鑄造鋁合金電池箱體攪拌摩擦焊工藝研究
2023-11-27 02:05:18戴俊良張琦趙慶軍胡玲海楊永泉石利軍
汽車工藝師 2023年11期
戴俊良,張琦,趙慶軍,胡玲海,楊永泉,石利軍
一汽鑄造有限公司鑄鍛研究院 吉林長春 213810
攪拌摩擦焊(Friction Stir Welding,F(xiàn)SW)是利用摩擦產(chǎn)生的熱量實(shí)現(xiàn)板材連接的一種固態(tài)連接技術(shù),由英國焊接研究所(TWI)于1991年發(fā)明。攪拌摩擦焊技術(shù)發(fā)明至今,已經(jīng)發(fā)展成為在鋁合金結(jié)構(gòu)制造中可以代替熔焊技術(shù)的工業(yè)化實(shí)用的固相連接技術(shù)。
攪拌摩擦焊目前廣泛用于航空航天、高速軌道列車、汽車輕量化結(jié)構(gòu)以及各種鋁合金型材拼焊結(jié)構(gòu)的制造中。隨著新能源汽車的迅速發(fā)展,電池箱體的焊接工藝也呈現(xiàn)多樣化,目前電池箱體水冷板主要的焊接工藝有攪拌摩擦焊、釬焊、MIG焊。本文以一種鑄造鋁合金電池箱體水冷板的攪拌摩擦焊焊接工藝研究為例,為使用攪拌摩擦焊焊接水冷板過程控制提供相應(yīng)的制造經(jīng)驗(yàn)。
電池箱體的攪拌摩擦焊焊接
1.焊接區(qū)域
以一款某公司生產(chǎn)的電池箱體的焊接為切入點(diǎn)(見圖1),進(jìn)行攪拌摩擦焊工藝的分析與研究。該電池箱體采用鑄造鋁合金成型+水冷板焊接+整體加工形式,對(duì)比型材焊接工藝,可以減少零件組裝的連接工藝,還可以提高裝配尺寸的精度。
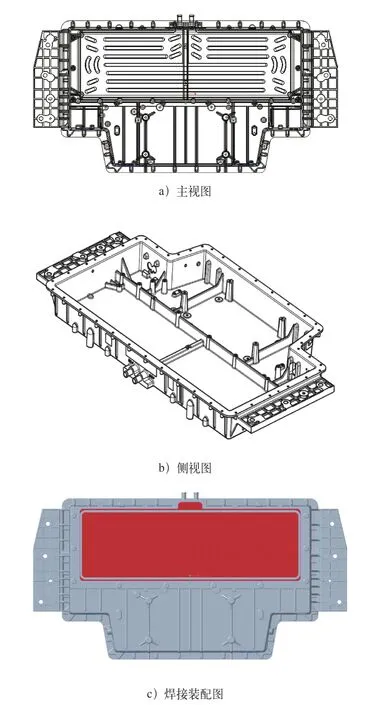
圖1 電池箱體
該電池組應(yīng)用于某款高級(jí)車型,對(duì)電池的熱管理有著極高的要求,為了達(dá)到設(shè)計(jì)要求,液冷板的水道布置更加復(fù)雜,給熱管理系統(tǒng)的焊接帶來很大的難度。
2.焊接分析
(1)焊接區(qū)域面積大、壁厚薄 該電池箱體焊接區(qū)域尺寸為800mm×280mm,鑄造鋁合金本體焊接位置壁厚6mm,冷卻水道壁厚3mm,焊接冷板厚度2mm,如圖2所示,屬于典型的薄壁易變形零件。電池箱體鑄造后免熱處理工藝,采用校正模具校正,其殘余應(yīng)力大,在機(jī)床加工焊接區(qū)形狀和平面時(shí),零件內(nèi)應(yīng)力釋放會(huì)產(chǎn)生變形,影響本體與冷板的貼合度,造成焊后零件的面輪廓度超差,達(dá)不到熱管理系統(tǒng)的要求,還容易產(chǎn)生焊接外部、內(nèi)部質(zhì)量缺欠。
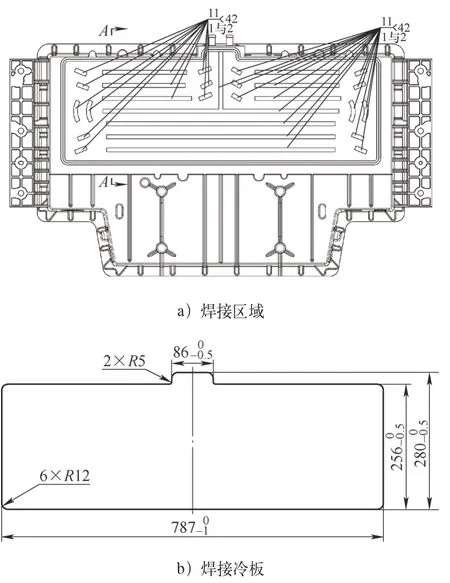
