高熱強度型煤制備機理與熱轉化行為研究
2023-12-28 04:44:48王意博馬金榮程延峰馬劍飛王祥曦顏軍軍羅光前
中國礦業 2023年12期
王意博,李 顯,馬金榮,程延峰,郭 麗,馬劍飛,王 峰,王祥曦,顏軍軍,李 建,李 月,魏 博,羅光前,姚 洪
(1.新疆煤炭清潔轉化與化工過程重點實驗室,新疆 烏魯木齊 830000;2.華中科技大學能源與動力工程學院煤燃燒國家重點實驗室,湖北 武漢 430074;3.新疆新業能源化工有限責任公司,新疆 五家渠 831300)
0 引言
新疆的煤炭儲量達2.19 萬億t,約占全國儲量的40%[1-2]。隨著煤炭機械化開采技術的普及、大功率采煤機的廣泛應用,出現了機械化開采導致工作面粉煤率高的問題[3]。塊煤產品在轉化過程中物理與化學性質具有突出特點[4],而粉煤由于運輸裝貨困難、粉狀物易揚塵損失、粒度分布不均等問題,導致價格低于塊煤。型煤壓制技術是高效利用粉煤的有效途徑之一,但型煤不僅需要較高冷態強度來保證型煤在運輸和儲存過程中不碎裂;更重要的是,需要一定的熱強度來保證型煤在實際應用過程中能夠抵御熱傷害,如在魯奇煤氣化爐中,型煤在抵達氣化區前要先經過100~1 100 ℃的干燥區和脫揮發分區,如果型煤熱強度不佳,則會在抵達氣化區前破碎,導致氣化爐的帶出物增加、氣化效率降低、燃料利用率降低等問題[5]。
多數研究者認為型煤黏結劑是保證型煤擁有高強度的重要途徑,添加有機黏結劑可以制備高冷態強度的型煤:KAMUNUR 等[6]以糊化小麥淀粉作為黏結劑,選取哈薩克斯坦的細棕色腐殖質煤作為原料,制備的型煤的冷態抗壓強度約為11.9 MPa;MANYUCHI等[7]以鋸屑和糖蜜為黏結劑,選取南非當地的煤粉作為原料,制備的型煤的冷態抗壓強度為2.5 MPa,不易破碎;NWABUE 等[8]選取尼日利亞科吉州奧卡巴煤礦的次煙煤作為原料,以當地的塑料和生物廢料作為黏結劑,制備高機械強度的型煤;王祥曦等[9]以彌勒褐煤為原料,以淀粉、膨潤土、PVA 的混合物作為黏結劑,制備的型煤冷態抗壓強度達3.8 MPa。無機黏結劑也可以提升型煤熱強度:王留成等[10]以熱塑性酚醛樹脂、鈉基膨潤土、玉米淀粉及羧甲基纖維素鈉為黏結劑,選取鄲城無煙煤為原料,制備的型煤冷態抗壓強度達0.4 MPa,熱強度達0.2 MPa;張金山等[11]以神木煙煤為研究對象,以鈉基膨潤土為黏結劑,制備的型煤的冷態抗壓強度達到4.87 MPa,熱強度達2.3 MPa。
綜上所述,前人針對粉煤成型嘗試了各類黏結劑,使用有機黏結劑制備的型煤具有優秀的冷態抗壓強度。然而,熱強度的提升則依賴如膨潤土等無機黏結劑,添加此類黏結劑會使型煤灰分顯著提升,進而導致型煤熱值降低。如要解決上述問題,則需要更優秀的黏結劑或使用其他手段。此外,由于黏結劑的種類多樣,不同研究學者對型煤的處理手段不同,所獲得的黏結機理也就不同,因此,針對黏結劑作用機理方面的研究仍有不足。
為了在不增加型煤灰分的前提下制備高冷、熱強度的型煤,以新疆準東煤為原料,采用典型工業有機固廢瀝青渣作為有機黏結劑,制備較高冷強度型煤,然后采用緩慢升溫預處理的方式提高其熱強度;通過物理和化學綜合分析手段,對熱強度提升機理進行了較深入研究,為進一步提升型煤品質、降低型煤成本提供理論依據。
