高鎖螺母收口、裝配及松動(dòng)過程有限元分析
2023-11-28 10:46:18張京東鄧博桂學(xué)文李健廖日東
中國(guó)機(jī)械工程 2023年12期
張京東 鄧博 桂學(xué)文 李健 廖日東
摘要:針對(duì)UNJ螺紋高鎖螺母開展了有限元建模方法研究,編寫了可生成結(jié)構(gòu)化網(wǎng)格的建模程序,并建立了精細(xì)的有限元網(wǎng)格模型。對(duì)高鎖螺母的收口過程、裝配過程及受到橫向載荷下的松動(dòng)行為進(jìn)行了有限元仿真,并通過擰緊試驗(yàn)對(duì)仿真得到的鎖緊力矩值進(jìn)行了驗(yàn)證。仿真結(jié)果表明:在一定收口量范圍內(nèi),高鎖螺母的最大徑向位移量以及鎖緊力矩均與收口量近似滿足線性關(guān)系,且隨著收口量的增大,最大徑向位移量與鎖緊力矩均增大;高鎖螺母的鎖緊力矩越大對(duì)應(yīng)防松性能越好,然而收口量對(duì)防松性能存在最優(yōu)值,當(dāng)收口量超過最優(yōu)值后,繼續(xù)增大收口量對(duì)防松性能的提升效果并不顯著。
關(guān)鍵詞:高鎖螺母;收口;鎖緊力矩;防松性能
中圖分類號(hào):V229
DOI:10.3969/j.issn.1004-132X.2023.12.001
Finite Element Analysis for Extrusion, Assembly and Loosening Processes of Hi-lock Nuts
ZHANG Jingdong DENG Bo GUI Xuewen LI Jian LIAO Ridong
Abstract: The FE(finite element) modeling method of UNJ threaded hi-lock nuts was investigated, and a modeling program was written to generate structured meshes, through which the fine FE meshed model was established. The extrusion process, assembly process and loosening behavior under transverse loads of hi-lock nuts were simulated by finite element method(FEM), and the simulated locking torque was verified by tightening tests. The simulation results show that within a certain range, the maximum radial displacement and the locking torque of the hi-lock nuts are linearly related to the extrusion amount approximately. With the extrusion amount increases, the maximum radial displacement and the locking torque both increase. The higher the locking torque of the hi-lock nuts, the better the anti-loosening