帶學(xué)習(xí)效應(yīng)、資源及工期分配的成組技術(shù)排序
2024-01-01 00:00:00趙玉芳龔單


摘"" 要:研究帶有學(xué)習(xí)效應(yīng)、凸資源分配及不同工期分配的單機(jī)成組技術(shù)排序問(wèn)題。為了提高生產(chǎn)效率,將工件按類分組,同一組內(nèi)的工件可以分配不同的工期,工件的實(shí)際加工時(shí)間和組的實(shí)際安裝時(shí)間不僅與凸資源有關(guān),還與學(xué)習(xí)效應(yīng)有關(guān)。目的是確定組內(nèi)工件的加工順序、組間的加工順序、最優(yōu)資源分配量及最優(yōu)DIF工期分配,在資源有限的條件下使提前、延誤和工期分配的總懲罰成本極小化。對(duì)于一般情況給出了目標(biāo)函數(shù)表達(dá)式,對(duì)于一個(gè)特殊情況的問(wèn)題,通過(guò)將其轉(zhuǎn)化為指派問(wèn)題進(jìn)行求解,給出了一個(gè)時(shí)間復(fù)雜度為O(n3)的多項(xiàng)式時(shí)間算法。
關(guān) 鍵 詞:成組技術(shù); 學(xué)習(xí)效應(yīng); 資源分配; 不同工期分配
氧化鈷; 納米結(jié)構(gòu); 電容器; 電催化
中圖分類號(hào):O343.1;O341""" 文獻(xiàn)標(biāo)志碼:A
doi:10.3969/ j.issn.16735862.2024.01.012
Group technology scheduling problems with learning effects, resource allocation and due date assignment
CUI Song "LYU Yan "CHEN Lanfeng1,2
ZHAO Yufang, GONG Dan
(1. College of Physical Science and Technology, Shenyang Normal University, Shenyang 110034, China)
(College of Mathematics and Systems Science, Shenyang Normal University, Shenyang 110034, China)
Abstract:
In this paper, we consider the single machine group technology scheduling problems with learning effects, unrestricted due date assignment method(DIF) and convex resource allocation. In order to improve production efficiency, the jobs are classified into groups, and the jobs in the same group can be assigned different due dates. The actual processing time of the jobs and the actual setup time of the group are related to the convex resource allocation and the learning effect. The goal is to determine the optimal job and group schedules, the optimal allocation of resources and the optimal DIF due date allocation, such that the total penalty cost of earliness, tardiness, and DIF due date assignment is minimized subject to limited resources availability. The objective function expression is given for the general case. And for a special case, it is solved by transforming it into an assignment problem, and an O(n3) polynomial time algorithm is given.