1 實驗與方法
1.1 原料特性分析
本文選用典型新疆準東煤和新疆某地區的瀝青渣為原料,研磨篩分后選取粒徑小于3 mm 的樣品。工業分析參照《煤的工業分析方法》(GB/T 30732—2014),采用美國Las Navas 公司生產的TGA-2000 型工業分析儀完成。元素分析參照《煤的元素分析》(GB/T 31391—2015),采用德國Elementar 公司生產的Vario Micro cube 元素分析儀完成,結果見表1。通過工業分析和元素分析可知,準東煤屬于典型的低灰、低硫煤,具有作為優質動力煤或氣化用煤的潛力。瀝青渣灰分極少,將其作為黏結劑使用會降低型煤灰分。另外,瀝青渣屬于有機固廢,其資源化利用具有較好的經濟價值和社會意義。
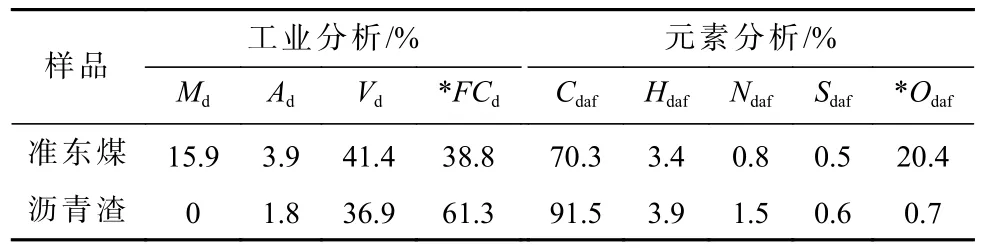
表1 原料的工業分析和元素分析Table 1 Proximate and ultimate analysis of raw material
1.2 型煤成型過程
型煤黏結劑添加量和成型壓力是其關鍵參數且易于調控,因此,首先對這兩個參數對于型煤冷態抗壓強度的影響進行初步研究,并確定最佳條件。相關對黏結劑添加量的研究[12-13]表明,型煤黏結劑的最佳添加量一般為5%~15%,黏結劑添加量較少時對強度的提升效果不佳,黏結劑添加量過多時黏結劑難以分散,會出現自我黏結,前期研究顯示添加5%的瀝青渣效果較好。相關對成型壓力的研究[14-15]表明,成型壓力越高,型煤內部的機械結合力越大,結構越致密,型煤強度越高,故選取成型壓力336 kN 制備高壓型煤,并選取成型壓力126 kN 制備低壓型煤作為對比。
圖1 為型煤的成型流程。將原煤樣與瀝青渣按一定比例混合,在天津泰斯特儀器有限公司生產的高速粉碎機CMT6103 內混合粉碎,然后篩選粒徑小于0.1 mm 的粉料作為型煤原料。考慮到新疆準東地區的煤樣往往含有較高水分[16-17],因此成型水分設定為15%。選取直徑20 mm 的模具,將制作好的3 g 粉料通過上海新諾儀器集團有限公司生產的電動粉末壓片機DY30 在一定壓力下壓制成型,保壓時間為60 s。利用合肥科晶材料技術有限公司生產的OTF-1200X 管式爐進行熱預處理,壓制好的型塊在氮氣的保護下以3 ℃/min 緩慢升溫到250 ℃,并保溫30 min后冷卻至室溫。
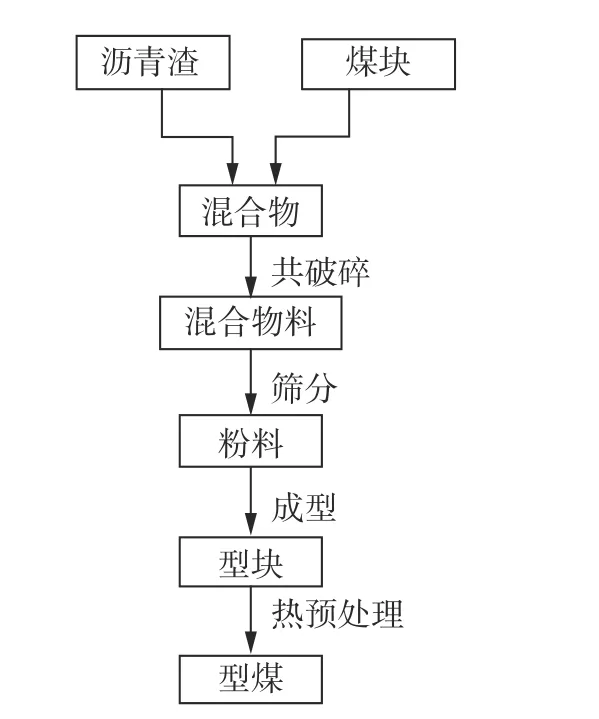
圖1 型煤成型流程示意圖Fig.1 Schematic diagram of briquette preparation process
1.3 樣品檢測
依據《工業型煤冷壓強度測定方法》(MT/T 748—2007),采用萬能試驗機測量型煤冷態抗壓強度,壓桿以速率12 mm/min 向下壓型煤,破碎時,壓力瞬間變小,記錄此時最大的壓力值,型煤冷態抗壓強度計算見式(1)。
式中:σc為冷態抗壓強度,MPa;F為最大壓力值,N;D為型煤的直徑,mm;H為型煤的高度,mm。
