300M鋼真空熱處理工藝模擬研究
2023-12-19 03:53:22孟凡國朱曉巍斯琴畢力格
熱處理技術(shù)與裝備 2023年6期
孟凡國,朱曉巍,仇 晨,斯琴畢力格,張 川
(北京北方華創(chuàng)真空技術(shù)有限公司,北京 100015)
300M鋼是國外20世紀(jì)50年代初在4340鋼基礎(chǔ)上添加約1.5%Si而發(fā)展起來的超高強(qiáng)度結(jié)構(gòu)鋼。該鋼經(jīng)油淬及低溫回火后,抗拉強(qiáng)度可達(dá)1900 MPa以上,同時(shí)具有良好的塑性、韌性以及抗應(yīng)力腐蝕和疲勞性能[1-3],廣泛應(yīng)用于制造飛機(jī)起落架零件、結(jié)合螺栓和軸類等重要受力構(gòu)件。高強(qiáng)度鋼對氫脆很敏感,采用空氣爐或甲醇裂化氣氛爐進(jìn)行熱處理均存在零件表面嚴(yán)重氧化、脫碳和滲氫等問題。近年發(fā)展起來的真空熱處理技術(shù),具有無氧化、無脫碳、無氫脆、表面光亮及工件變形小等優(yōu)點(diǎn)[4-5],對于改善材質(zhì)和提高疲勞強(qiáng)度有顯著效果,國內(nèi)外均致力于研究將真空熱處理工藝應(yīng)用于重要航空受力構(gòu)件,借以充分發(fā)揮材料的潛力,提高產(chǎn)品質(zhì)量,延長服役期限。
計(jì)算流體動(dòng)力學(xué)(簡稱CFD)是通過計(jì)算機(jī)數(shù)值計(jì)算和圖像顯示,對包含有流體流動(dòng)和熱傳導(dǎo)等相關(guān)物理現(xiàn)象的系統(tǒng)所作的分析。CFD的基本思想可以歸納為:把原來在時(shí)間域及空間域上連續(xù)的物理量的場,如速度場和壓力場,用一系列有限個(gè)離散點(diǎn)上的變量值的集合代替,通過一定的原則和方式建立起關(guān)于這些離散點(diǎn)上場變量之間關(guān)系的代數(shù)方程組,然后求解代數(shù)方程組獲得變量場的近似值[6-9]。