Key words:
group technology; learning effects; resource allocation; unrestricted due date assignment
成組技術(shù)利用任務(wù)的某種性質(zhì)將任務(wù)分成若干組再進(jìn)行加工以提高生產(chǎn)效率,它不僅需要確定各任務(wù)組之間的加工順序,還需要確定同組中每個(gè)任務(wù)之間的加工順序,以使目標(biāo)函數(shù)值達(dá)到最優(yōu)。Yoshida等[1]首次提出了關(guān)于成組技術(shù)排序問(wèn)題。隨后,成組技術(shù)問(wèn)題受到了越來(lái)越多的關(guān)注。在傳統(tǒng)的排序問(wèn)題中,工件的加工時(shí)間通常假設(shè)為常數(shù)。然而,在實(shí)際生產(chǎn)中會(huì)出現(xiàn)學(xué)習(xí)效應(yīng)情況。Huang[2]研究了帶惡化效應(yīng)的雙準(zhǔn)則單機(jī)成組技術(shù)排序問(wèn)題,其中組的安裝時(shí)間和工件加工時(shí)間是開(kāi)始加工時(shí)間的線性惡化函數(shù)。其目標(biāo)中主要準(zhǔn)則是總加權(quán)完工時(shí)間,次要準(zhǔn)則是最大成本,并證明了問(wèn)題可以在多項(xiàng)式時(shí)間內(nèi)求解。Wang和Wang[3]研究了帶釋放時(shí)間的單機(jī)成組技術(shù)排序問(wèn)題,其中組的安裝時(shí)間和工件加工時(shí)間都是其開(kāi)始加工時(shí)間的成比例線性函數(shù),證明了最大完工時(shí)間問(wèn)題可以在多項(xiàng)式時(shí)間內(nèi)求解。Wang等[4]研究了帶有縮短加工時(shí)間的單機(jī)成組技術(shù)排序問(wèn)題。對(duì)于帶釋放時(shí)間的最大完工時(shí)間問(wèn)題,證明了當(dāng)組數(shù)固定時(shí)問(wèn)題可以在多項(xiàng)式時(shí)間內(nèi)求解,也給出了幾類多項(xiàng)式時(shí)間可解的特殊情況。對(duì)于線性成比例的最大完工時(shí)間問(wèn)題,Lu等[5]研究了帶有釋放時(shí)間的單機(jī)成組技術(shù)排序問(wèn)題,其中組的安裝時(shí)間和工件的實(shí)際加工時(shí)間都是其開(kāi)始加工時(shí)間的線性遞減函數(shù),并證明了帶釋放時(shí)間的最大完工時(shí)間問(wèn)題可以在多項(xiàng)式時(shí)間內(nèi)求解,并且對(duì)于一般情況提出了啟發(fā)式算法。Kuo和Yang[6]考慮了帶學(xué)習(xí)效應(yīng)的單機(jī)成組技術(shù)排序問(wèn)題,使最大完工時(shí)間和總完工時(shí)間極小化,并分別給出了在多項(xiàng)式時(shí)間內(nèi)的最優(yōu)算法。Lee和Wu[7]研究了與位置相關(guān)的學(xué)習(xí)效應(yīng)的單機(jī)成組技術(shù)排序問(wèn)題,并提出了學(xué)習(xí)效應(yīng)不僅取決于工件的位置,還取決于組的位置,并證明了最大完工時(shí)間和總完工時(shí)間問(wèn)題仍然是多項(xiàng)式可解的。進(jìn)一步,Zhang和Yan[8]研究了具有惡化和學(xué)習(xí)效應(yīng)的單機(jī)成組技術(shù)排序問(wèn)題,證明了最大完工時(shí)間和總完工時(shí)間問(wèn)題都在多項(xiàng)式時(shí)間內(nèi)可解,其中學(xué)習(xí)效應(yīng)不僅取決于工件位置,還取決于組中位置,而惡化效應(yīng)取決于工件的開(kāi)始時(shí)間。