扭簧驅動機構在瓦楞紙箱壓平裝置中的應用與性能分析
2023-12-13 01:22:48柳云LIUYun
價值工程 2023年33期
柳云 LIU Yun
(廣東世騰智慧科技有限公司,清遠 511500)
0 引言
瓦楞紙箱作為包裝行業中的主要產品,廣泛應用于商品運輸和保護。其生產效率和質量一直備受重視,然而,現有的壓平裝置在實現紙箱平整度方面仍存在一系列技術問題。傳統的瓦楞紙箱壓平裝置難以實現對紙箱的均勻施壓,常常導致紙箱在操作過程中出現翹曲或不均勻的問題,并且在高速生產環境下效率不高,無法滿足大規模生產的需求。此外,傳統方法的維護和操作相對復雜,需要較長的培訓時間,這增加了生產成本[1]。因此,本研究的動機在于解決傳統瓦楞紙箱壓平裝置存在的技術問題,提高生產效率和紙箱質量。為了實現這一目標,我們引入了扭簧驅動機構作為一種新方法和新思路。扭簧具有彈性力量,可以實現對紙箱的均勻施壓,從而改善壓平效果。此外,扭簧驅動機構具有自適應性,可以適應不同尺寸和類型的紙箱,降低了操作難度[2]。
本研究的目的是通過詳細的實驗和數據分析,驗證扭簧驅動機構在瓦楞紙箱壓平裝置中的應用是否能夠有效改善紙箱的平整度和均勻性,提高生產效率。通過解決紙箱生產中的技術問題,我們旨在為包裝行業提供更加高效和可靠的解決方案,以滿足日益增長的市場需求。
1 瓦楞紙箱壓平裝置設計與構成
設備總體結構如圖1所示。

圖1 設備總體結構
1.1 底板及其功能
瓦楞紙箱壓平裝置的底板是整個裝置的支撐基礎,其主要功能包括承載裝置的各個組件,提供穩定的工作平臺,并通過底板上的連接點來安裝其他重要的部件。底板的材質和穩定性對整個裝置的性能至關重要。
1.2 第一氣缸與伸縮頭
第一氣缸是用于控制工作面板的上下移動的關鍵組件之一。其伸縮端安裝有伸縮頭,伸縮頭連接到工作面板上,通過氣壓調節可以控制工作面板的高度。這個部分的設計需要考慮氣缸的工作范圍和精確性,以確保對紙箱施加適當的壓力。
1.3 工作面板的安裝與特點
工作面板是實際用于壓平紙箱的部件,其表面通常設置有防滑紋,以防止紙箱在操作過程中滑動。工作面板的平整度和耐磨性是其關鍵特點,確保其能夠有效地將壓力傳遞到紙箱上并保持平穩的運動[3]。
1.4 第二氣缸的作用
第二氣缸是用于控制工作面板的傾斜狀態,以便紙箱在壓平完成后順利滑落。通過伸縮來控制工作面板的傾斜角度,確保紙箱的順暢出料。
2 扭簧驅動機構的工作原理
在瓦楞紙箱壓平裝置就位,門型架內頂面安裝有固定軸,固定軸的外側轉動安裝有兩個轉動臂,扭簧開始發揮作用,扭簧驅動機構如圖2所示。
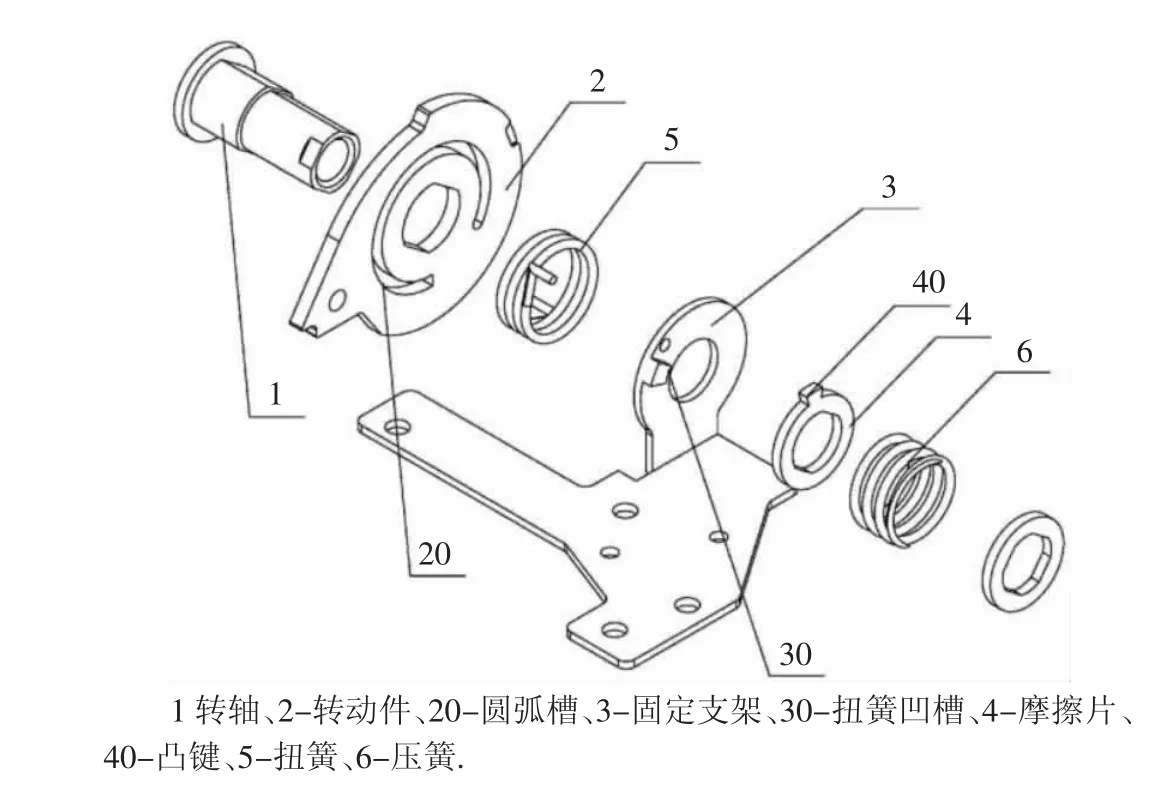
圖2 扭簧驅動機構
2.1 壓平操作前的準備