performance. However, there is an optimal value of the extrusion amount for the anti-loosening performance. Once the extrusion amount exceeds the optimum value, increasing the amount of extrusion does not have a significant effect on the improvement of the anti-loosening performance.
Key words: hi-lock nut; extrusion; locking torque; anti-loosening performance
0 引言
高鎖螺母是由美國(guó)HI-SHEAR公司于20世紀(jì)50年代研發(fā)的一類不可重復(fù)使用型緊固件,通常與高鎖螺栓配合使用,因其具有防松性能好、預(yù)緊力可控、裝配效率高等優(yōu)點(diǎn)在航空航天飛行器的裝配中得到了廣泛的應(yīng)用[1-3]。我國(guó)在以往的航空航天產(chǎn)品研發(fā)中對(duì)于此類緊固件多采用進(jìn)口件,但隨著采購(gòu)周期、成本等原因的限制,對(duì)此類緊固件進(jìn)行自主研發(fā)的需求和必要性大大提高。目前國(guó)內(nèi)已有一些完成國(guó)產(chǎn)化的高鎖螺母系列,但材料、規(guī)格并不齊全[4],對(duì)高鎖螺母仍需要開展細(xì)致與系統(tǒng)的工作。
高鎖螺母由工藝部分和工作部分組成,兩部分之間由擰斷槽連接。高鎖螺母的工藝部分主要是在安裝時(shí)起到扳擰的作用。在高鎖螺母的裝配過程中,通過對(duì)工藝部分施加扭矩,使其旋入螺栓中,直至與被夾緊件接觸產(chǎn)生預(yù)緊力。隨著預(yù)緊扭矩的不斷增大達(dá)到擰斷槽的設(shè)計(jì)擰斷力矩時(shí),工藝部分從擰斷槽處斷裂、脫落,連接處僅保留工作部分[5-6]。
高鎖螺母的緊固性能體現(xiàn)在五個(gè)重要指標(biāo):鎖緊力矩、擰斷力矩、松脫力矩、預(yù)緊力和抗拉力[6]。其中鎖緊力矩是指螺母旋入螺栓且未產(chǎn)生預(yù)緊力時(shí)所需的最大擰入力矩。鎖緊力矩的產(chǎn)生主要是由于高鎖螺母的螺紋連接部分使用了多點(diǎn)擠壓收口工藝。在收口過程中內(nèi)螺紋產(chǎn)生塑性變形,這樣在與外螺紋配合時(shí)會(huì)產(chǎn)生過盈裝配的效果,從而在裝配過程中產(chǎn)生鎖緊力矩,達(dá)到自鎖防松的目的。
擰斷力矩是高鎖螺母擰斷槽發(fā)生斷裂時(shí)的擰緊力矩,由材料屬性及擰斷槽的結(jié)構(gòu)形式和尺寸決定,而且擰斷力矩是獲得合適預(yù)緊力的主要因素。若擰斷力矩過大,則最終產(chǎn)生的預(yù)緊力過大,導(dǎo)致螺紋及被夾緊件產(chǎn)生強(qiáng)度問題;若擰斷力矩過小,則無法滿足緊固要求。綜合來看,鎖緊力矩、擰斷力矩及預(yù)緊力這三個(gè)參數(shù)之間還是密切聯(lián)系的。其中預(yù)緊力是基本緊固目標(biāo),鎖緊力矩對(duì)應(yīng)防松要求,擰斷力矩是裝配控制的目標(biāo)。預(yù)緊力與鎖緊力矩的大小共同決定了擰斷力矩的大小,三者之間存在扭拉關(guān)系。王立東等[7]對(duì)不同收口量下的鈦合金自鎖螺母進(jìn)行了擰緊實(shí)驗(yàn)研究,結(jié)果表明在不同收口量下自鎖螺母的安裝力矩與預(yù)緊力基本成線性關(guān)系。吳南星等[8]分別對(duì)未收口以及收口后的高鎖螺母進(jìn)行了擰緊實(shí)驗(yàn),驗(yàn)證了高鎖螺母鎖緊力矩是線性疊加到擰斷力矩上的。
