6061鋁合金汽車保險杠拉彎性能研究
2023-12-19 03:55:48曹振華夏廣龍
熱處理技術(shù)與裝備 2023年6期
曹振華,秦 利,崔 浩,劉 宇,夏廣龍
(遼寧忠旺集團(tuán)有限公司,遼寧 遼陽 111003)
近年來,各大主機(jī)廠都加大力度進(jìn)行輕量化研究,通過結(jié)構(gòu)設(shè)計、新工藝、新材料實現(xiàn)輕量化。由于單位重量的鋁在碰撞中吸能量是鋼的2倍,為了充分發(fā)揮鋁合金材料在碰撞中的作用,同時實現(xiàn)車體結(jié)構(gòu)的輕量化,各大主機(jī)廠已將保險杠吸能盒、底板、橫梁等總成件更換為鋁合金材質(zhì)[1-3]。6061鋁合金汽車保險杠頂圍主橫梁在T4狀態(tài)下拉彎成形表面質(zhì)量較差,存在橘皮現(xiàn)象[4],甚至發(fā)生斷裂,不能滿足客戶要求。這是因為6061鋁合金型材在拉彎過程中承受彎曲應(yīng)力與拉伸應(yīng)力的疊加作用,造成型材局部塑性變形嚴(yán)重,產(chǎn)生表面橘皮,甚至終被“拉裂”。針對此問題,本文通過金相組織、常溫力學(xué)性能和拉彎加工等檢測方法,研究合金成分和擠壓工藝對制品組織與拉彎性能的影響[5],通過改進(jìn)生產(chǎn)工藝以提高成品率。
1 試驗內(nèi)容
針對6061鋁合金汽車保險杠制品在拉彎過程中出現(xiàn)表面橘皮現(xiàn)象,本試驗通過優(yōu)化鑄棒合金成分含量,并設(shè)計不同的擠壓工藝參數(shù),以達(dá)到抑制再結(jié)晶晶粒長大和提高屈服強度的目的。6061鋁合金的化學(xué)成分、生產(chǎn)擠壓參數(shù)及試樣編號見表1~3。將停放10 d左右(自然時效)的6061鋁合金擠壓型材進(jìn)行拉彎,通過對擠壓及拉彎試樣的橫截面與縱截面進(jìn)行金相組織觀察,分析合金的晶粒大小、變形情況和粗大第二相的分布。對試樣的力學(xué)性能進(jìn)行測試,研究組織對力學(xué)性能的影響,找出改善拉彎性能的方法。

表1 6061鋁合金的化學(xué)成分(質(zhì)量分?jǐn)?shù),%)

表2 生產(chǎn)擠壓工藝參數(shù)
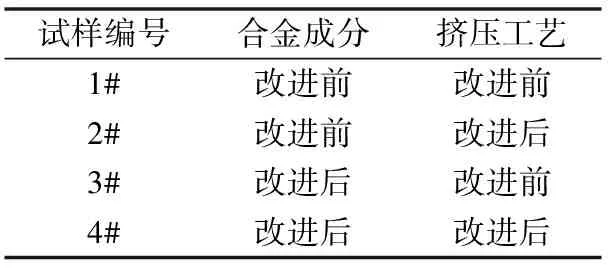
表3 試樣編號
2 試驗結(jié)果與分析
2.1 金相組織
1#和2#試樣的金相組織分別如圖1(a)和1(b)所示。由圖1(a)和1(b)可知,粗大第二相沿擠壓方向破碎,彌散分布在基體上;邊部的第二相較大,說明型材拐角處在擠壓時受到的剪切力較大,破碎程度較高。3#和4#試樣的金相組織分別如圖1(c)和1(d)所示。由圖1(c)和1(d)可知,結(jié)晶相沿擠壓方向破碎,彌散分布在基體上;拐角部位的第二相分布比邊部的更加細(xì)小彌散。對比圖1(a)和圖1(b)可知,擠壓工藝改進(jìn)后,粗大第二相的數(shù)量與尺寸明顯減少,分布更加均勻。

(a)1#試樣;(b)2#試樣;(c)3#試樣;(d)4#試樣
圖2為6061鋁合金型材邊部與拐角處在彎曲前后的金相組織。未拉彎1#試樣的橫、縱截面擠壓態(tài)組織已經(jīng)消失,均為再結(jié)晶晶粒,拐角處多為大小均勻等軸狀晶粒,而邊部的晶粒尺寸大且沿著擠壓方向拉長,見圖2(a)和2(b);拉彎后晶粒沿著彎曲方向發(fā)生變形,晶粒寬度變窄,見圖2(c)和2(d)。未拉彎4#試樣的橫截面、縱截面均為再結(jié)晶晶粒,拐角處多為大小均勻的等軸狀晶粒,邊部的晶粒尺寸較大且沿著擠壓方向拉長,見圖2(e)和2(f)。由此可見,合金成分和擠壓工藝改進(jìn)后,試樣的晶粒尺寸明顯減小,再結(jié)晶晶粒的數(shù)量較多,晶體內(nèi)晶界較多。說明提高擠壓速度可以提高在線淬火的冷卻速度,有效抑制再結(jié)晶晶粒長大。由于Cr元素會提高材料的再結(jié)晶溫度,但在擠壓過程中材料表面產(chǎn)生劇烈摩擦變形,抑制晶粒長大作用減弱,從而在拐角位置出現(xiàn)粗大晶粒,因此Cr元素含量過高是導(dǎo)致組織不均勻的原因之一。

