基于PTFE 材料的印制電路板背鉆塞孔加工工藝研究
2024-01-03 09:29:06李東軒李永東何瑞寧會(huì)峰鄧家慶
鑿巖機(jī)械氣動(dòng)工具 2023年4期
關(guān)鍵詞:分析
李東軒,李永東,何瑞,寧會(huì)峰,鄧家慶
(1.天水岷山機(jī)械有限責(zé)任公司,甘肅天水 741000;2.中鐵長(zhǎng)安重工有限公司,陜西 西安 710000;3.蘭州理工大學(xué)機(jī)電工程學(xué)院,甘肅 蘭州 730050)
1 引言
近年來(lái),隨著5G 高頻高速PCB 的發(fā)展,伴隨高密互聯(lián)的PTFE 材料PCB 塞孔工藝增多,但此類(lèi)材料背鉆塞孔凹陷嚴(yán)重,樹(shù)脂固化后出現(xiàn)大面積爆孔,F(xiàn)TY 低于10%,嚴(yán)重影響了此類(lèi)產(chǎn)品的發(fā)展。因此,研究PTFE 材料的特性,解決此類(lèi)材料的樹(shù)脂塞孔工藝對(duì)于推動(dòng)5G 高頻高速PCB 的發(fā)展具有重要意義。圖1 統(tǒng)計(jì)分析了此類(lèi)產(chǎn)品的塞孔現(xiàn)狀,樹(shù)脂固化前出現(xiàn)孔口樹(shù)脂破孔和進(jìn)油面塞孔凹陷的缺陷,樹(shù)脂固化后塞孔樹(shù)脂出現(xiàn)大面積爆孔,切片分析可知背鉆塞孔樹(shù)脂凹陷嚴(yán)重,在固化的過(guò)程中氣體外放,導(dǎo)致塞孔樹(shù)脂固化后出現(xiàn)爆孔、凹陷和空洞[1]。
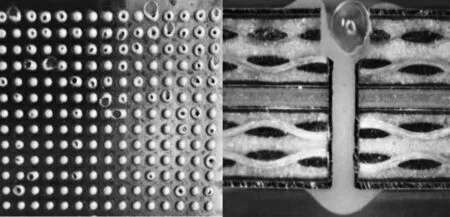
圖1 塞孔現(xiàn)狀
本文針對(duì)現(xiàn)有塞孔工藝下PTFE 材料樹(shù)脂塞孔加工難的問(wèn)題,通過(guò)材料性能分析對(duì)比,找到塞孔加工難的根本原因,并針對(duì)性的進(jìn)行工藝提升試驗(yàn)研究。
2 塞孔機(jī)理研究
基于對(duì)塞孔現(xiàn)狀的分析,梳理整個(gè)塞孔流程,建立力學(xué)模型,對(duì)塞孔全過(guò)程進(jìn)行力學(xué)機(jī)理分析[2]。圖2 為真空絲印機(jī)塞孔過(guò)程示意圖,在絲印塞孔過(guò)程中,首先對(duì)腔體抽真空,然后將對(duì)好位置的PCB 板放到真空絲印機(jī)工作臺(tái)上,在刮刀壓力作用下將塞孔樹(shù)脂填入被塞孔中,最后將塞好的PCB 板放入烘箱,對(duì)樹(shù)脂進(jìn)行烘烤固化。