圖2 焊接區(qū)域與焊接冷板
(2)焊接應(yīng)力 因鑄造鋁合金內(nèi)部組織較鋁型材疏松,焊接時(shí)需施加大于鋁合金型材焊接時(shí)的恒壓力,確保焊接區(qū)域填充飽滿緊實(shí)。
(3)焊后尾孔 焊道結(jié)束時(shí),會(huì)留下一個(gè)尾孔,尾孔處焊接強(qiáng)度低于其他焊道,將對(duì)氣密性、抗震性、耐靜壓及爆破壓力檢測等產(chǎn)生關(guān)鍵性影響。因此,焊后尾孔必須采用有效的工藝進(jìn)行填堵。
(4)焊接形式 電池箱體的焊接接頭形式為單層搭接接頭和搭接+對(duì)接接頭復(fù)合兩種形式(見圖3,圖中灰色為焊接冷板,紅色為電池箱體本體),焊接軌跡分為平滑段、上升段、下降段和轉(zhuǎn)角段四種。不同的接頭形式和焊接軌跡需采用不同的工藝參數(shù)避免焊接表面缺欠和內(nèi)部缺欠。
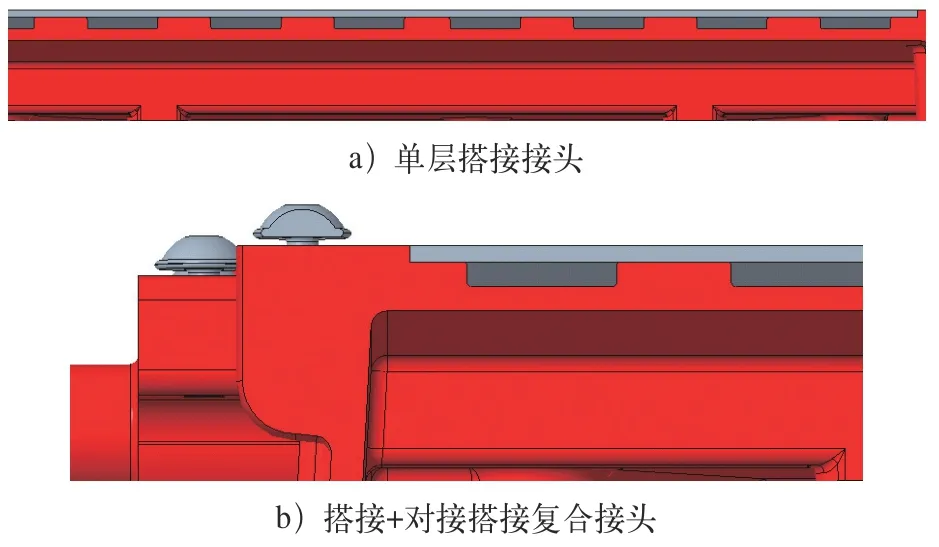
圖3 焊接形式
焊接工藝
1.設(shè)備選擇
設(shè)備型號(hào):LM2520-2D-3T,設(shè)備采用靜龍門式。
設(shè)備行程:長X=2500m m,寬Y=1600m m,高Z=500mm,工作臺(tái)承載3t。
焊接軌跡:二維直線、曲線焊接。
試驗(yàn)過程中加裝恒壓力調(diào)節(jié)功能,焊接區(qū)域安裝了極速強(qiáng)冷裝置,B軸可以0至±5°手動(dòng)調(diào)節(jié)。適當(dāng)?shù)腂軸角度調(diào)節(jié)功能與恒壓力控制系統(tǒng)和合理的攪拌頭壓入量,使金屬流體容存量適中,不會(huì)產(chǎn)生毛刺;量產(chǎn)時(shí)可增加攪拌針磨損檢測功能。
2.零件裝夾與定位:隨動(dòng)式壓緊焊接夾具
電池箱體夾具采用一面兩銷的定位方式,來保證零件加工位置正確;夾緊方式采用液壓油缸4點(diǎn)主壓緊來緊固電池箱體,確保零件不受焊接力而產(chǎn)生移動(dòng),壓緊力是焊接合力的1.2~1.5倍。
焊接合力
式中F——焊接合力;
F1——進(jìn)給推力;
F2——攪拌頭旋轉(zhuǎn)扭力;
F3——作用在攪拌頭軸肩的傾角壓力。
因焊接冷板四周有電池箱體限制移動(dòng),只需要控制焊接冷板上翹,采用了14個(gè)強(qiáng)力焊接夾緊氣缸對(duì)焊接冷板進(jìn)行上下方向固定(見圖4)。
施焊方法如下:
(1)定位 如圖5所示,Z向采用電池箱體冷卻平面(定位面A)定位、支撐,伸縮式彈簧圓柱錐銷定位(定位基準(zhǔn)B)與伸縮式圓錐菱形銷(定位基準(zhǔn)C)定向。伸縮式彈簧圓柱錐銷(見圖6)與毛坯中預(yù)制的圓孔端面配合,通過定位銷前端的錐面與孔口節(jié)圓接觸,形成零件圓孔圓心與定位銷中心重合達(dá)到X/Y方向定位效果,再通過零件另一端的圓孔端面與圓錐菱形銷(見圖7)的中心重合,控制零件繞定位銷B軸線轉(zhuǎn)動(dòng),可消除毛坯制造過程產(chǎn)生的定位面高度(厚度)偏差和圓孔直徑偏差。
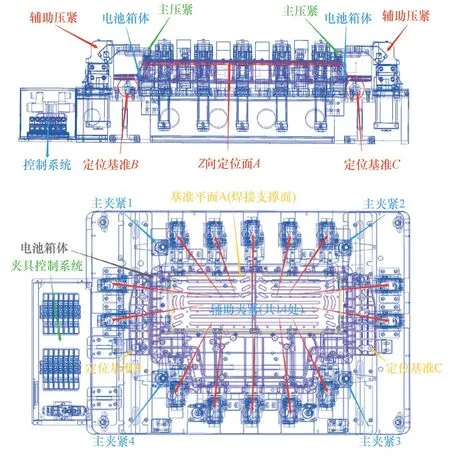
圖5 夾具功能圖

圖6 定位基準(zhǔn)B
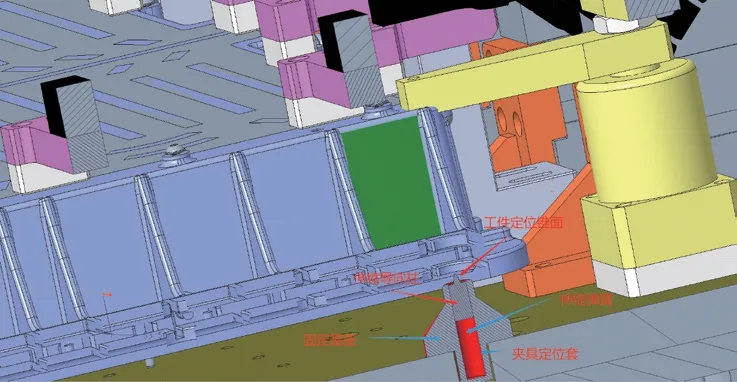
圖7 定位基準(zhǔn)C
(2)夾緊 夾具設(shè)計(jì)時(shí),為避開夾緊部位與焊接部位重疊,將壓緊單元分為零件主壓緊與焊接冷板壓緊兩套壓緊單元。零件主壓緊單元采用零件四角的四點(diǎn)等高固定支撐,旋轉(zhuǎn)液壓缸壓緊,CNC程序控制,保證零件在焊接過程中位置穩(wěn)定,使焊接軌跡在工作中始終沿焊接接頭中心行進(jìn)。焊接冷板壓緊單元采用氣動(dòng)多點(diǎn)隨動(dòng)式壓緊方式,當(dāng)零件主壓緊單元工作,將零件固定后,焊接冷板壓緊單元起動(dòng),將焊接冷板壓緊在電池箱體上。
因焊接冷板壓緊模塊與部分焊縫軌跡重合,為了達(dá)到連續(xù)焊接效果,采用了多點(diǎn)隨動(dòng)式夾具設(shè)計(jì)。當(dāng)攪拌頭焊接在過程中,即將行進(jìn)至焊接軌跡最近一處壓緊模塊時(shí),此壓緊模塊通過CNC程序控制打開,對(duì)攪拌頭行進(jìn)軌跡進(jìn)行避讓,不影響焊接連續(xù)性。當(dāng)攪拌頭無碰撞地安全通過此處焊接區(qū)域并到達(dá)一定距離后,此壓緊模塊通過CNC程序控制再次壓緊焊接冷板,然后焊接軌跡前方壓緊模塊打開,避讓攪拌頭。夾具中焊接冷板壓緊模塊按上述順序依次打開、壓緊,既對(duì)焊接軌跡進(jìn)行了避讓,又能起到焊接冷板的固定作用,減少零件與焊接冷板因壓緊力不足形成的縫隙,同時(shí)又有效地壓緊焊接冷板,減少焊接的變形量。
(3)反變形矩陣模塊 如圖8所示,夾具設(shè)計(jì)時(shí)將Z向定位平面制成陣列式、Z向可調(diào)式模塊,在焊接變形量數(shù)據(jù)庫中選取變形系數(shù),對(duì)夾具進(jìn)行反變形預(yù)調(diào),再依據(jù)樣件焊接后變形量數(shù)據(jù)進(jìn)行反變形量的分析和調(diào)整,對(duì)變形區(qū)域反變形模塊的高度逐點(diǎn)進(jìn)行調(diào)整,利用反變形模塊高度趨勢變化的調(diào)整,抵消焊接后平面變形偏差,達(dá)到減少焊后變形的效果。采用該方法的焊后變形量達(dá)到面輪廓度小于0.6mm。