依據《工業型煤熱強度測定方法》(MT/T 1073—2008),將成型的型煤放在密閉的坩堝中,送入預先加熱至850 ℃的馬弗爐中并保溫30 min,隨后取出冷卻至室溫。采用萬能試驗機測量型煤熱強度,壓桿以速率12 mm/min 向下壓型煤,破碎時,壓力瞬間變小,記錄此時最大的壓力值,型煤熱強度計算見式(2)。
式中:σh為熱強度,MPa;F為最大壓力值,N;D為型煤的直徑,mm;H為型煤的高度,mm。
1.4 樣品的表征
使用ZRPY-1400 高溫真空熱膨脹系數測定儀對瀝青渣的軟化點進行測定,升溫速度:0~20 ℃/min,控溫精度±1 ℃;測定變形范圍:±2.5 mm;測量膨脹值分辨率:≤1 μm 或≤0.1 μm。將樣品在壓片機中壓制為圓形薄片,置于儀器中,用壓力桿頂住圓片,對壓力桿施加恒定的壓力,并逐漸升溫,記錄壓力桿的位移;在ThermoFisher 公司生產的Nicolet 6700 型傅立葉紅外吸收光譜儀中對型煤的有機官能團進行表征。測試前將樣品置于105 ℃下干燥12 h,煤樣以1∶100的比例與KBr 混合后在10 kg/cm 壓力下壓片。壓片在波數為4 000~400 cm-1的范圍內檢測,所用儀器為拜耳公司生產的Belsorp-max 型物理吸附儀,采用氮氣吸/脫附法對孔徑在1~100 nm 范圍內的樣品進行測定。將試樣置于200℃條件下對其抽真空,脫氣5 h 后再將樣品置于77 K 的液氮中開展靜態等溫吸附;采用德國耐馳NETZSCH 生產的STA-449PC 型同步熱分析儀對樣品熱預處理和熱解特性展開研究。實驗前將型煤打磨成球狀,直徑約2 mm。實驗參數:模擬熱預處理過程時,煤樣在氮氣氣氛下以3 ℃/min的升溫速率從室溫升溫至600 ℃;熱解時,煤樣在氮氣氣氛下以10 ℃/min 的升溫速率從室溫升溫至1 000 ℃;燃燒時,煤樣在空氣氣氛下以20 ℃/min 的升溫速率從室溫升溫至1 000 ℃;采用德國卡爾蔡司公司的Axio Scope.A1 煤巖分析儀對型煤表面夾雜物的數量、形貌、大小、分布、取向、空間排布狀態等進行分析。
2 結果與分析
2.1 熱預處理溫度對型煤冷態抗壓、熱強度的影響
圖2 為熱預處理溫度對低壓成型型煤強度的影響。低壓型煤在沒有熱預處理下的熱強度為0 MPa,但經過溫度為250 ℃的熱預處理后型煤的熱強度大幅度提升至21.1 MPa;處理溫度進一步提升到450 ℃對熱強度的提升沒有明顯效果,熱強度為21.1 MPa。沒有熱預處理的低壓型煤冷態抗壓強度較高,為18.0 MPa,經過溫度為250 ℃的熱預處理后型煤的冷態抗壓強度沒有明顯變化,為18.7 MPa;處理溫度進一步提升到450 ℃時冷態抗壓強度出現降低,為10.5 MPa。
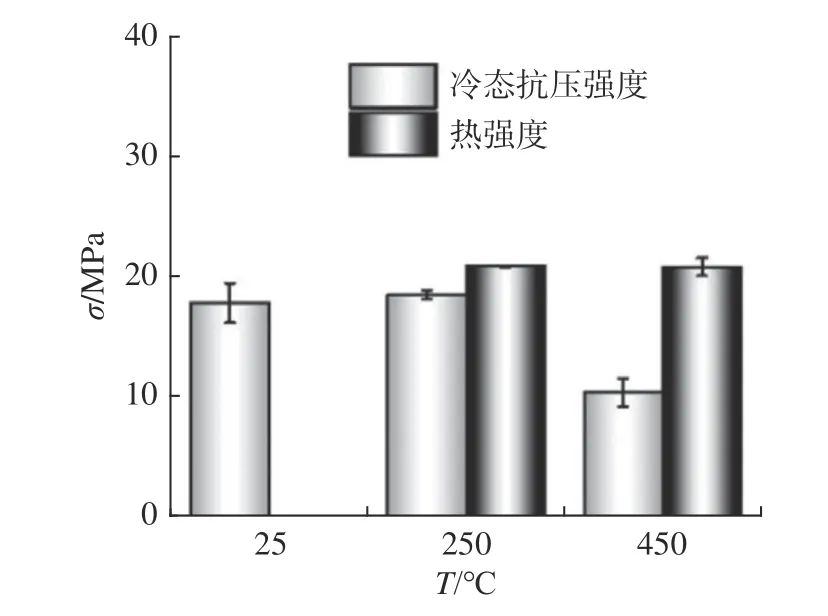
圖2 熱預處理溫度對低壓成型型煤強度的影響Fig.2 Effect of thermal pretreatment temperature on strength of low pressure briquette
