刮板輸送機直線度影響因素分析及控制技術研究
2023-11-30 04:45:22任劍軍
機械管理開發 2023年10期
任劍軍
(山西汾西瑞泰正中煤業有限公司,山西 靈石 031300)
0 引言
隨著先進煤炭開采設備的不斷應用,煤炭開采設備的綜合機械化、自動化以及智能化水平等均有所提升,對煤炭設備可靠性及運行穩定性等提出更高要求[1-2]。在采煤工作面開采煤炭時,采煤機在電牽引裝置帶動下沿著刮板輸送機中部槽往返移動,不斷對煤炭進行截割[3-5]。刮板輸送機沿著采面傾向布置,通過液壓缸與液壓支架底座連接,由支架控制器負責刮板輸送機中部槽不斷向前推移[6]。《煤礦安全規程》對煤炭開采時煤壁、液壓支架以及刮板輸送直線度有明確要求,受到刮板輸送機與液壓支架連接裝置間隙等因素影響,導致采面刮板輸送機直線度較差,需要進行人工干預[7]。提升刮板輸送機直線度控制能力以及控制水平,有助于煤炭高效回采。眾多研究學者對直線度檢測、控制技術等展開研究,并取得較為顯著的應用成果[8]。文中就結合以往研究成果,對刮板輸送機結構、直線度影響因素等進行分析,并提出直線度控制技術。
1 刮板輸送機結構及直線度影響因素分析
1.1 結構組成
刮板輸送機是采面主要開采設備之一,承擔煤炭運輸并為采煤機提供往返移動軌道,實現刮板輸送機直線度精準控制,可減少采煤機割煤時阻力、降低煤炭運輸阻力及設備磨損。刮板輸送機結構組成包括機頭、機身、機尾及其他的附屬設備等,具體如圖1 所示。機頭部分包括液力偶合器、電機、機頭推移支撐梁及機頭鏈輪、半滾筒等;機身包括中部槽、刮板、啞鈴銷等,具體如圖1-2 所示;機尾部分包括鏈輪、半滾筒、推移支撐梁等,若刮板輸送機采用雙機驅動,則機尾也包括動力傳遞系統。

