固相擴散提升化學包覆銀氧化錫材料的電性能試驗
2023-12-04 02:43:26張曉輝饒其峰盧小東
理化檢驗(物理分冊) 2023年10期
張曉輝,饒其峰,盧小東
(佛山通寶精密合金股份有限公司,佛山 528131)
電觸頭是繼電器等開關電器中承擔通斷功能的元器件。觸頭材料性能的優劣對開關電器整體性能的可靠性起著關鍵作用。在低壓電器領域,銀氧化錫具有無毒性、良好的抗熔焊性和抗燒損性,廣泛應用于接觸器、繼電器、斷路器等領域。
銀氧化錫材料中氧化錫的彌散分布狀態及其與銀基的界面狀態和制造工藝密切相關。研究[1]表明:在提高觸點材料電弧侵蝕等電性能方面,金屬熔池熔液的黏度越大,熔池飛濺越困難,金屬與第二相粒子間的結合力越大,潤濕性越好,黏度越大;在熔池的凝固特性方面,第二相粒子的體積分數越大,粒徑越小,形貌越復雜,則凝固缺陷越多。在相同氧化錫體積分數條件下,細化氧化錫的粒度及改善其與銀基體界面的結合程度有利于改善材料的抗熔焊及抗電燒蝕能力。
現行的銀氧化錫制造工藝分為兩大類:粉末冶金法及合金內氧化法。合金內氧化法是先將銀錫合金熔煉后加工成形,再對其進行后續的氧化及加工。由于在該工藝條件下,氧化錫的彌散質點較為細小,且其與銀基體的界面結合較好,材料的抗電燒蝕、抗電沖擊、對電弧的抑制等性能較好。粉末冶金法是將混合好的銀氧化錫粉末加工成所需的觸頭材料,在材料的塑性加工及功能性添加物的引入上有一定優勢。其中化學包覆工藝(粉末冶金法之一)在反應過程中引入了超聲波能量,有助于分散氧化錫粉末,改善氧化錫與金屬基體的結合強度。堵永國等[2]認為超聲波能量引入的作用為超聲空化,可增強包覆銀層與氧化錫粉末的界面結合力;消除氧化錫顆粒團聚狀態,使其均勻地彌散分布在反應溶液中,這有利于單個氧化錫顆粒狀態的包覆,進而形成以氧化錫為核的復合粉體的生長。雖然該工藝已經極大地改善了氧化錫與銀基體界面的結合程度,但與內氧化工藝相比,還有較大的差距[3]。
固相擴散是對包覆后粉末進行還原、擴散、氧化等工藝處理,得到均勻細小分布的氧化物,材料顯微組織更為均勻。固相擴散處理有利于氧化物與銀基體界面結合方式的轉變,從而提升材料的電性能。
筆者將化學包覆AgSnO2(12)粉末進行固相擴散,再將其加工成絲材并打制成復合鉚釘,在電接觸性能測試裝置上對鉚釘進行了電性能模擬測試,并將鉚釘裝配成商用繼電器,在型式測試裝置上進行了電性能型式試驗,最后與未進行固相擴散材料制備的鉚釘進行比較。
1 材料制備與測試
1.1 材料制備
將包覆好的AgSnO2(12)粉末進行還原、擴散、氧化等固相擴散處理,得到成品粉末。將處理后的粉末經過等靜壓、燒結、擠壓制成粗線徑絲材,并拉絲成所需的規格。常規包覆工藝(以下簡稱化學包覆)、包覆后固相擴散優化(以下簡稱固相擴散)制備AgSnO2(12)的化學成分如表1所示。
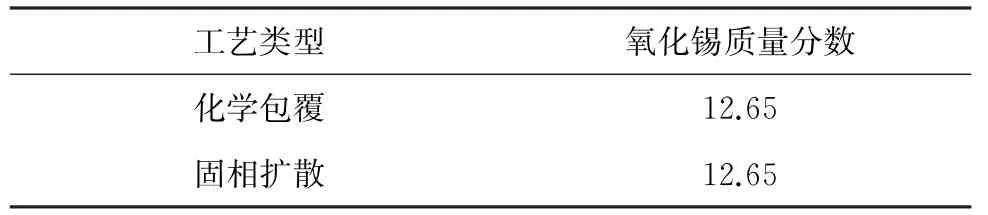
表1 化學包覆、固相擴散制備AgSnO2(12)的化學成分 %
1.2 試驗條件
主要生產設備為化學制粉系統、冷等靜壓機、燒結爐、1250T有色金屬正反向擠壓機、拉絲機等。
采用Metallograph Versamet3型光學顯微鏡進行金相檢驗;采用MICROMET 2003型硬度計進行顯微硬度測試;采用排水法、分析天平進行線材密度測量;采用直流數字電阻測試儀進行電阻率測量;采用LG-1000型材料拉伸機進行抗拉強度及斷后伸長率檢測;采用電接觸性能測試裝置進行模擬電性能測試。電性能測試具體參數及測試條件如表2所示,共進行2組測試,每組10個繼電器,直至繼電器累計5次熔焊失效為止。

表2 電性能測試條件及參數
2 試驗結果及討論
2.1 材料的組織及性能
化學包覆、固相擴散制備AgSnO2(12)的顯微組織形貌如圖1所示,由圖1可知:固相擴散處理后AgSnO2(12)粉末的顯微組織有了明顯變化,固相擴散后的氧化錫質點重新分布,氧化物的質點更為細小,平均粒度約為1μm,分布更均勻。

