銑削參數對毛竹纖維提取長度的影響
2023-12-06 12:29:16童敘豪胡曉軍楊俊凱徐云杰萬垚銘
湖州師范學院學報 2023年10期
關鍵詞:影響
童敘豪,胡曉軍,楊俊凱,徐云杰,萬垚銘
(湖州師范學院 工學院,浙江 湖州 313000)
0 引 言
竹材是一種重要的天然纖維資源,竹纖維具有高比模量、比強度,可應用于高經濟性能和生態價值產品的制備,受到世界諸多行業的青睞.李衛林[1]等通過不同堿煮氧化參數來提取竹纖維,從而得出提取相對純凈竹纖維的化學處理參數.但用該方法提取的竹纖維熱穩定性相對原竹有所下降.王春紅等通過物理-化學方法和物理方法分別提取竹纖維,得出不同竹齡、不同部位的竹纖維對化學成分、纖維密度和回潮率的影響,以及不同處理方法對竹纖維力學性能的影響[2-3];黃慧等分別通過梳理、輥壓等方法制備竹纖維,認為通過多級分絲方法可制備力學性能更優良的竹纖維,但該方法可能會造成更大的內部缺陷[4].束必清等通過蒸爆法制備竹纖維和楊木纖維,認為通過蒸爆法可降解纖維素等物質,并能制備出較多的長纖維.上述研究均通過機械破碎、熱蒸和化學處理等常規方法獲取竹纖維[5].其中,通過機械破碎法獲取竹纖維需要經過梳理、篩分等工序,存在效率低、纖維長度不均等缺陷;通過熱蒸法獲取竹纖維可能會改變纖維的化學組成和結構,從而降低纖維強度;通過化學處理方法獲取竹纖維會造成纖維的熱穩定性下降.
楊永福等采用不同的切削參數對竹材進行切削,認為刀具前角、切削速度和切削量對切削力具有一定的影響[6].郭瑩潔等通過對人造竹片的銑削研究,認為銑削參數對人造竹片的表面質量和超前劈裂會產生影響[7-8].上述研究僅通過銑削方法對竹制品銑削特性進行研究,并未涉及竹纖維的制取和特性研究.
本文采用不同的銑削參數對天然毛竹進行銑削并提取竹纖維,研究纖維在提取過程中切削參數對纖維長度的影響規律,這對合理選取切削參數,以高效獲取均勻、優質的竹纖維具有重要意義.
1 實驗材料與方法
1.1 實驗材料
選取浙江湖州2~3年生毛竹,去除竹節,將其切成長度為100 mm的竹管,放入烘箱,于70~80 ℃環境中烘8 h;實驗機床采用三軸高速雕銑機,其主軸最高轉速為24 000 r/min;實驗刀具選用直徑為6 mm的雙刃直槽立銑刀和直徑為60 mm的鋸片銑刀;毛竹纖維長度采用游標卡尺測量.
1.2 實驗方法
將毛竹管固定在夾具上,使用60 mm鋸片銑刀對竹管進行端面切割,使竹管端面與刀軸垂直,以避免因系統因素造成的實驗誤差;使用6 mm雙刃直槽立銑刀對毛竹管進行單向順銑;每組參數隨機選取100根毛竹纖維,并用游標卡尺測量其長度.具體切削參數實驗方案見表1.

