化學原料藥生產基地廢氣治理改善探討
2023-12-17 15:51:44董元霖陳芃任
流程工業 2023年12期
文/董元霖 陳芃任
制藥工業不斷發展,儼然已成促進國民經濟發展的支柱性產業。但是,與此同時,制藥工業在能源消耗和廢物排放方面對生態環境也造成了不容忽視的負面影響——在呼吁全面發展低碳經濟的當今時代,制藥工業必然面臨著加強環境污染治理與環境保護力度的問題,比如,資源能源消耗總量高,“三廢”排放量大,使其已成為 VOCs(揮發性有機物)治理的重點行業。本文將結合揚子江藥業集團某原料藥基地的改造案例,探討如何減少企業廢氣的排放量,更好地提升企業核心競爭力,實現可持續發展目標。
近年來,國家和地方出臺了各項政策,規范和引導行業有序、環保、綠色發展。僅圍繞藍天保衛戰,生態環境部就發布了83 項標準,對醫藥制造產業生產帶來較大壓力,但對全行業健康發展、優化產業布局、調整產業結構、轉變發展方向還是起到了積極作用。我國醫藥制造產業逐漸樹立起生態優先綠色發展導向,開始推動生態環境質量持續改善,可以說,“綠色制藥”已經成為行業發展潮流。
揚子江藥業集團江蘇海慈生物藥業有限公司,是揚子江藥業集團于2004 年投資興建的全資子公司,坐落在泰州醫藥高新區濱江工業園內,是集團化學原料藥的研發、中試和生產基地。企業總占地面積460 余畝(約31 公頃),分為南廠區(160 畝,約11 公頃)和北廠區(300 畝,20 公頃),總投資17 億元,主要致力于高附加值原料藥類和醫藥中間體的技術研究、生產和銷售,并在創新藥CDMO/CMO、藥品代理銷售等領域廣泛開展對外合作。