圖1 化學包覆、固相擴散制備AgSnO2(12)的顯微組織形貌
化學包覆、固相擴散制備AgSnO2(12)絲材的物理性能、力學性能如表3所示,由表3可知:細質點的彌散強化作用很明顯,固相擴散優化后材料的抗拉強度與硬度增大;材料的斷后伸長率為15%,相對于優化前略有降低,但仍保持了較好的加工塑性。

表3 化學包覆、固相擴散制備AgSnO2(12)絲材的物理性能、力學性能
工藝方法對材料性能的影響最大,對于固相擴散材料,雖然也是通過包覆法形成了形式上的復合材料,在初始組織的微觀結構上,氧化錫與銀之間的界面完全是物理性質上力的結合,而通過后續的固相擴散引起一系列的物理及化學變化,加上包覆粉體的特殊形貌及結構,固相擴散時合金更容易形成與氧化,特別有利于固相擴散過程中氧元素的擴散,便于形成均勻而細小的氧化物質點,而較細的質點也產生了較強的彌散強化作用,對材料的力學性能影響明顯。
2.2 電性能測試
2.2.1 模擬電性能測試
化學包覆、固相擴散工藝制備的AgSnO2(12)模擬電性能測試結果如表4所示。由表4可知:經過固相擴散優化后的銀氧化錫有著更低的燃弧能量、溫升和燒損,但過程熔焊力則相對較大一些,這是由于經過固相擴散處理之后,較細的氧化物質點及更加均勻分布的組織結構使熔池的動態均勻性更好,黏度也更高,在一定程度上影響了過程中電弧的動態變化,另一方面也有利于降低材料的電磨損;同時,由于材料具有較高的抗拉強度,熔焊力也相對高一些。
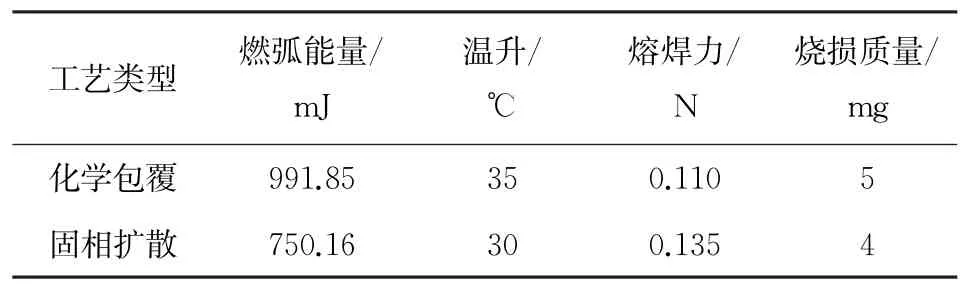
表4 化學包覆、固相擴散工藝制備的AgSnO2(12)模擬電性能測試結果
2.2.2 型式電性能測試
在電流為25 A條件下,固相擴散法材料的最高累計熔焊失效次數為15萬次,最早的首次熔焊失效次數為13.5萬次;包覆材料最高的累計熔焊失效次數為11.5萬次,最早的首次熔焊失效次數為7.5萬次。
圖2是裝配了固相擴散與化學包覆材料的SFK型商用繼電器壽命測試失效后的宏觀形貌。由圖2可知:化學包覆材料的觸點有明顯的燒蝕坑洞,四周飛濺物顆粒粗大;而固相擴散優化后材料的觸點表面相對平整,四周的飛濺物較為細小。
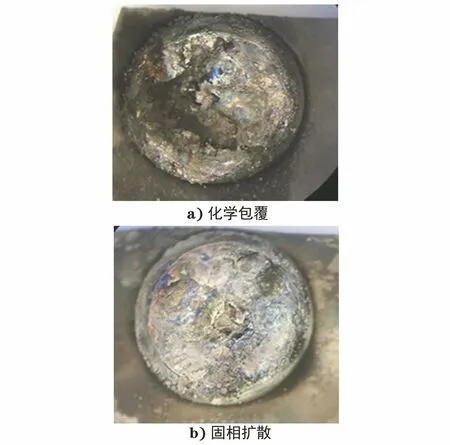
圖2 化學包覆、固相擴散材料的SFK型商用繼電器壽命測試失效后宏觀形貌
3 結論
(1)固相擴散材料組織中的第二相氧化物質點細化,同時質點分布更加均勻,具備了與內氧化材料類似的微觀組織結構。
(2)在相同成分的條件下,固相擴散材料基本保持了與化學包覆法材料類似的塑性加工性能,抗拉強度、硬度等力學性能得到明顯提升。
(3)在阻性負載條件下,固相擴散材料的綜合電性能優于化學包覆法材料。
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年5期)2018-01-19 02:49:17
科技知識動漫(2017年5期)2017-05-11 21:34:16
科技知識動漫(2017年4期)2017-04-15 22:24:55
科技知識動漫(2017年2期)2017-02-06 20:59:46
濰坊學院學報(2016年2期)2016-12-01 13:00:11
科技知識動漫(2016年10期)2016-10-18 20:35:00
銅業工程(2015年4期)2015-12-29 02:48:39