表1 切削參數實驗表
2 結果與分析
2.1 切削參數對毛竹纖維平均長度的影響
在不同切削參數下收集到的毛竹纖維中,隨機選取100根竹纖維,并分別將各組測量數據的平均值作為對應參數的毛竹纖維長度取值,見圖1.在圖1(a)短纖維(5 mm)情況下,當主軸轉速為5 000~15 000 r/min時,隨著進給速度的增大,毛竹纖維的平均長度緩慢增大,且穩定在4.63~5.14 mm之間,與毛竹纖維理論長度較接近;當轉速提高至20 000 r/min時,隨著進給速度的增大,毛竹纖維的平均長度在0.94~4.91 mm之間,呈較顯著的增大趨勢,且當進給速度為2 500 mm/min時,達到與目標毛竹纖維長度接近的最大值.在圖1(b)長纖維(12.5 mm)情況下,當主軸轉速為5 000~20 000 r/min時,纖維的平均長度隨進給速度的增大而增大,且在進給速度大于1 500 mm/min后,毛竹纖維的平均長度的增大趨勢較為平緩.綜上,在銑削加工過程中,當主軸轉速低于15 000r/min時,對毛竹纖維平均長度的影響不大,而進給量則對毛竹纖維平均長度的影響較大;當轉速提高至20 000 r/min時,主軸轉速和進給量對毛竹纖維平均長度的影響均較大.其原因為:隨著主軸轉速的提高,當進給量較小時,毛竹纖維束并非理想狀態地垂直于工作臺分布,單位時間內刀具對毛竹纖維的切削次數增加,致使毛竹纖維提前被切斷;當進給量較大時,刀具在單位時間內對毛竹纖維的作用次數較少,毛竹纖維在切削力作用下從原竹剝離,與目標毛竹纖維長度保持較好的一致性.
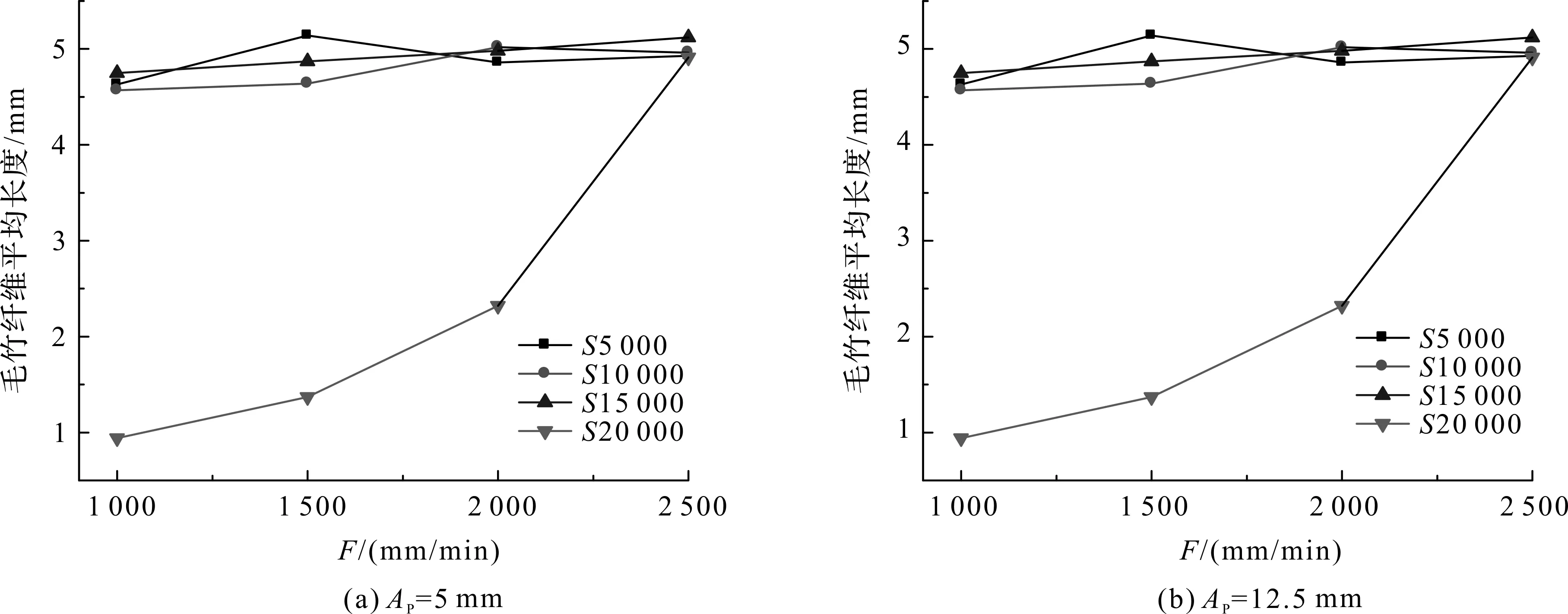
圖1 不同參數切削的毛竹纖維長度平均值
2.2 切削參數對竹纖維實際長度的影響
圖2為在對應參數下獲得的毛竹纖維形貌圖.從圖2可以看出:在不同參數下銑削獲得的一部分毛竹纖維長度與目標長度有較好的一致性;一部分毛竹纖維長度與目標長度有顯著差異,這可能是毛竹纖維被提前切斷造成的,也可能是原竹薄壁細胞與毛竹纖維束撕裂造成的.本文以測量數據中毛竹纖維的實際長度與目標長度的一致性比率,以及毛竹纖維的實際長度超出目標長度比率作為評價指標,研究切削參數對毛竹纖維實際長度的影響.
