滲碳齒輪漸變攪拌淬火冷卻工藝研究
2023-12-19 03:55:50麻夢梅
熱處理技術與裝備 2023年6期
關鍵詞:工藝
麻夢梅
(陜西法士特汽車傳動集團有限責任公司,陜西 寶雞 722409)
淬火冷卻是熱處理生產中的關鍵工序之一。零件的淬火質量關系到其最終的性能表現及使用壽命[1]。近年來,學者們對淬火攪拌進行了大量研究,主要研究方向集中在淬火冷卻機理的研究[2],以及冷卻溫度場的計算機模擬技術[3]。淬火冷卻介質(例如快速光亮淬火油)的使用溫度、攪拌速度、粘度、使用環境等,淬火工件的材料、結構及尺寸等因素[4]都會影響零件最終的冷卻效果。其中攪拌速度對零件冷卻的影響非常大,合適的攪拌強度有利于介質流程形成均勻穩定的紊流[5],提高介質冷卻能力,從而獲得均勻的硬度和較深的淬硬層,并控制工件畸變[6]。
目前,大部分零件淬火攪拌方式主要為快攪拌和慢攪拌,常用攪拌工藝如表1所示。通常熱后零件指標合格,但內花鍵變化較大,單一的攪拌方式已無法滿足特殊零件淬火冷卻要求,部分齒輪熱后表現為內花鍵縮量較大,影響了工件熱后加工及合格率。
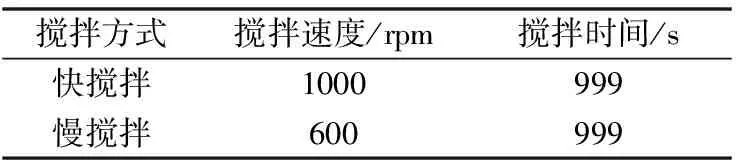
表1 常用淬火攪拌工藝
根據金屬熱力學原理,工件在馬氏體相變點附近淬火時要緩慢冷卻以減小淬火變形。基于此,本文對某滲碳齒輪的攪拌方式進行對比研究,分析不同攪拌工藝下齒輪熱處理質量及熱后變形情況,為同類零件熱處理質量提升提供工藝參考。
1 試驗方法