因廠區車間較多,產品更迭較快,溶劑種類多、用量大,且部分車間作為中試車間來投入使用,給車間廢氣系統帶來了極大的挑戰。車間原有廢氣處理設施雖能達標排放,但污染防治設備老舊,運行維護較為復雜,已不適應廠區的發展,具有較大的減排空間。企業自身作為化工原料藥制造企業,深知環保提升改造的重要性和緊迫性比其他行業更為突出,逐年加大環保投入。于是,企業從提高自身環保管理水平出發,針對車間廢氣,通過原有處理工藝搭配“堿洗+除霧”預處理系統及“RTO+急冷+堿洗+除霧”進行處理,提高了全廠VOCs廢氣去除效率,實現了降低排放口污染物排放濃度、削減排放量的目的,為區域的環境改善貢獻了一份力量。本文接下來將對此次改造中化學原料藥研發、中試和生產基地廢氣的產生情況、治理存在的問題、以及RTO(蓄熱式焚燒爐)的應用情況進行探討,為原料藥企業廢氣治理提升改造提供思路。
1.改造前廠區廢氣收集、處理情況
1.1 項目廢氣產生情況及特點
廢氣主要來源為生產過程中反應釜呼吸器、離心機、真空泵等生產設施,主要成分為醋酸、乙醇、甲苯、甲醇、乙腈、乙酸乙酯、丙酮、二氯甲烷、三氯甲烷、乙酸異丙酯等物質。廠區主要有以下4 大特點:
(1)產品更迭快,各產品使用溶劑、廢氣產生方式均可能不同;
(2)溶劑使用雜,安全風險性高;
(3)車間設備利用率低,很難滿產,但設計時風量需求大;
(4)各車間廢氣排放濃度呈現出“均值低、峰值高”的特點。
1.2 改造前處理工藝選擇情況
車間廢氣分為兩種類型:有組織高濃度廢氣和低濃度廢氣。
高濃度廢氣主要來自于合成大廳,包括反應釜、溶媒接收罐、冷凝器產生的有組織廢氣和合成大廳的料桶、離心機、板框壓濾機等單獨封閉后由無組織源變成有組織源的廢氣。這些廢氣的共同特點為風量小,濃度極高,處理好這些高濃度廢氣是車間廢氣處理系統達標的關鍵點。
低濃度廢氣主要來自于車間合成區平臺的下排風和稱量。兩種廢氣的處理工藝如圖1 所示。
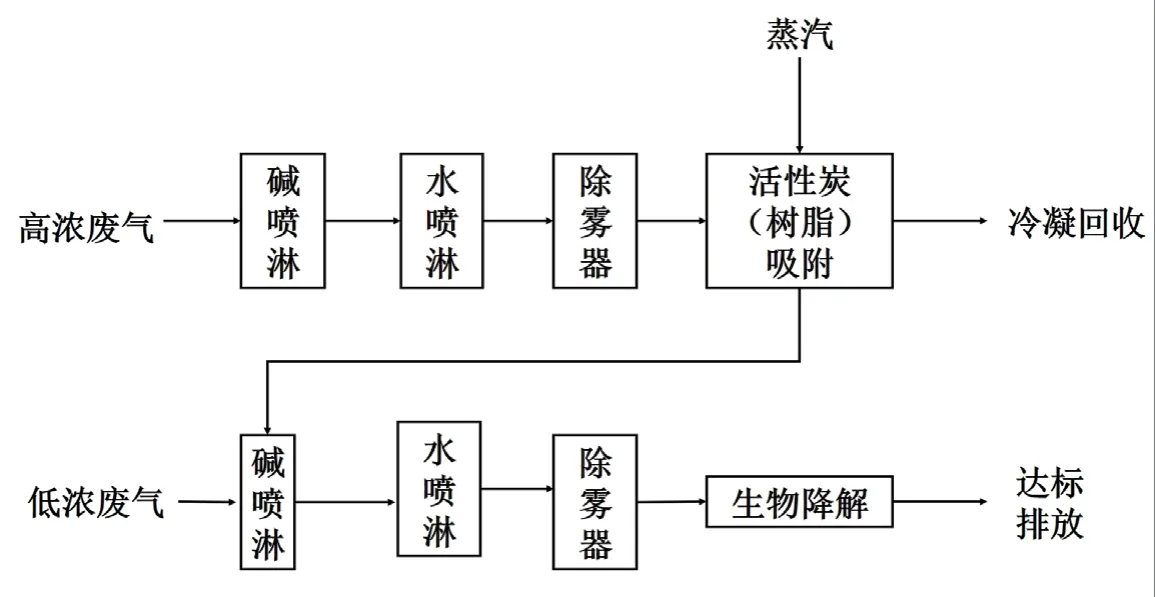