在圖3(a)的短纖維(5mm)情況下,當主軸轉速為5 000~15 000 r/min時,隨著進給速度的增大,毛竹纖維長度的準確率先增大后減小,且在進給量為2 000 mm/min時達到最大值;當轉速提高至20 000 r/min時,毛竹纖維長度的準確率隨著進給速度的增大而增大.在圖1(b)的長纖維(12.5 mm)情況下,當主軸轉速為 5 000~10 000 r/min時,隨著進給速度的增大,毛竹纖維長度的準確率先增大后減小再增大;當轉速為 15 000~20 000 r/min時,毛竹纖維長度的準確率隨著進給速度的增大而增大.綜上,在銑削加工過程中,當主軸轉速低于10 000 r/min、進給量為1 500~2 000 mm/min時,可獲得長度準確率較好的毛竹纖維;當轉速大于10 000 r/min、進給量為2 000~2 500 mm/min時,可獲得長度準確率較好的毛竹纖維.
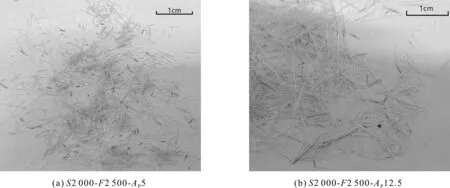
圖2 不同參數切削的毛竹纖維形貌
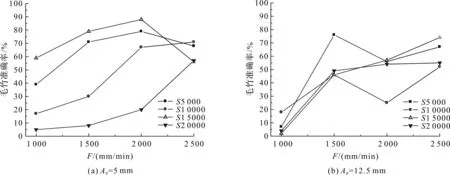
圖3 不同參數切削的毛竹纖維實際長度與目標長度一致性比率
在圖4(a)的短纖維(5 mm)情況下,當主軸轉速為5 000~10 000 r/min時,隨著進給速度的增大,毛竹纖維長度超出率先增大后減小;當轉速為15 000~20 000 r/min時,毛竹纖維長度超出率隨著進給速度的增大而增大.當進給量為1 000 mm/min時,利用不同轉速切削獲得的毛竹纖維長度超出率均為最低;當主軸轉速為20 000 r/min、切削速度低于2 000 mm/min時,毛竹纖維長度的超出率均為0,這是在高轉速低進給條件下,因大部分毛竹纖維被提前切斷造成的.在圖1(b)的長纖維(12.5 mm)情況下,當主軸轉速為5 000~15 000 r/min時,隨著進給速度的增大,毛竹纖維長度的準確率先增大后減小;當轉速為20 000 r/min時,毛竹纖維長度的超出率隨著進給速度的增大而增大.除當轉速為5 000 r/min、進給量為2 000 mm/min時,超出率較大外,其他各參數在切削狀態下的超出率變化不大,且維持在較低狀態.綜上,在銑削加工過程中,在各切削條件下均存在一定比例的纖維長度超出率.這是因為原竹在切削過程中存在一定程度的竹維管束劈裂情況,以及原竹維管束并非理想狀態地垂直于工作臺分布,從而導致部分傾斜的毛竹纖維被完整切下.因此,在較高轉速和較大進給量的條件下,有助于減小纖維長度的超出率.
