0Cr18Ni9不銹鋼激光增材修復技術研究
2023-12-19 03:55:52應俊龍賈夢夢李智勇
熱處理技術與裝備 2023年6期
應俊龍,賈夢夢,李智勇
(1.昌河飛機工業(集團)有限責任公司,江西 景德鎮 330034;2.陸軍裝備部某航空軍事代表室,江西 景德鎮 330034)
0Cr18Ni9不銹鋼作為奧氏體不銹鋼中的常用鋼種,產量占不銹鋼總產量的30%以上,具有優良的力學性能、耐腐蝕、耐熱性、無磁及焊接性能,是發動機進、排氣管等零件的常用材料,在航空航天等領域廣泛應用[1-2]。由于0Cr18Ni9不銹鋼的耐磨性不佳,容易導致零件受損、失效,采用傳統的電鍍修復、噴涂修復和焊接修復等方式,修復后的性能往往無法滿足要求。激光增材修復技術[3-5]可實現受損制件的快速修復,且修復層與基體間可形成良好的冶金結合,得到均勻致密的組織及較優的綜合性能。
1 試驗方法
1.1 增材修復用材料
試驗材料為0Cr18Ni9退火態不銹鋼板材,在進行激光修復前依次用100#、400#、1000#的砂紙打磨試塊表面,并用酒精擦拭,干燥后備用。考慮到不同材料的潤濕性、熱膨脹系數存在差異,選用316L奧氏體不銹鋼粉末作為修復用粉末,粒度范圍控制在60~88 μm。0Cr18Ni9退火態試塊與316L粉末材料化學成分如表1所示。
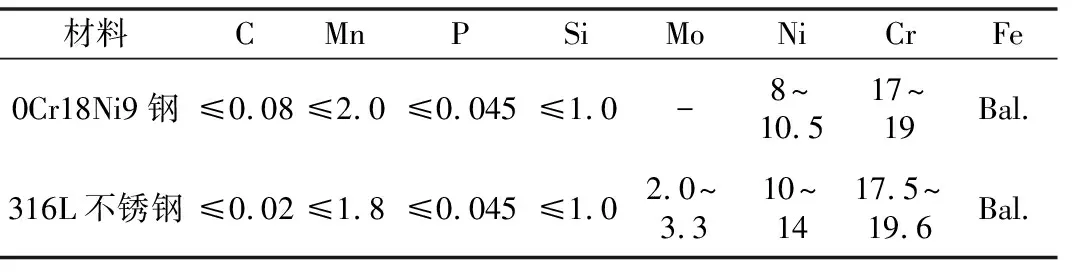
表1 0Cr18Ni9和316L不銹鋼的化學成分(質量分數,%)