某滲碳齒輪零件結構如圖1所示,零件重量為2.344 kg,材質為20CrMnTiH3,化學成分如表2所示,熱前加工工序主要為粗精車、鏜孔、滾齒、插齒、剃齒。熱處理工藝如圖2所示,試驗中采用愛協林STKEs-56/56/75-6+2×15+8-950CN連續爐生產線,配備快速光亮淬火油。零件熱處理技術要求為:1/2齒高處有效硬化層深0.84~1.34 mm,齒根硬化層深≥0.59 mm,表面硬度62~65 HRC,心部硬度30~45 HRC,心部無塊狀鐵素體,滲碳層組織1~5級,晶間氧化≤0.02 mm;熱后內花鍵跨球距要求85.485~85.369 mm。

圖1 產品結構及剖面示意圖
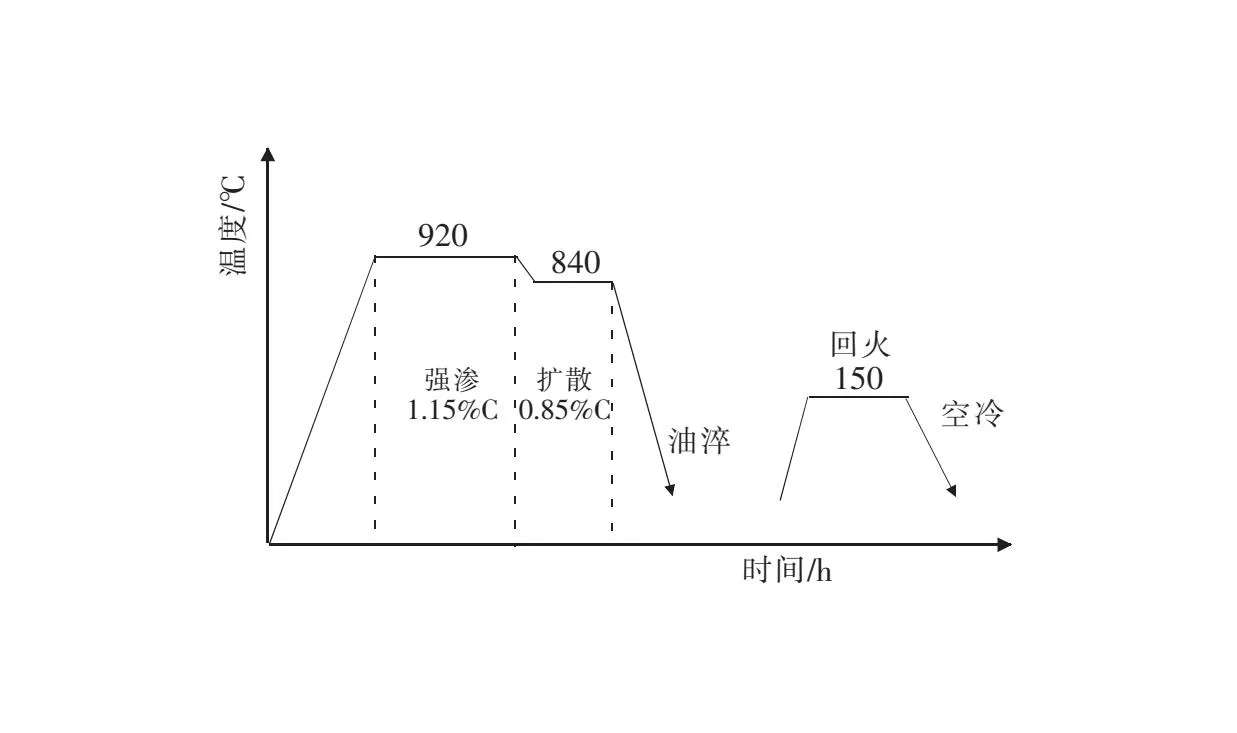
圖2 熱處理工藝

表2 零件化學成分檢測結果(質量分數,%)
為了探究攪拌工藝對熱后內花鍵變形的影響,將試驗零件分為8組,具體攪拌工藝如表3所示,主要分為快攪拌、慢攪拌、先慢后快攪拌以及先快后慢攪拌等。所有試驗零件均采用掛放方式進行備裝,每組裝量及備裝位置均保持一致。試驗結束后采用GX41F金相顯微鏡進行組織觀察,采用FM-700顯微硬度計和TH320洛氏硬度計進行硬度檢測,采用3220-100C千分尺(75~100×0.01mm)進行內花鍵跨棒距檢測。
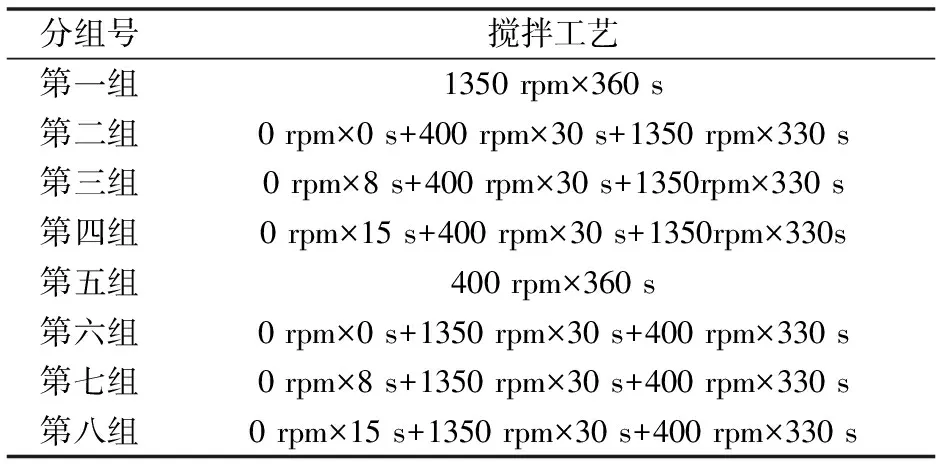
表3 不同攪拌工藝試驗方案
2 試驗結果
2.1 熱處理指標
熱處理后對試驗零件的組織、層深、硬度等進行檢測。試驗零件硬度檢測結果如表4所示,心部硬度為40.60~42.60 HRC,平均值為41.73 HRC;表面硬度為62.60~63.80 HRC,平均值為63.13 HRC,硬度變化不大。

