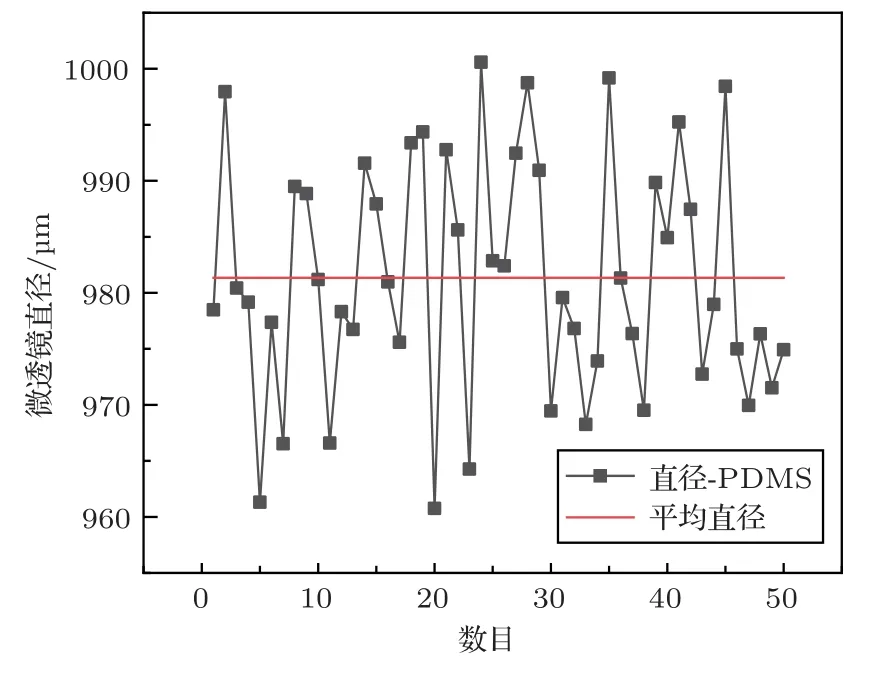
圖26 PDMS 基底上微透鏡直徑Fig.26 Microlens diameter on PDMS substrate
4 結論
本文針對傳統噴墨打印技術可用材料種類少和黏度適用范圍窄的問題,設計了基于菲涅爾透鏡的超聲聚焦微滴噴印裝置,通過仿真構建聲泳噴印的聲流耦合模型,并以菲涅爾透鏡作為聲聚焦結構實現對聲場的重新分布以及聲壓的可調增長。利用菲涅爾透鏡聚焦聲泳噴印裝置實現高黏度溶液的噴印,且生成的液滴尺寸與溶液粘度基本無關。利用優選的工藝參數,實現了不同黏度的聚乙二醇的穩定噴印以及UV 膠的可控噴射,在PDMS 基底上得到了平均直徑約為981.35 μm 的微透鏡,其直徑標準偏差為10.44 μm,證實了以菲涅爾透鏡為聚焦結構的聲泳噴印的可行性與穩定性,為微透鏡陣列的制備提供了新思路,表明菲涅爾透鏡聚焦聲泳打印系統在微滴噴射打印領域有廣泛的應用前景。
基于菲涅爾透鏡的聲泳噴印裝置雖然在實驗室研究中取得一定進展,但要實現在實際生產中應用仍存在一些挑戰與不足。目前的超聲設備大功率下運行時容易出現過熱,影響使用壽命,不能滿足長時間的聲泳噴印。除此之外,噴射過程中小尺寸的液滴易受聲場擾動影響導致生成的液滴直線度降低,在未來的實驗過程中仍需不斷改進。