圖3 為熱預處理溫度對高壓成型型煤強度的影響。高壓型煤與低壓型煤在沒有熱預處理和250 ℃熱預處理后的熱強度變化相似,沒有熱預處理時熱強度也為0 MPa,經過溫度為250 ℃的熱預處理后型煤的熱強度也大幅度提升,達到21.5 MPa,但是高壓型煤隨著熱預處理溫度提升,其熱強度繼續提升,經過溫度為450 ℃的熱預處理后型煤的熱強度達到35.3 MPa,相較于經過溫度為250 ℃的熱預處理的型煤其熱強度提升了64.2%,相較于低壓型煤同樣溫度的熱預處理,其熱強度提升了67.3%。
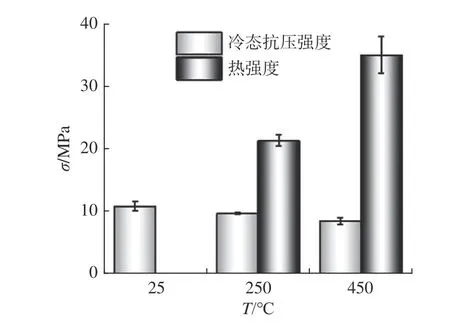
圖3 熱預處理溫度對高壓成型型煤強度的影響Fig.3 Effect of thermal pretreatment temperature on strength of high pressure briquette
在冷態抗壓強度方面,沒有熱預處理的高壓型煤冷態抗壓強度為10.9 MPa,經過溫度為250 ℃的熱預處理后型煤的冷態抗壓強度略有降低,為9.8 MPa;處理溫度進一步提升到450 ℃時冷態抗壓強度再次降低,為8.5 MPa。
可以發現,經過溫度為250 ℃熱預處理的兩種型煤的熱強度極為接近,處于該溫度熱預處理時,煤和瀝青渣并沒有達到熱解溫度[18-21],因此,此階段熱預處理對型煤熱強度的提升可能是以物理影響為主。經過溫度為450 ℃熱預處理的高壓型煤相較于經過溫度為250 ℃熱預處理的高壓型煤的熱強度提升了64.2%,該溫度已經達到煤和瀝青的初步熱解溫度,因此,此階段的熱預處理對高壓型煤熱強度的提升可能是受到化學作用的影響。此現象在高壓型煤高溫處理時出現,可能是高壓型煤在熱預處理時,煤與瀝青渣分子的物理化學作用更強,因此,針對熱預處理對高壓型煤的影響進行較詳細研究,驗證上述預測。
2.2 型煤熱強度提升機理
在顆粒技術中對造粒的解釋是將各類粉狀、塊狀、溶液或熔融狀原料制成具有一定形狀和強度的固體顆粒,是增大粒徑的過程[22]。這與型煤成型過程極為相似,成型過程是將黏結劑顆粒與煤顆粒、煤顆粒與煤顆粒、黏結劑顆粒與黏結劑顆粒相互接觸,共同造粒的過程。粉體工程理論認為,當多個小顆粒聚結形成大顆粒時,小顆粒間的相互作用主要有四種:一是固體顆粒之間的引力,包括范德華力(分子間引力)、靜電力和磁力;二是機械結合力,指顆粒間機械鑲嵌的物理力,一般發生在塊狀顆粒的攪拌和壓縮操作中;三是固體橋聯聯結力,包括由黏結劑熔融冷卻形成,或化學反應、燒結和結晶形成;四是液體橋聯聯結力,指可自由流動的液體產生的界面張力和毛細管力,以及不可自由流動的液體產生的黏結力[23-24]。粉煤成型一般在室溫下完成,不會有化學反應,所以,以前兩類作用力為主,而熱強度的提升一般需要一定的化學過程及化學作用力。
表2 為不同溫度熱預處理型煤的工業分析、元素分析和收率。其中,型煤為未經熱預處理的高壓型煤;型煤-250 為經過溫度為250 ℃熱預處理的高壓型煤;型煤--450 為經過溫度為450 ℃熱預處理的高壓型煤。

表2 不同溫度熱預處理型煤的工業分析、元素分析及收率Table 2 Proximate and ultimate analysis and yield of thermal pretreated briquette at different temperatures