Kuo[9]考慮了工件的實(shí)際加工時(shí)間與加工完工件的加工時(shí)間相關(guān)的學(xué)習(xí)效應(yīng)及與位置相關(guān)的安裝時(shí)間學(xué)習(xí)效應(yīng)的單機(jī)成組技術(shù)排序問(wèn)題,對(duì)于最大完工時(shí)間問(wèn)題分別給出了2種多項(xiàng)式時(shí)間算法,并在一定條件下給出了總完工時(shí)間的多項(xiàng)式時(shí)間最優(yōu)算法。Yan等[10]研究了帶有學(xué)習(xí)效應(yīng)和資源分配的單機(jī)成組技術(shù)排序問(wèn)題,目標(biāo)是確定工件和組間的最優(yōu)排序及最優(yōu)資源分配,在有限資源條件下使總完工時(shí)間極小化,并證明了在某些特殊情況下問(wèn)題是多項(xiàng)式可解的。
另外,在現(xiàn)代供應(yīng)鏈管理中,由于當(dāng)前制造業(yè)從批量生產(chǎn)向定制生產(chǎn)的轉(zhuǎn)變,以及人們對(duì)準(zhǔn)時(shí)系統(tǒng)的興趣日益濃厚,工期分配問(wèn)題引起人們的關(guān)注。由于生產(chǎn)能力有限,通常不可能在各自的工期內(nèi)完成所有的任務(wù),在工期之前完成加工的工件通常會(huì)產(chǎn)生提前成本(即儲(chǔ)存成本),而超過(guò)工期加工的工件會(huì)產(chǎn)生延誤成本。較早的工期對(duì)顧客更有吸引力,而較晚的工期可能會(huì)導(dǎo)致銷售損失,也有與工期分配相關(guān)的成本。因此,對(duì)于制造商來(lái)說(shuō),考慮所有相關(guān)成本并對(duì)總體成本進(jìn)行優(yōu)化是至關(guān)重要的。工期分配一般分為公共工期分配(common due date assignment method,CON)、松弛工期分配(slack due date assignment method,SLK)及不同工期分配(unrestricted due date assignment method,DIF)。Liu和Wang[11]考慮了帶有SLK及CON和加工時(shí)間可控的成組技術(shù)排序問(wèn)題,對(duì)于加工時(shí)間是線性資源和凸資源的函數(shù),目標(biāo)是使提前、延誤、2種工期分配及資源分配成本的加權(quán)總和極小化,證明了該問(wèn)題可以在多項(xiàng)式時(shí)間內(nèi)求解。Chen等[12]考慮了帶有工期分配的單機(jī)成組技術(shù)排序問(wèn)題,其中工期分配包括CON、SLK及DIF,目標(biāo)是使提前、延誤、工期分配及完工時(shí)間的加權(quán)總和極小化,并證明了3種工期分配方法均可在多項(xiàng)式時(shí)間內(nèi)求解。Chen和Cheng[13]考慮了帶有凸資源分配和DIF的單機(jī)成組技術(shù)排序問(wèn)題,目標(biāo)是使提前、延誤、工期分配及資源分配成本的加權(quán)總和極小化,并證明了該問(wèn)題可以在多項(xiàng)式時(shí)間內(nèi)求解。在Chen和Cheng[13]的基礎(chǔ)上,Chen等[14]繼續(xù)考慮了帶有DIF和2種資源分配的單機(jī)成組技術(shù)排序問(wèn)題,目標(biāo)是使提前、延誤、工期分配和資源分配總成本極小化,對(duì)于凸資源和線性資源分配,證明了它們都在某種特殊條件下通過(guò)指派問(wèn)題可以在多項(xiàng)式時(shí)間內(nèi)求解。本文在Yan等[10]和Chen等[14]研究的基礎(chǔ)上進(jìn)行了拓展,考慮帶有學(xué)習(xí)效應(yīng)、凸資源分配及DIF的單機(jī)成組技術(shù)排序問(wèn)題,目標(biāo)函數(shù)是在總資源分配成本有限的條件下,使提前、延誤和DIF的加權(quán)總和極小化,在特殊情況下給出了多項(xiàng)式時(shí)間算法。
1 問(wèn)題描述