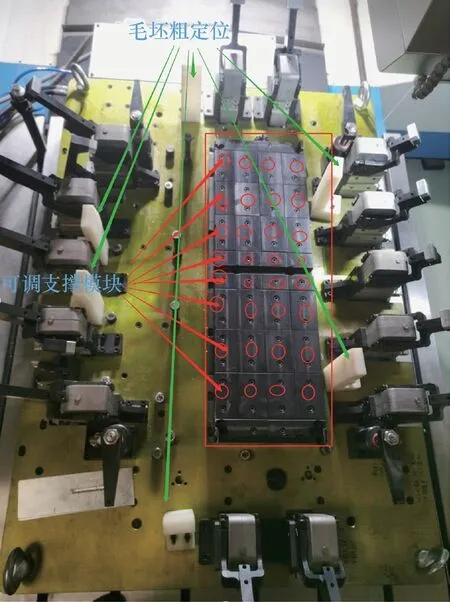
圖8 反變形支撐矩陣模塊組
(4)螺旋攪拌頭SD4-12-3.5 如圖9所示,攪拌頭采用徑向等速螺旋設(shè)計(jì),增加焊縫周圍塑性金屬的流動(dòng)性,同時(shí)將塑性流動(dòng)金屬向內(nèi)收集,在軸肩的壓力作用下,使焊接區(qū)域的流動(dòng)金屬更充實(shí)緊密,降低表面溝槽與隧道式缺陷的發(fā)生。

圖9 焊接攪拌頭
攪拌針長度3.5mm,直徑4mm。根據(jù)焊接材料厚度、焊接深度要求,攪拌針的直徑選擇充分考慮了焊接扭矩、攪拌針強(qiáng)度、工藝要求與設(shè)備匹配的影響,采用1.2倍的攪拌針長度。
攪拌頭的軸肩直徑12mm,在壓入量與焊接行進(jìn)的推力作用下,其直徑越小越能減少焊后的變形量,但也會(huì)出現(xiàn)金屬流體流動(dòng)性差,出現(xiàn)內(nèi)部隧道缺陷和周邊毛刺過大缺欠。反之直徑增大時(shí),攪拌頭軸肩螺旋槽內(nèi)容納金屬流體越多,不易產(chǎn)生毛刺,但軸肩與零件接觸面積增大后,焊接表面承受的壓力越大,增加焊后變形量,同時(shí)恒壓力調(diào)整不合理時(shí),又易產(chǎn)生表面溝槽缺陷,所以軸肩直徑的選擇要考慮零件材料與強(qiáng)度、攪拌頭工作扭矩、轉(zhuǎn)速與進(jìn)給等因素,盡量選用攪拌針直徑的3~4倍,直徑不易過大。
3.尾孔回填
每段焊縫焊接結(jié)束時(shí),電池箱體上都將留下一個(gè)與攪拌針形狀一致的尾孔,該尾孔位置焊接強(qiáng)度不到正常焊接強(qiáng)度的50%,影響電池箱體的氣密性及其他性能,需采用熔焊、釬焊及MIG焊等方式進(jìn)行后處理。這幾種后處理方式在焊核區(qū)產(chǎn)生大量的熱,使液冷板焊后變形,必須采用校正工序達(dá)到產(chǎn)品要求,增加校正工序提高制造成本。
焊接工藝及優(yōu)化
1.焊接制備與焊接工藝過程
將夾具安裝到機(jī)床工作臺(tái)上,找正定位伸縮式彈簧圓柱錐銷定位(B)與伸縮式圓錐菱形銷(C),設(shè)定焊接程序坐標(biāo)系。零件放置在夾具中,調(diào)整夾具的零件粗定位擋塊距離,能方便零件取放為宜(零件與擋塊縫隙≤3mm)。調(diào)整彈簧伸縮銷高度與伸縮力;檢查各支撐點(diǎn)、壓緊點(diǎn)是否在正確位置,壓緊力是否合理。調(diào)整CNC程序中壓緊模塊的順序時(shí)間,保證焊接過程無過早打開與延遲壓緊。微調(diào)焊縫中心與攪拌頭中心保證重合,全部壓緊模塊壓緊零件與焊接件,焊接制備工作完成。