鎖緊力矩是高鎖螺母5個(gè)關(guān)鍵參數(shù)中最難設(shè)計(jì)與確定的。從鎖緊力矩設(shè)計(jì)角度來說,需要高鎖螺母的松動(dòng)指標(biāo)指導(dǎo)設(shè)計(jì),使得鎖緊力矩處于一個(gè)合適的區(qū)間內(nèi),既不過大導(dǎo)致安裝不便甚至發(fā)生螺紋面磨損、涂層破壞等問題[9],也不過小使其失去防松效果導(dǎo)致松動(dòng)失效。鎖緊力矩的影響因素眾多,如材料參數(shù)、收口參數(shù)(收口點(diǎn)數(shù)、收口量等)、潤(rùn)滑參數(shù)等,而這些參數(shù)往往處于國(guó)外的技術(shù)封鎖中,也是生產(chǎn)制造中的關(guān)鍵所在。
由于高鎖螺母收口工藝的存在,內(nèi)螺紋在經(jīng)過收口擠壓變形后的幾何形狀并不清楚,內(nèi)外螺紋之間的接觸面是復(fù)雜的三維曲面干涉配合,對(duì)其進(jìn)行建模、仿真存在一定困難,相關(guān)有限元仿真工作較少,且不夠細(xì)致[10]。目前針對(duì)高鎖螺母的研究更多的是通過擰緊實(shí)驗(yàn)研究收口工藝與鎖緊力矩之間的關(guān)系。吳南星等[11]通過擰緊試驗(yàn)研究了不同材料、潤(rùn)滑條件、表面處理方式對(duì)高鎖螺母鎖緊力矩的影響,擰緊實(shí)驗(yàn)結(jié)果表明高鎖螺母的鎖緊力矩會(huì)隨著材料的硬度減小、潤(rùn)滑條件的改善而減小。孫景冬等[12]通過對(duì)不同收口因素下的自鎖螺母進(jìn)行試驗(yàn)發(fā)現(xiàn),增大收口量、收口點(diǎn)數(shù)以及收口段壁厚可以增大鎖緊力矩。
在對(duì)此類產(chǎn)品的設(shè)計(jì)及加工制造中,鎖緊力矩等關(guān)鍵指標(biāo)對(duì)最終的緊固性能起決定性作用。但是相關(guān)基礎(chǔ)研究工作開展較少,尚不能開展相應(yīng)的預(yù)測(cè)設(shè)計(jì),導(dǎo)致產(chǎn)品研制成本高、周期長(zhǎng),大大影響了該產(chǎn)品的國(guó)產(chǎn)化進(jìn)程。
本文針對(duì)UNJ螺紋高鎖螺母的有限元建模方法開展研究,建立了有限元模型,對(duì)高鎖螺母的收口及裝配過程進(jìn)行了有限元仿真研究,探究收口量對(duì)鎖緊力矩的影響,并進(jìn)行了實(shí)驗(yàn)驗(yàn)證。最后對(duì)不同收口量下的高鎖螺母的防松性能進(jìn)行了仿真研究。
1 有限元建模方法及軟件開發(fā)
正如前文所述,高鎖螺母經(jīng)過擠壓后,其內(nèi)部變形不規(guī)則,無法直接建模,需先建立未收口的高鎖螺母模型,再進(jìn)行收口工藝仿真。
根據(jù)文獻(xiàn)[13]提出的螺紋建模方法,首先建立螺母基體網(wǎng)格,再根據(jù)螺紋線方程計(jì)算螺紋部分網(wǎng)格節(jié)點(diǎn)位置,最后對(duì)螺母基體網(wǎng)格節(jié)點(diǎn)坐標(biāo)進(jìn)行修改,得到包含螺紋細(xì)節(jié)的網(wǎng)格模型。這種方法考慮了精準(zhǔn)的螺旋形狀,生成的網(wǎng)格均為六面體網(wǎng)格,網(wǎng)格規(guī)模和計(jì)算精度可控,提高了求解精度和求解效率。