本文采用真空熱處理高壓氣淬爐對300M鋼進(jìn)行淬火處理,模擬分析300M鋼在真空熱處理過程中的溫度場、流場、應(yīng)變場和應(yīng)力場的變化情況,為該合金的實(shí)際熱處理工藝提供理論指導(dǎo),同時(shí)為真空熱處理爐的結(jié)構(gòu)設(shè)計(jì)優(yōu)化提供依據(jù)。
1 仿真模擬前處理
1.1 仿真模擬數(shù)學(xué)模型
熱處理爐數(shù)學(xué)模型,實(shí)際上是對爐內(nèi)熱過程的數(shù)學(xué)描述,它描述爐內(nèi)發(fā)生的熱過程的基本規(guī)律和熱狀態(tài),確定爐內(nèi)熱過程參數(shù)間的定量關(guān)系。真空熱處理高壓氣淬爐在進(jìn)行熱處理時(shí),保溫過程中熱量主要是以熱輻射和熱傳導(dǎo)為主,快冷過程中熱量主要是以熱輻射和熱對流為主。本文中熱輻射采用精度較高的DO模型,熱對流采用RNGk-ε湍流模型,k-ε模型的控制方程如下:
連續(xù)方程:
(1)
動(dòng)量方程:
(2)
k方程:
(3)
ε方程:
(4)
能量方程:
μj(τij)eff/?xi+Sh
(5)
1.2 網(wǎng)格劃分
根據(jù)真空熱處理爐的模型,真空熱處理爐的有效加熱區(qū)尺寸為600 mm×600 mm×900 mm,仿真模擬直徑分別為70、60、40和30 mm的300M鋼圓棒加熱到760 ℃保溫1 h,停止加熱后快速通入 4 bar氮?dú)饫鋮s,分析300M鋼圓棒的溫度場、流場、應(yīng)變場和應(yīng)力場的變化情況。利用有限元軟件對建立的幾何模型進(jìn)行網(wǎng)格劃分,圖1是工件和真空熱處理爐的網(wǎng)格劃分示意圖。300M鋼的熱物理性能參數(shù)見表1所示。