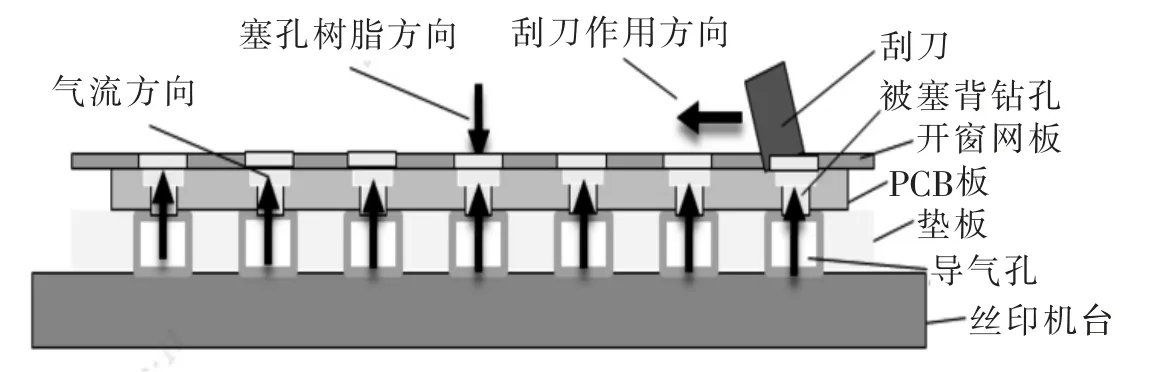
圖2 真空絲印機(jī)塞孔過(guò)程示意圖
針對(duì)固化前塞孔凹陷,對(duì)真空樹(shù)脂塞孔過(guò)程受力分析可知:
(1)當(dāng)合力F1+P1S+G-f-P2S>0 時(shí),樹(shù)脂才能進(jìn)入孔中,完成塞孔。在塞孔時(shí),空氣被抽走,上下表面的真空度幾乎為零,不會(huì)出現(xiàn)明顯凹陷,塞孔過(guò)程受力圖見(jiàn)圖3。
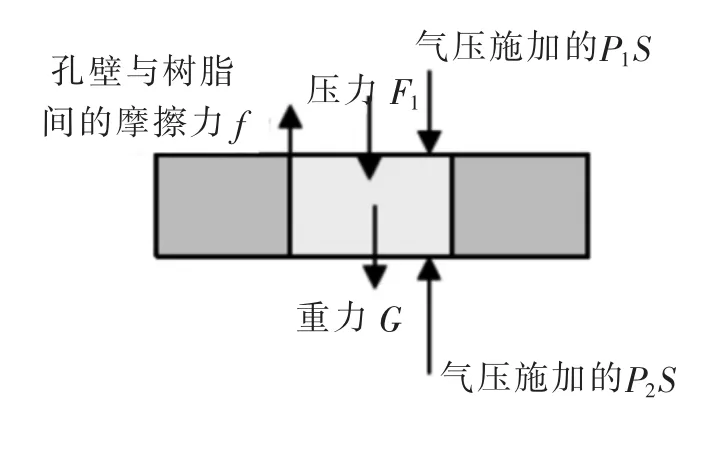
圖3 塞孔過(guò)程受力示意圖
(2)當(dāng)塞孔結(jié)束,如圖4 所示,刮刀壓力F1=0,合力為P1S+G-f-P2S=(P3-P4)πd2/4+G-f,當(dāng)孔徑d 一定時(shí),G 和f 不變,上部氣壓P3與下部氣壓P4差值越大,塞孔出現(xiàn)凹陷程度越大。
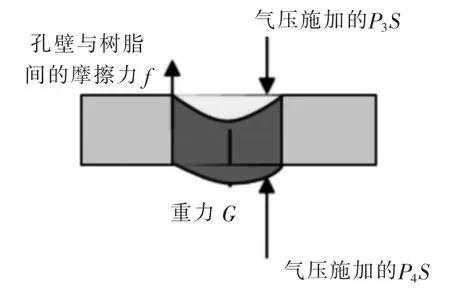
圖4 塞孔后受力示意圖
綜上,通過(guò)塞孔前后受力分析,當(dāng)孔型一定時(shí),在真空樹(shù)脂塞孔中減小塞孔樹(shù)脂上下的壓力差可以有效減少塞孔凹陷。
3 影響因素分析
3.1 魚(yú)骨圖分析
基于塞孔機(jī)理研究和力學(xué)分析,對(duì)樹(shù)脂塞孔過(guò)程展開(kāi)分析,建立如圖5 所示的魚(yú)骨圖。
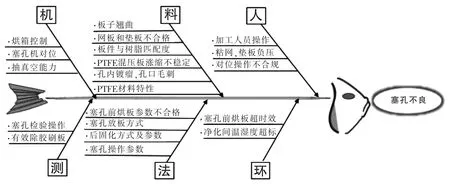
圖5 真空樹(shù)脂塞孔魚(yú)骨圖分析
3.2 關(guān)鍵影響因素分析
基于上述魚(yú)骨圖分析,結(jié)合真空樹(shù)脂塞孔的工藝流程,篩選出如下關(guān)鍵因子:
(1)PTFE 材料特性:PTFE 材料漲縮不穩(wěn)定、材料不粘性和熱塑性等制約著PCB 加工和推廣。本項(xiàng)目一方面從該P(yáng)TFE 材料本身出發(fā),通過(guò)分析其微觀機(jī)理和材料特性來(lái)改善塞孔,另一方面通過(guò)與普通易塞孔材料做對(duì)比試驗(yàn)來(lái)尋找材料的差異點(diǎn),進(jìn)而改善PTFE 塞孔。
(2)塞孔操作參數(shù):從圖6 可知,塞孔的加工主要有塞孔前烘板,真空樹(shù)脂塞孔和樹(shù)脂后固化三個(gè)主要流程,通過(guò)特定材料的塞孔參數(shù)優(yōu)化來(lái)改善。
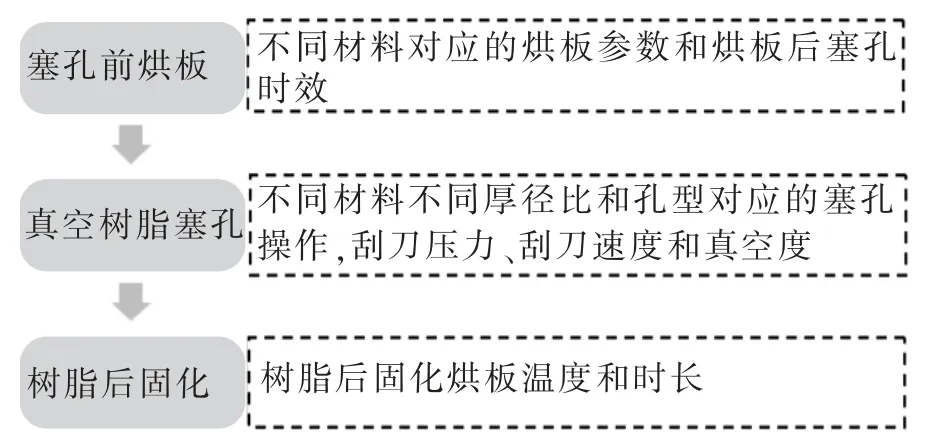
圖6 真空樹(shù)脂塞孔主要流程分析
4 材料對(duì)塞孔的影響分析
4.1 不同材料塞孔對(duì)比試驗(yàn)
結(jié)合目前的塞孔現(xiàn)狀,通過(guò)兩個(gè)相同塞孔資料和加工流程的不同材料對(duì)比試驗(yàn)板在相同加工條件下進(jìn)行塞孔對(duì)比,試驗(yàn)條件和結(jié)果如表1所示。
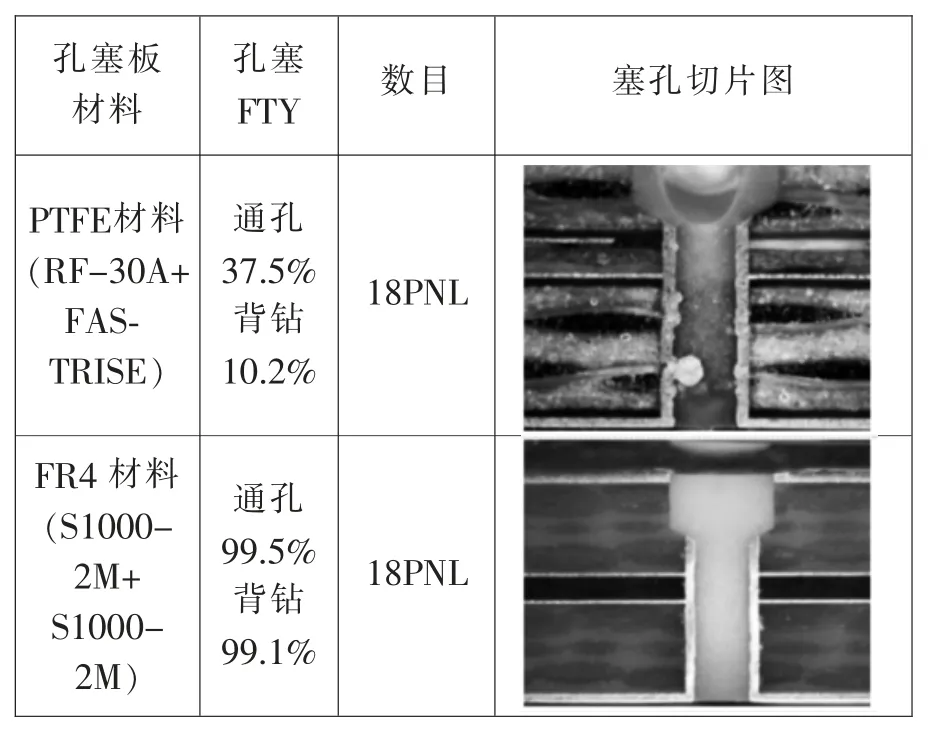
表1 PTFE 與FR4 材料塞孔試驗(yàn)對(duì)比
對(duì)比發(fā)現(xiàn),兩款不同材料的塞孔板在相同的塞孔條件下,F(xiàn)R4 的塞孔FTY 是PTFE 材料的5倍,這也說(shuō)明塞孔不良就是PTFE 材料的特殊性導(dǎo)致。
4.2 材料性能對(duì)比測(cè)試
為了進(jìn)一步分析材料特性的影響,首先研究PTFE材料的特性,見(jiàn)表2。

表2 PTFE 材料測(cè)試試驗(yàn)設(shè)計(jì)
(1)PTFE 材料概述
以濾波器PCB 最常用的RF-30A 為例,該材料是由PTFE+填料+2116 玻布組成,主要成分是PTFE,覆銅板采用高溫熔融壓合成型。PTFE 即聚四氟乙烯,由四氟乙烯高溫聚合而成,是一種結(jié)構(gòu)完全對(duì)稱(chēng)的非極性線性高分子,其分子結(jié)構(gòu)如圖7 所示,分子結(jié)構(gòu)內(nèi)無(wú)支鏈,大分子鏈呈螺旋形結(jié)構(gòu),其主鏈上的碳原子被氟原子緊密地包圍著,分子鏈難以遭到破壞,側(cè)向鍵C-F 鍵的鍵能較高,不易被破壞,具有很強(qiáng)的化學(xué)穩(wěn)定性和熱穩(wěn)定性[3]。