設(shè)n個(gè)工件分為m組在一臺(tái)機(jī)器上加工,所有工件在0時(shí)刻都是可用的,且加工過(guò)程中不允許中斷。機(jī)器在某一時(shí)刻只能加工一個(gè)工件。在同一組內(nèi)的工件是連續(xù)加工的,也就是一組工件全部加工完之后,才能加工下一組工件,且組內(nèi)工件加工時(shí)不需要安裝時(shí)間。第i組記為Gi,其工件數(shù)記為ni,即∑mi=1ni=n,每組開(kāi)始加工時(shí)需要一個(gè)安裝時(shí)間。Jij表示在i組中的第j個(gè)工件(i=1,…,m;j=1,…,ni);dij和Cij分別表示其工期和完工時(shí)間。如果工件Jij排在第r組,則工件的實(shí)際加工時(shí)間為
pAij=(pijra1uij)v (1)
其中:pij為工件Jij的基本加工時(shí)間;a1≤0為工件的學(xué)習(xí)效應(yīng);uij為分配給Jij的資源量;v為給定的正實(shí)數(shù)。另外,當(dāng)組Gi在給定排序中的第r個(gè)位置時(shí),Gi的實(shí)際安裝時(shí)間為
sAi=(sira2ui)v (2)
在凸資源模型下,若分配的資源量uij或ui趨近于0,則工件的實(shí)際加工時(shí)間pAij或組的實(shí)際安裝時(shí)間sAi將趨近于無(wú)窮大,這不符合實(shí)際情況。因此,令uij≥uij,ui≥ui,其中uij和ui分別為分配給工件Jij和組Gi的資源量的下界。
對(duì)于組G[i]中工件排序π(J[i][1],…,J[i][ni]),J[i][j](i=1,…,m; j=1,…,ni)為排在第i組中第j個(gè)位置的工件,用p[i][j]和C[i][j]表示J[i][j]的基本加工時(shí)間和完工時(shí)間,d[i][j]為工期,G[i]表示排在第i個(gè)位置的組,n[i]為其工件數(shù),這里研究DIF模型,即在同組中的每個(gè)工件可以不受限制地分配不同的工期[15]。本文需要確定的是組內(nèi)工件的排序、各組之間的排序、最優(yōu)的資源分配量及最優(yōu)的DIF,目標(biāo)函數(shù)為
∑mi=1∑nij=1(αijdij+βijEij+γijTij),在滿足資源約束∑mi=1∑nij=1uij≤和∑mi=1ui≤條件下求目標(biāo)函數(shù)極小值,其中Eij=max{dij-Cij,0}和Tij=max{Cij-dij,0},分別為工件Jij的提前和延誤,(gt;0)和(gt;0)是給定的資源總量,αij,βij和γij分別表示工期、提前和延誤的單位懲罰。用三參數(shù)表示法可以將問(wèn)題描述如下:
1|GT,pAij=(pijra1uij)v,sAi=(sira2ui)v,∑mi=1∑nij=1uij≤,∑mi=1ui≤|∑mi=1∑nij=1(αijdij+βijEij+γijTij)(3)
其中GT表示成組技術(shù)。
2 初步結(jié)果
下面給出2個(gè)最優(yōu)排序的性質(zhì)。
引理1 對(duì)于問(wèn)題式(3)的一個(gè)排序π,最優(yōu)DIF工期分配d*(π)能夠通過(guò)下列規(guī)則得到:對(duì)于i= …,m;j= …,ni,當(dāng)α[i][j]lt;γ[i][j]時(shí),取d*[i][j](π)=C[i][j](π);當(dāng)α[i][j]gt;γ[i][j]時(shí),取d*[i][j](π)=0;當(dāng)α[i][j]=γ[i][j]時(shí),d*[i][j](π)能取[0,C[i][j](π)]內(nèi)的任意值。
引理2 問(wèn)題式(3)存在一個(gè)最優(yōu)排序,其中機(jī)器在加工過(guò)程中不空閑。
下面分析目標(biāo)函數(shù)的表達(dá)式。
對(duì)于排序π,工件J[i][j]的目標(biāo)函數(shù)值記為Z[i][j](π,d*(π))。由引理1,對(duì)于i= …,m;j= …,ni,Z[i][j](π,d*(π))有以下3種情況:
1) 當(dāng)α[i][j]gt;γ[i][j]時(shí),取d*(π)[i][j]=0,則E[i][j]=max{d[i][j]-C[i][j],0}=0;T[i][j]=max{C[i][j]-d[i][j],0}=C[i][j],因而Z[i][j](π,d*(π))=γ[i][j]C[i][j];