圖1 網(wǎng)格劃分示意圖
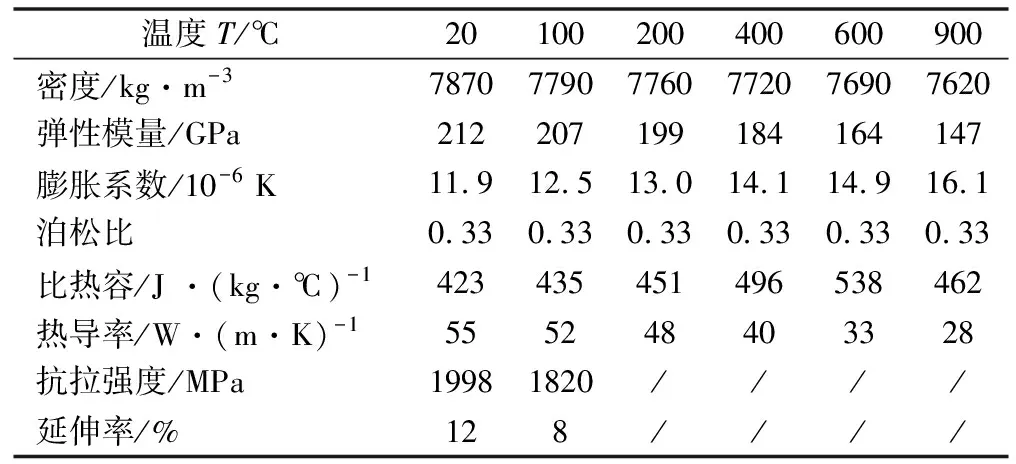
表1 300M鋼的熱物理性能參數(shù)[10]
1.3 邊界條件設(shè)置
將300M鋼圓棒表面作為固體壁面,為熱耦合界面。 進(jìn)行恒溫保溫模擬時(shí),加熱器以恒定的加熱溫度對爐腔進(jìn)行加熱,水套中冷卻水以恒定的溫度對爐壁進(jìn)行水冷。進(jìn)行氣淬冷卻過程模擬時(shí),為簡化模擬計(jì)算,模型省略風(fēng)機(jī)及換熱器部分。冷卻氣體入口類型采用質(zhì)量流量入口,初始充氣流速為1.6 kg/s,溫度25 ℃,后續(xù)待氣體充滿爐腔后,進(jìn)行多次溫度迭代改變?nèi)肟跉怏w溫度,出口類型采用壓力出口。
2 模擬結(jié)果分析
2.1 溫度場
圖2是300M鋼在熱處理爐保溫階段的溫度場模擬結(jié)果,不同直徑的圓棒各部位的溫度分布均不相同,圓棒的直徑越大,溫度梯度越大。但從整體來看,不同直徑的工件溫度變化趨勢相同,均表現(xiàn)為靠近料盤一側(cè)的溫度普遍大于遠(yuǎn)離料盤一側(cè)的。以直徑70 mm的300M鋼圓棒為例,徑向的最低溫度出現(xiàn)在遠(yuǎn)離料盤側(cè),最低溫度范圍在743.4~744.1 ℃;徑向的最高溫度出現(xiàn)在靠近料盤一側(cè),最高溫度范圍在744.8~745.5 ℃,徑向的最高溫度與最低溫度相差1.4 ℃,在允許的溫度偏差范圍內(nèi)。軸向的最低溫度出現(xiàn)在遠(yuǎn)離料盤側(cè)圓棒的左上角,最低溫度范圍在742.7~743.4 ℃;軸向的最高溫度出現(xiàn)在靠近料盤側(cè)圓棒的右下角,最高溫度范圍在746.2~746.9 ℃,軸向的最高溫度與最低溫度相差3.5 ℃,在允許的溫度偏差范圍內(nèi)。