表4 試驗零件硬度檢測結果(HRC)
不同攪拌工藝下試驗零件的金相組織基本一致,表面為細小的針狀馬氏體及少量殘余奧氏體,心部為板條馬氏體,金相組織均達到3級以上,如圖3所示。

(a)齒面;(b)心部
不同攪拌工藝下試驗零件的金相檢驗結果詳見圖4。齒面層深為1.10~1.22 mm,平均值為1.17 mm;齒根層深為1.00~1.09 mm,平均值為1.04 mm;齒面梯度為0.62~0.73 mm,平均值為0.68 mm,均滿足技術要求且變化不大。
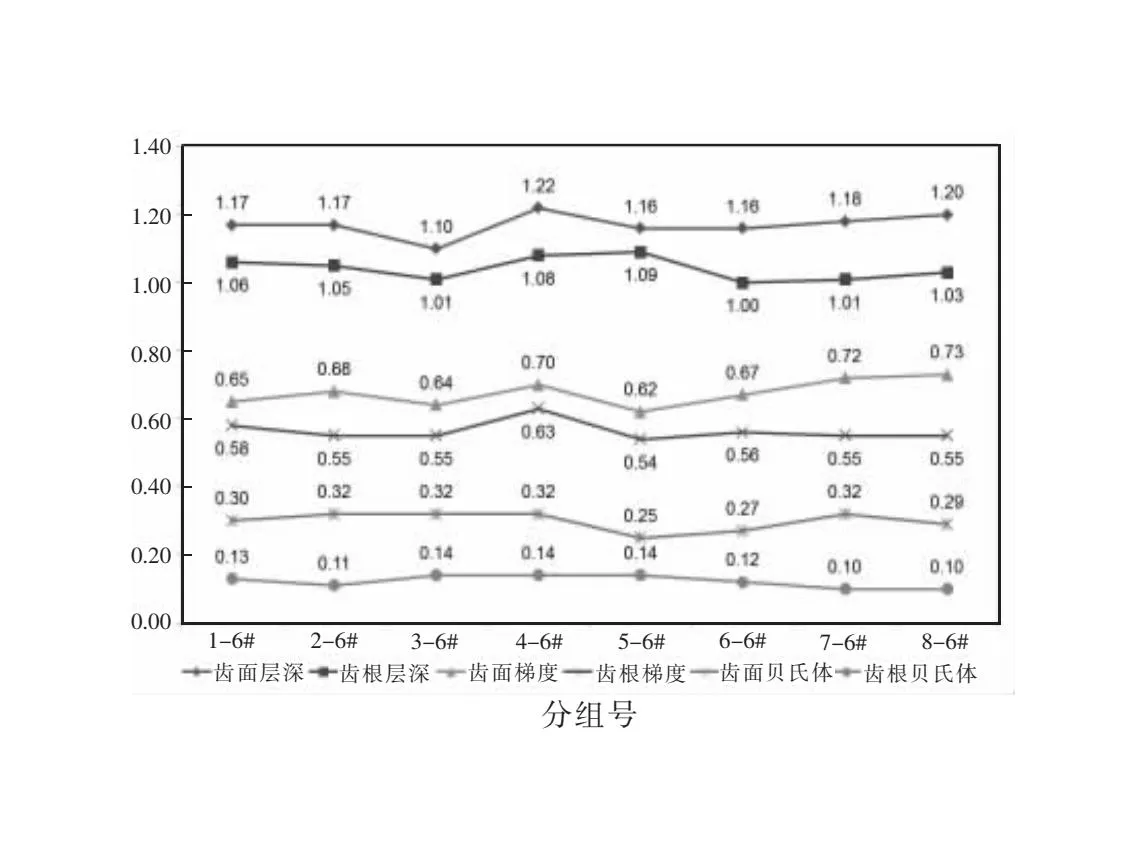
圖4 金相檢驗結果
2.2 熱后尺寸檢測
對比不同攪拌工藝下熱后內花鍵尺寸變化量,試驗結果如圖5~7所示。由圖5可知,第三組工藝下(0 rpm×8 s+400 rpm×30 s+1350 rpm×330 s)熱后內花鍵縮量最小,平均值為0.095 mm,最大值為0.11 mm,且組內變化量最小,僅0.02 mm;第六~八組工藝下(先快后慢攪拌),熱后內花鍵縮量的變化相對較大,平均值在0.147 mm以上,最大值為0.245 mm;熱后內花鍵橢圓度平均值在0.02以內,最大值為0.045,橢圓度變化不大。
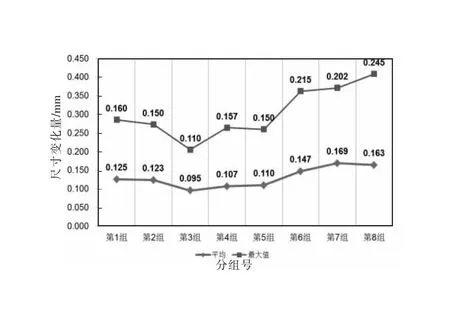
圖5 熱后內花鍵縮量
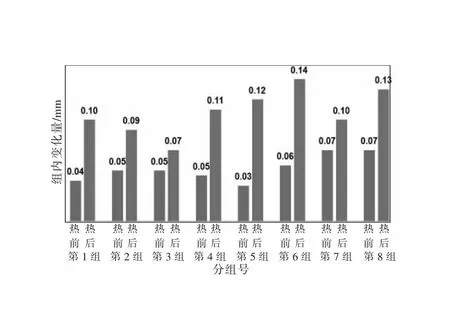
圖6 熱后內花鍵組內變化量
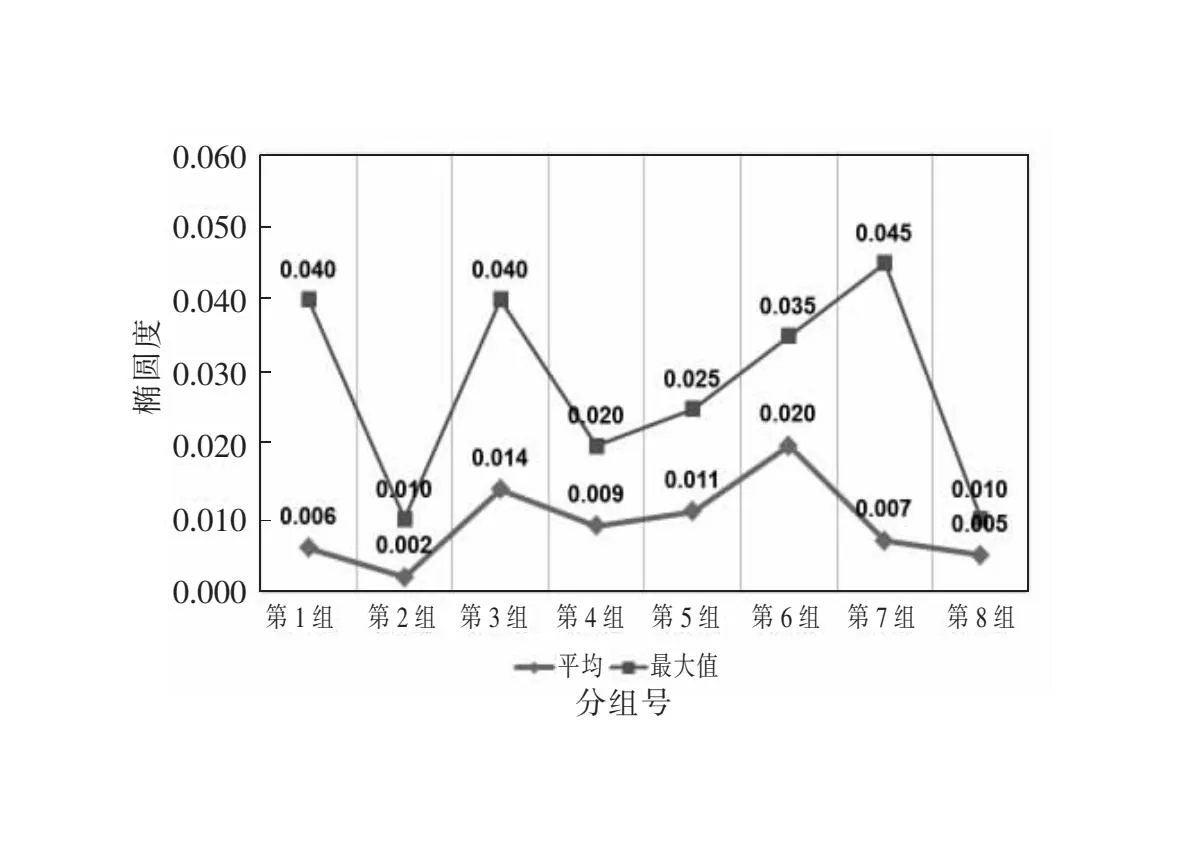
圖7 熱后內花鍵橢圓度變化
