高爐熱風爐系統大拉桿修復實踐
2023-12-21 09:27:58顧錫偉
中國鋼鐵業 2023年7期
關鍵詞:焊縫
顧錫偉
1.引言
隨著當前煉鐵工藝及裝備的提升,高爐的高強度冶煉,也對高爐熱風管道提出了更高的要求。熱風管道內部介質為高溫高壓熱空氣,世界先進水平的風溫可達1300℃,風壓0.58MPa。如此高的風溫、風壓對整個熱風系統是嚴峻考驗,因其內部耐材受溫度膨脹力及鼓風壓力的雙重作用,加上外部管道及內部耐材的膨脹系數不同,會造成膨脹量的差異。在此過程中支撐管道耐材的外部鋼殼承受了極大的交變載荷,因此有必要采用外部大拉桿來進行加強。在日常設備維護中,需要相關工程技術人員對熱風爐大拉桿系統進行關注,對支座、筋板的變形及焊縫開裂高度重視,并及時修復。
2.概述
沙鋼煉鐵廠4號高爐熱風爐熱風支管大拉桿系統,投運僅3年多,就出現爐殼側底座變形開裂的問題:其中1號熱風爐爐殼側南側下部拉桿支座筋板焊縫開裂;2號熱風爐爐殼側南側下部拉桿支座筋板焊縫開裂;2號熱風爐南側下部熱風支管與總管處管道加強圈焊縫開裂;3號熱風爐爐殼側南側上部加強圈開裂,拉桿支座端部筋板焊縫開裂。具體結構(見圖1)。
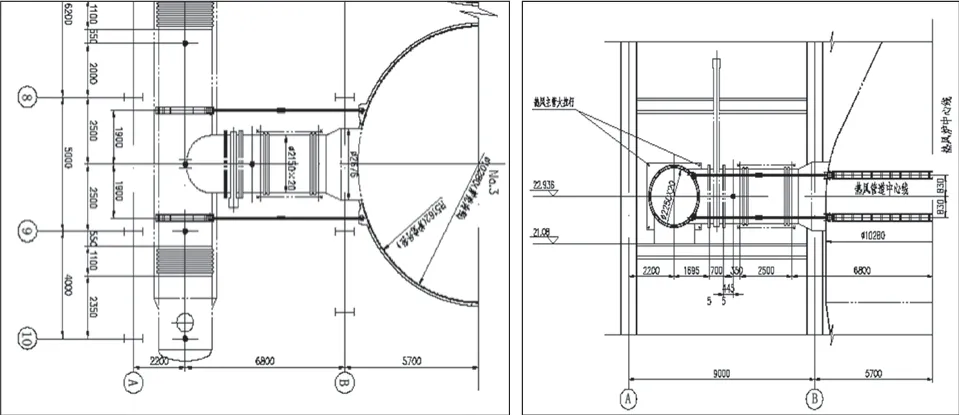
圖1 施工部位整體結構圖
3.組織部署及施工
根據以上問題,組織施工的主要部署和目的是把開焊處清根后再進行補焊,對拉桿支座端部筋板割除并把底座板延長,管道側拉桿支座及加強板加設筋板,熱風出口支管加設筋板,焊接完成所有焊縫進行探傷,焊縫達到100%合格。
在時間上,出于安全考量,施工需盡量利用熱風爐燒爐或悶爐期間完成。施工期間須保證本熱風爐嚴禁送風,爐內壓力為零。提前一天做好人員、材料、機具的準備,采取連續作業,兩班(每班8人分成兩組)人員輪班作業;施工人員經安全培訓和教育,嚴格按方案和規范施工。
4.施工工藝
4.1 準備工作
提前在大拉桿連接螺母處噴涂除銹劑或黃油,目的是便于后期拉桿正常調節。
提前預制所有新增鋼板,根據方案圖紙尺寸和現場實測尺寸進行備料、下料。依次加固其他3根拉桿支座,這樣基本可滿足送風時所受拉力要求。預制熱風支管大拉桿新增鋼板數量各2塊,下料尺寸見圖2。
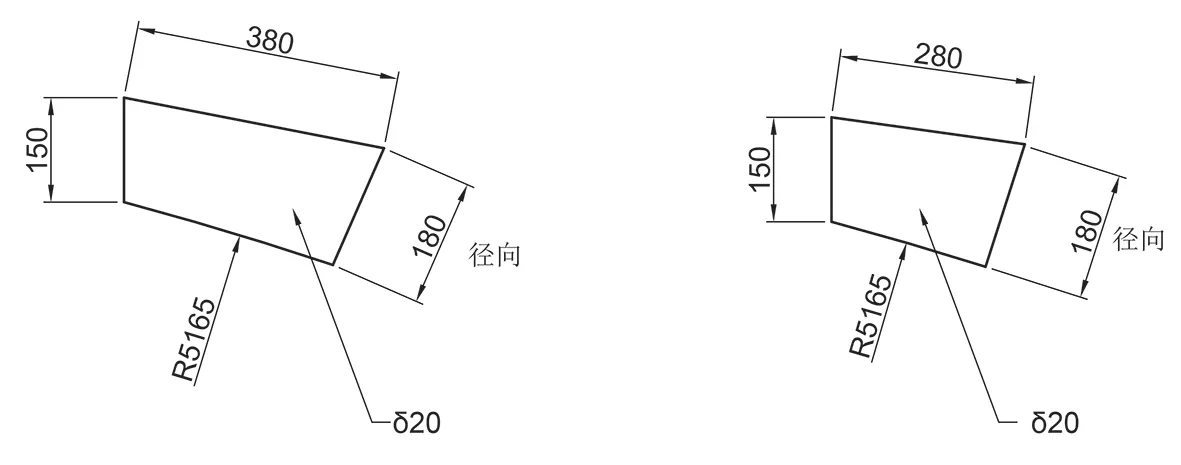
圖2 預制熱風支管大拉新增鋼板尺寸
處理先從相對較為嚴重的2號爐熱風支管拉桿開始,而2號爐支管4根大拉桿中南側下部的拉桿座受損較重,可先選擇另外3根變形量較小拉桿支座進行加固處理。在處理時應選擇在燒爐或悶爐狀態下進行,確保爐內無壓力。順序為南側下部對稱的北側下部再南上部及北側上部逐個進行,比如南側下部為4點鐘位置,即依次為8點鐘、2點鐘、10點鐘,最后再處理南側下部4點鐘位置。
4.2 加強板復位、清根、焊接