模擬結(jié)果表明,軸向的溫度差大于徑向的,但兩者均在允許的溫度偏差范圍內(nèi)。直徑60 mm圓棒的最高溫度與最低溫度范圍分別為746.9~747.4 ℃和745.0~745.5 ℃;直徑40 mm圓棒的最高溫度與最低溫度范圍分別為744.0~744.5 ℃和742.5~743.0 ℃;直徑30 mm圓棒的最高溫度與最低溫度范圍分別為746.5~746.9 ℃和745.0~745.5 ℃。由此可見,保溫階段直徑30 mm圓棒的溫度場是最均勻的。

(a)工件體;(b)工件軸向;(c)工件徑向
圖3是300M鋼在熱處理爐高壓氣淬冷卻過程中的溫度場模擬結(jié)果。當(dāng)爐內(nèi)溫度顯示為200 ℃時(shí),直徑70 mm圓棒氣淬后各部位的溫度不均勻程度較大,直徑30 mm圓棒氣淬后各部位的溫度則比較均勻。直徑70 mm圓棒徑向遠(yuǎn)離料盤側(cè)溫度最高,最高溫度范圍在273.1~285.4 ℃,最低溫度范圍在227.1~239.0 ℃,最大溫差范圍在46.0℃~46.4 ℃,徑向溫差范圍偏大,超過了允許的溫度誤差范圍。軸向的溫度場與徑向類似,最高溫度出現(xiàn)在遠(yuǎn)離料盤側(cè),溫度范圍在273.9~285.7 ℃;最低溫度出現(xiàn)在靠近料盤側(cè),溫度范圍在226.8~238.6 ℃,最大溫差范圍在46.0~46.4 ℃。直徑60 mm圓棒的最高溫度和最低溫度范圍分別為215.0~226.8 ℃和191.5~203.2 ℃;直徑40 mm圓棒的最高溫度和最低溫度范圍分別為191.5~203.2 ℃和167.9~179.7 ℃;直徑30 mm圓棒的各部位溫度場比較均勻,溫度范圍在167.9~179.7 ℃。由此可知,直徑越小,300M鋼圓棒氣淬冷卻后各部位的溫度越低,溫差也越小。