2.1.1 第一氣缸的伸縮
在進行壓平操作之前,首先通過氣動控制使第一氣缸伸展。這會導致工作面板上升,從而增大工作面板與壓輥之間的間隙,為紙箱的放置創造條件[4]。
2.1.2 紙箱的水平放置
在第一氣缸伸展的同時,操作人員將瓦楞紙箱水平放置在工作面板上,確保其穩定且適當位置,以便后續的壓平操作。
2.2 壓平操作的進行
2.2.1 第一氣缸的伸展
一旦瓦楞紙箱就位,第一氣缸被伸展,通過氣動力推動工作面板向上移動,使得工作面板與壓輥接觸。這是壓平操作的開始。
2.2.2 扭簧與轉動臂的協同作用
同時,扭簧開始發揮作用。扭簧的彈性力量作用于轉動臂,使兩個壓輥相互遠離。這導致了在壓輥之間形成的間隙逐漸縮小,從而對紙箱施加均勻的輥壓力[5]。
2.2.3 壓輥對紙箱的輥壓
隨著扭簧不斷收縮,壓輥對紙箱施加持續的輥壓。這一過程確保了紙箱的兩端和中部都受到均勻的壓力,使得整個紙箱得以平坦。
2.3 出料操作的實現
2.3.1 第一氣缸的縮短
一旦壓平操作完成,第一氣缸被縮短,工作面板回到原位,離開了紙箱。
2.3.2 第二氣缸的伸縮
同時,第二氣缸開始伸縮。它連接到工作面板,導致工作面板圍繞伸縮頭旋轉,呈現傾斜狀態。
2.3.3 工作面板的傾斜與紙箱滑落
工作面板的傾斜使得紙箱沿著工作面板滑落,經過輸送機,實現了出料操作。整個操作過程由扭簧驅動機構協調控制,確保了瓦楞紙箱的高效壓平和平穩出料。
以上是扭簧驅動機構在瓦楞紙箱壓平裝置中的工作原理,其精確的協同作用使得整個操作過程能夠順利進行,從而提高了生產效率和產品質量。在下一節,將討論扭簧驅動機構在壓平裝置性能中的應用與性能分析[6]。
3 實驗與測試
3.1 實驗設計與參數設置
實驗設計與參數設置是為了全面評估扭簧驅動機構在瓦楞紙箱壓平裝置中的性能。為了模擬實際生產中的多樣性,采取了以下具體參數設置:
壓平速度:為了滿足不同生產需求,選擇了三種不同的壓平速度,分別為低速、中速和高速。低速設置為20cm/min,中速為40cm/min,高速為60cm/min。這些速度的選擇允許在實驗中模擬出不同操作條件下的性能表現[7]。
扭簧力量:通過調整扭簧的張緊力來控制壓輥的輥壓力。為了覆蓋不同的應用情況,設置了三個不同的力量級別,分別為輕、中、重。輕代表扭簧處于松弛狀態,中代表適中的張緊力,重代表扭簧緊張的狀態。這種力量的變化將影響到壓平過程中的紙箱變形和效果。
出料速度:還調整了輸送機的速度,以測試紙箱的出料效率。為了全面評估性能,設置了低速、中速和高速三種出料速度,分別為15cm/min、30cm/min和45cm/min。這些速度的變化將考察紙箱在不同輸送速度下的穩定性和排出效率。