本文分析對(duì)象為UNJ螺紋規(guī)格的高鎖螺母,首先建立UNJ螺紋的螺紋線方程。UNJ螺紋是一種控制根部半徑的英制螺紋,它的根部圓角比普通英制螺紋更大,其螺紋牙型尺寸如圖1所示。其中P為螺紋的螺距,H為牙高,D為大徑,D1為小徑,D2為中徑。
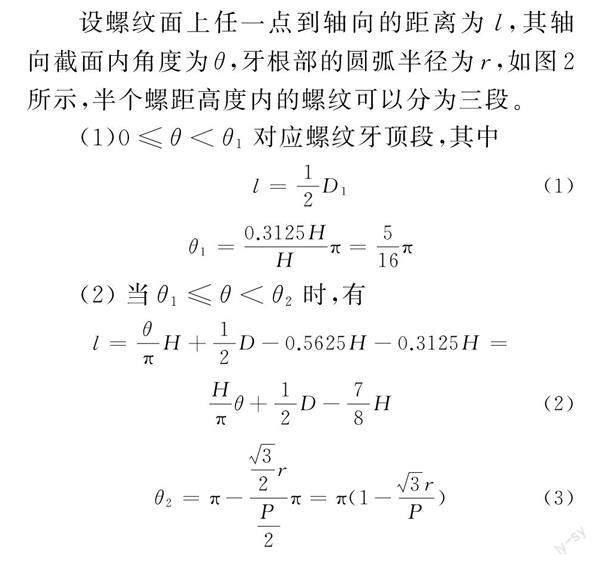
設(shè)螺紋面上任一點(diǎn)到軸向的距離為l,其軸向截面內(nèi)角度為θ,牙根部的圓弧半徑為r,如圖2所示,半個(gè)螺距高度內(nèi)的螺紋可以分為三段。
(1)0≤θ<θ1對(duì)應(yīng)螺紋牙頂段,其中
2 收口工藝過程仿真
利用前文介紹的建模方法及螺紋連接結(jié)構(gòu)六面體網(wǎng)格生成軟件建立不同網(wǎng)格密度的高鎖螺母有限元仿真模型,對(duì)收口塊施加螺母徑向收口量,螺母底面約束軸向和轉(zhuǎn)動(dòng)自由度,如圖5所示。鋁合金高鎖螺母材料參數(shù)見表1,其彈塑性參數(shù)通過材料拉伸試驗(yàn)測(cè)得,應(yīng)力-應(yīng)變關(guān)系如圖6所示。
不同網(wǎng)格密度下收口后的軸截面螺紋高度方向路徑上的徑向位移ur結(jié)果如圖7所示。圖8所示為不同網(wǎng)格密度下徑向位移量的相對(duì)誤差。
從圖7、圖8中可以看出,在相同的收口量Δ作用下,不同網(wǎng)格密度的模型中最大徑向變形結(jié)果隨著網(wǎng)格密度的增大略有增大,當(dāng)網(wǎng)格密度增大至周向60等分-螺距20等分時(shí),再繼續(xù)增加網(wǎng)格密度,最大徑向位移相對(duì)誤差不超過0.5%,考慮計(jì)算成本,計(jì)算可以采用周向60等分-螺距20等分的網(wǎng)格進(jìn)行計(jì)算。
當(dāng)收口塊徑向位移為0.2 mm時(shí),螺母變形量最大,而當(dāng)撤去收口塊位移時(shí),螺母會(huì)有輕微的回彈,徑向變形量減小,最終形成四點(diǎn)收口的高鎖螺母,不同時(shí)刻的應(yīng)力分布云圖見圖9。
由圖9可以看出,高鎖螺母的安裝工藝部分在卸載后殘余應(yīng)力相對(duì)較小,螺母的變形主要集中在與收口塊接觸的區(qū)域。考慮當(dāng)高鎖螺母擰緊結(jié)束后,其安裝工藝部分會(huì)脫落,故建立僅含有螺紋部分的簡(jiǎn)化模型,省略工藝部分及擰斷槽,如圖10所示,并進(jìn)行相同收口量的收口計(jì)算。
簡(jiǎn)化模型與原始模型收口后的徑向變形結(jié)果如圖11所示。可以看出,兩種模型的徑向變形量十分接近,原始模型的最大徑向位移為-0.165 mm,簡(jiǎn)化模型的最大徑向位移為-0.166 mm,二者僅相差0.001 mm。兩種模型內(nèi)螺紋沿著收口中心位置的軸截面上路徑(圖10中路徑)分布,如圖12所示。可以看出完整的高鎖螺母模型由于受到安裝工藝部分結(jié)構(gòu)的約束,剛度更大,在靠近工藝部分的起始位置上的徑向變形量相對(duì)簡(jiǎn)化模型的徑向變形量會(huì)偏小,但考慮該位置的徑向變形較小,對(duì)擰緊過程的鎖緊力矩計(jì)算影響也很小,故后續(xù)計(jì)算都將采用簡(jiǎn)化模型。