處理2號熱風爐南側下部最嚴重拉桿底座前,將此拉桿螺旋扣松開,觀察補強板拉開裂縫恢復情況,也可以利用拉桿向外的伸展頂力輔助加強板復位,必要時可焊接千斤頂架,用千斤頂對加強板裂開處進行調整,邊加熱,邊加力,使裂開處盡量達到密合,并與爐殼貼合緊密,加熱后的鋼板要自然冷卻。然后割除拉桿座端部封板,下一步再對加強板裂開處用碳弧氣刨進行清根。清根過程嚴禁損傷爐殼母材,清根處寬度盡量小,清根完成后焊接,焊接完成后對此部位進行100%超聲無損檢測確保合格。
熱風出口支管側拉桿座端部封板需割除,割除過程中嚴禁割傷加強板母材,拆除完成后用角向磨光機將接茬處進行清理,打朝上單側坡口,再采用與拉桿銷孔板同材質同厚度的鋼板延伸至熱風出口支管相連接,與熱風支管坡口焊接。在拉桿底座水平板上下兩側需加設筋板。所有連接的焊縫均需要坡口焊接,特別是與原支座對接的焊縫,必須全熔透焊接確保整體連接強度。12個拉桿底座的封板均按照上述方法施工。
對原熱風支管加強圈內外環焊縫有開裂的部位清根處理,為防止爐殼受損傷,建議在需要開口或清根的部分板材和焊縫采用碳弧氣刨進行操作。清根打磨后再進行焊接。焊接完后在支管與加強圈環板間整圈加設筋板,筋板按加固圖進行分布和安裝焊接。為確保焊接質量,待焊縫冷卻后應進行焊縫外觀及超聲波檢測,3個熱風支管均加設此筋板。
把拉桿底座遠離熱風支管側的封板上下端部磨平,在此處上下各加設一個水平筋板,筋板與爐殼、爐殼加強版采用單面剖口焊接,與拉桿底座采用角焊縫。12個拉桿底座的此封板均按照上述方法施工。此處封板處焊縫有裂開的先用碳弧氣創進行清根,并清理干凈,再進行焊接。
4.3 技術質量及保證措施
為保證技術質量,所有焊縫焊接前要將母材表面油漆、污物、油漬等清理徹底,保證焊縫質量、尺寸,并進行探傷,保證100%合格。
在每座爐拉桿座均按上述方案逐座處理完成后,再均勻調整拉桿受力強度,調整時應在該爐非送風狀態下進行。初始拉桿受拉力約50kN,在經過3~5班循環送風后檢查各拉桿受力狀態做適當調整。檢查時應在非送風狀態下進行,調整原則以單座爐支管每根拉桿受力一致,再以每座爐一致,調整結束后應鎖緊調整螺母。
保證焊縫每焊一層都要錘擊焊縫,及時釋放應力;采用國家工程質量驗收規范的內控標準施工;嚴格報驗程序:自檢→專檢→甲方驗收。
5.結束語
自本次修復完成,沙鋼煉鐵廠4號高爐正常運行已有一年時間,點檢過程中未發現焊縫開裂、變形等異常,實踐證明修復方案是成功可行的。對于中小型高爐特別是1000m3以下高爐配套的熱風系統大拉桿,尤其是三岔口出來的熱風支管大拉桿,傳統觀念認為風壓偏低,不會有問題,往往疏于檢查。但是大拉桿系統長期承受往復動力荷載,最終也會在應力集中處形成焊縫開裂。長此以往,在各種其他偶然因素的疊加效應下,也會造成支架抱箍脫落,進而對大拉桿整體結構破壞,甚至會造成熱風主管外移、波紋管拉裂、熱風管道內部耐材噴出事故,后果及損失不堪設想。為徹底消滅該處的安全隱患,在熱風爐本體焊接半抱箍支座,使其牢靠固定于熱風爐爐殼上,并且在熱風橫管制作全抱箍支撐,中間用大拉桿連接,加上日常點檢與維護,可以確保整個熱風管道系統安全,有力保障高爐生產順利進行。
參考文獻略
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07