圖1 車間廢氣處理工藝路線框圖
1.3 改造前廢氣治理存在的問題
原項目涉及處理設備(如表1所示,見P36):普藥某車間采用“渦流相轉移催化氧化+水噴淋+除霧+活性炭吸附塔+活性炭吸附脫附塔”+“渦流相轉移催化氧化塔+渦流相轉移催化氧化塔”,另一普藥車間采用“堿噴淋+水噴淋+冷卻+纖維活性炭吸附脫附”+“堿噴淋+水噴淋+生物噴淋降解+除霧”,抗腫瘤某車間采用“堿噴淋+水噴淋+纖維活性炭吸附脫附”+“堿噴淋+水噴淋+生物噴淋降解+除霧”。可見廢氣“后處理”設施大都使用簡單的吸收、吸附與生物法組合工藝,處理工藝較為落后,VOCs 去除效率不高。
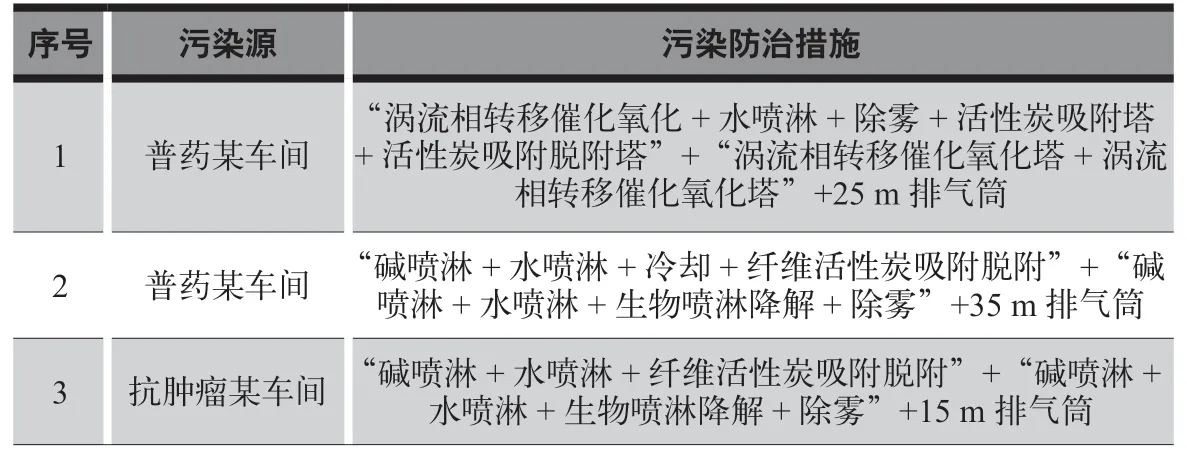
表1 廠區原有部分污染防治措施統計
對于甲苯、正庚烷、甲基叔丁基醚、乙酸乙酯、二氯甲烷等在水中溶解能力較弱的物質,堿洗及水噴淋工藝的去除效果較差,只能依靠后續活性炭處理。且“前處理”設施處理效率不高,處理后廢氣VOCs 濃度依舊較高,導致廢氣處理壓力主要集中于“后處理”環節。在這種情況下,“后處理”同時還要對低濃度廢氣進行處理,處理風量較大,運行管理壓力較大,若管理不當,容易出現超標排放等問題。
另外,改造前各車間“后處理”普遍采用吸收法+生物法,但生態環境部印發的《重點行業揮發性有機物綜合治理方案》里提到:“生物法主要適用于低濃度VOCs廢氣治理和惡臭異味治理……高濃度廢氣優先進行溶劑回收,難以回收的,宜采用高溫焚燒、催化燃燒等技術。”
同時,吸收法運行和維護費用較高,后續產生的廢水存在二次污染問題,當廢氣中顆粒物濃度過高時容易導致噴淋塔堵塞;而且如果廢氣當中有多種組分,混合吸收后將難以進行分離。吸附法的吸附材料對廢氣具有選擇性吸附的特點,但同時具有吸附飽和容量,需要對吸附材料進行定期更換,飽和后的吸附材料需要進行再次處理,容易產生危險廢物。由此可見,吸收、吸附法運行管理較為復雜,工藝工序較多,運維管理難度較大。