由表2 可知,型煤-250 的收率與型煤的收率接近,幾乎沒有損失。型煤-450 的收率相較于型煤有顯著下降,降低了15.4%。此階段型煤釋放部分揮發分造成了收率降低。型煤-250 的元素分析與未經熱預處理型煤的元素分析接近,因為,250 ℃未達到煤和瀝青渣的熱解溫度,所以此過程主要發生了物理變化(型煤-250 的揮發分含量變低、固定碳含量變高的具體原因在后文分析部分進行解釋)。溫度為450 ℃熱預處理時,因已經達到煤和瀝青渣的熱解溫度,所以型煤內部發生大量熱裂解、交聯及縮聚反應,從而釋放部分揮發分。但是溫度為450 ℃熱預處理過程中升溫速率很慢,揮發分釋放也緩慢進行,所以對型煤物理結構沒有明顯破壞。
圖4 為不同溫度熱預處理型煤的紅外譜圖。按照標準模式分配,3 400 cm-1處的吸收帶屬于—OH、1 620 cm-1處的吸收帶屬于C=C/C=O、700~900 cm-1處的吸收帶屬于芳香族C—H(Car—H)[25]。3 000~2 800 cm-1處的吸收帶均屬于脂肪族C—H(Cal—H),其中,2 953~2 865 cm-1處屬于—CH3、2 922~2 850 cm-1處屬于—CH2、2 895 cm-1處屬于C—H[26]。與未熱預處理煤比較,溫度為250 ℃熱預處理時,型煤主要特征峰為中羥基(—OH,3 481 cm-1)、羧酸類羰基(C=O,1 699 cm-1)、單核芳香烴(C=C,1 594 cm-1)、醇類或酚類(C—O,1 256 cm-1)伸縮振動吸收峰、烴類甲基(C—H,1 385 cm-1)對稱彎曲振動吸收峰強度均沒出現明顯變化,型煤內部沒有官能團變動,這說明溫度為250℃熱預處理過程沒有發生化學反應,所以此過程主要發生了物理變化。溫度為450 ℃熱預處理時,3 000~2 800 cm-1處的脂肪族峰強度顯著削弱[27-28],700~900 cm-1處的芳香族沒有明顯變化,故其相對含量上升,芳香度也會上升。由于芳香族熱穩定性高于脂肪族,熱預處理型煤大分子結構的熱穩定性會得到提升,提升了固體橋聯聯結力,從而導致熱強度變高。
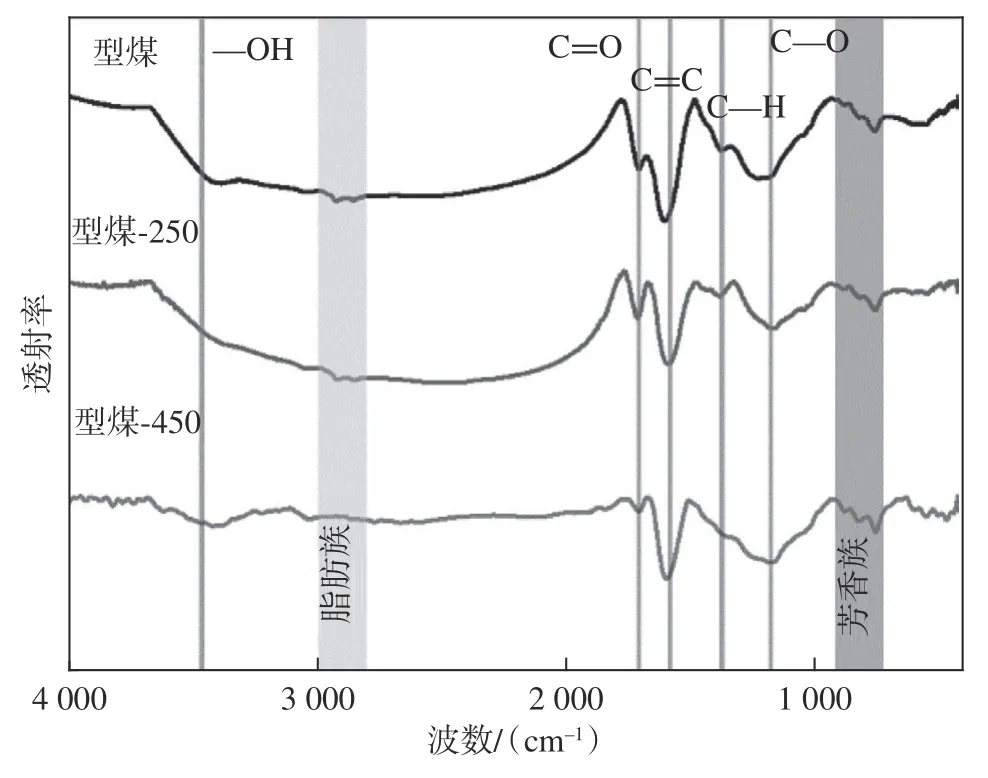
圖4 不同溫度熱預處理型煤的紅外光譜圖Fig.4 Infrared spectrogram of briquette at different thermal pretreatment temperatures
圖5 和圖6 展示了型煤的表觀形貌與瀝青渣軟化點。由圖5 可知,瀝青渣很好地分散在煤顆粒之間,瀝青渣粒徑在5~10 μm 范圍內,兩者通過機械結合力結合。由圖6 可知,瀝青渣的軟化點為117 ℃,250 ℃以上基本處在熔融狀態,所以在熱預處理過程中瀝青渣會軟化熔融,從而很好地填充到煤顆粒之間,并進入煤顆粒孔道內部。冷卻后的瀝青渣可作為固體橋聯聯結煤顆粒,而且這種物理作用會使瀝青渣分子與煤分子之間更緊密接觸,從而會促進溫度為450 ℃熱預處理時兩者的化學結合,進而會強化兩者之間的固體橋聯聯結力。
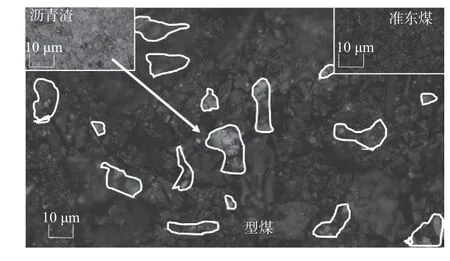
圖5 型煤表面的煤巖照片Fig.5 Coal petrographic photos of briquette surface