3 試驗結果分析
零件的淬火過程是熱應力和組織應力同時產生、相互抵抗的過程,本身具有過程復雜、控制困難的特點。一方面,由于溫度的降低,零件表層和心部的溫度差導致體積膨脹不均勻產生熱應力,冷卻速度和溫度差是影響熱應力大小的主要因素,其中冷速越大,熱應力越大。通常,零件淬火時的熱應力形變主要發生在高溫階段。淬火冷卻初期,由于零件溫度較高,對扭曲變形較為敏感,因此對變形敏感的齒輪零件來說,淬火開始階段適合較慢的冷卻速度[7]。另一方面,在冷卻過程中,表層和心部相變不同而產生組織應力,其大小與馬氏體相變溫度范圍的溫差和奧氏體與馬氏體之間的體積差有關,奧氏體向馬氏體轉變的過程使其產生組織應力。結合零件本身壁厚不均勻的特性,在淬火過程中不同壁厚位置冷卻速率不一致導致零件各處產生相變時間點不同,局部位置收縮量不一致進而產生變形,影響熱后尺寸。
試驗過程中,淬火冷卻初期,淬火油先不攪拌,“靜止狀態”下淬火油仍具有一定的冷卻能力,根據工件淬火時的對流傳熱公式[8],
qc=hcA=(Ts-Tf,∞)
式中:hc為流體與固體之間的平均對流熱傳遞系數,W/m2·K;A為與流體表面的接觸面積,m2;Ts為表面溫度,K;Tf,∞為介質與受冷卻物體之間的溫差, K。當接觸面積保持一定,ΔT越小,傳熱速率qc越小,零件表面及心部溫度差越小,這在一定程度上降低了零件的高溫變形敏感性。
本試驗中第二組、第三組攪拌工藝,零件先在靜止狀態保持一定時間,再開啟慢攪拌,零件溫度冷卻至300 ℃左右時開啟快攪拌,此時介質流速提高,介質冷速和換熱系數均增大,通過攪拌帶動介質流動實現零件表面油溫的均勻一致性以及淬火組織轉變,熱后內花鍵組內穩定性較高,且內花鍵縮量相對其他組變量較小。