(a)拉彎前1#試樣橫截面;(b)拉彎前1#試樣縱截面;(c)拉彎后1#試樣橫截面;(d)拉彎后1#試樣縱截面;(e)拉彎前4#試樣橫截面;(f)拉彎前4#試樣縱截面;(g)拉彎后4#試樣橫截面;(h)拉彎后4#試樣縱截面
2.2 力學(xué)性能
表4為6061鋁合金型材工藝改進(jìn)前后的力學(xué)性能。由表4可知,停放(自然時效)2 d后試樣的力學(xué)性能均滿足標(biāo)準(zhǔn)GB/T 6892—2006要求;與工藝改進(jìn)前相比,力學(xué)性能明顯提高,說明晶粒尺寸細(xì)化起到明顯強化作用。隨著自然時效時間的延長,力學(xué)性能呈現(xiàn)升高的趨勢。自然時效10 d時屈服強度有明顯提高,說明固溶度增加是型材力學(xué)性能提高的另一原因。時效初期基體中會形成GP區(qū),由于GP區(qū)與基體保持一種共格關(guān)系,在共格邊界附近會產(chǎn)生彈性應(yīng)變,導(dǎo)致位錯運動受阻,因而合金強度與硬度升高。
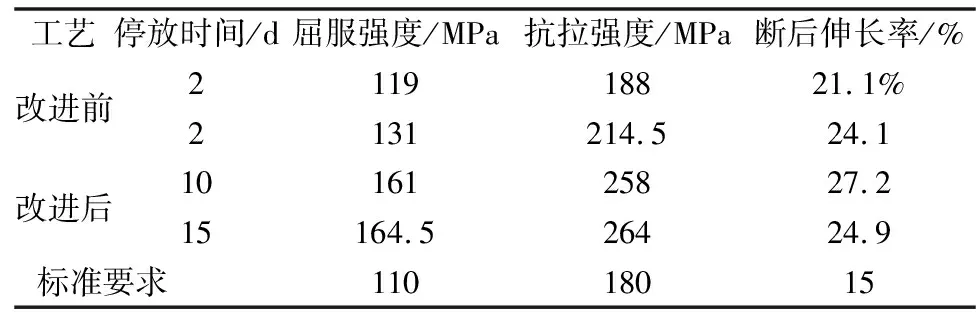
表4 工藝改進(jìn)前后型材的力學(xué)性能
2.3 拉彎性能
取長度為3100 mm的6061鋁合金型材,施加拉伸缸力9T,型材兩端拉彎40°后的伸長率小于4%。由表4可知,型材的塑性達(dá)到標(biāo)準(zhǔn)要求。圖3(a)和3(b)為工藝改進(jìn)前,型材拉彎后彎曲部位的示意圖。由圖3(a)和3(b)可知,型材拉彎過程中未發(fā)生斷裂,但型材拉彎后外表面有明顯的橘皮。在拉彎過程中,型材受到拉應(yīng)力和彎曲應(yīng)力的共同作用,施加的拉彎缸力越大,型材所受應(yīng)力越大,當(dāng)所受的應(yīng)力大于型材的屈服值后開始均勻塑變。本試驗的拉應(yīng)力值均低于自然時效后的抗拉強度,所以試樣均未發(fā)生斷裂。圖3(c)和3(d)為工藝改進(jìn)后型材拉彎后彎曲部位的示意圖。由圖3(c)和3(d)可知,型材拉彎過程中均發(fā)生斷裂,型材拉彎后外表面沒有橘皮現(xiàn)象;與工藝改進(jìn)前相比,拉彎表面有明顯改善,說明工藝改進(jìn)后型材的拉彎性能得到提高。

(a)工藝改進(jìn)前,外表面;(b)工藝改進(jìn)前,側(cè)面;(c)工藝改進(jìn)后,外表面;(d)工藝改進(jìn)后,側(cè)面
3 結(jié)論
1)提高鑄棒溫度后,粗大第二相的體積減小,合金元素在基體中的固溶度增大,可有效提高產(chǎn)品強度。
2)提高擠壓速度,抑制了再結(jié)晶晶粒長大,降低應(yīng)力集中,抗塑性變形能力增加,進(jìn)而提高產(chǎn)品的強度。
3)添加Cr元素可提高材料的再結(jié)晶溫度,但在擠壓過程中材料表面產(chǎn)生劇烈摩擦變形,抑制晶粒長大作用減弱,從而出現(xiàn)大晶粒,塑性變形后產(chǎn)生表面橘皮。Cr元素含量過高是導(dǎo)致產(chǎn)品組織不均勻的主要原因之一。
4)6061鋁合金型材的技術(shù)控制如下:Mn+Cr含量<0.15%,鑄錠加熱溫度為505±5 ℃,擠壓速度為7±0.3 m/min,拉伸矯直量≤1.0%,擠壓后停放時間在15 d內(nèi)。
猜你喜歡
材料與冶金學(xué)報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03