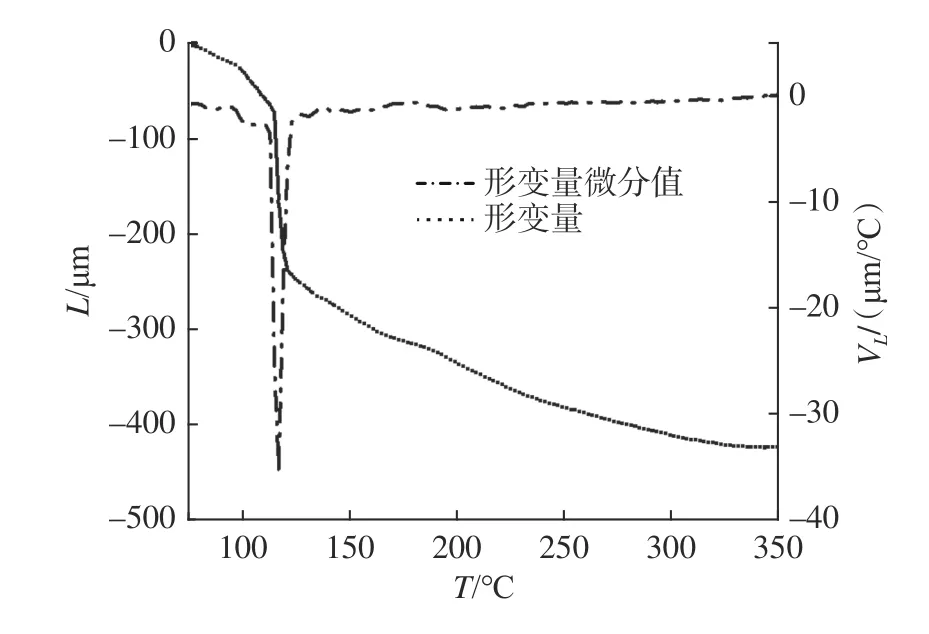
圖6 溫度對瀝青渣壓片變形量的影響Fig.6 Effect of temperature on the deformation of asphalt residue lamination
圖7 和圖8 為不同溫度熱預處理型煤的比表面積和孔容。由圖7 和圖8 可知,添加黏結劑的型煤相較于無黏結劑型煤的比表面積降低了21.5%,孔容降低了12.8%,這是由于混勻和成型過程黏結劑分散占據了部分孔道。型煤-250 相較于型煤的比表面積降低了16.3%,孔容降低了30.2%,是因為隨著瀝青渣的軟化,更好地與煤顆粒接觸,填充顆粒之間的縫隙[29],與對型煤表觀形貌的觀察結果對應。同時,由于瀝青渣在熱預處理過程中對型煤孔道的封堵作用,使得型煤-250 的揮發分下降。型煤-450 相較于型煤的比表面積降低了8.4%,孔容降低了13.1%。相較于型煤-250 的比表面積提升了9.4%,孔容提升了22.3%。這是由于型煤內部發生大量反應產生揮發分離開,對型煤的孔道結構產生了擴大作用[30]。
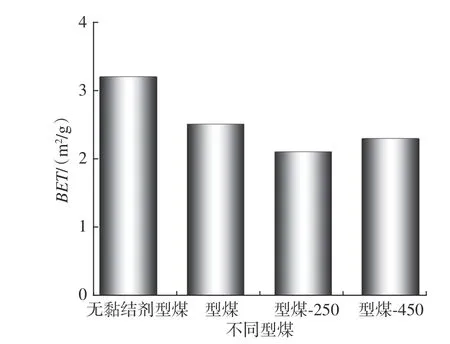
圖7 不同溫度熱預處理型煤的比表面積Fig.7 Specific surface area of briquette at different thermal pretreatment temperatures
為了進一步研究型煤熱預處理過程,采用熱重模擬了型煤的熱預處理過程。塊狀型煤熱預處理過程中的失重行為如圖9 所示(基準條件為干燥基),圖10 為不同溫度階段樣品的吸熱量。
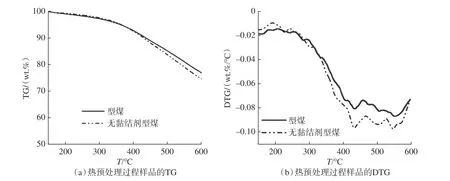
圖9 熱預處理過程的樣品失重特性Fig.9 Characteristic curves of sample weight loss during thermal pretreatment
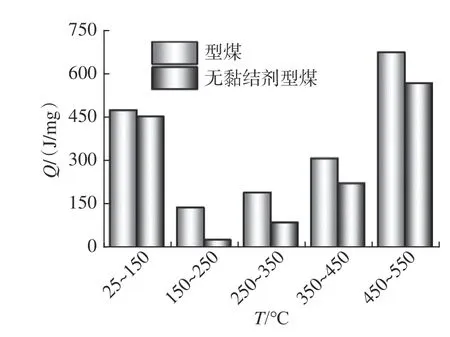
圖10 不同溫度階段樣品的吸熱量Fig.10 Heat absorption of samples at different temperature stages
通過比較緩慢升溫條件下有黏結劑型煤和無黏結劑型煤熱失重及吸熱行為,可以發現兩個重點。第一,溫度達到400 ℃時,有黏結劑型煤與無黏結劑型煤的失重規律出現明顯不同,有黏結劑型煤失重速率低于無黏結劑型煤約15%,此處有兩方面原因,一方面通過對型煤的物理結構觀察可知,有黏結劑型煤的孔道結構減少,這會抑制型煤內的傳質;另一方面,煤的揮發分會與瀝青渣二次反應,導致釋放減少。第二,由圖10 可知,加入黏結劑后型煤在熱預處理過程中吸熱量相較于無黏結劑型煤更多,在25~150 ℃溫度段差異較小,而150~350 ℃溫度段差異明顯,150~250 ℃溫度段有黏結劑型煤和無黏結劑型煤的吸熱量相差高達112 J/mg。前文提及瀝青渣的軟化點為117 ℃,與吸熱差距出現在150 ℃以上不符,主要原因是熱重分析過程中溫度滯后;溫度達350 ℃以上時,瀝青渣軟化熔融基本結束,更高溫度段的吸熱是瀝青渣與煤共熱解反應導致,相關研究也表明此階段的瀝青和煤顆粒確實有一定的相互影響[31]。