(a)工件體;(b)工件軸向;(c)工件徑向
2.2 流場
圖4是300M鋼在高壓氣淬冷卻過程中的流場模擬結(jié)果。由圖4可知,XY平面換熱器和通風(fēng)筒處的流速最大,風(fēng)速為11.5~12.8 m/s,在有效加熱區(qū)的風(fēng)速為2.55~6.38 m/s。300M鋼圓棒附近的風(fēng)速為2.55~3.83 m/s。在有效加熱區(qū)的部分區(qū)域風(fēng)速不均勻,需要對相關(guān)的通風(fēng)筒進(jìn)行設(shè)計(jì)優(yōu)化,保證有效加熱區(qū)不同部位的風(fēng)速總體均勻。
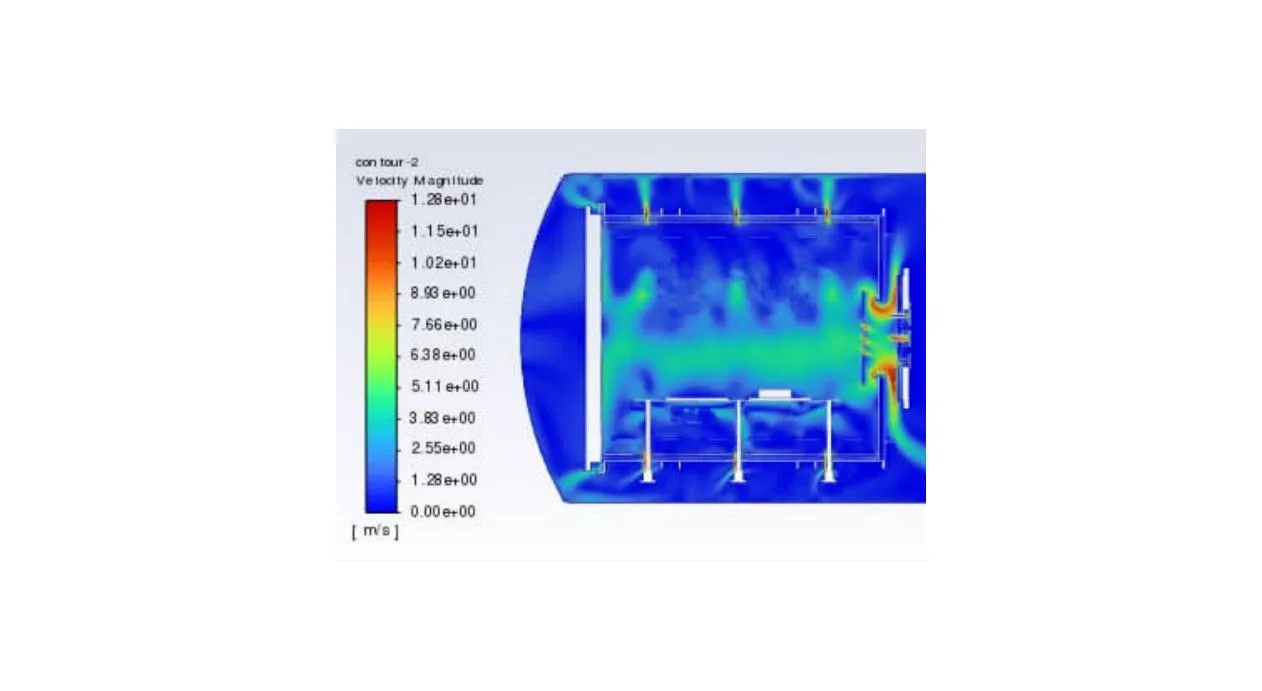
圖4 300M鋼高壓氣淬冷卻過程中的XY平面流場模擬結(jié)果
2.3 應(yīng)變場
圖5是300M鋼在真空熱處理爐保溫時(shí)的應(yīng)變場模擬結(jié)果。由圖5可知,300M鋼圓棒不同部位的應(yīng)變均不同,保溫時(shí)不同直徑圓棒的最大應(yīng)變范圍為4.0×10-6~6.0×10-6,最大應(yīng)變部位主要發(fā)生在圓棒的軸向。可見300M鋼圓棒在保溫階段的應(yīng)變非常小。
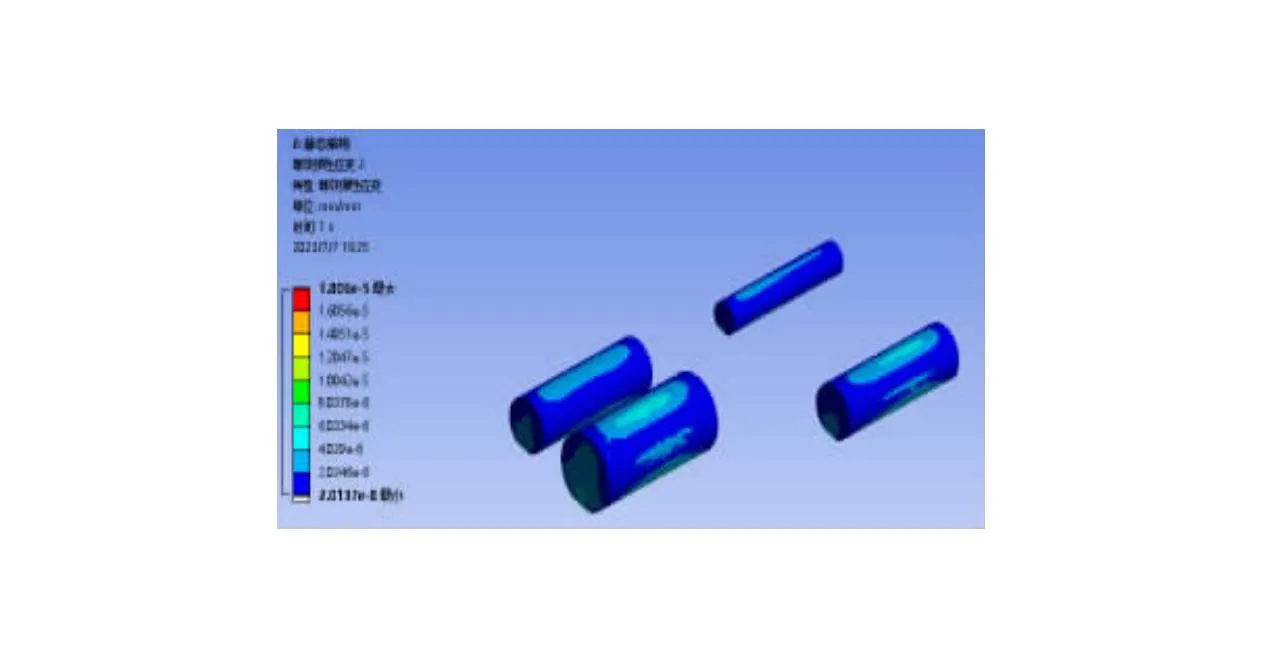
圖5 300M鋼在真空熱處理爐保溫時(shí)的應(yīng)變場模擬結(jié)果
圖6是300M鋼在熱處理爐高壓氣淬冷卻后的應(yīng)變場模擬結(jié)果。由圖6可知,300M鋼圓棒不同部位的應(yīng)變均不同,冷卻后不同直徑圓棒的最大變形均出現(xiàn)在兩個(gè)端面附近;最小應(yīng)變出現(xiàn)在圓棒軸向中間心部,徑向的中心偏下部位。