此外,靜止攪拌時間過長將導致油品冷卻能力不足,此時零件組織轉變相對不充分,零件表面出現部分非馬氏體組織,如圖8所示,這對零件性能產生不利影響。對于壁厚較大的部位,由于心部與表面溫度差下降,熱應力引起的零件變形相對較低[9],而對于壁厚較小的部位,已大部分完成冷卻過程。進一步加快攪拌速度后,為組織轉變提供部分驅動力,從而完成相變過程。但因前期冷卻能力不足,零件各部位無法實現連續均勻轉變[10],熱后內花鍵縮量及組內變化量均相對較大。
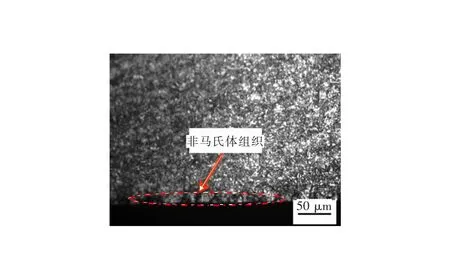
圖8 零件表面非馬氏體組織
相比第七、八組攪拌工藝,零件在靜止狀態下直接快攪拌,淬火介質中可能產生較多的氣泡,氣泡為熱的不良導體,與工件表面接觸導致局部散熱速度降低而產生軟點[11],從而影響淬火油冷卻性能,使得淬火時零件部分位置冷卻力不足,部分零件表面出現非馬氏體組織,冷卻過程中各部位組織應力與熱應力的不平衡導致熱后零件變形相對較大。結合試驗數據,先慢后快的漸進式攪拌對提高同類齒輪類零件熱后尺寸穩定性有一定的作用。
4 結論
1)不同攪拌工藝下,零件熱后組織及有效硬化層深基本一致;但淬火冷卻初期,冷卻不足可能導致熱后零件出現非馬氏體組織。
2)淬火冷卻初期,靜止攪拌時間過長對冷卻過程不利。
3)對部分結構不對稱的滲碳齒輪零件,先慢后快的淬火攪拌工藝可以改善熱后尺寸穩定性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52