1.2 試樣的修復及力學性能檢測
0Cr18Ni9修復試樣加工如圖1所示,取樣的長度方向為材料的縱向(即L向),其中D=3 mm、W=1.2 mm、R=0.3 mm,在試塊長度方向開展激光修復工藝(即“一”字型)。拉伸測試在CMT 5205 200 kN萬能試驗機上完成,位移0.5 mm/min,拉伸試樣尺寸如圖2所示。
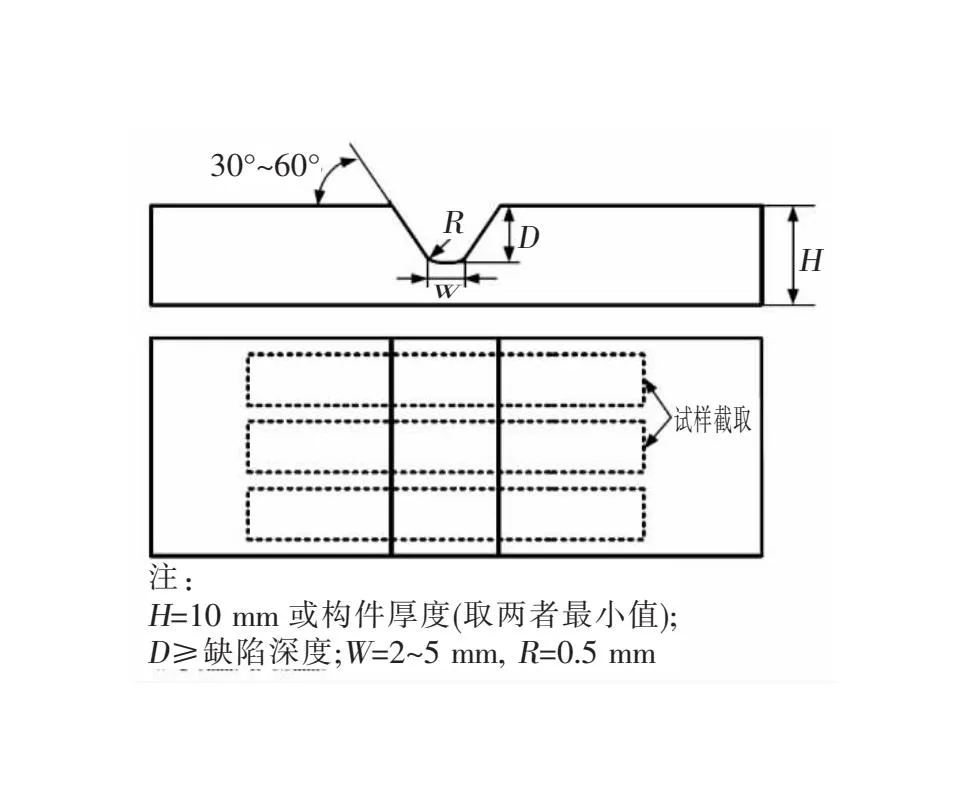
圖1 試樣加工圖

圖2 拉伸試樣尺寸圖
1.3 試樣的增材修復工藝參數
結合文獻資料及工藝摸索試驗結果,搭接率選取45%為宜,搭接率過大修復層表面容易高低起伏,搭接率過小則容易造成加工間隙期未熔合[6]。為保證修復層的光亮性,工藝過程中通入保護氣氛高純氬氣,流量為5~7.9 L/min;將氮氣作為送粉氣體,送粉壓力為0.55~0.7 MPa,以形成均勻的粉末流。
0Cr18Ni9不銹鋼試樣增材修復選擇激光功率為1500~2500 W,掃描速度為300~1000 mm/min,送粉速率范圍0.5~0.9 r/min、送粉速率為0.8 r/min,具體工藝參數如表2所示。
2 試驗結果及分析
2.1 金相組織分析
激光增材修復0Cr18Ni9不銹鋼的金相組織如圖3所示。可以看出,所有試樣激光熔池的熔合線清晰可見,熔池內組織沿熔合線垂直指向熔池中心,表現為明顯的樹枝狀枝晶及少量的等軸晶,為冶金結合。