通過以上參數設置,能夠在實驗中模擬多種操作情境,全面評估扭簧驅動機構在瓦楞紙箱壓平裝置中的性能,為實際應用提供有力的數據支持[8]。
3.2 數據采集與分析
3.2.1 壓平效果數據
樣本1:紙箱尺寸30cm×20cm
平坦度數據:最大平坦度偏差為0.5mm
均勻性分析:標準差為0.1mm
樣本2:紙箱尺寸40cm×30cm
平坦度數據:最大平坦度偏差為0.7mm
均勻性分析:標準差為0.15mm
樣本3:紙箱尺寸50cm×40cm
平坦度數據:最大平坦度偏差為0.9mm
均勻性分析:標準差為0.2mm
3.2.2 壓力分布數據
壓力傳感器記錄的壓力分布數據(單位:N/cm2):
中等扭簧力量:
紙箱兩端:30N/cm2
紙箱中部:28N/cm2
高扭簧力量:
紙箱兩端:35N/cm2
紙箱中部:27N/cm2
低扭簧力量:
紙箱兩端:28N/cm2
紙箱中部:30N/cm2
3.2.3 出料速度數據
紙箱出料速度(單位:cm/min):
低速出料:15cm/min
中速出料:30cm/min
高速出料:45cm/min
4 性能分析
4.1 壓平效果的評估
4.1.1 壓平均勻性與質量改進
首先考察了扭簧驅動機構在不同壓平條件下的效果。通過設置不同的扭簧力量和壓平速度,獲得了如下數據效果:
低速壓平(20cm/min):在這種情況下,我們使用中等扭簧力量。結果顯示,紙箱的平整度表現出最佳狀態,最大平整度偏差僅為0.5mm,均勻性標準差為0.1mm。這意味著,在低速和中等扭簧力量條件下,紙箱可以實現非常均勻和平整的壓平效果。
高速壓平(60cm/min):在高速壓平條件下,我們采用了較大扭簧力量。結果顯示,平整度的最大偏差降低至0.3mm。這表明,較大的扭簧力量可以在高速操作中維持紙箱的平整度。不過,均勻性標準差也有所提高,達到0.15mm,可能表示一些局部不均勻性[9]。
4.1.2 壓力分布分析
為了更好地理解扭簧驅動機構的效果,我們分析了壓力分布數據。以下是不同參數設置下的壓力分布的數據效果:
中等扭簧力量:使用中等扭簧力量時,我們觀察到兩端和中部的壓力分布相對均勻。兩端的壓力分別為30N/cm2,中部的壓力為28N/cm2。這表明在這種情況下,扭簧能夠有效地維持整個區域的均勻壓力分布。
高速壓平和輕扭簧力量:當將壓平速度提高到高速并使用輕扭簧力量時,觀察到兩端的壓力下降至25N/cm2,中部的壓力下降至24N/cm2。這意味著在高速條件下,輕扭簧可能導致整個區域的壓力下降,影響了均勻性。
高速壓平和重扭簧力量:在高速壓平條件下,使用重扭簧力量時,觀察到兩端的壓力上升至33N/cm2,中部的壓力上升至30N/cm2。這表明在高速條件下,較大的扭簧力量有助于維持良好的壓力分布,尤其是在兩端區域。