綜上所述,車間原有廢氣處理設施雖能達標排放,但污染防治設備老舊,運行維護較為復雜,已不適應廠區的發展,具有較大的減排空間。
2.我國主流VOCs 治理技術現狀
目前國內外對治理VOCs 廢氣開展了大量的研究和應用,從大的方向來看,VOCs 治理路線可分為源頭治理與末端治理。所謂源頭治理,即是在生產工藝源頭上減少VOCs 的產生,這就需要對企業的生產工藝進行改進。末端治理路線又分為回收利用技術和銷毀技術。表2展示了幾種常用的VOCs 處理技術及其優缺點(見P40)。

表2 常用的VOCs 處理技術簡介
3.提標改造后廠區廢氣處理現狀
綜合考慮各工藝的處理效率、運行成本、適用范圍等因素,結合企業實際處理工藝現狀以及改造難度等因素,該項目將車間原有高濃廢氣處理設施處理后的廢氣接入RTO 廢氣治理系統,以實現VOCs 減排的目的。
3.1 廢氣輸送系統改造
原車間處理設備治理工藝流程大致如圖2 所示(見P38)。
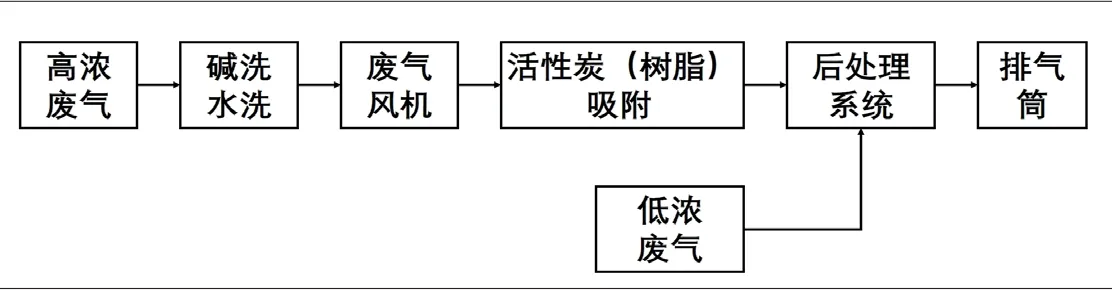
圖2 原廢氣處理系統
現車間處理設備治理工藝流程大致如圖3 所示(見P38)。低濃度廢氣的處理設施可看作高濃廢氣處理設施的一部分,將廢氣處理系統進行改造,實現高低濃度廢氣分別處理,以RTO 系統代替車間原有后處理系統,原有后處理系統僅用于處理低濃度廢氣,同時可增強無組織廢氣收集處理效果。

圖3 現廢氣處理系統
3.2 RTO 廢氣處理系統介紹
