車內(nèi)氣味評估指標體系研究
2020-12-15 07:00:46朱振宇劉雪峰
汽車實用技術 2020年22期
朱振宇 劉雪峰
摘 要:基于氣味物質(zhì)的嗅閾值,參考環(huán)境領域惡臭污染評估指標體系,建立了車內(nèi)氣味評估指標體系,包括重點氣味物質(zhì)及其篩選方法、綜合氣味指數(shù)及其計算方法等。通過對20款行業(yè)主流車型進行整車VOC全譜檢測,展示了該指標體系在實際車內(nèi)氣味評估中的應用,為我國汽車行業(yè)車內(nèi)氣味評估及溯源提供了定量化的科學方法。
關鍵詞:嗅閾值;閾稀釋倍數(shù);綜合氣味指數(shù)
中圖分類號:U461.99? 文獻標識碼:B? 文章編號:1671-7988(2020)22-218-03
Abstract: Based on the odor thresholds of odor substances and referring to the odor pollution evaluation index system in the field of environment, an odor evaluation index system was established in the vehicles, including key odor substances and their screening methods, comprehensive odor index and its calculation methods. The application of this index system in odor evaluation in vehicles is demonstrated through the VOC test of 20 vehicles. It provides a quantitative scientific method for odor evaluating and tracing in vehicles of China.
Keywords: Odor threshold; Dilution multiple; Composite odor index
CLC NO.: U461.99? Document Code: B? Article ID: 1671-7988(2020)22-218-03
前言