在簡(jiǎn)化模型的基礎(chǔ)上,改變收口量Δ的大小,分別取收口量為0.10 mm、0.11 mm、0.12 mm、0.13 mm、0.14 mm、0.15 mm進(jìn)行收口工藝的仿真,得到收口工藝卸載結(jié)束后軸截面上沿高度方向路徑上的徑向位移分布如圖13所示。不同收口量下收口擠壓結(jié)束時(shí)刻與卸載結(jié)束時(shí)
刻的徑向變形量如圖14所示。由圖13、圖14可以看出,在擠壓結(jié)束時(shí)刻內(nèi)螺紋的徑向變形量明顯小于收口塊上施加的收口量,而在卸載結(jié)束時(shí)刻,隨著收口量的增大,徑向變形量也不斷增大。壓縮最大時(shí)刻與卸載后的最大徑向變形量和收口量之間均近似滿足線性關(guān)系:
(Δe≈Δ-0.03;
Δr≈Δ-0.06)(9)
0.1≤Δ≤0.15
式中,Δe為壓縮最大時(shí)的最大徑向變形量;Δr為卸載后的最大徑向變形量。
圖15所示為卸載后高鎖螺母的徑向變形在螺母周向上的分布,可以看出,高鎖螺母的徑向變形主要集中在收口點(diǎn)位置對(duì)應(yīng)的72°范圍內(nèi)。螺母上徑向變形的周向分布是關(guān)于收口點(diǎn)位置對(duì)稱的,且收口中心區(qū)域的變形最大,在收口點(diǎn)位置72°范圍外的其他區(qū)域基本沒有徑向變形。
3 高鎖螺母裝配過程仿真
3.1 高鎖螺母裝配過程有限元模型
建立如圖16所示的高鎖螺母裝配過程仿真模型,將收口工藝的計(jì)算結(jié)果導(dǎo)入,作為裝配過程的初始條件。在螺母上表面施加轉(zhuǎn)角θnut,保證擰緊結(jié)束時(shí)螺母已完全旋入。
3.2 不同收口量對(duì)鎖緊力矩的影響
對(duì)不同收口量的高鎖螺母進(jìn)行裝配仿真,得到不同收口量下的擰緊力矩曲線(圖17),由圖17可以看出,對(duì)于收口量較小的高鎖螺母,在擰緊前期有明顯的水平段,這是因?yàn)樵诼菽感氲那捌冢菽傅撞績(jī)?nèi)螺紋首先旋入,這部分區(qū)域位于收口塊的下端,其徑向變形小于內(nèi)外螺紋的配合間隙,故未產(chǎn)生鎖緊力矩。隨著螺母旋入角度的逐漸增大,內(nèi)螺紋的徑向變形逐漸增大。當(dāng)內(nèi)螺紋的徑向變形量超過內(nèi)外螺紋間配合間隙時(shí),才開始產(chǎn)生過盈裝配,逐漸產(chǎn)生鎖緊力矩。
隨著轉(zhuǎn)角的增大,不同收口量下的擰緊力矩先是呈近似線性增大,這是由于隨著螺母的旋入,螺母的收口部分逐漸與螺栓建立接觸,過盈接觸的部分越多,所需克服的力矩也就越大,當(dāng)螺母旋入8π之后,擰緊力矩基本保持穩(wěn)定,此時(shí)收口變形的內(nèi)螺紋部分均與螺栓外螺紋建立接觸,最終穩(wěn)定力矩即為鎖緊力矩。圖18所示為不同收口量下的鎖緊力矩,可以看出,在收口量為0.11~0.15 mm范圍內(nèi),鎖緊力矩隨著收口量的增大而增大。
3.3 試驗(yàn)驗(yàn)證
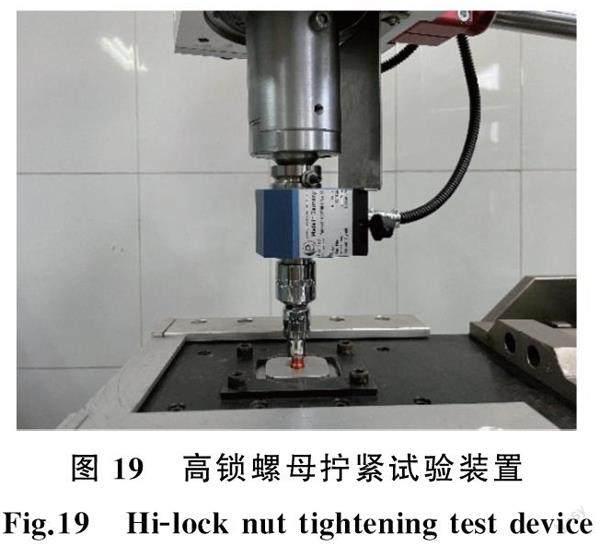
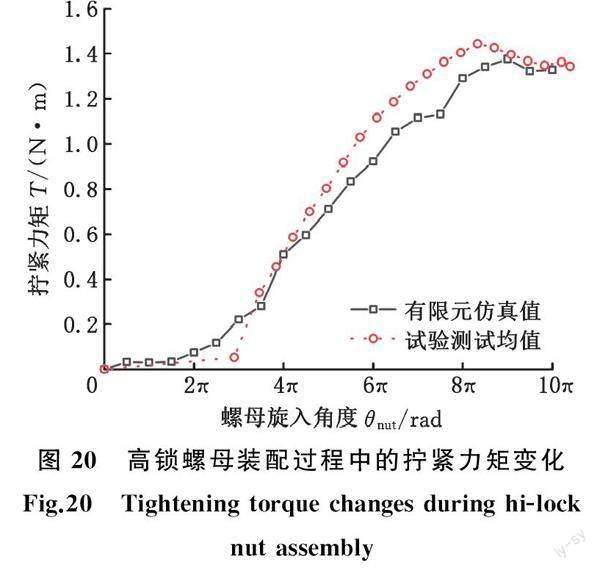
利用擰緊機(jī)對(duì)收口量為0.13 mm的高鎖螺母進(jìn)行擰緊裝配試驗(yàn),試驗(yàn)裝置如圖19所示。試驗(yàn)裝置通過電機(jī)驅(qū)動(dòng),電機(jī)驅(qū)動(dòng)的擰緊速度為4 r/min,利用扭矩傳感器測(cè)得擰緊過程中擰緊力矩的變化,試驗(yàn)共重復(fù)5次,取均值。試驗(yàn)測(cè)試結(jié)果如圖20所示。