2) 當(dāng)α[i][j]lt;γ[i][j]時(shí),d*(π)[i][j]=C[i][j];T[i][j]=E[i][j]=0,故
Z[i][j](π,d*(π))=α[i][j]C[i][j];
3) 當(dāng)α[i][j]=γ[i][j]時(shí),Z[i][j](π,d*(π))=α[i][j]d[i][j]+γ[i][j](C[i][j]-d[i][j]),即
Z[i][j](π,d*(π))=α[i][j]C[i][j]。
取ψ[i][j]=min(α[i][j],γ[i][j]),則Z[i][j](π,d*(π))=ψ[i][j]C[i][j]。
綜上,目標(biāo)函數(shù)可以表示為
Z(π,d*(π))=∑mi=1∑n[i]j=1(ψ[i][j]C[i][j])(4)
其中ψ[i][j]=γ[i][j], 當(dāng)α[i][j]gt;γ[i][j]α[i][j], 當(dāng)α[i][j]≤γ[i][j]
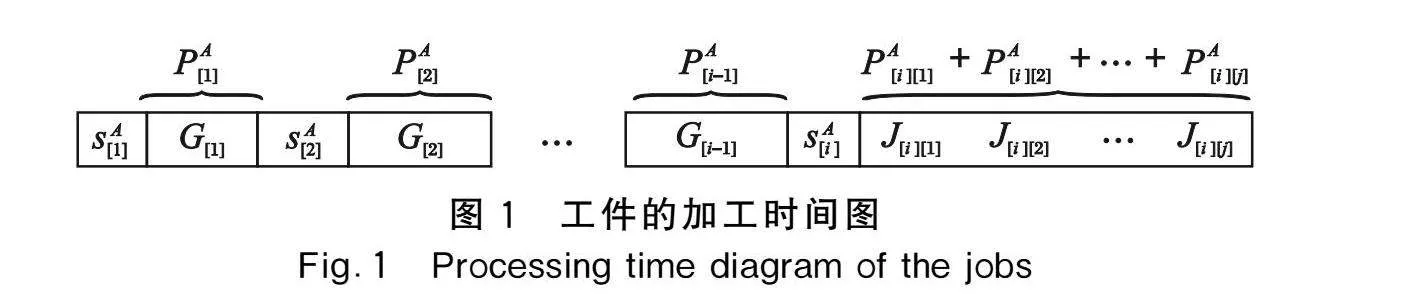
根據(jù)引理2,本文僅考慮機(jī)器在加工過(guò)程中不空閑的排序。設(shè)PA[k]表示組G[i]中所有工件的總加工時(shí)間,即PA[k]=∑l=1n[k]pA[k][l]。如圖1所示,工件J[i][j]的完工時(shí)間為
C[i][j]=∑i-1k=1PA[k]+∑ik=1sA[k]+∑jl=1pA[i][l]=∑i-1k=1∑n[k]l=1pA[k][l]+∑ik=1sA[k]+∑jl=1pA[i][l] (5)
將式(5)代入式(4)得
Z(π,d*(π))=∑mi=1∑n[i]j=1ψ[i][j](∑ik=1sA[k])+∑mi=1∑n[i]j=1ψ[i][j](∑i-1k=1∑n[k]l=1pA[k][l])+∑mi=1∑n[i]j=1ψ[i][j](∑jl=1pA[i][l]) (6)
又 ∑mi=1∑n[i]j=1ψ[i][j](∑ik=1sA[k])=∑mi=1(∑mk=iΨ[k])sA[i] (7)
其中Ψ[i]=∑n[i]j=1ψ[i][j]是在組G[i]的所有工件ψ[i][j]的和。
而" ∑mi=1∑n[i]j=1ψ[i][j](∑i-1k=1∑n[k]l=1pA[k][l])=∑mi=1∑n[i]j=1(∑mk=i+1Ψ[k])pA[i][j](8)
且 ∑mi=1∑n[i]j=1ψ[i][j](∑jl=1pA[i][l])=∑mi=1∑n[i]j=1(∑n[i]l=jψ[i][l])pA[i][j]" (9)
因此,將式(7-9)代入式(6)并整理得
Z(π,d*(π))=∑mi=1(∑mk=iΨ[k])sA[i]+∑mi=1∑n[i]j=1(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])pA[i][j](10)
將式(1)和式(2)代入式(10)得
Z(π,d*(π))=∑mi=1(∑mk=iΨ[k])(s[i]ia2u[i])v+∑mi=1∑n[i]j=1(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])(p[i][j]ia1u[i][j])v(11)
由式(11)可知,總懲罰成本Z(π,d*(π))是關(guān)于uij和ui的連續(xù)遞減凸函數(shù)。下面討論uij和ui的取值問(wèn)題。
引理3 對(duì)于問(wèn)題式(3),在排序π中,最優(yōu)資源分配u*[i][j]和u*[i](i= …,m; j= …,ni)分別為
u*[i][j]=[(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])(p[i][j]ia1)v]1v+1∑mi=1∑n[i]j=1[(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])×(p[i][j]ia1)v]1v+1×(12)
和u*[i]=[(∑mk=iΨ[k])(s[i]ia2)v]1v+1∑mi=1[(∑mk=iΨ[k])(s[i]ia2)v]1v+1×(13)
證明 由于式(11)是關(guān)于u[i][j]和u[i]的凸函數(shù),其中∑mi=1∑nij=1uij≤,∑mi=1ui≤,所以使用拉格朗日乘子法求解。拉格朗日函數(shù)為