自加入WTO以來,我國汽車工業(yè)得到飛速的發(fā)展,汽車產(chǎn)銷量連續(xù)多年位居世界第一。隨著汽車保有量的增加和用車頻率的提高,消費者在座艙內(nèi)的停留時間越來越長,車內(nèi)空氣質(zhì)量的健康影響逐漸受到越來越多的重視。車內(nèi)空氣質(zhì)量包括車內(nèi)揮發(fā)性有機物(VOCs)和車內(nèi)氣味兩部分,車內(nèi)VOCs是指我國國家標準管控的“五苯三醛”(苯、甲苯、二甲苯、乙苯、苯乙烯、甲醛、乙醛、丙烯醛);車內(nèi)氣味是指能夠被人體嗅覺系統(tǒng)感知到的嗅覺反應。為滿足國家標準要求,我國汽車行業(yè)在車內(nèi)VOCs方面做了大量工作,車內(nèi)VOCs濃度水平逐年降低。然而,我國消費者對車內(nèi)氣味的投訴量卻逐年升高,給汽車行業(yè)帶來極大的困擾。
車內(nèi)氣味物質(zhì)種類繁多,影響程度不一,對其進行準確評估帶來了極大困難。目前,我國汽車行業(yè)現(xiàn)有的車內(nèi)氣味主觀評價法容易受氣味評價員年齡、性別、生活經(jīng)歷等多種主觀因素影響,導致評價結果的準確性和穩(wěn)定性較差[1]。同時,在環(huán)境領域,國內(nèi)的研究者在惡臭污染評估領域開展了大量研究工作,并取得了一定的研究成果[2-4]。本研究基于氣味物質(zhì)的嗅閾值,參考環(huán)境領域惡臭污染評估指標體系[4],探討建立車內(nèi)氣味評估指標體系,以期為我國汽車行業(yè)車內(nèi)氣味評估及溯源提供定量化的科學方法。
1 氣味物質(zhì)參數(shù)
1.1 嗅閾值
嗅閾值是指能夠引起人體嗅覺的最小物質(zhì)濃度。本研究通過查閱文獻和實驗檢測的方法確定部分物質(zhì)的嗅閾值,查不到或無法檢測得到的物質(zhì)參考Abraham[5]的方法計算得到。
1.2 閾稀釋倍數(shù)
閾稀釋倍數(shù)是指某物質(zhì)的濃度除以該物質(zhì)的嗅閾值所得結果。研究表明,某物質(zhì)的閾稀釋倍數(shù)越大,其對混合樣品氣味的貢獻就越大[4]。
2 車內(nèi)氣味評估指標體系
2.1 車內(nèi)重點氣味物質(zhì)
車內(nèi)重點氣味物質(zhì)指的是引起車內(nèi)氣味的主要物質(zhì),降低該類物質(zhì)的濃度對降低車內(nèi)氣味效果顯著。本研究采用閾稀釋倍數(shù)作為單一氣味物質(zhì)的評估指標,具體方法如下。
(1)對于某款車型的所有車內(nèi)VOC檢出物質(zhì),記其濃度分別為Ci;
(2)通過查閱文獻、實驗檢測或模型計算得到第i種物質(zhì)的嗅閾值,利用公式(1)計算所有檢出VOC的閾稀釋倍數(shù)Di;
(3)忽略閾稀釋倍數(shù)Di<1的物質(zhì);
(4)對于閾稀釋倍數(shù)Di≥1的物質(zhì),按照閾稀釋倍數(shù)由大到小排序,分別記為Di~Dm。
Di~Dm物質(zhì)即為某車型的重點氣味物質(zhì),應重點關注。
2.2 綜合氣味指數(shù)
3 車內(nèi)氣味評估指標體系應用案例