由圖20可以看出,試驗(yàn)測(cè)得鎖緊力矩與與仿真值趨勢(shì)相同。隨著高鎖螺母的旋入,擰緊力矩逐漸增大,直到旋入8π后,擰緊力矩保持穩(wěn)定。試驗(yàn)測(cè)得最終的擰緊力矩的穩(wěn)定值即為鎖緊力矩值。在擰緊試驗(yàn)中同時(shí)記錄鎖緊力矩與預(yù)緊力值,見表2。此規(guī)格高鎖螺母擰斷時(shí)預(yù)緊力均值為7.74 kN。
4 高鎖螺母的松動(dòng)過程仿真
在對(duì)螺紋連接結(jié)構(gòu)進(jìn)行松動(dòng)分析時(shí),往往采用圖21所示的有限元模型[14],模型由螺栓、螺母與被夾緊件組成。螺母端面與被夾緊件建立接觸,內(nèi)外螺紋間建立接觸,約束螺栓頭部自由度,對(duì)被夾緊件施加橫向的振動(dòng)載荷。
螺栓的預(yù)緊載荷控制為擰緊試驗(yàn)測(cè)得的均值7.74 kN。高鎖螺母擰緊過程扭拉關(guān)系結(jié)果如圖22所示。圖22中也給出了由GB/T 16823.2—1997 中的理論公式計(jì)算出的理論上未收口的該規(guī)格高鎖螺母的扭拉關(guān)系:
T=KFd(10)
式中,T為擰緊力矩;K為扭矩系數(shù);F為夾緊力;d為公稱直徑。
由圖22可以看出,高鎖螺母收口后的扭拉關(guān)系也近似成線性關(guān)系。在相同夾緊力下,由于鎖緊力矩的存在,收口后的扭矩要大于未收口時(shí)的扭矩。
在橫向振動(dòng)幅值為0.5 mm,振動(dòng)頻率為10 Hz的振動(dòng)載荷下,不同收口量的高鎖螺母的夾緊力衰退曲線見圖23,可以看出,收口螺母在振動(dòng)10個(gè)周期后的衰退量明顯小于普通螺母的衰退量,收口量在一定范圍內(nèi)越大防松性能會(huì)越好,但當(dāng)收口量達(dá)到0.13 mm后夾緊力衰退量基本保持一致,此時(shí)繼續(xù)增大收口量對(duì)防松效果的提升較小。
5 結(jié)語(yǔ)
本文通過建立UNJ螺紋的螺紋線方程,對(duì)高鎖螺母進(jìn)行了有限元建模方法研究,并開發(fā)了高鎖螺母的建模程序,得到了精細(xì)化的高鎖螺母網(wǎng)格模型。對(duì)某規(guī)格高鎖螺母的收口工藝過程、裝配過程以及受到橫向載荷時(shí)的松動(dòng)過程進(jìn)行了有限元仿真,討論了收口量對(duì)高鎖螺母鎖緊力矩的影響,并對(duì)該高鎖螺母在設(shè)計(jì)收口量下進(jìn)行了擰緊試驗(yàn),對(duì)其鎖緊力矩進(jìn)行了試驗(yàn)驗(yàn)證。通過有限元仿真主要得到以下結(jié)論:
(1)當(dāng)收口量在一定范圍內(nèi)時(shí),高鎖螺母的收口量和螺紋最大徑向變形量間滿足線性關(guān)系。
(2)鎖緊力矩與收口量在一定范圍內(nèi)近似滿足線性關(guān)系,當(dāng)收口量過小時(shí),無法產(chǎn)生有效的鎖緊力矩。
(3)高鎖螺母收口量越大,其鎖緊力矩越大,防松性能越好。對(duì)于該規(guī)格的高鎖螺母,當(dāng)收口量大于0.13 mm時(shí),繼續(xù)增大收口量對(duì)防松性能的提升不明顯。
參考文獻(xiàn):
[1]趙慶云, 劉風(fēng)雷, 劉華東. 世界先進(jìn)航空緊固件進(jìn)展[J]. 航空制造技術(shù), 2009, 52(3):54-56.
ZHAO Qingyun, LIU Fenglei, LIU Huadong. Development of Advanced Aerospace Fastener[J]. Aeronautical Manufacturing Technology,2009, 52(3):54-56.