PTFE 表面有一層很薄的化學(xué)薄膜,導(dǎo)致其具有很強(qiáng)的不粘性、極低的摩擦系數(shù)和良好的耐磨性。同時(shí),由于PTFE 內(nèi)部非極性無(wú)支鏈的結(jié)構(gòu)特性,在加工過(guò)程中容易被擠壓拉伸,塑性變形嚴(yán)重。綜上,PTFE 材料的表面不粘性、吸濕性和塑性變形等特性對(duì)PCB 制程加工影響較大。
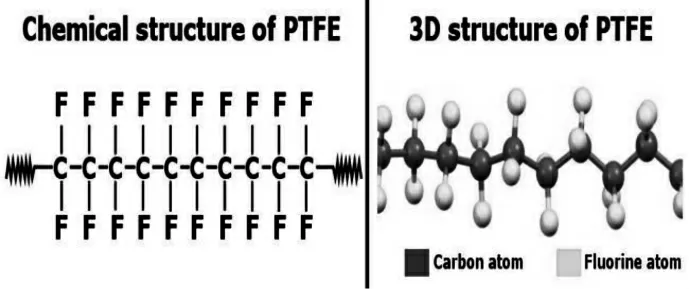
圖7 PTFE 分子結(jié)構(gòu)圖
(2)SEM 形貌分析
對(duì)比分析發(fā)現(xiàn),在158 倍SEM 下,PTFE(RF-30A 為例)呈現(xiàn)多微孔構(gòu)型,尤其是玻布與填料、玻布與PTFE 樹(shù)脂結(jié)合處孔洞更明顯,孔隙內(nèi)易于藏氣泡,吸濕能力強(qiáng),而普通FR4(S1000-2M)表面致密,沒(méi)有明顯孔隙。根據(jù)板材成型原理分析,PTFE 是樹(shù)脂在高溫下熔融壓合連接在一起,更容易產(chǎn)生納米級(jí)的微孔網(wǎng)狀結(jié)構(gòu),在板內(nèi)存在大面積致密性微孔氣泡,如圖8(a)PTFE 切面圖所示,而FR-4 從B stage 到C stage 伴有交聯(lián)聚合反應(yīng),屬于化學(xué)反應(yīng),板材流膠充分,成型致密,如圖8(b)所示。
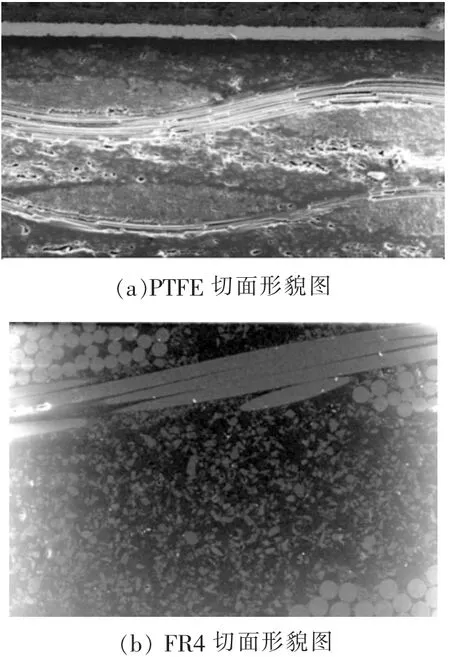
圖8 不同材料截面形貌圖
(3)TMA 測(cè)試
由于塞孔過(guò)程涉及到烘板和刮刀作用,研究材料的漲縮和CTE 變化對(duì)于該類(lèi)材料與樹(shù)脂的匹配度具有重要意義。圖9 為兩類(lèi)材料的漲縮變化對(duì)比,在150℃下,相同時(shí)間內(nèi)PTFE 材料的漲縮值為11.2 μm,而相同厚度的FR4 材料的漲縮值為6.7 μm。考慮對(duì)宏觀塞孔的影響,且塞孔過(guò)程樹(shù)脂充分填充,通過(guò)試驗(yàn)發(fā)現(xiàn),其Z 軸方向上的微觀漲縮對(duì)塞孔質(zhì)量的影響不大,PTFE 材料漲縮不是塞孔的根本原因。