其中,1#、5#試樣的修復區內組織較為致密,不存在明顯裂紋、夾雜等缺陷,但可觀察到一些細小氣孔,且在修復層與母材界面存在少量未熔合缺陷;3#、6#試樣的修復區內組織相對致密,但在熔池熔合線及修復層與母材結合面上存在多處明顯未熔合缺陷,同時可觀察到大量細小氣孔;2#、4#試樣的修復區內組織極為致密,不存在可見的裂紋、夾雜等缺陷,僅存在少量的細小氣孔,修復層與母材界面不存在裂紋、未熔合等缺陷。
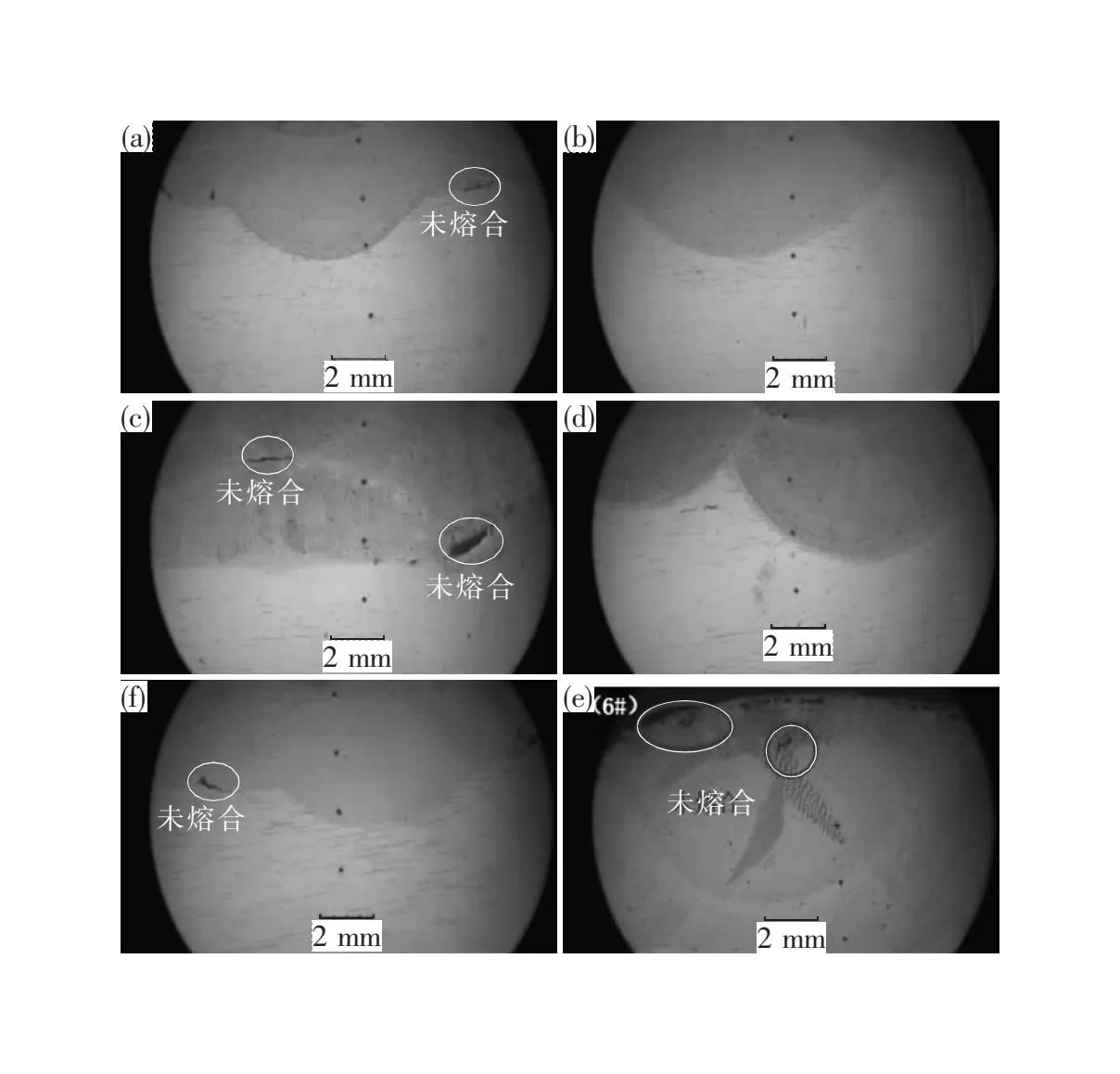
(a)1#試樣;(b)2#試樣;(c)3#試樣;(d)4#試樣;(e)5#試樣;(f)6#試樣
由快速凝固理論可知,激光熔覆層的顯微組織主要取決于溫度梯度G和凝固速率R的比值。當溫度梯度較大、凝固速率較小時,顯微組織主要為平面狀生長;當溫度梯度下降、凝固速率上升時,顯微組織主要為胞狀生長;當溫度梯度大幅下降、凝固速率持續上升時(即溫度梯度與凝固速率的比值較小時),顯微組織主要為樹枝狀生長。激光增材修復過程是一種快冷、快熱的加工方式,其本質是金屬的快速熔化及凝固,這與金屬的凝固理論是相符的。
2.2 力學性能分析
不同工藝參數下試樣的抗拉強度測試值如圖4所示,1#~6#試樣抗拉強度分別為621、829、492、812、635和550 MPa,由大到小的排序為:2#>4#>5#>1#>6#>3#。不同工藝參數下試樣的延伸率測試值如圖5所示,1#~6#試樣延伸率分別為50.3%、60.9%、37.5%、54.7%、43.9%和40.8%,由大到小的排序為:2#>4#>1#>5#>6#>3#。