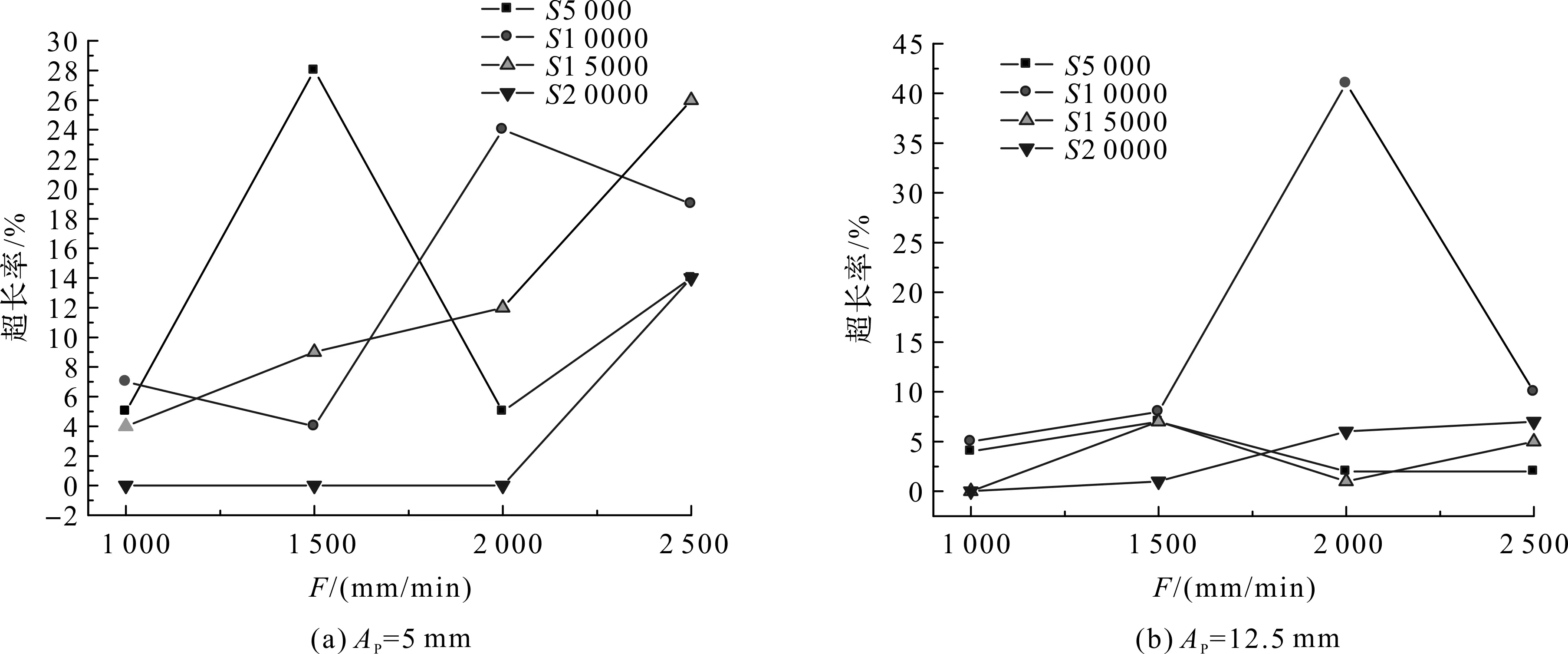
圖4 不同參數切削毛竹纖維的實際長度超出目標長度比率
3 結 論
通過直刃立銑刀高速銑削原竹,研究不同切削參數對獲取毛竹纖維長度的影響規律,從而得出以下結論:
(1)當主軸轉速為5 000~15 000 r/min、進給量為1 000~2 500 mm/min時,切削獲得的長、短纖維的平均長度較為穩定;當主軸轉速為20 000 r/min、進給量為2 500 mm/min時,切削獲得的長、短纖維的平均長度較為穩定.
(2)當主軸轉速低于15 000 r/min時,對毛竹纖維的平均長度影響不大,進給量對毛竹纖維的平均長度影響較大;當轉速提高至20 000 r/min時,主軸轉速和進給量對毛竹纖維的平均長度的影響均較大.
(3)低轉速、低進給量和高轉速、高進給量均可獲得長度質量較好的毛竹纖維,且采用高轉速、高進量更有利于高效獲取高質量的竹纖維.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00