本研究參考《車內(nèi)揮發(fā)性有機物和醛酮類物質(zhì)采樣測定方法》(HJ/T 400-2007)[7]對20款在售的主流車型進行車內(nèi)VOCs全譜分析,得到定性及半定量結果。
以車內(nèi)VOCs全譜數(shù)據(jù)為基礎,利用上述指標體系對車內(nèi)氣味進行評估,鎖定車內(nèi)重點氣味物質(zhì)并計算綜合氣味指數(shù),得到不同車型的氣味優(yōu)劣排名。
3.1 車內(nèi)重點氣味物質(zhì)
篩選20款車型的重點氣味物質(zhì),發(fā)現(xiàn)不同車型的重點氣味物質(zhì)種類及濃度都不盡相同,這主要是因為,不同車型的內(nèi)飾用材及工藝差別較大,進而造成揮發(fā)出的物質(zhì)存在差異。
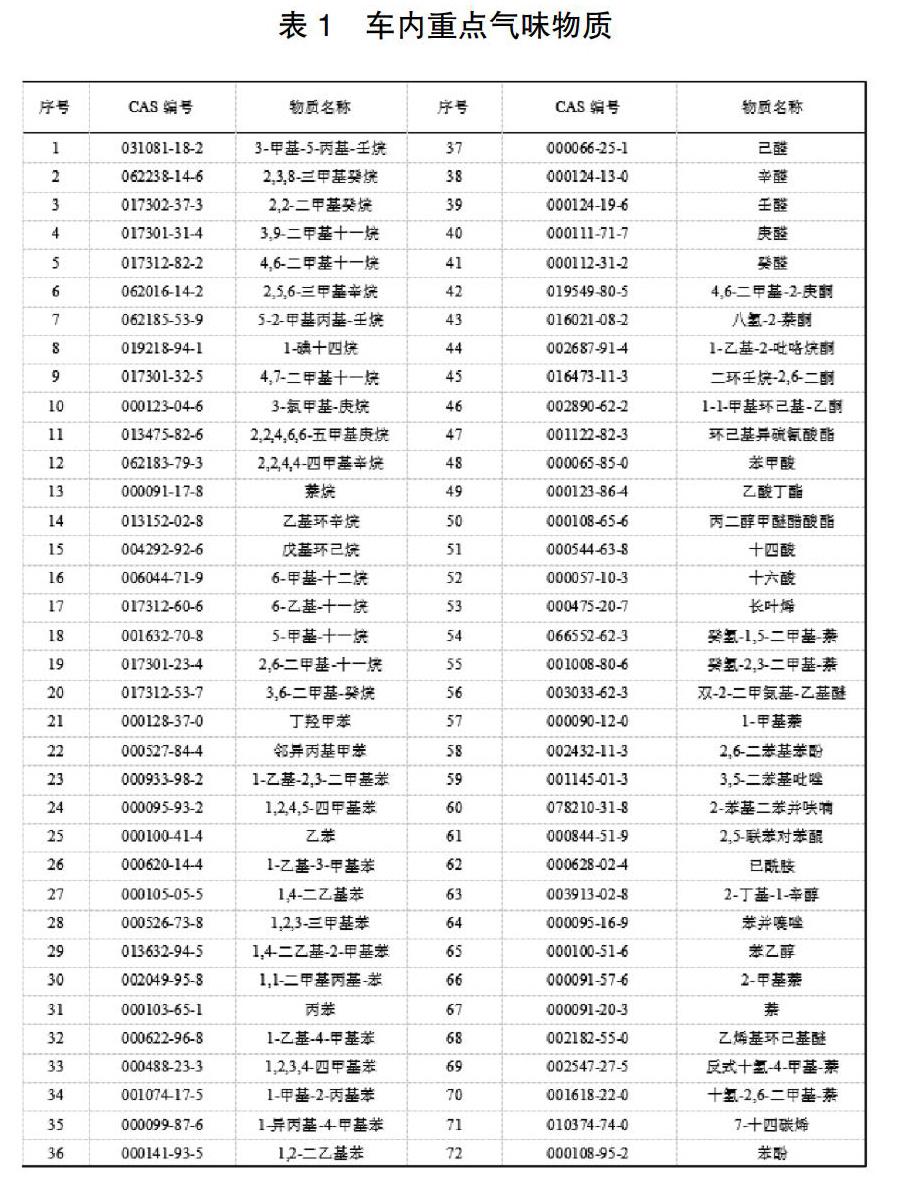
將20款車型中的重點氣味物質(zhì)匯總后去重,得到我國汽車行業(yè)需關注的重點氣味物質(zhì),見表1。由圖1可知,20款車型中車內(nèi)重點氣味物質(zhì)主要為烷烴、芳香烴、醛酮、醇、酸、酯等物質(zhì)。烷烴可能來源于汽車零部件中塑料的聚合殘留物及降解產(chǎn)物。芳香烴可能來源于零部件在加工過程中使用的有機溶劑、分散助劑、膠黏劑等。醛酮可能來源于醇類物質(zhì)的氧化及聚合物的降解。醇、酸、酯可能來源于材料中游離單體的分解、氧化等。
3.2 綜合氣味指數(shù)結果
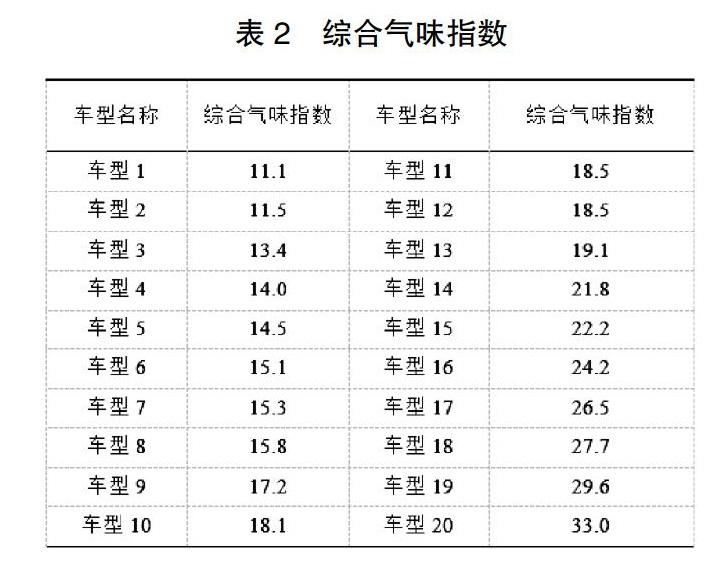
將20款車型的綜合氣味指數(shù)由小到大進行排序,見表2。由表2可知,20款車型的綜合氣味指數(shù)差別較大,介于11.1~33.0之間,表明不同車型的氣味強度差別較大。該指數(shù)可作為定量化的指標評價車內(nèi)氣味,為主機廠科學評估車內(nèi)氣味提供借鑒和參考。
4 結果討論
本研究提出的車內(nèi)氣味評估指標體系,為車內(nèi)氣味的評估提供了定量化的科學方法。然而,本研究提出的氣味評估指標體系仍有部分問題有待討論。首先,本研究使用GC/MS全譜掃描結合甲苯半定量的方法計算整車VOC全譜數(shù)據(jù),可能存在檢測結果不準確的問題。未來,可根據(jù)車內(nèi)VOCs濃度特征開發(fā)有針對性的檢測方法,例如全二維-飛行時間質(zhì)譜法、罐采樣-氣相色譜/質(zhì)譜法等,提高車內(nèi)VOCs檢測的準確性。
其次,本研究忽略了不同氣味物質(zhì)之間存在的相互作用,使用閾稀釋倍數(shù)計算重點氣味物質(zhì)。未來,如果學術界在氣味物質(zhì)相互作用機理方面取得突破,本研究中的計算方法將不再適用。