圖1 刮板輸送機結構示意圖
中部槽是一種幾何尺寸固定、形狀規則的結構,同時具備對稱性。可選擇中部槽幾何中線點連線描述刮板輸送機機尾形態,具體如圖2 所示。

圖2 刮板輸送機機身形態表征曲線示意圖
1.2 直線度影響因素分析
1.2.1 液壓缸系統動作誤差
推溜及移架是否到位會直接影響刮板輸送機直線度,在液壓缸動作過程中存在的誤差會直接影響刮板輸送機直線度控制。液壓泵站用以提供液壓缸動作乳化液,換向閥實現液壓缸伸縮動作轉換,液壓缸則實現刮板輸送機推移。在液壓缸動作時,常用固定時長供液方式實現定時移架及推溜,但是換向閥、液壓缸容易出現乳化液泄漏,進而對液壓缸位移量產生影響。同時采面底板平整度較差,當出現有較大起伏時也容易導致液壓油缸實際位移量達不到期望位移量。
1.2.2 連接耳間隙誤差
中部槽通過液壓缸連接液壓支架底座,從而構成液壓支架-中部槽組合,移架及推溜均依靠多個液壓支架-中部槽組合實現。中部槽與液壓缸間連接一般通過連接耳實現,由于連接耳與液壓缸間存在間隙,在推溜及移架期間會增大刮板輸送機直線度誤差。
1.2.3 中部槽聯動誤差
中部槽間布置的啞鈴結構可允許各節中部槽間形成一定偏轉角,同時約束各中部槽位置,避免機身過度彎曲導致推溜、刮板鏈移動期間出現卡死情況。
布置啞鈴銷可提升刮板輸送機適應性,但是也會在中部槽位置產生一定制約,如圖3 所示。刮板輸送機機身某一節中部槽位置調整時,鄰近的若干節中部槽位置也會發生變化,即出現聯動效應。采煤機經過多循環截割后,由于中部槽聯動效應導致刮板輸送機機身彎曲。
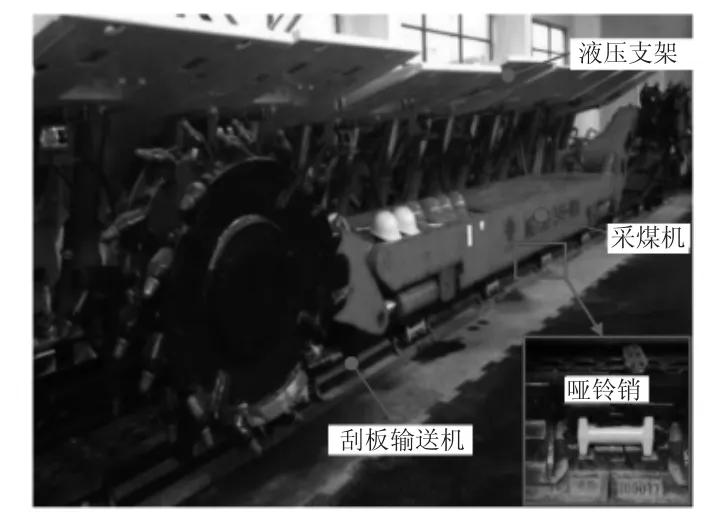
圖3 中部槽啞鈴銷位置示意圖
2 刮板輸送機直線度控制技術
2.1 控制技術方案
文中所提的直線度控制技術方案是通過補償液壓缸系統動作誤差、連接耳間隙誤差、中部槽聯動誤差實現的。具體構建的控制方案如圖4 所示,選用模糊自適應PID 控制器實現刮板輸送機直線度調節及控制。通過液壓缸流量控制模型實現調直誤差,具體將誤差數據分別輸入銷耳間隙誤差補償模型、聯動效應誤差補償模型等,后將數據與刮板輸送機直線度誤差一并輸入位移-流量轉換模型,得到液壓缸累積供液量Qio,并對Qio持續監測。通過模糊推理算法對PID控制器輸入、輸出參數進行調整,最終通過控制液壓系統供液量實現液壓缸伸縮量調節,達到對中部槽位置調整目的,從而實現刮板輸送機直線度控制。
2.2 直線度控制仿真分析
用Matlab 構建模擬模型進行仿真,構建的仿真模型中刮板輸送機總長20 m,劃分20 段(即單段中部槽長度1 m),在PID 控制中kP0=30、ki0=19、kd0=8,最終獲取得到調直前后對比效果如圖5 所示。從圖5 看出,刮板輸送機實際形狀與目標形狀間偏差控制在2mm以內,調直效果較為顯著。

圖5 刮板輸送機調直前后對比效果
3 試驗分析
采用Visual Studio 設計刮板輸送機直線度控制系統操作界面、顯示界面及通信模塊等,同時執行部件采用PLC S7-200 系列PLC 進行編程,實現數據監測、模糊自適應PID 控制等功能。
重復8 次后刮板輸送機調直效果如圖6 所示,每次試驗刮板輸送機實際形狀與目標形狀間偏差均值如表1 所示。

表1 刮板輸送機實際形狀與目標形狀間偏差均值

圖6 各試驗直線度控制效果
綜合分析圖6、表1 看出,第3 次試驗中刮板輸送機14 段、第4 次試驗中刮板輸送機6 段及第3 次試驗中刮板輸送機20 段形狀偏差與目標形狀間差距較大,但是均在目標形狀附近波動。8 次試驗發現,刮板輸送機直線度控制效果均較為顯著,表明文中所提的模糊自適應PID 控制可較好地實現刮板輸送機直線度控制。
4 結論
1)對刮板輸送機結構及形態進行分析,并探討刮板輸送機直線度影響因素,發現液壓缸伸縮量、連接銷耳間隙以及中部槽聯動等誤差累積對刮板輸送機直線度有顯著影響。
2)提出刮板輸送機直線度控制技術,具體構建模糊自適應PID 模型,將液壓缸誤差、連接耳間隙誤差與中部槽聯動誤差等相結合,并通過計算模型輸出液壓缸推溜時需要流量,后通過PID 進行融合計算,從而實現液壓缸伸縮量調節,達到刮板輸送機直線度控制目的;采用Matlab 構建模擬模型對直線度控制效果進行分析,發現直線度控制取得較好效果。試驗發現,文中所提直線度控制技術可實現刮板輸送機機身直線度控制,取得較好的調直效果。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
建材發展導向(2019年13期)2019-08-24 06:37:40
模具制造(2019年3期)2019-06-06 02:10:54
電子制作(2019年7期)2019-04-25 13:16:50
光學精密工程(2016年6期)2016-11-07 09:07:19
電測與儀表(2014年1期)2014-04-04 12:00:32