平滑段為起點(diǎn)開始焊接程序,按標(biāo)準(zhǔn)工藝焊接參數(shù)焊接。先將四周搭接+對(duì)接復(fù)合接頭的焊縫焊接,當(dāng)焊接軌跡行進(jìn)至上升段焊接時(shí),這個(gè)區(qū)間工藝參數(shù)需增大轉(zhuǎn)速加快金屬流動(dòng)性同時(shí)適當(dāng)降低進(jìn)給速度。焊接軌跡行進(jìn)至下降段焊接時(shí),這個(gè)區(qū)間工藝參數(shù)應(yīng)降低轉(zhuǎn)速和增大進(jìn)給速度。當(dāng)行進(jìn)至急速轉(zhuǎn)角焊接時(shí),應(yīng)將轉(zhuǎn)速調(diào)整至正常轉(zhuǎn)速的50%,進(jìn)給速度降低40%,全部工藝參數(shù)轉(zhuǎn)換都在CNC程序中提前設(shè)定。起步點(diǎn)接近零件時(shí)距離不易過高,大約高于零件0.3~0.5mm,避免缺欠產(chǎn)生。
焊接完成后采用平面螺旋攪拌頭(PD16)將填料焊入尾孔中,此種尾孔回填技術(shù)可替代熔焊、釬焊、MIG焊,減小熱變形產(chǎn)生,施焊完成后進(jìn)行清理飛邊毛刺,產(chǎn)品檢測,成品。
2.焊接參數(shù)的優(yōu)化
此零件焊接接頭形式有搭接、對(duì)接+搭接復(fù)合,焊接軌跡分為上升段、下降段、平滑段及轉(zhuǎn)角段(見圖10)。項(xiàng)目中對(duì)焊接接頭形式、軌跡行進(jìn)恒壓力變化等工藝參數(shù)進(jìn)行分析、優(yōu)化。通過對(duì)不同焊接區(qū)域調(diào)整主軸轉(zhuǎn)速和進(jìn)給,減少焊接缺欠的產(chǎn)生。
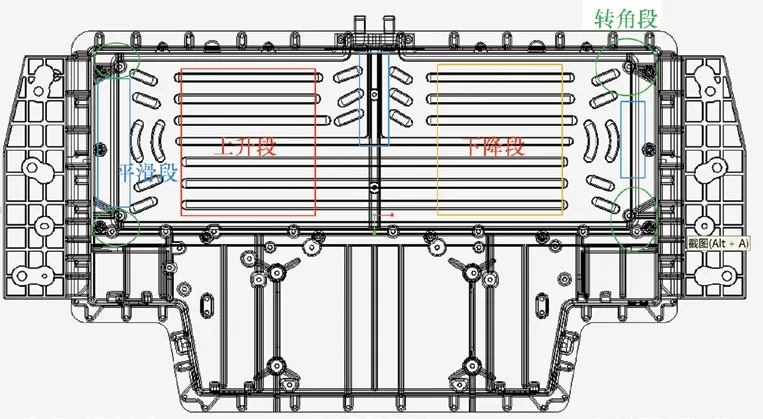
圖10 焊接軌跡分區(qū)
1)平滑段:焊接軌跡為直線或曲線,無明顯高度差,且無急速轉(zhuǎn)角焊接軌跡區(qū)間,這個(gè)區(qū)間工藝參數(shù)選用正常工藝參數(shù)即可。
2)上升段:焊接軌跡呈直線或曲線,恒壓力控制Z向深度逐漸向上遞減的焊接軌跡區(qū)間。這個(gè)區(qū)間工藝參數(shù)應(yīng)提高主軸轉(zhuǎn)速30%和降低進(jìn)給速度20%。
3)下降段:焊接軌跡呈直線或曲線,恒壓力控制Z向深度逐漸向下遞增的焊接軌跡區(qū)間。這個(gè)區(qū)間工藝參數(shù)應(yīng)降低主軸轉(zhuǎn)速30%,進(jìn)給速度提高20%。
4)轉(zhuǎn)角段:焊接軌跡呈直角曲線或急速圓弧曲線,且恒壓力控制Z向深度不變的焊接軌跡區(qū)間。這個(gè)區(qū)間工藝參數(shù)應(yīng)降低主軸轉(zhuǎn)速50%,進(jìn)給速度降低40%。