L(u,δ,γ)=Z(π,d*(π))+δ(∑mi=1∑n[i]j=1u[i][j]-)+γ(∑mi=1u[i]-)
=∑mi=1(∑mk=iΨ[k])(s[i]ia2u[i])v+∑mi=1∑n[i]j=1(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])(p[i][j]ia1u[i][j])v+
δ(∑mi=1∑n[i]j=1u[i][j]-)+γ(∑mi=1u[i]-)(14)
其中δ≥0和γ≥0是拉格朗日乘子。先對(duì)L(u,δ,γ)中u[i][j]和δ求導(dǎo)得
L(u,δ,γ)u[i][j]=δ-v((∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])(p[i][j]ia1)v(u[i][j])v+1)=0(15)
L(u,δ,γ)δ=∑mi=1∑n[i]j=1u[i][j]-=0(16)
由式(15)和式(16)可得
u[i][j]=v(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])δ1v+1(p[i][j]ia1)vv+1(17)
δ1v+1=∑mi=1∑n[i]j=1[v(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])]1v+1(p[i][j]ia1)vv+1(18)
將式(18)代入式(17)得
u*[i][j]=[(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])(p[i][j]ia1)v]1v+1∑mi=1∑n[i]j=1[(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])(p[i][j]ia1)v]1v+1×
同上,再對(duì)L(u,δ,γ)中u[i]和γ求導(dǎo)得
u[i]=v(∑mk=iΨ[k])γ1v+1(s[i]ia2)vv+1(19)
γ1v+1=∑mi=1[v(∑mk=iΨ[k])]1v+1(s[i]ia2)vv+1(20)
將式(20)代入式(19)得
u*[i]=[(∑mk=iΨ[k])(s[i]ia2)v]1v+1∑mi=1[(∑mk=iΨ[k])(s[i]ia2)v]1v+1×,即結(jié)論成立。
將式(12)和式(13)代入式(11)得目標(biāo)函數(shù)為
Z(π,d*(π))=-v[∑mi=1(∑mk=iΨ[k])1v+1(s[i]ia2)vv+1]v+1+
-v[∑mi=1∑n[i]j=1(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])1v+1(p[i][j]ia1)vv+1]v+1(21)
為了討論方便,令
Z1=-v[∑mi=1(∑mk=iΨ[k])1v+1(s[i]ia2)vv+1]v+1
Z2=-v[∑mi=1∑n[i]j=1(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])1v+1(p[i][j]ia1)vv+1]v+1
則Z(π,d*(π))=Z1+Z2。
引理4[16] 如果2個(gè)序列xi與yi是逆序的,也就是xi按不增(不減)排列,yi按不減(不增)排列,則它們的積之和∑xiyi可以取得最小值。
引理5 在問(wèn)題式(3)的最優(yōu)排序中,組G[i]內(nèi)的工件按p[i][j]不減的順序排序,即p[i][1]≤p[i][2]≤…≤p[i][ni]。
證明 在Z(π,d*(π))=Z1+Z2中,Z1與工件無(wú)關(guān);在Z2中,設(shè)
[i][j]=(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])1v+1iva1v+1
由于∑mk=i+1Ψ[k]是定值,而∑n[i]l=jψ[i][l]是關(guān)于j的單調(diào)遞減函數(shù);又因在組G[i]中,同組內(nèi)工件,i相同,v相同,a1相同,所以iva1v+1相同,故φ[i][j]是單調(diào)遞減函數(shù)。于是,在Z2的式子中,
∑n[i]j=1(∑mk=i+1Ψ[k]+∑n[i]l=jψ[i][l])1v+1(p[i][j]ia1)vv+1=