圖11 為熱預處理提升型煤熱強度機理。型煤在熱預處理過程中熱強度的提升有物理和化學兩方面。在250 ℃熱預處理后,隨著瀝青渣的軟化,熔融分散,再冷卻形成固橋提升了固體橋聯聯結力,此時只發生了物理變化。在450 ℃熱預處理后,由于熱預處理導致型煤內部發生化學反應,在接觸面反應完成后,形成熱穩定性高的大分子結構,可視為固體橋聯聯結力的提升,進而提升了熱強度。
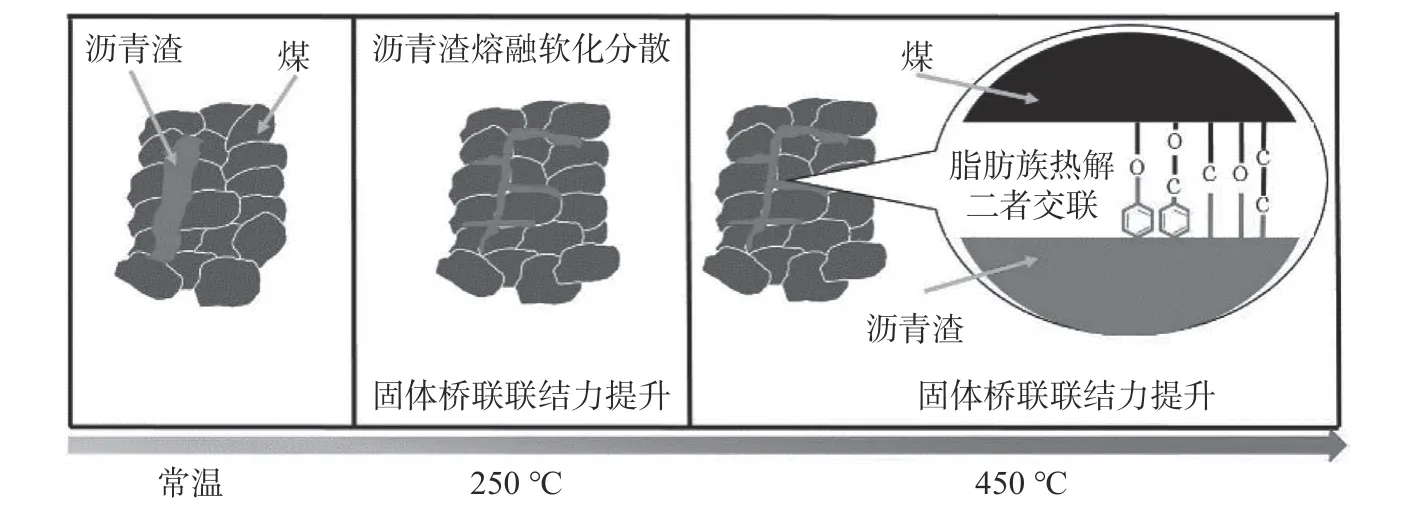
圖11 熱預處理提升型煤熱強度機理Fig.11 Mechanism of thermal pretreatment to enhance thermal strength of briquette
2.3 型煤熱轉化行為
煤的熱解是其熱轉化過程(如燃燒和氣化)的初始階段,所以通過熱重研究不同溫度熱預處理型煤的熱解行為,通過比較其中的不同,判斷型煤在熱預處理過程中發生的變化。不同溫度熱預處理型煤的熱解TG 曲線和不同溫度熱預處理型煤的熱解DTG曲線如圖12 和圖13 所示。
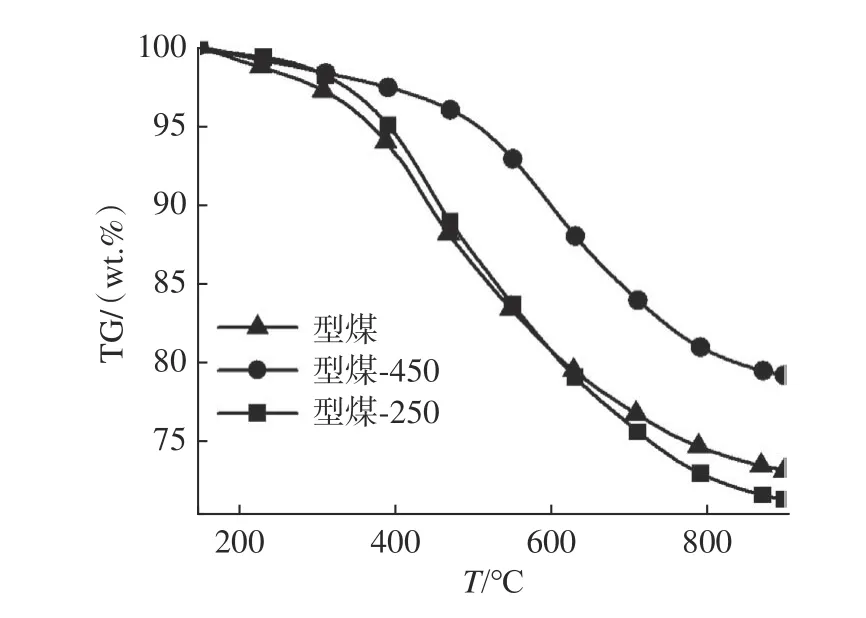
圖12 不同溫度熱預處理型煤的熱解TG 曲線Fig.12 TG curves of pyrolysis of briquettes at different thermal pretreatment temperatures
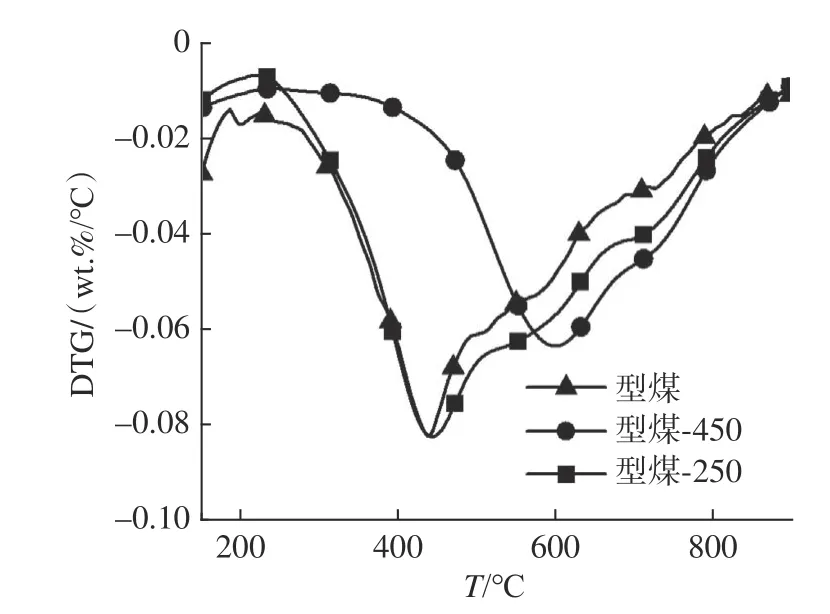
圖13 不同溫度熱預處理型煤的熱解DTG 曲線Fig.13 DTG curves of pyrolysis of briquettes at different thermal pretreatment temperatures
由圖12 和圖13 可知(基準條件為干燥基),型煤-250 與型煤最大失重溫度均為440 ℃。最大失重速率均為-0.08%/℃;開始失重溫度均為235 ℃;整個失重曲線較為接近。由此可見,經過溫度為250 ℃熱預處理并沒有改變型煤的化學結構,其熱化學特性沒有變化,再次證明了其對型煤熱強度的提高主要是物理過程。
而型煤-450 在300℃后的失重曲線出現明顯不同,最終失重率約為前兩者高的75%,最大失重溫度為600 ℃,最大失重速率-0.06%/℃,也與前兩者不同。煤在溫度為450 ℃熱預處理過程中會發生羧基和甲氧基脫除,部分開鏈烷烴和側鏈的斷裂以及羰基脫除、含氧雜環開環裂解等[32-33]。而且此溫度下煤與瀝青渣會發生交聯反應[31],說明溫度為450℃熱預處理后煤的化學結構和熱化學特性有了明顯改變。圖3顯示高溫熱預處理型煤的熱強度高于前兩者,此時原來被機械結合力聯結的顆粒之間的分子結構由于化學反應發生形成更穩定的大分子結構可以視為固體橋聯聯結力的提升,最終導致熱強度提升。
作為直接利用型煤的方式,對其燃燒動力學參數進行計算是必要的。關聯非等溫、非均相反應的動力學方程和Arrhenius 方程式,使用Coats-Redfern積分法得出計算基本方程,見式(3)。