[2]LO J. The Next Generation Hi-lock and Hi-lite System[J]. SAE Technical Paper, 2017-01-2086.
[3]姜杰鳳,董輝躍,柯映林.高鎖螺栓干涉連接中極限干涉量[J].機(jī)械工程學(xué)報(bào),2013, 49(3):145-152.
JIANG Jiefeng, DONG Huiyue, KE Yinglin. Maximum Interference Fit Size of? Hi-lock Bolted Joints[J]. Journal of Mechanical Engineering, 2013, 49(3):145-152.
[4]徐梅香,胡建清,韓志忠.高鎖螺栓、高鎖螺母的國(guó)產(chǎn)化研制[J].直升機(jī)技術(shù),2009(3):94-97.
XU Meixiang, HU Jianqing, HAN Zhizhong. Research and Manufacture of Civil Hi-lock Pins and Nuts[J]. Helicopter Technique,2009(3):94-97.
[5]苗生沛, 張輝, 隋明麗.高鎖螺母力矩及預(yù)緊力測(cè)試技術(shù)研究[J].航空標(biāo)準(zhǔn)化與質(zhì)量, 2021(3):20-23.
MIAO Shengpei, ZHANG Hui, SUI Mingli. Research on Torque and Preload Test Method International Standard of Threaded Collar[J]. Aeronautic Standardization & Quality, 2021(3):20-23.
[6]李英亮. 緊固件概論[M]. 北京:國(guó)防工業(yè)出版社, 2014.
LI Yingliang. Fasteners Basics[M]. Beijing:National Defense Industry Press, 2014.
[7]王立東, 劉風(fēng)雷, 趙慶云. 收口量對(duì)鈦合金自鎖螺母鎖緊性能的影響[J]. 航空制造技術(shù), 2017, 60(23/24):79-82.
WANG Lidong, LIU Fenglei, ZHAO Qingyun. Influence of Crimping Dimension on Locking Properties of Titanium Alloy Self-locking Nut[J]. Aeronautical Manufacturing Technology, 2017, 60(23/24):79-82.
[8]吳南星,成飛,廖達(dá)海,等.高鎖螺栓連接力學(xué)參數(shù)關(guān)系的實(shí)驗(yàn)研究[J].機(jī)床與液壓, 2017, 45(1):77-80.
WU Nanxing, CHENG Fei, LIAO Dahai, et al.Experimental Study on the Relationship between the Mechanical Parameters of Hi-lock Bolt Connection[J]. Machine Tool & Hydraulics, 2017, 45(1):77-80.