由此可知,修復后試樣的抗拉強度、延伸率幾乎都高于0Cr18Ni9母材的性能(抗拉強度560 MPa、延伸率45.3%),特別是2#試樣的抗拉強度達到了829 MPa、延伸率為60.9%,這說明在合適的修復工藝參數下,采用316L不銹鋼粉末對0Cr18Ni9母材進行修復,可實現對母材的強化。另外,1#、5#試樣存在細小氣孔,導致其力學性能有一定的下降,但仍高于母材的性能;3#、6#試樣由于存在較多明顯未熔合、氣孔等缺陷,導致其性能出現了大幅度的下降。綜上,線能量輸入密度約180 J/mm時,可獲得力學性能較好的加工試樣,但對比2#、4#、5#試樣,隨著激光功率、掃描速率的升高,修復層出現了輕微的缺陷,導致力學性能的下降。因此較優的激光功率參數為1700~1900 W、掃描速率為700~900 mm/min。
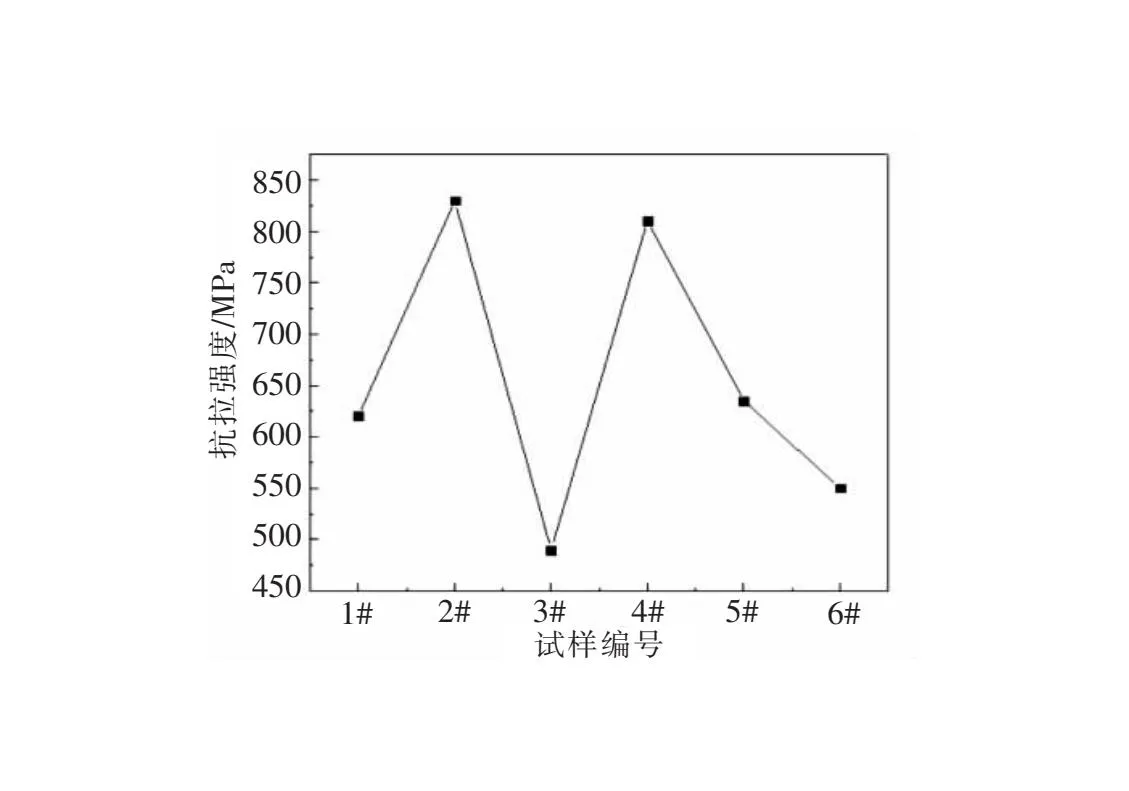
圖4 不同工藝參數下試樣的抗拉強度
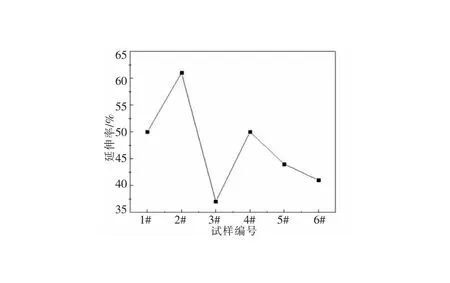
圖5 不同工藝參數下試樣的延伸率
2.3 顯微硬度分析
不同的工藝參數下,試樣不同深度的顯微硬度變化曲線如圖6所示。可以看出,隨線能量輸入密度的增大,顯微硬度值呈先增大后減小的趨勢。且在不同的線能量輸入密度下,距離修復層頂部各深度顯微硬度測量值的整體變化趨勢基本一致,特別是熔覆區中的硬度值僅在±15 HV的范圍內波動,這主要是修復區域的枝干區域和枝晶間區域所存在的應力、位錯密度等不一致造成的。