直徑70 mm圓棒的最大應(yīng)變和最小應(yīng)變范圍分別為0.238~0.267 mm和0.0022~0.032 mm;直徑60 mm圓棒的最大應(yīng)變和最小應(yīng)變范圍分別為0.179~0.209 mm和0.0022~0.032 mm;直徑40 mm圓棒的最大應(yīng)變和最小應(yīng)變范圍分別為0.150~0.179 mm和0.0022~0.032 mm;直徑30mm圓棒的最大應(yīng)變和最小應(yīng)變范圍分別為0.120~0.150 mm和0.0022~0.032 mm。可見300M鋼圓棒在冷卻階段的應(yīng)變隨直徑的增大而增加,與氣淬冷卻階段溫度場的變化趨勢相同。
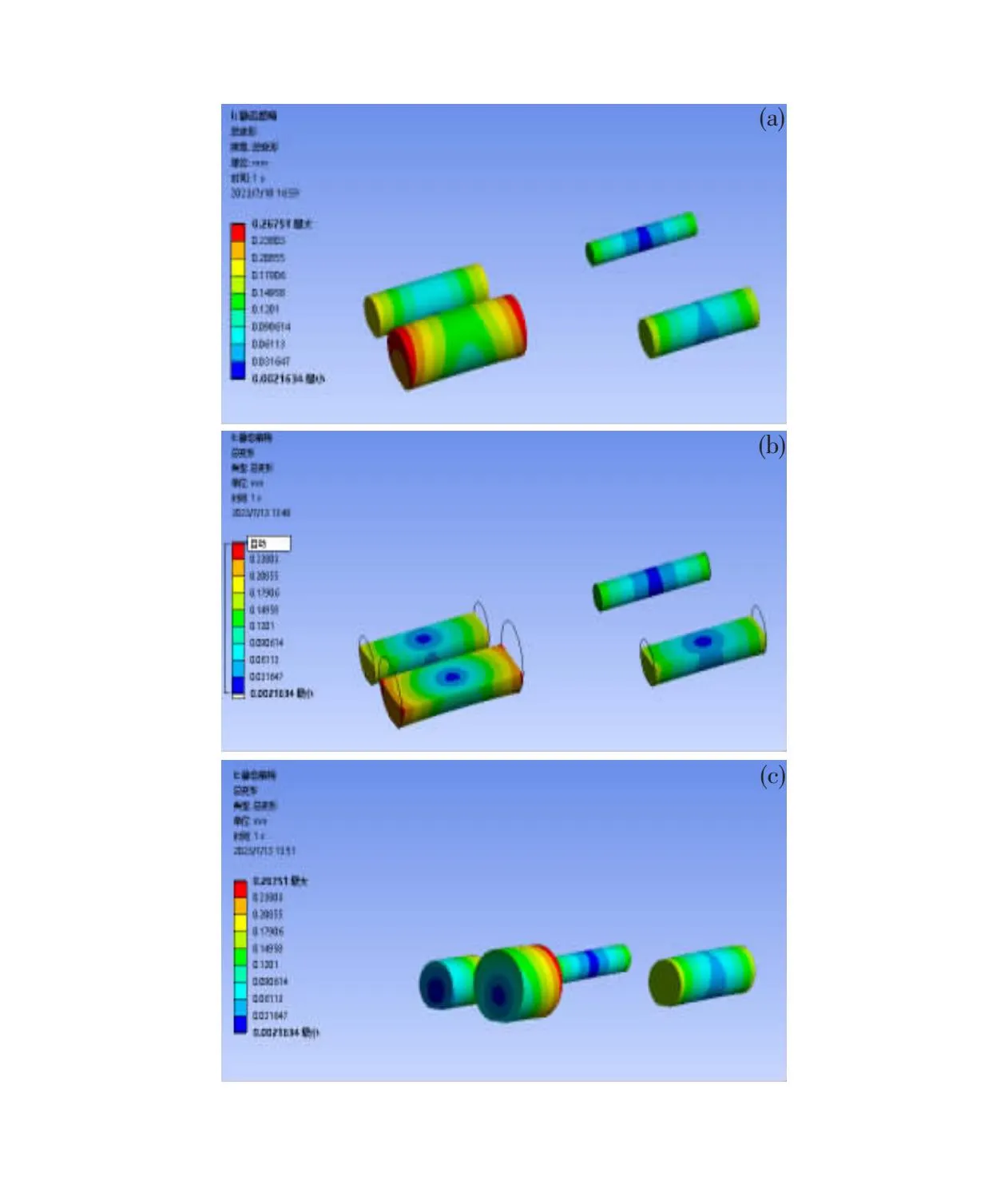
(a)工件體;(b)工件軸向;(c)工件徑向
2.4 應(yīng)力場
圖7是300M鋼在真空熱處理爐高壓氣淬冷卻后的應(yīng)力場模擬結(jié)果。由圖7可知,冷卻后直徑30 mm圓棒不同部位的應(yīng)力均相同,直徑40、60 和70 mm圓棒不同部位的應(yīng)力均不同。直徑70 mm圓棒不同部位的應(yīng)力變化較大,最大應(yīng)力出現(xiàn)在與料盤接觸的圓棒底部,最大應(yīng)力為53.66~61.32 MPa;最小應(yīng)力集中在圓棒的內(nèi)部靠近兩端,最小應(yīng)力為0.079~7.73 MPa。整體來看,直徑70 mm圓棒的最大應(yīng)力主要分布在圓周表面。直徑60 mm圓棒的最大應(yīng)力和最小應(yīng)力范圍分別為7.73~15.39 MPa和0.079~7.73 MPa;直徑40 mm圓棒的最大應(yīng)力和最小應(yīng)力范圍分別為7.73~15.39 MPa 和0.079~7.73 MPa,直徑60 mm和40 mm圓棒的應(yīng)力場基本一致;直徑30 mm圓棒的各部位應(yīng)力比較均勻,應(yīng)力范圍在0.079~7.73 MPa,是試驗(yàn)圓棒中應(yīng)力最小的。