[9]劉仁志, 吳海榮, 王華明. TC16 鈦合金六角自鎖螺母加工技術(shù)研究[J]. 飛機(jī)設(shè)計(jì), 2011, 31(3):51-54.
LIU Renzhi, WU Hairong, WANG Huaming. TheApplication of TC16 Titanium Self-lock Hex Nut Critical Technologies[J]. Aircraft Design, 2011, 31(3):51-54.
[10]張曉斌, 楊乾, 王洪飛, 等. 盲孔鑲嵌自鎖螺母鎖緊力矩仿真及試驗(yàn)研究[J]. 現(xiàn)代制造工程, 2022, 497(2):10-15.
ZHANG Xiaobin, YANG Qian, WANG Hongfei, et al. Simulation and Experiment on the Locking Torque of Blind Hole Enchase Self-locking Nuts[J]. Modern Manufacturing Engineering, 2022, 497(2):10-15.
[11]吳南星, 鮑星, 徐梅香. 不同因素對(duì)高鎖螺母鎖緊力矩影響的研究[J]. 航空制造技術(shù), 2016, 59(9):103-106.
WU Nanxing, BAO Xing, XU Meixiang. Influence of Some Different Factors on Locking Torque of Hi-lock Nut[J]. Aeronautical Manufacturing Technology, 2016, 59(9):103-106.
[12]孫景冬, 鄭冬梅. 多種收口因素對(duì)GH738自鎖螺母力矩衰減速度的影響研究[J]. 航空制造技術(shù), 2020, 63(12):87-91.
SUN Jingdong, ZHENG Dongmei. Various Influence on Locking Torque Descent Rate of GH738 Self-locking Nut[J]. Aeronautical Manufacturing Technology, 2020,63(12):87-91.
[13]侯世遠(yuǎn).螺紋聯(lián)接松動(dòng)機(jī)理研究[D]. 北京:北京理工大學(xué), 2015.
HOU Shiyuan. Study on Mechanism of Loosening of Threaded Connection[D]. Beijing: Beijing Institute of Technology, 2015.
[14]王楨.螺栓連接結(jié)構(gòu)抗松動(dòng)性能評(píng)價(jià)指標(biāo)研究[D]. 北京:北京理工大學(xué), 2021.
WANG Zhen. Research on Evaluation Index of Anti-looseness Performance of Bolted Joints[D]. Beijing :Beijing Institute of Technology, 2021.
(編輯 王艷麗)
作者簡(jiǎn)介:
張京東,男,1995年生,博士研究生。研究方向?yàn)槁菁y連接結(jié)構(gòu)松動(dòng)機(jī)理及防松方法。E-mail:zhangjd@bit.edu.cn。
廖日東(通信作者),男,1972年生,教授、博士研究生導(dǎo)師。研究方向?yàn)閯?dòng)力機(jī)械結(jié)構(gòu)強(qiáng)度與振動(dòng)、結(jié)構(gòu)密封與防松。E-mail:liaord@bit.edu.cn。
收稿日期:2022-08-02
基金項(xiàng)目:國(guó)家自然科學(xué)基金重點(diǎn)項(xiàng)目(U2141217)
- 中國(guó)機(jī)械工程的其它文章
- 基于偽距離的混凝土泵車臂架避障運(yùn)動(dòng)控制研究
- 基于NURBS曲線的超高速電梯導(dǎo)流罩多目標(biāo)氣動(dòng)優(yōu)化設(shè)計(jì)
- 運(yùn)動(dòng)解耦且正解符號(hào)化的8R兩平移空間并聯(lián)機(jī)構(gòu)的設(shè)計(jì)與性能分析
- 機(jī)翼蒙皮鋪層順序和材料布局協(xié)同優(yōu)化
- 基于電機(jī)運(yùn)行狀態(tài)的電靜壓伺服機(jī)構(gòu)內(nèi)泄漏檢測(cè)方法
- 二維活塞/缸體副微間隙流場(chǎng)的剪切空化實(shí)驗(yàn)研究