熱線能量輸入密度從90 J/mm增大到204 J/mm,熔覆層的硬度值呈增大的趨勢。當線能量輸入密度為204 J/mm,激光功率為1700 W,掃描速率為500 mm/min時,熔覆層的平均硬度達到峰值230 HV,這主要歸因于合適的激光功率、掃描速率及配比。當線能量輸入密度過小時,粉末尚未完全熔化,整個修復過程便已結束;當線能量輸入密度過大時,容易導致過燒、晶粒粗大,影響修復層的綜合性能。在較優的工藝參數下,試樣的各區域顯微硬度值為:熔覆區最大、基體次之、熱影響區最小,這表明316L不銹鋼熔覆粉末對于0Cr18Ni9不銹鋼母材進行的增材修復在一定程度上提升了基材的綜合性能。
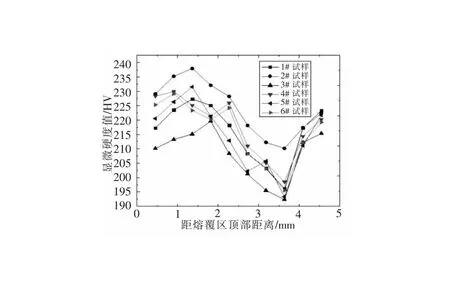
圖6 不同工藝參數下試樣的顯微硬度
3 結論
基于0Cr18Ni9不銹鋼開展激光增材修復工藝研究,發現利用激光增材修復技術,可實現0Cr18Ni9不銹鋼損傷件的修復及性能提升,并有效降低時間成本及經濟成本。
1)采用316L不銹鋼熔覆粉末可實現對0Cr18Ni9不銹鋼的損傷修復,并在一定程度上提高修復后制件的力學性能。
2)線能量輸入密度約為180 J/mm時,修復層的質量較好。
3)選取激光功率參數為1700~1900 W、掃描速率為700~900 mm/min時,可獲得具有較高強度及韌性的制件。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00