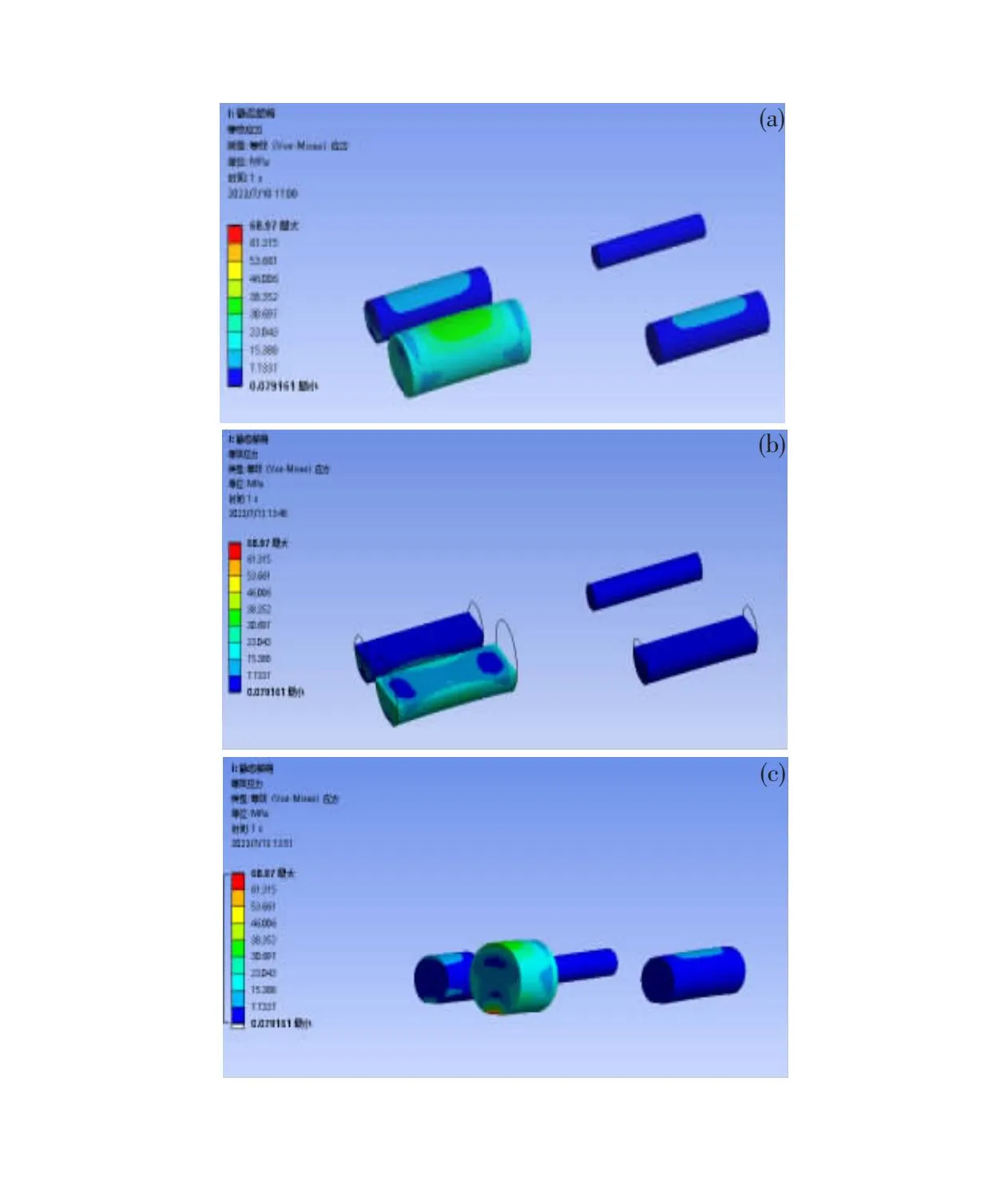
(a)工件體;(b)工件軸向;(c)工件徑向
3 結(jié)論
1)模擬結(jié)果表明不同直徑的圓棒在保溫和氣冷過程中各部位的溫度不同,氣淬冷卻時(shí)圓棒的直徑越大,各部位的溫度場越不均勻,不同部位的溫差增大,直徑70 mm圓棒氣淬后各部位的溫度場不均勻程度最大,直徑30 mm圓棒氣淬后各部位的溫度場則比較均勻。氣淬后直徑70 mm圓棒軸向與徑向的最高溫出現(xiàn)在與料盤接觸的圓棒上半部位,最低溫度出現(xiàn)在圓棒與料盤接觸部位。
2)流場的模擬結(jié)果顯示在通風(fēng)筒處的流速最大,工件附近的風(fēng)速在2.55~3.83 m/s之間。有效加熱區(qū)的部分位置風(fēng)速不均,建議對通風(fēng)筒的結(jié)構(gòu)進(jìn)行優(yōu)化。
3)300M鋼在保溫階段的應(yīng)變非常小,冷卻階段不同直徑圓棒的最大應(yīng)變均在端面附近,最小應(yīng)變出現(xiàn)在圓棒軸向的中間心部,徑向的中心偏下部位。冷卻階段不同直徑圓棒不同部位的應(yīng)力也不相同,直徑70 mm圓棒最大應(yīng)力出現(xiàn)在圓棒與料盤接觸的部位,最大應(yīng)力為53.66~61.32 MPa;最小應(yīng)力在圓棒內(nèi)部靠近兩端,最小應(yīng)力為0.079~7.73 MPa。而直徑30 mm圓棒各部位的應(yīng)力較均勻,應(yīng)力范圍在0.079~7.73 MPa,是試驗(yàn)圓棒中應(yīng)力最小的。