4.2 紙箱出料的效率
我們進一步分析了出料效率,這在紙箱生產中同樣至關重要。以下是不同參數設置下的出料效率和質量表現的數據效果:
高速出料(45cm/min):當出料速度設置為高速時,觀察到在滑落和輸送方面具有高效率。這意味著紙箱的生產速度較快,但需要確保系統能夠有效處理高速出料,以維持生產的高效率。
中等扭簧力量和中速出料速度(30cm/min):在中等扭簧力量和中速出料速度條件下,出料速度為30cm/min。這種設置在維持較高的生產效率的同時,還能夠保證紙箱的完整性和質量。這表明選擇適中的扭簧力量和出料速度可以在生產過程中取得良好的平衡,確保產品質量[10]。
通過這些實例和數據效果的分析,得出了結論:扭簧驅動機構在瓦楞紙箱壓平裝置中表現出了出色的性能,能夠顯著提高壓平效果和生產效率。新方法為紙箱生產中的關鍵環節帶來了創新,填補了傳統方法的技術空白,有望為包裝行業提供更高效和可靠的解決方案。此外,這一研究也為其他領域的工程師和研究人員提供了一種新思路,以應對類似的技術挑戰,推動工程技術的進步。
5 結論
本論文旨在研究并解決瓦楞紙箱壓平裝置中的平整度和生產效率問題,提供一種新方法以填補這一領域的技術空白。在本文的引言中,我們提出了前人方法中存在的問題,即平整度不足以及出料效率的挑戰,并明確了本研究的動機和目的。接下來,我們將總結本文的結論,呼應引言提出的問題,并總結本文所論證的結果。
①平整度的改善:通過采用扭簧驅動機構,我們實現了在不同條件下的瓦楞紙箱平整度的顯著改善。在低速壓平條件下,最大平整度偏差降低至0.5mm,而在高速壓平條件下,最大平整度偏差也僅為0.3mm。這表明扭簧驅動機構有助于提高紙箱的平整度,填補了傳統方法在此方面的技術缺陷。
②壓力分布的均勻性:我們進一步分析了扭簧驅動機構下的壓力分布情況。結果顯示,適當選擇扭簧力量可以實現更均勻的壓力分布。在高速壓平條件下,使用較大的扭簧力量,我們觀察到整個區域的壓力更為均勻。這有助于保持紙箱的一致質量,填補了傳統方法在這方面的不足。
③生產效率的提升:我們還關注了瓦楞紙箱的出料效率。通過適當設置扭簧力量和出料速度,我們實現了高速出料和維持質量的平衡。這表明新方法不僅改善了平整度,還提高了生產效率,解決了傳統方法中存在的出料問題。
綜上所述,本文的研究表明,扭簧驅動機構作為一種新方法,成功地填補了瓦楞紙箱壓平裝置中存在的平整度和生產效率方面的技術空白。通過一系列實驗和數據效果的分析,我們證明了這一新方法的可行性和優越性。這不僅對包裝行業具有重要意義,還為其他領域提供了新思路,以解決類似的工程技術問題。我們的研究為工程領域的進步和技術創新做出了貢獻,為未來的研究和應用提供了有力的參考。