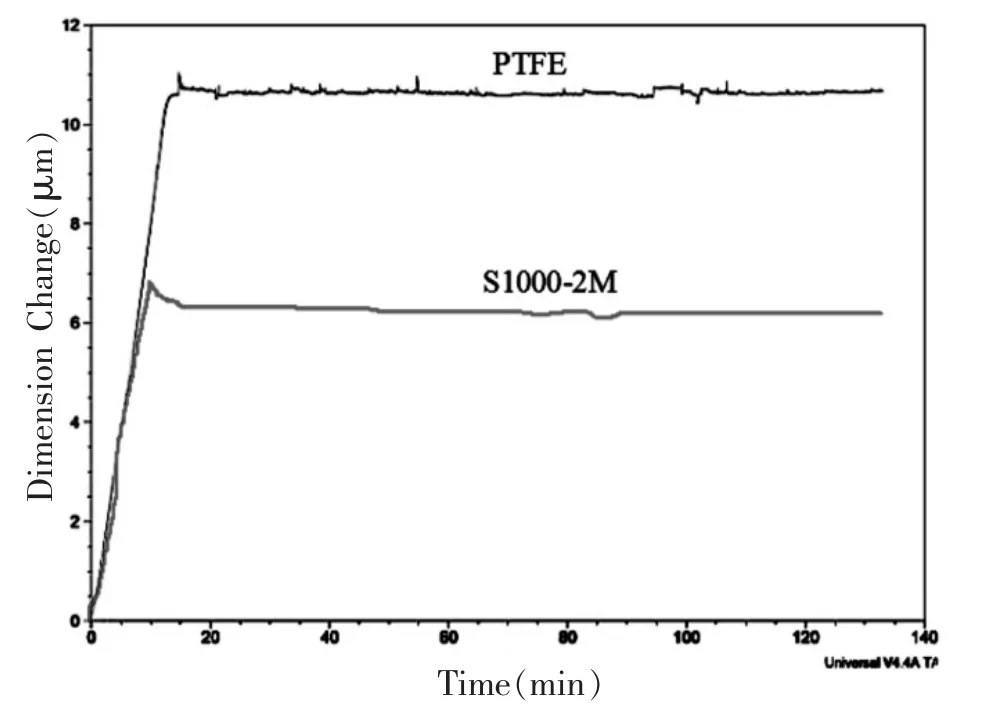
圖9 PTFE 漲縮變化曲線
(4)接觸角測(cè)試
為表征不同材料與塞孔樹(shù)脂間的浸潤(rùn)性,對(duì)PTFE 和FR4 材料浸潤(rùn)性進(jìn)行對(duì)比研究。
從表3 中看到,材料表面能越高、水接觸角越小,表面親水性越高。對(duì)比可知,PTFE 的水接觸角大于90°,呈現(xiàn)疏水性;FR4 的水接觸角小于90°,呈現(xiàn)親水性。FR4 材料的親水性大于PTFE材料,表明FR4 的表面浸潤(rùn)性好,與樹(shù)脂粘合度高。對(duì)于PTFE 材料背鉆塞孔而言,其與樹(shù)脂結(jié)合不足,容易造成樹(shù)脂塞孔凹陷。
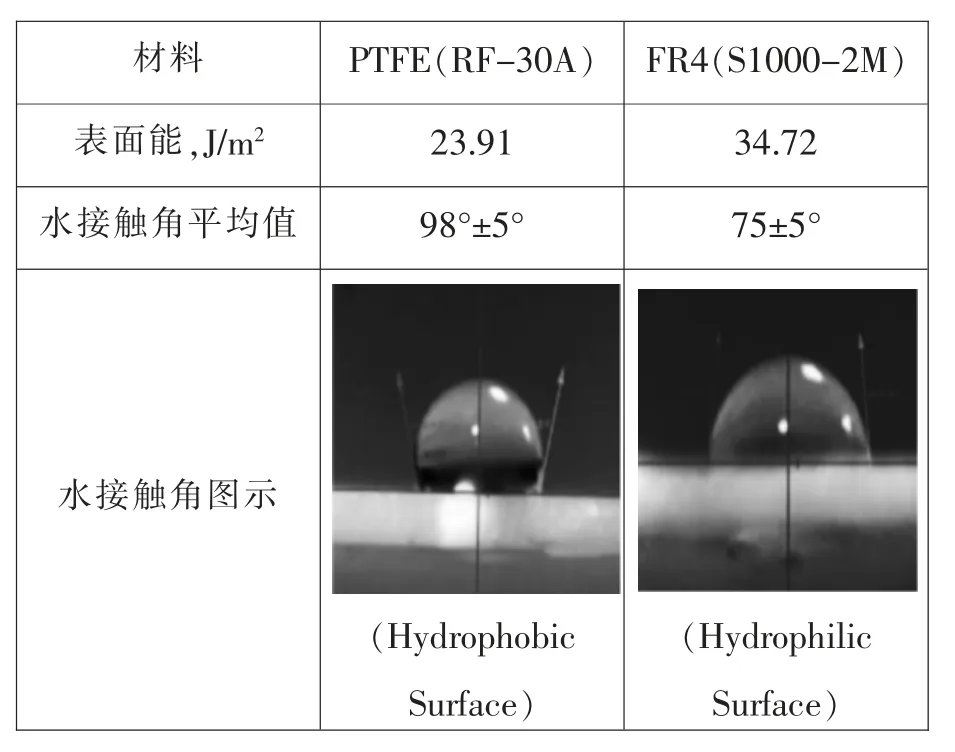
表3 PTFE 與FR4 材料接觸角測(cè)試對(duì)比數(shù)據(jù)
(5)紅外測(cè)試
在相同前處理?xiàng)l件下,PTFE(RF-30A)與FR4(S1000-2M)材料紅外測(cè)試對(duì)比分析如圖10 所示,由圖可知,在FR4 紅外圖中,1501cm-1是=N-H 鍵的彎曲振動(dòng)峰,1227cm-1是C-N 鍵的伸縮振動(dòng)峰,是親水性基團(tuán)。FR4 材料在3417cm-1出現(xiàn)了峰位,是結(jié)合水和束縛水的-OH 的收縮振動(dòng)峰和彎曲振動(dòng)峰,PTFE 在此處沒(méi)有峰位,說(shuō)明PTFE 的吸水性很小,遠(yuǎn)小于FR4 材料的吸水性。PTFE 材料本身無(wú)明顯的吸水基團(tuán),從側(cè)面表明PTFE 本身化學(xué)吸水不強(qiáng)。
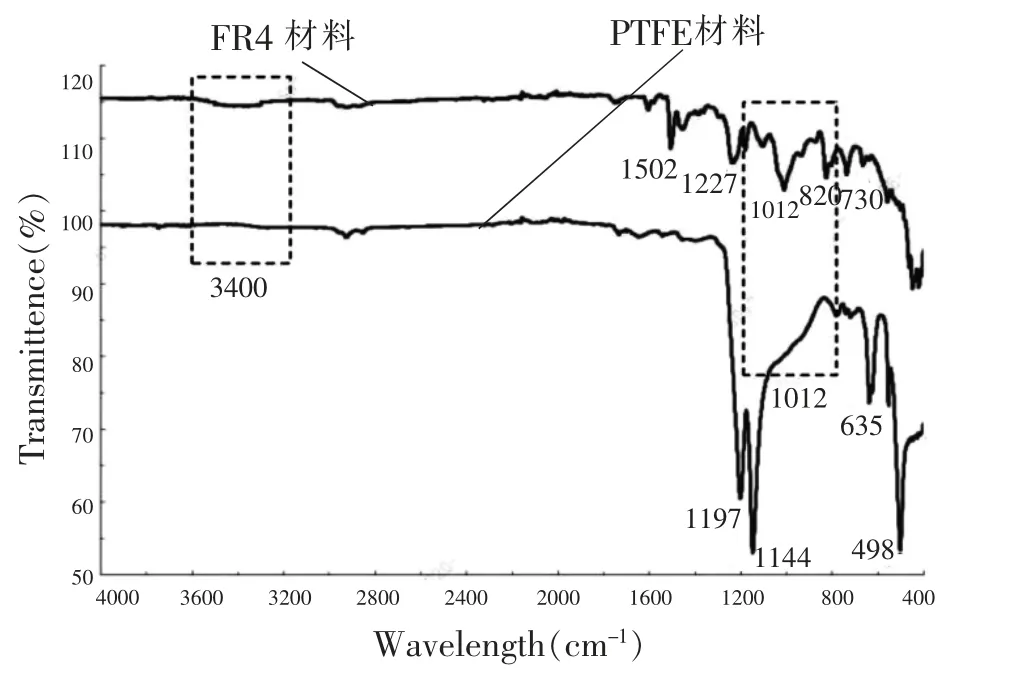
圖10 不同材料紅外對(duì)比分析圖