式中:E為活化能,kJ/mol;A為指前因子,s-1;R為摩爾氣體常數,取8.314 J/(mol·K);T為溫度,K;g(α)為機理函數;β為升溫速率,K/s。
常見的機理函數見表3。根據表3 中的15 種機理函數,可以求算型煤樣品熱失重過程中質量轉化百分率α隨溫度變化的數據,進而求算ln[g(α)/T2]。由于2RT<<E,可以近似認為2RT/E≈0。因此,可以ln[g(α)/T2]對1/T作圖,得到一條曲線;對該曲線進行線性回歸,獲得擬合方程,見式(4)
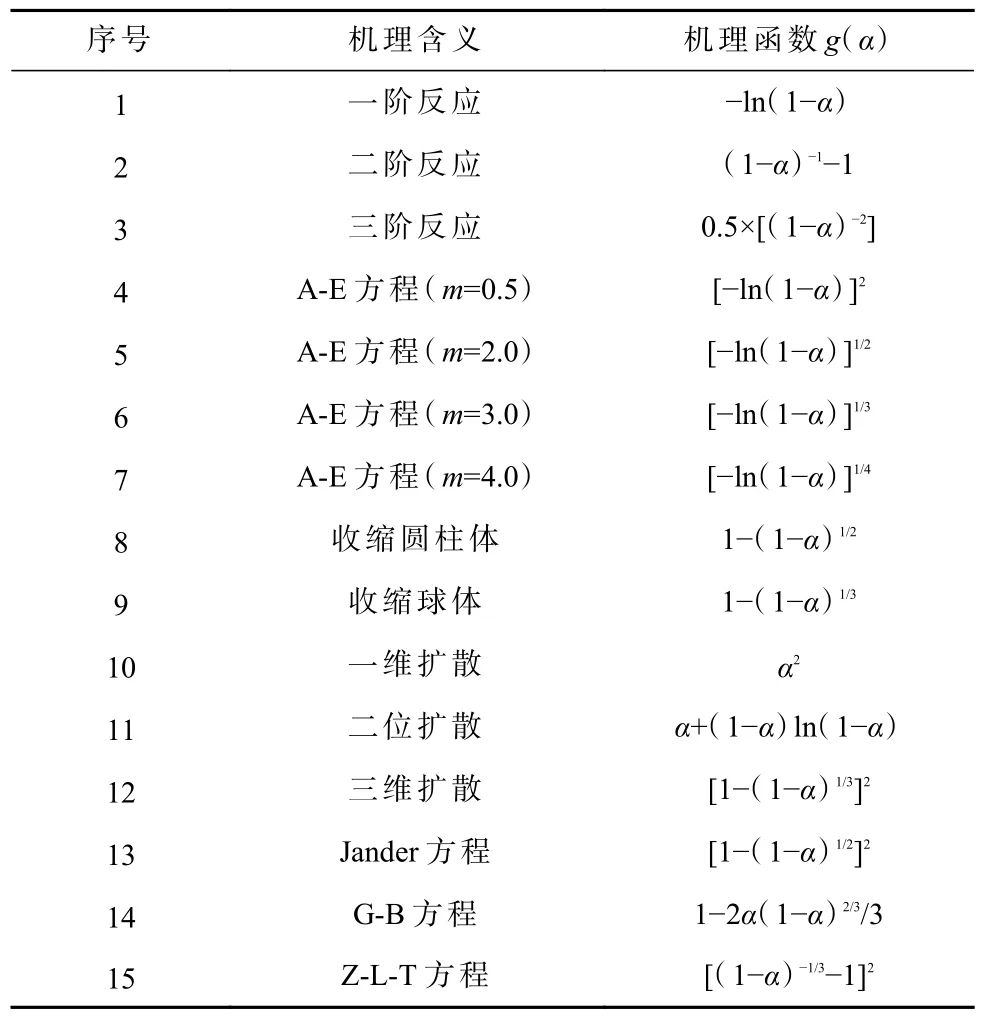
表3 部分機理函數Table 3 Partial mechanism function
式(4)可視為直線y=ax+b,其中,y為ln[g(α)/T2],x為1/T,通過直線的斜率和截距,可以求算型煤熱失重過程中的表觀活化能E和指前因子A。
通過上述方法對制備的型煤-250 和型煤-450 進行燃燒動力學參數的計算,計算結果分別見表4 和表5。由表4 和表5 可知,針對型煤-250 的燃燒過程機理函數2,即二階反應獲得的相關系數最高,達到0.989 02。計算得到的活化能為102.47 kJ/mol,指前因子5.41×108s-1。針對型煤-450 的燃燒過程,也是機理函數2,即二階反應的獲得的相關系數最高,達到0.994 77。計算得到的活化能為124.96 kJ/mol,指前因子5.63×109s-1。
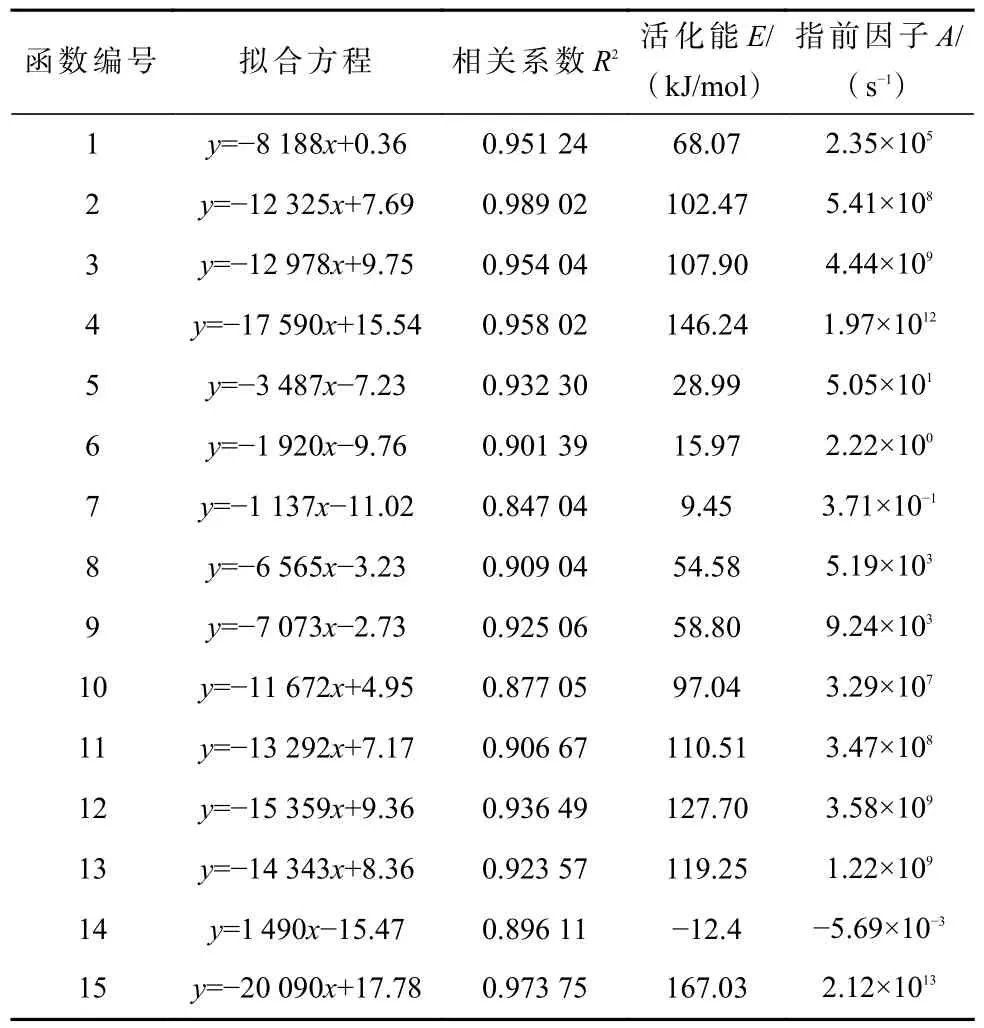
表4 型煤-250 的動力學參數Table 4 Kinetic parameters of briquette-250
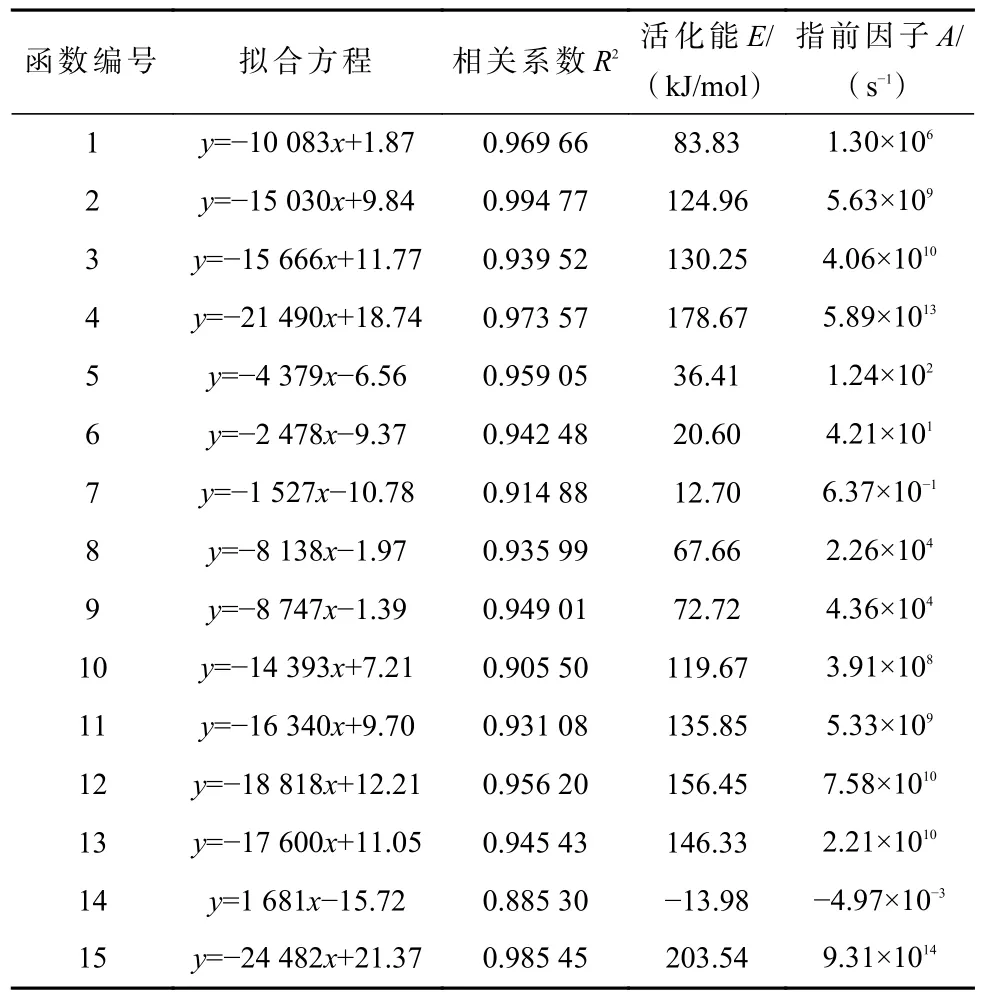
表5 型煤-450 的動力學參數Table 5 Kinetic parameters of briquette-450
3 結論
采用瀝青渣作為黏結劑,增加熱預處理過程的方式制備具有優良冷強度、熱強度的型煤,考察了熱預處理工藝關鍵參數,探究熱強度提升效果及其機理,主要結論如下所述。
1)以瀝青渣為黏結劑的冷態抗壓型煤熱強度為零,而經過溫度為250 ℃熱預處理的型煤熱強度達到21.5 MPa,經過溫度為450 ℃熱預處理的型煤熱強度達到35.3 MPa,由此可見,熱預處理顯著提升了型煤的熱強度。
2)熱預處理主要提升固體橋聯聯結力,但在不同溫度區間的影響機理不同。在低溫區如250 ℃,隨著瀝青渣的軟化,熔融分散,再冷卻形成固橋提升了固體橋聯聯結力,只發生了物理變化。在高溫區如450 ℃,由于熱預處理導致型煤內部發生化學反應,在接觸面反應完成后形成的穩定的大分子結構,可以視為固體橋聯聯結力的提升,最終使熱強度提升。
3)制備的兩種型煤的燃燒均為二階反應。型煤-250 活化能為102.47 kJ/mol,指前因子5.41×108s-1,相關系數達到0.989 02;型煤-450 的活化能為124.96 kJ/mol,指前因子5.63×109s-1,相關系數達到0.994 77。