采用的RTO 廢氣處理系統包括1 套30 000 m3/h 的“堿洗+除霧”廢氣預處理系統及后端15 000 m3/h(2 套)的“RTO+混風箱+急冷+堿洗+除霧+30 排氣筒”廢氣處理系統,其工藝流程如圖4 所示,設備平面布置如圖5 所示。
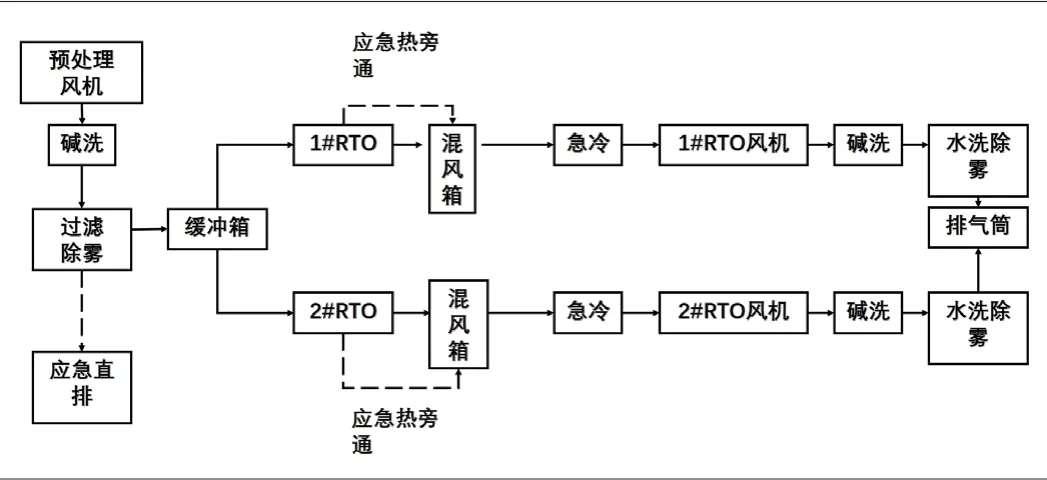
圖4 工藝流程簡圖
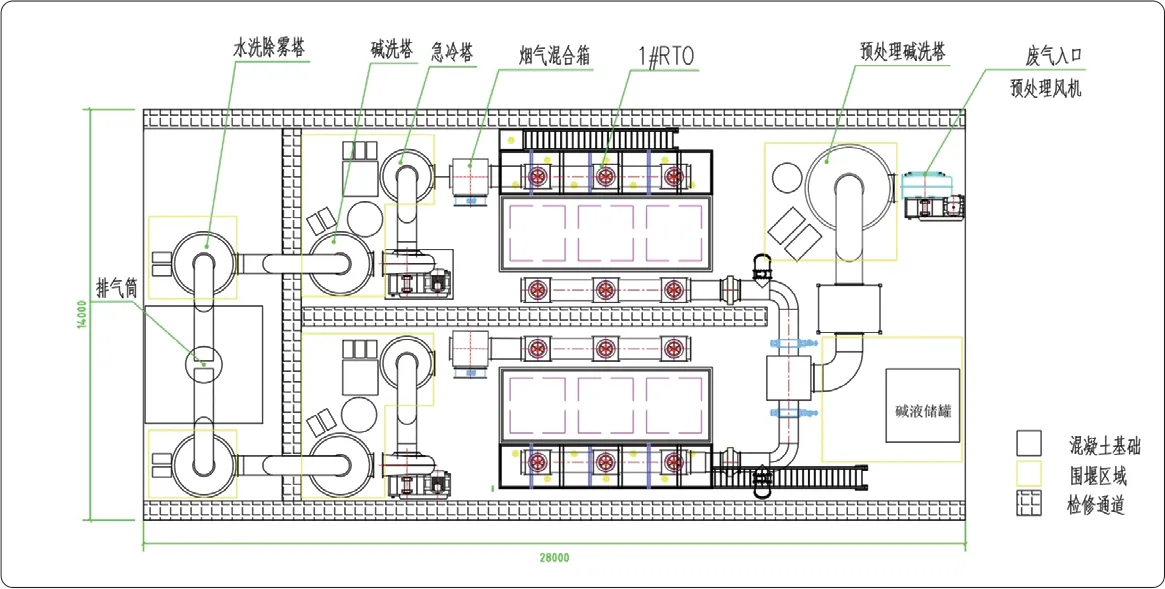
圖5 設備平面布置圖
該系統改造要點:
(1)RTO 前端設置除霧器,用于去除廢氣中的顆粒物和降低含液量,以免造成蓄熱體的堵塞和非必要的燃氣消耗;
(2)高溫焚燒氧化法處理有機廢氣具有高效徹底、無二次污染的特點;同時,有機廢氣的氧化反應是放熱反應,RTO 能將氧化反應的熱量存儲于蓄熱陶瓷中,用于后續廢氣氧化反應,因此其運行成本與直接氧化相比大大降低;
(3)RTO 設有氣體檢測儀、阻火器及泄爆片等安全措施,氣體檢測儀實時監測廢氣的濃度,以防達到LEL(爆炸下限)阻火器和泄爆片能在RTO 出現異常閃爆、回火等事故時極大程度地降低事故的破壞性,保護前端設備;
(4)設置UPS(不間斷電源)作為應急電源,當廠區出現非正常斷電時,UPS 能供應系統完成相應的停機連鎖程序,保護用電設備及控制系統;
(5)燃燒機設置雙火焰監測器;
(6)系統設置備用旁路,當檢測濃度超過25%LEL 時,廢氣通過緊急旁通閥直排大氣;當RTO 出現故障或出現濃度超過安全LEL 的離線原因時,廢氣通過備用管路應急排放。
3.3 改造后效益分析
對改造前后項目的廢氣排放進行對比,如表3 所示,可以看到實施VOCs 治理項目后,企業廢氣環保處理效率有所提升,能源成本有所降低,同時項目實施后能夠實現VOCs 減排7.59 t/a,去除率可達99.5%,具有顯著的環境效益。