為了進(jìn)一步了解材料對(duì)藥水的吸附能力,讓PTFE 材料板件通過(guò)酸蝕線褪膜段水平線,該水平線體具有堿性藥水 (NaOH 溶液) 和酸洗藥水(H2SO4溶液)以及清水洗段,取同一板件的兩塊樣件,進(jìn)行未烘板和烘板后的紅外對(duì)比分析,如圖11 所示。從圖11 中可以明顯看出,烘板前PTFE材料內(nèi)部在3400 和1700 處出現(xiàn)高位峰,屬于親水性基團(tuán)峰,這是明顯的板內(nèi)吸水導(dǎo)致,而此類(lèi)材料在過(guò)水平線前并未發(fā)生明顯的吸水振動(dòng)峰,其自身化學(xué)吸水能力不強(qiáng),從接觸角測(cè)試實(shí)驗(yàn)分析PTFE 本身屬于疏水性材料,綜上推斷此類(lèi)PTFE+填料+玻布的板材的物理吸水能力很強(qiáng)。
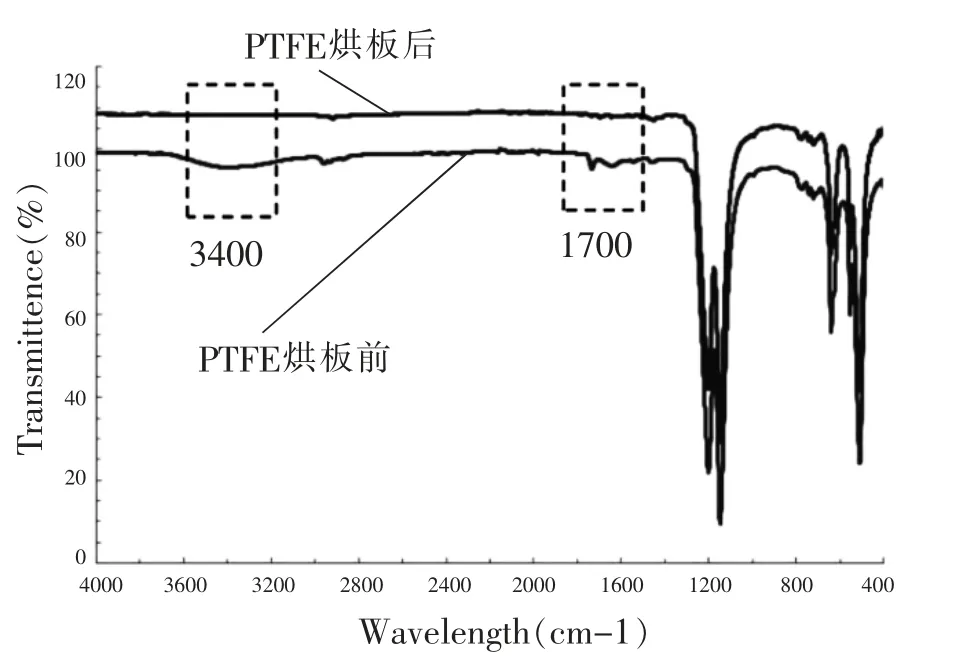
圖11 PTFE 烘板前后紅外對(duì)比分析圖
(6)紅墨水測(cè)試
為了明顯的表征不同材料的吸附能力,在相同條件下,采用紅墨水在真空鑲嵌機(jī)內(nèi)進(jìn)行紅墨水吸附測(cè)試實(shí)驗(yàn),如圖12 和圖13 所示,不同材料紅墨水實(shí)驗(yàn)吸附性能對(duì)比見(jiàn)表4。
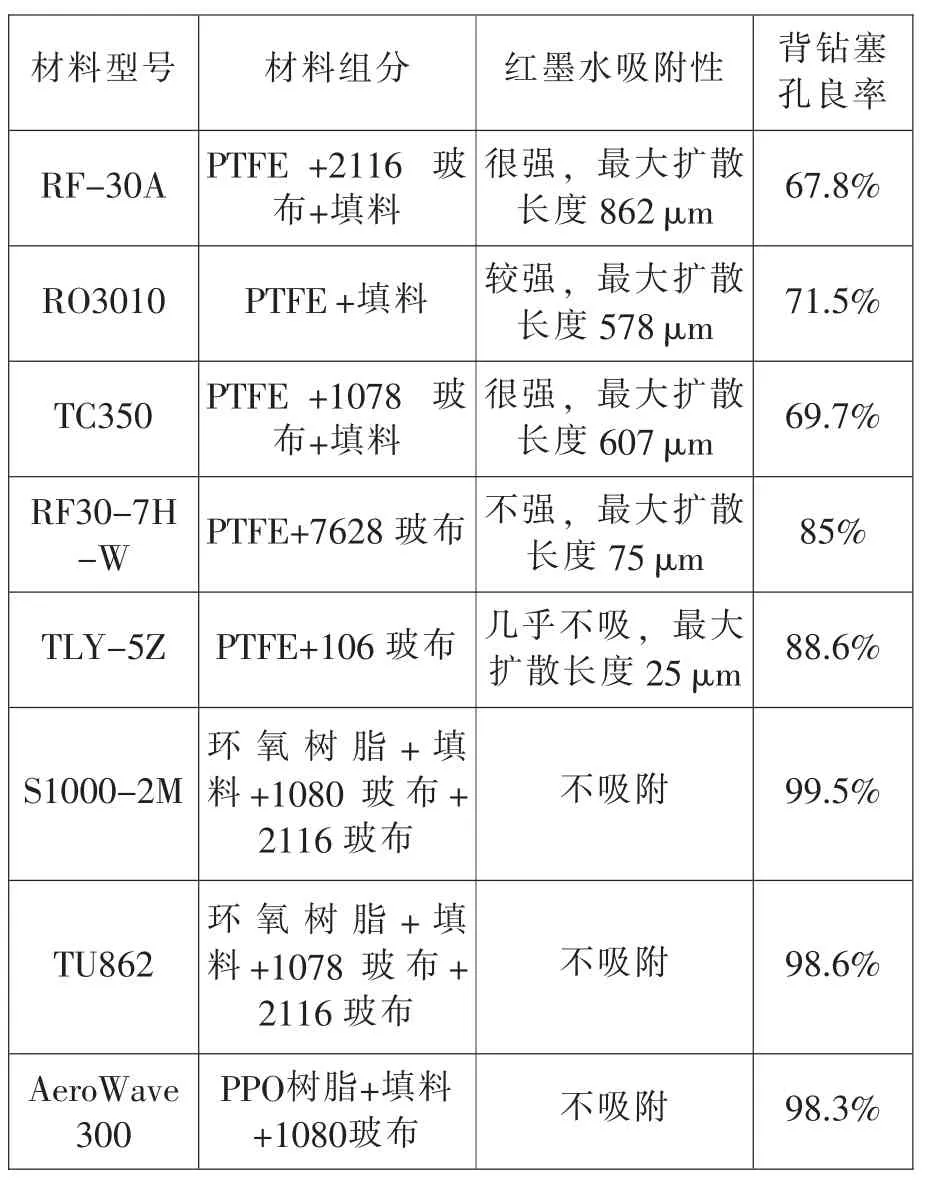
表4 不同材料紅墨水實(shí)驗(yàn)吸附性能對(duì)比
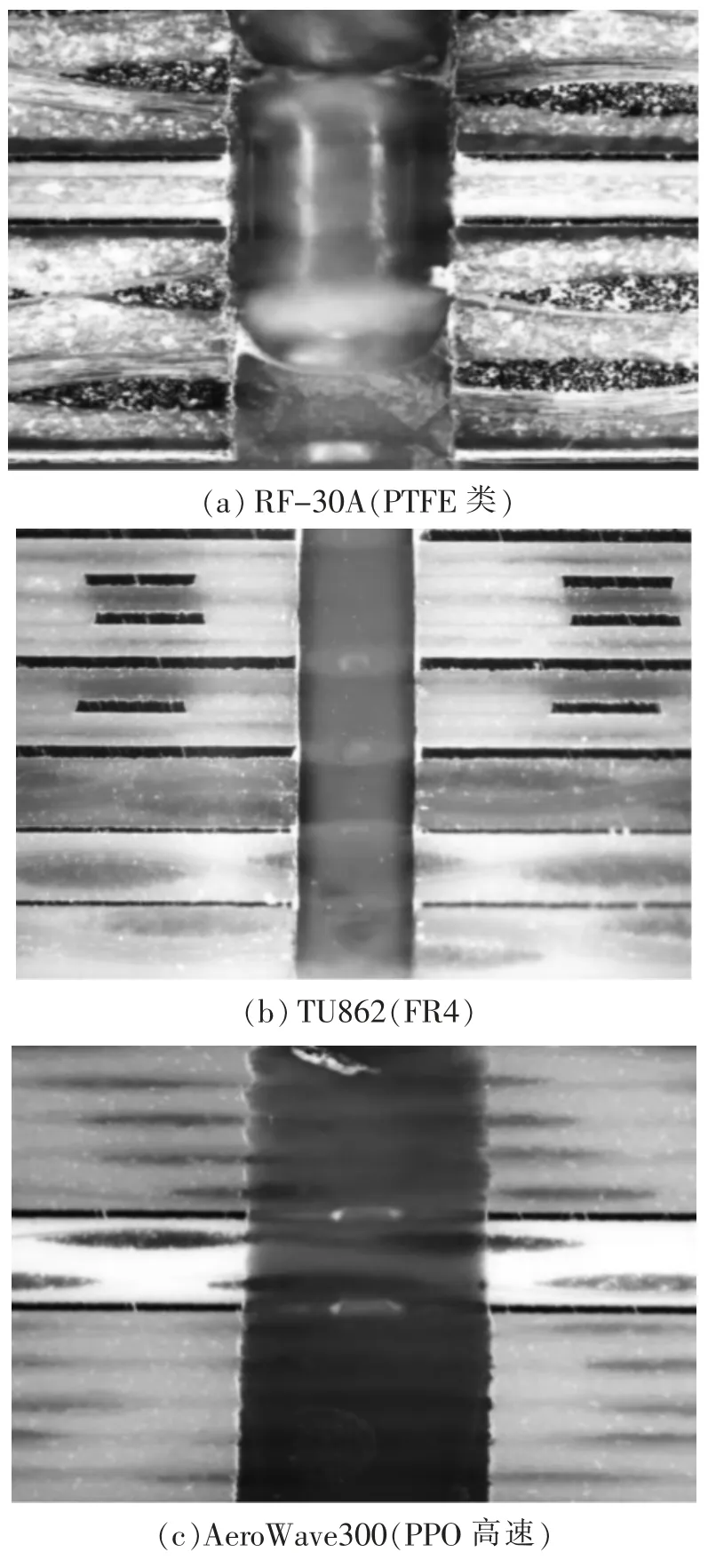
圖12 不同材料紅墨水實(shí)驗(yàn)切片圖
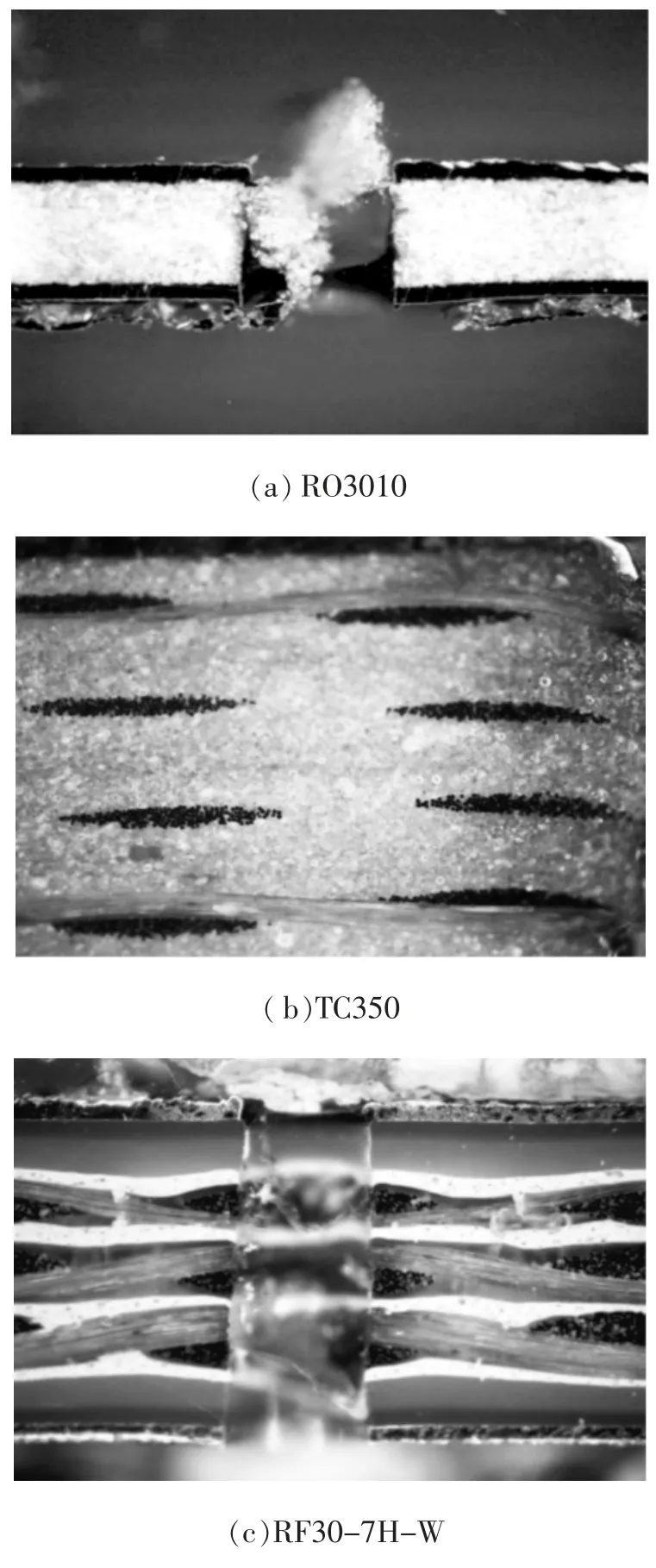
圖13 不同PTFE 材料紅墨水實(shí)驗(yàn)切片圖
圖12 為不同材料類(lèi)型的紅墨水試驗(yàn),可明顯看到,紅墨水(分子比藥水分子大)沿著PTFE與填料和玻纖融合處大面積滲入,而同樣實(shí)驗(yàn)條件下,TU862 和AeroWave300 內(nèi)部卻無(wú)藥水滲入,說(shuō)明PTFE 材料物理吸附藥水和水汽的能力很強(qiáng),主要原因是PTFE 類(lèi)板材通過(guò)高溫熔融壓合成型,屬于物理變化,板材成型后內(nèi)部含有微小氣泡和孔隙。由圖13 中不同PTFE 材料紅墨水實(shí)驗(yàn)對(duì)比發(fā)現(xiàn),都是高溫熔融壓合的覆銅板,在相同實(shí)驗(yàn)條件下,其吸附能力:PTFE+填料+粗玻布>PTFE+填料+細(xì)玻布>PTFE+填料>PTFE+粗玻布>PTFE+細(xì)玻布。可以推斷出,PTFE 填料越多,玻纖越粗其吸附性能越強(qiáng)。統(tǒng)計(jì)分析發(fā)現(xiàn):