最后,本研究提出的指標體系,有賴于建立準確的氣味物質(zhì)嗅閾值數(shù)據(jù)庫。由于測定方法和人員的差異,從文獻中查找的嗅閾值及通過模型計算得到的嗅閾值存在一定誤差,也會影響后續(xù)指標計算的準確性。未來,行業(yè)需要在嗅閾值測定方面開展大量工作,建立適合我國汽車行業(yè)的嗅閾值數(shù)據(jù)庫,為車內(nèi)氣味評估指標體系的應用提供有力支撐。
5 結論
本研究基于氣味物質(zhì)的嗅閾值,參考環(huán)境領域惡臭污染評估指標體系,建立了車內(nèi)氣味評估指標體系,包括重點氣味物質(zhì)及其篩選方法、綜合氣味指數(shù)及其計算方法等。通過對20款行業(yè)主流車型進行整車VOC全譜測試,展示了該指標體系在實際車內(nèi)氣味評估中的應用。結果表明,2款車型中共篩選得到72種重點氣味物質(zhì),主要為烷烴、芳香烴、醛酮、醇、酸、酯等物質(zhì)。20款車型的綜合氣味指數(shù)介于11.1~33.0之間,表明不同車型的氣味強度差別較大。該指標體系為我國汽車行業(yè)車內(nèi)氣味評估及溯源提供了定量化的科學方法,具有一定的科研和應用價值。
參考文獻
[1] 朱振宇,劉雪峰,劉偉.關于車內(nèi)氣味問題治理途徑探討[J].環(huán)境與可持續(xù)發(fā)展,2017,42(06):88-90.
[2] 李偉芳.國內(nèi)惡臭污染物優(yōu)先控制的篩選研究[J]. 上海環(huán)境科學, 2012,31(1):1-4.
[3] 張歡,包景嶺,王元剛.惡臭污染評價分級方法[J].城市環(huán)境與城市生態(tài), 2011,24(3):37-38,42.
[4] 趙巖,陸文靜,王洪濤,等.城市固體廢物處理處置設施惡臭污染評估指標體系研究[J].中國環(huán)境科學,2014,34(7):1804-1810.
[5] Abraham M H, Sánchez-Moreno R, Cometto-Mu?iz J E, et al. An algorithm for 353 odor detection thresholds in humans[J]. Chemical senses, 2011, 37(3): 207-218.
[6] Omur-Ozbek.P, Dietrich A M. Developing hexanal as an odor reference standard for sensory analysis of drinking water[J]. Water Research, 2008, 42(10):2598-2604.
[7] HJ/T 400-2007,車內(nèi)揮發(fā)性有機物和醛酮類物質(zhì)采樣測定方法[S].