3.尾孔軌跡優(yōu)化
如圖11所示,優(yōu)化前焊接軌跡為起步→攪拌頭插入母材→焊接行進(jìn)→行進(jìn)停止→攪拌頭退出。

圖11 焊接前焊接軌跡
如圖12所示,優(yōu)化后焊接軌跡為起步→攪拌頭插入母材→焊接行進(jìn)→行進(jìn)停止→直徑D6圓弧→攪拌頭中心行進(jìn)至D6圓中心→攪拌頭退出。
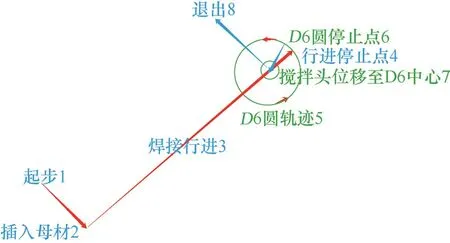
圖12 優(yōu)化后焊接軌跡
在攪拌頭退出前,增加了一個(gè)直徑D6的焊核區(qū),并且攪拌頭退出位置在D6焊核區(qū)的中心,尾孔周邊焊核區(qū)尺寸均勻,有效加強(qiáng)尾孔處的強(qiáng)度和密封性。
4.尾孔回填優(yōu)化
不論如何對(duì)焊接軌跡優(yōu)化,尾孔的形成不可避免,產(chǎn)品也不準(zhǔn)許有尾孔的存在,該項(xiàng)目優(yōu)化了尾孔回填工藝,采用了填料式螺旋攪拌頭尾孔回填技術(shù)。
產(chǎn)品所有焊縫焊接完成后,在每個(gè)尾孔處預(yù)填一個(gè)直徑D3.7mm鋁銖填料(鋁銖體積與攪拌針體積相等),利用尾孔回填攪拌頭(見圖13)的軸肩端面螺旋槽帶動(dòng)填料摩擦攪拌流動(dòng),使填料在尾孔中流動(dòng)攪拌,與焊接母材融為一體,達(dá)到尾孔封堵焊接效果。

圖13 尾孔回填攪拌頭
5.工裝優(yōu)化
將原工裝的整體支撐面優(yōu)化成32塊矩陣式支撐模塊(見圖8),每個(gè)支撐模塊能獨(dú)立調(diào)整整體高度,同時(shí)也可以對(duì)前后左右四個(gè)邊分別調(diào)整高度,以適應(yīng)零件不同區(qū)域變形量的調(diào)整。根據(jù)試驗(yàn)數(shù)據(jù)分析,高度調(diào)整反變形撓度系數(shù)在0.5%~0.6%為佳,具體應(yīng)用時(shí)應(yīng)根據(jù)母材材質(zhì)、攪拌頭參數(shù)、焊接工藝參數(shù)及焊接形狀等進(jìn)行微量調(diào)整。
結(jié)語
通過對(duì)焊接夾具、工藝參數(shù)、尾孔處理等技術(shù)研究,使鑄造鋁合金箱體+水冷板攪拌摩擦焊焊接工藝成熟穩(wěn)定,焊后零件面輪廓度可以控制在0.8mm以內(nèi),滿足水冷板的熱管理系統(tǒng)技術(shù)要求。同時(shí)氣密性、抗振性、耐靜壓及爆破壓力檢測等技術(shù)指標(biāo)也符合要求,該攪拌摩擦焊焊接工藝技術(shù)滿足技術(shù)要求、減少制造工序,降低制造成本。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