PTFE填料越多,玻纖越粗,其吸附性能越強(qiáng),從現(xiàn)場(chǎng)加工情況了解到,其吸水性和藏氣體的能力決定了塞孔良率的高低,吸水性越強(qiáng),其背鉆塞孔良率越低。因此,解決此類(lèi)PTFE 材料的塞孔問(wèn)題,首先需要解決其內(nèi)部孔隙的吸水汽和藏氣體問(wèn)題。
5 塞孔改善試驗(yàn)
5.1 PTFE 材料樹(shù)脂塞孔工藝改善
(1)基于PTFE 材料熱熔成型的板材制作原理,其微孔隙結(jié)果造成此類(lèi)板材內(nèi)部藏水汽嚴(yán)重,物理吸水明顯,因此,對(duì)PTFE 背鉆孔塞孔前要嚴(yán)格烘板,以去除板內(nèi)水汽大分子。結(jié)合現(xiàn)場(chǎng)產(chǎn)能對(duì)塞孔前烘板參數(shù)和塞孔前時(shí)效環(huán)境做的對(duì)比試驗(yàn)分析,見(jiàn)表5。
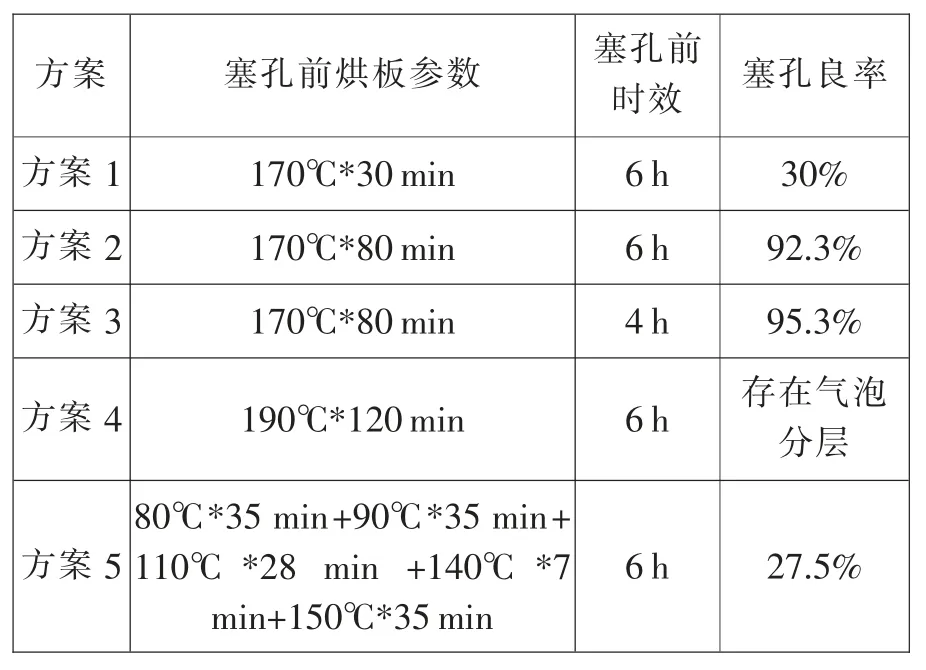
表5 PTFE 塞孔前烘板、時(shí)效對(duì)比試驗(yàn)
由表5 試驗(yàn)結(jié)果結(jié)合現(xiàn)場(chǎng)實(shí)際產(chǎn)能可知,采用170℃*80 min 的塞孔前烘板,烘板后在干燥環(huán)境中保存,并在4 h 內(nèi)完成樹(shù)脂塞孔,塞孔良率最高。
(2)塞孔工藝操作實(shí)驗(yàn):塞孔前首先正常安裝好網(wǎng)板和墊板,鑒于PTFE 材料本身屬微孔結(jié)構(gòu),板內(nèi)孔隙大,在背鉆孔內(nèi)和不鍍銅區(qū)域容易出現(xiàn)物理吸水汽的現(xiàn)象,因此對(duì)塞孔在真空機(jī)內(nèi)抽真空,去除塞孔機(jī)臺(tái)本身的空氣和塞孔樹(shù)脂的氣泡揮發(fā)物,抽真空3 分鐘。塞孔對(duì)位完成后,首件塞孔前等待5 分鐘,每一塊板在塞孔前都要重新等待抽真空,一方面使塞孔機(jī)臺(tái)保持較好的真空度,真空度達(dá)到30 Pa 以下。另一方面對(duì)板子孔內(nèi)的空氣抽真空,盡量降低塞孔孔內(nèi)的氣泡量,防止固化后樹(shù)脂爆孔和凹陷。對(duì)比試驗(yàn)如表6 所示。不同抽真空方案下對(duì)比試驗(yàn)結(jié)果見(jiàn)圖14。