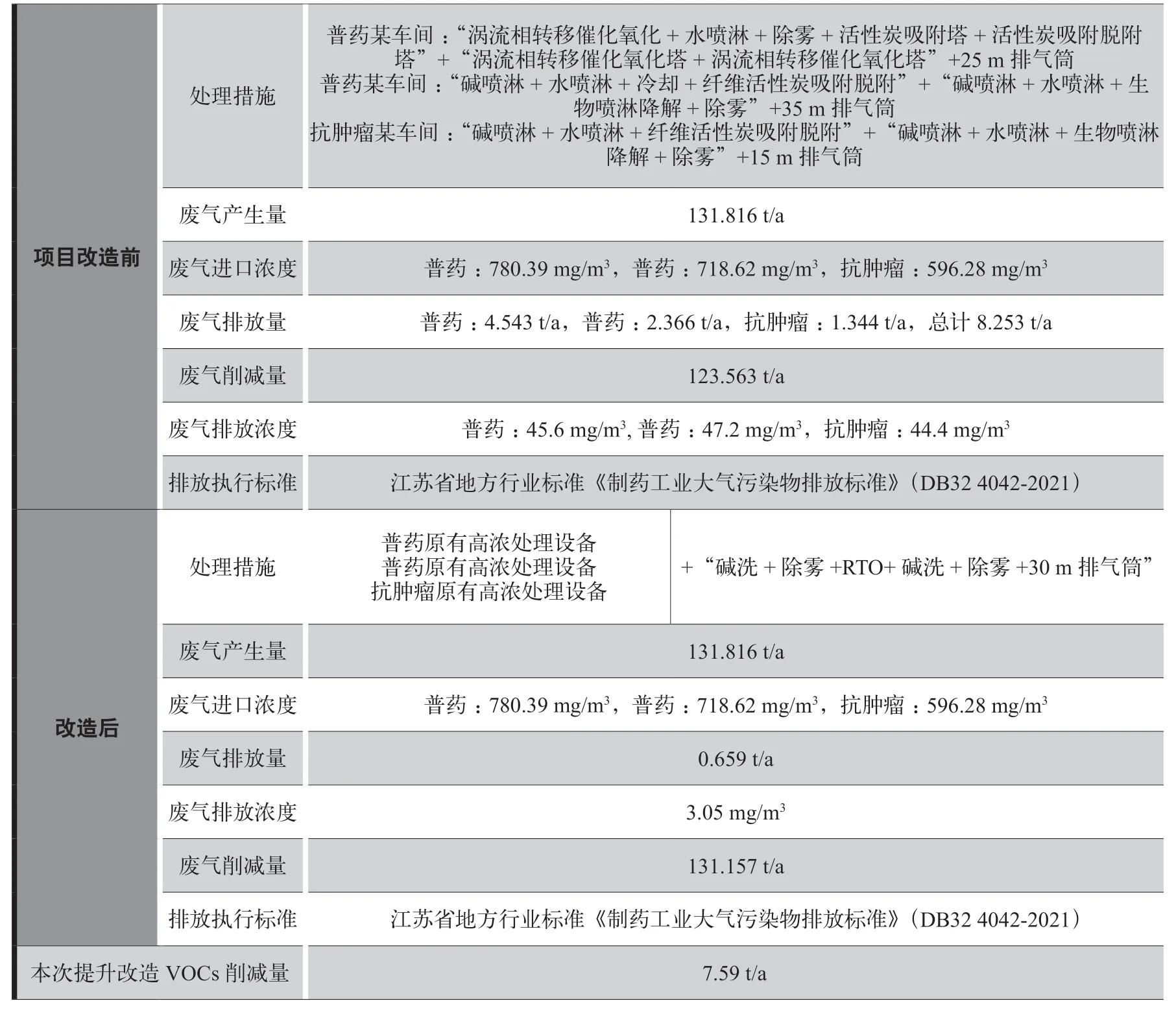
表3 廢氣治理提升改造后效益分析
4.結束語
任何一個希望持續發展的企業都會意識到“核心競爭力”在企業發展中的重要地位。由于醫藥制造企業的特殊性,在企業發展過程中會遇到較之其他企業更為復雜的問題。針對這些問題,企業決策者們要做的就是圍繞核心競爭力,敢于大力做 “加減算術題”。這里的“加”不僅是簡單的投入資金、物料、人員等,而是指通過加入創新技術和創新理念而保持一種高效率的運作狀態;“減”則是指必須懂得優越性和不可代替性的真正意義,在企業提供的產品和服務項目上做出創新,做出特色。
另外,由于醫藥制造企業的行業特點,如何控制和減少原料藥生產過程中對生態環境和社會安全產生的影響,這個“減”在社會責任意義上也顯得尤為重要。在現有達標排放的基礎上對現有環保處理設施進行進一步的提升改造,進一步減少企業廢氣的排放量,是保護環境、實現可持續發展的重要舉措;是完成碳達峰、碳中和目標的有效措施;是企業提升競爭力,履行社會責任的必要手段。
猜你喜歡
當代水產(2022年8期)2022-09-20 06:44:30
工業設計(2022年8期)2022-09-09 07:43:20
當代水產(2022年6期)2022-06-29 01:11:44
當代水產(2022年5期)2022-06-05 07:55:06
當代水產(2022年3期)2022-04-26 14:27:04
當代水產(2022年2期)2022-04-26 14:25:10
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
云南畫報(2020年9期)2020-10-27 02:03:26
裝備制造技術(2019年12期)2019-12-25 03:06:46