∑n[i]j=1(∑mk=i+1Ψ[k]+
∑n[i]l=jψ[i][l])1v+1iva1v+1p[i][j]vv+1=∑n[i]j=1[i][j]p[i][j]vv+1
由引理4,在最優(yōu)排序中組G[i]工件按p[i][j]不減排序,即p[i][1]≤…≤p[i][ni]。結(jié)論成立。
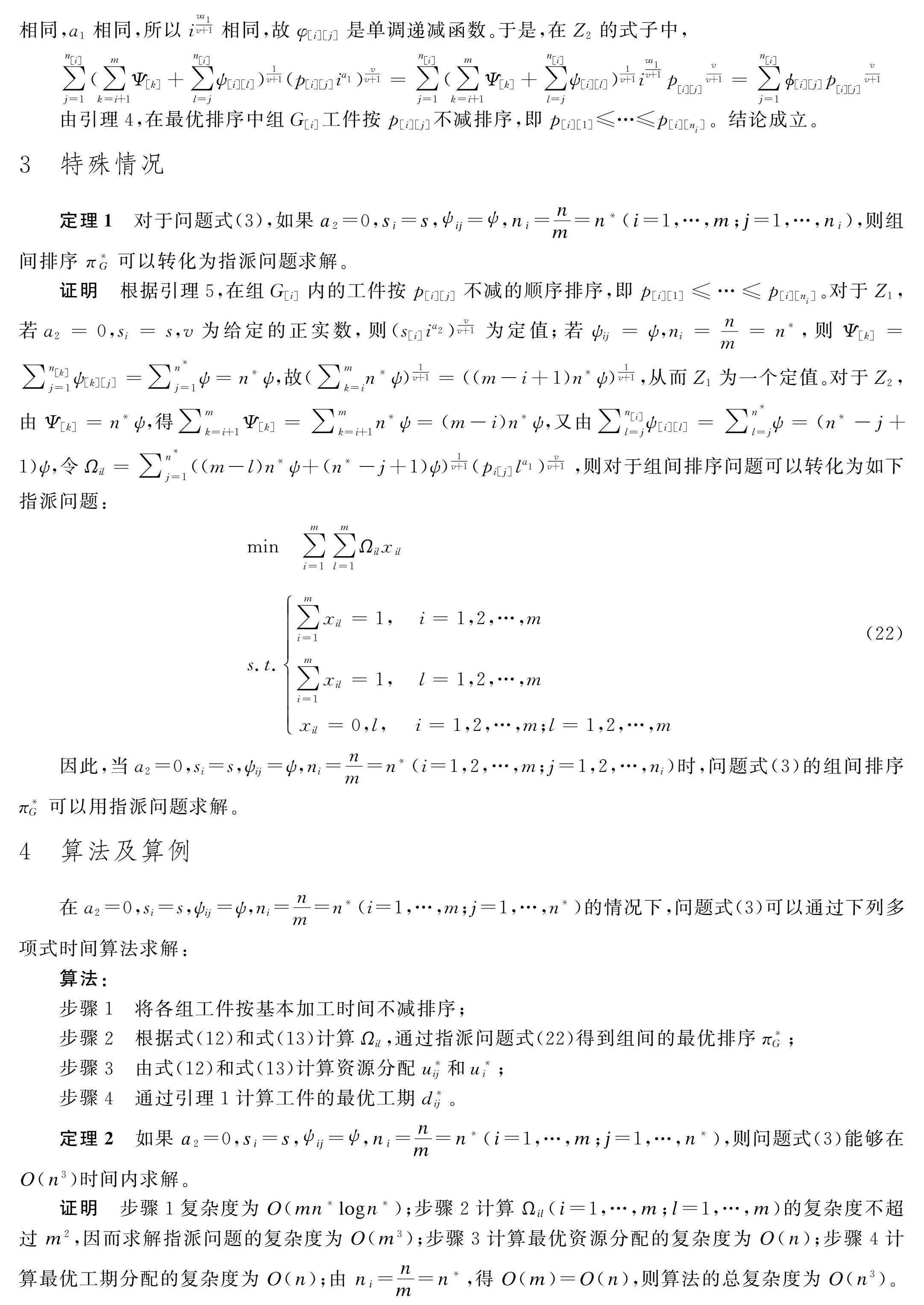
3 特殊情況
定理1 對(duì)于問(wèn)題式(3),如果a2=0,si=s,ψij=ψ,ni=nm=n*(i=1,…,m;j=1,…,ni),則組間排序π*G可以轉(zhuǎn)化為指派問(wèn)題求解。
證明 根據(jù)引理5,在組G[i]內(nèi)的工件按p[i][j]不減的順序排序,即p[i][1]≤…≤p[i][ni]。對(duì)于Z1,若a2=0,si=s,v為給定的正實(shí)數(shù),則(s[i]ia2)vv+1為定值;若ψij=ψ,ni=nm=n*,則Ψ[k]=∑n[k]j=1ψ[k][j]=∑n*j=1ψ=n*ψ,故(∑mk=in*ψ)1v+1=((m-i+1)n*ψ)1v+1,從而Z1為一個(gè)定值。對(duì)于Z2,由Ψ[k]=n*ψ,得∑mk=i+1Ψ[k]=∑mk=i+1n*ψ=(m-i)n*ψ,又由∑n[i]l=jψ[i][l]=∑n*l=jψ=(n*-j+1)ψ,令
Ωil=∑n*j=1((m-l)n*ψ+(n*-j+1)ψ)1v+1(pi[j]la1)vv+1,則對(duì)于組間排序問(wèn)題可以轉(zhuǎn)化為如下指派問(wèn)題:
min ∑mi=1∑ml=1Ωilxil
s.t.∑mi=1xil=1,i= …,m
∑mi=1xil=1,l= …,m
xil=0,l,i= …,m;l= …,m(22)
因此,當(dāng)a2=0,si=s,ψij=ψ,ni=nm=n*(i= …,m;j= …,ni)時(shí),問(wèn)題式(3)的組間排序π*G可以用指派問(wèn)題求解。
4 算法及算例
在a2=0,si=s,ψij=ψ,ni=nm=n*(i=1,…,m;j=1,…,n*)的情況下,問(wèn)題式(3)可以通過(guò)下列多項(xiàng)式時(shí)間算法求解:
算法:
步驟1 將各組工件按基本加工時(shí)間不減排序;
步驟2 根據(jù)式(12)和式(13)計(jì)算Ωil,通過(guò)指派問(wèn)題式(22)得到組間的最優(yōu)排序π*G;
步驟3 由式(12)和式(13)計(jì)算資源分配u*ij和u*i;
步驟4 通過(guò)引理1計(jì)算工件的最優(yōu)工期d*ij。
定理2 如果a2=0,si=s,ψij=ψ,ni=nm=n*(i=1,…,m;j=1,…,n*),則問(wèn)題式(3)能夠在O(n3)時(shí)間內(nèi)求解。
證明 步驟1復(fù)雜度為O(mn*logn*);步驟2計(jì)算Ωil(i=1,…,m;l=1,…,m)的復(fù)雜度不超過(guò)m2,因而求解指派問(wèn)題的復(fù)雜度為O(m3);步驟3計(jì)算最優(yōu)資源分配的復(fù)雜度為O(n);步驟4計(jì)算最優(yōu)工期分配的復(fù)雜度為O(n);由ni=nm=n*,得O(m)=O(n),則算法的總復(fù)雜度為O(n3)。
5 結(jié) 語(yǔ)
本文研究了具有學(xué)習(xí)效應(yīng)、凸資源分配及DIF的單機(jī)成組技術(shù)排序問(wèn)題,目標(biāo)是確定每組中工件的最優(yōu)排序和組間的最優(yōu)排序及最優(yōu)資源分配和工期分配。在資源有限的條件下,極小化提前、延誤、DIF總懲罰成本。在一定條件下給出了多項(xiàng)式時(shí)間算法,利用算法給出了工件的最優(yōu)排序、組間的最優(yōu)排序、最優(yōu)的資源分配和工期分配。在今后的研究中,可以考慮對(duì)一般情況的求解方法,例如分枝定界算法等。
參考文獻(xiàn):
[1]KRAJCINOVIC D,F(xiàn)ONSEKA G U.The continuous damage theory of brittle materials[J].J Appl Mech,1981,48(4):809824.
YOSHIDA T,NAKAMURA N,HITOMI K.A study of production scheduling (optimization of group scheduling on a single production stage)[J].Trans Japan Soc Mech Eng,1973,39:19932003.
[2]HUANG X.Bicriterion scheduling with group technology and deterioration effect[J].J Appl Math Comput,2019,60:455464.
[3]WANG J B,WANG J J.Single machine group scheduling with time dependent processing times and ready times[J].Inform Sci,2014,275:226231.
[4]WANG J B,LIU L,Wang J J,et al.Makespan minimization scheduling with ready times,group technology and shortening job processing times[J].Comput J,2018,61(9):14221428.
[5]LU Y Y,WANG J J,WANG J B.Single machine group scheduling with decreasing time-dependent processing times subject to release dates[J].Appl Math Comput,2014,234:286292.
[6]KUO W H,YANG D L.Single-machine group scheduling with a time-dependent learning effect[J].Comput Oper Res,2006,33(8):20992112.
[7]LEE W C,WU C C.A note on single-machine group scheduling problems with position-based learning effect[J].Appl Math Model,2009,33(4):21592163.
[8]ZHANG X G ,YAN G L.Single-machine group scheduling problems with deteriorated and learning effect[J].Appl Math Comput,2010,216(4):12591266.
[9]KUO W H.Single-machine group scheduling with time-dependent learning effect and position-based setup time learning effect[J].Ann Oper Res,2012,196:349359.
[10]YAN J X,REN N,BEI H B,et al.Study on resource allocation scheduling problem with learning factors and group technology[J].J Ind Manag Optim,2023,19(5):34193435.
[11]LIU W,WANG X.Group technology scheduling with due-date assignment and controllable processing times[J].Processes,2023,11(4):1271.
[12]CHEN Y,XU Y,ZHANG G,et al.A single machine group scheduling problem with due date assignment and position-dependent costs[J].Asia Pac J Oper Res,2023,40(4):20.
[13]CHEN Y,CHENG Y.Optimal due date assignment without restriction and convex resource allocation in group technology scheduling[C]//International Conference on Combinatorial Optimization and Applications.Cham:Springer International Publishing,2021:456467.
[14]CHEN Y,MA X,ZHANG G,et al.On optimal due date assignment without restriction and resource allocation in group technology scheduling[J].J Comb Optim,2023,45(2):64.
[15]SEIDMANN A,PANWALKAR S S,SMITH M L.Optimal assignment of due-dates for a single processor scheduling problem[J].Int J Prod Res,1981,19(4):393399.
[16]HARDY G H,LITTLEWOOD J E,POLYA G.Inequalities[M].London:Cambridge University Press,1967.
【責(zé)任編輯:溫學(xué)兵】
猜你喜歡
兒童時(shí)代·幸福寶寶(2022年12期)2022-12-09 11:24:14
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:30:02
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年11期)2022-02-14 07:14:12
科普童話·學(xué)霸日記(2020年1期)2020-05-08 16:45:11
鐵道通信信號(hào)(2020年9期)2020-02-06 09:15:22
數(shù)學(xué)大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學(xué)科學(xué)(學(xué)生版)(2019年5期)2019-05-21 01:00:18
小天使·一年級(jí)語(yǔ)數(shù)英綜合(2019年2期)2019-01-10 11:57:30
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年30期)2018-11-22 06:20:24
兒童繪本(2018年5期)2018-04-12 16:45:32