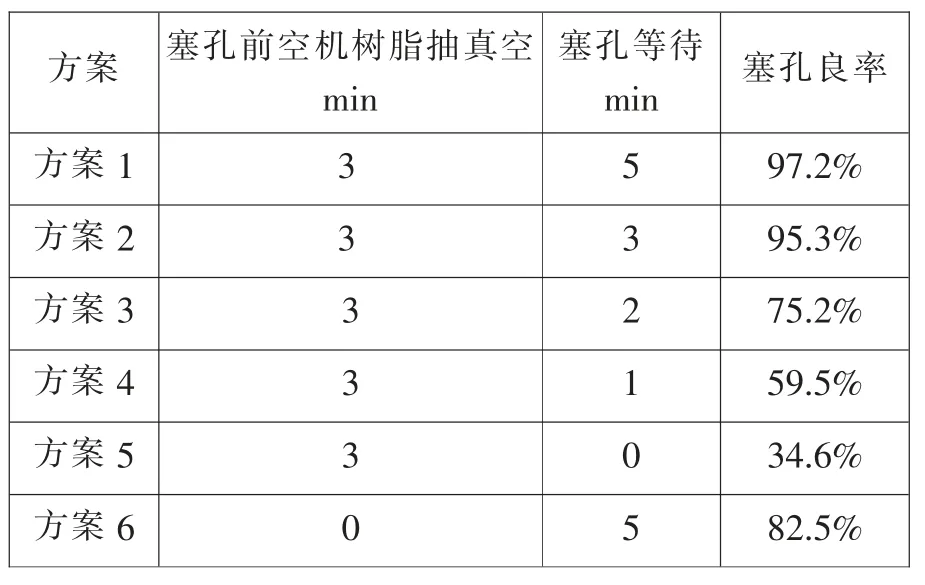
表6 PTFE 塞孔前不同抽真空時(shí)間對(duì)比試驗(yàn)
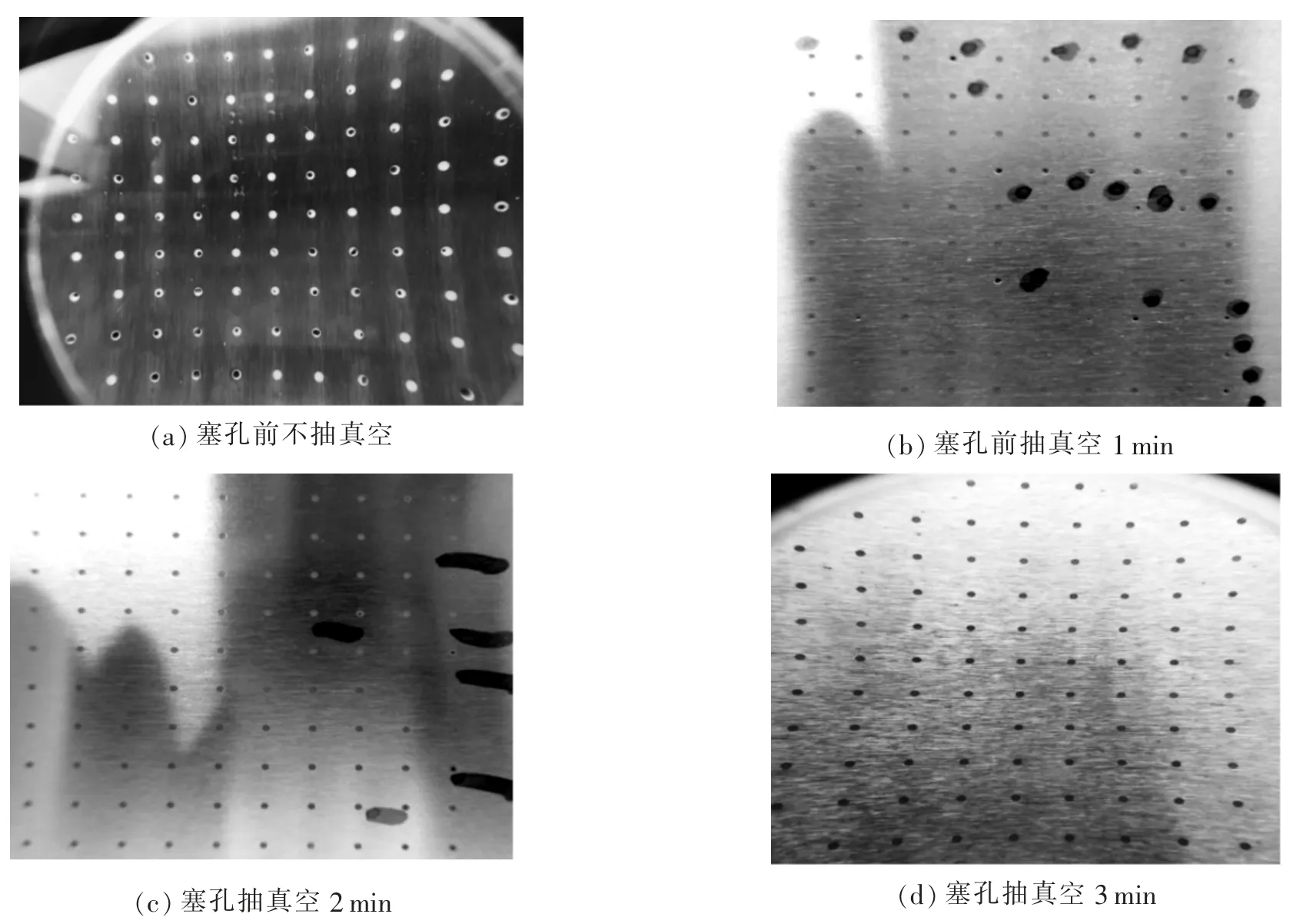
圖14 PTFE 塞孔前不同抽真空時(shí)間對(duì)比試驗(yàn)對(duì)比
由上述對(duì)比實(shí)驗(yàn)可知,對(duì)于PTFE 材料塞孔前抽真空時(shí)間越長(zhǎng),塞孔效果越好。
(3)后固化工藝:采用分段式后固化工藝效果較好,固化溫度為80℃*35 min+90℃*35 min+110℃*28 min+140℃*7 min+150℃*3 5min,特別注意樹(shù)脂固化過(guò)程中烘箱內(nèi)部不能有強(qiáng)風(fēng)存在,容易造成爆孔。
上述實(shí)驗(yàn)對(duì)比可知,塞孔前裝好網(wǎng)版和墊板,然后空機(jī)抽真空3 min,去除機(jī)臺(tái)本身和樹(shù)脂內(nèi)的水汽,之后進(jìn)行首件塞孔,首件塞孔前等待5min,之后每一塊塞孔前等待3 min。此操作的目的是通過(guò)真空塞孔等待,去除板內(nèi)背鉆孔基材空隙的水汽和樹(shù)脂空氣,防止塞孔過(guò)程中真空壓力作用下空氣和水汽被壓入板內(nèi)背鉆孔隙中,有效減少塞孔后凹陷和固化后爆孔的現(xiàn)象。
5.2 雙面控深墊板
由于PTFE 材料的表面浸潤(rùn)性差,容易出現(xiàn)因真空壓力不平衡導(dǎo)致的塞孔凹陷。通過(guò)現(xiàn)場(chǎng)分析試驗(yàn),結(jié)合樹(shù)脂塞孔的機(jī)理分析,采用雙面控深的樹(shù)脂塞孔墊板,即在一張墊板的兩面控深出塞孔圖形,并打出排氣孔,如表7 所示,使用雙面控深墊板可以有效解決塞孔操作過(guò)程中的氣壓不平衡的問(wèn)題,最終減少塞孔進(jìn)油面凹陷。
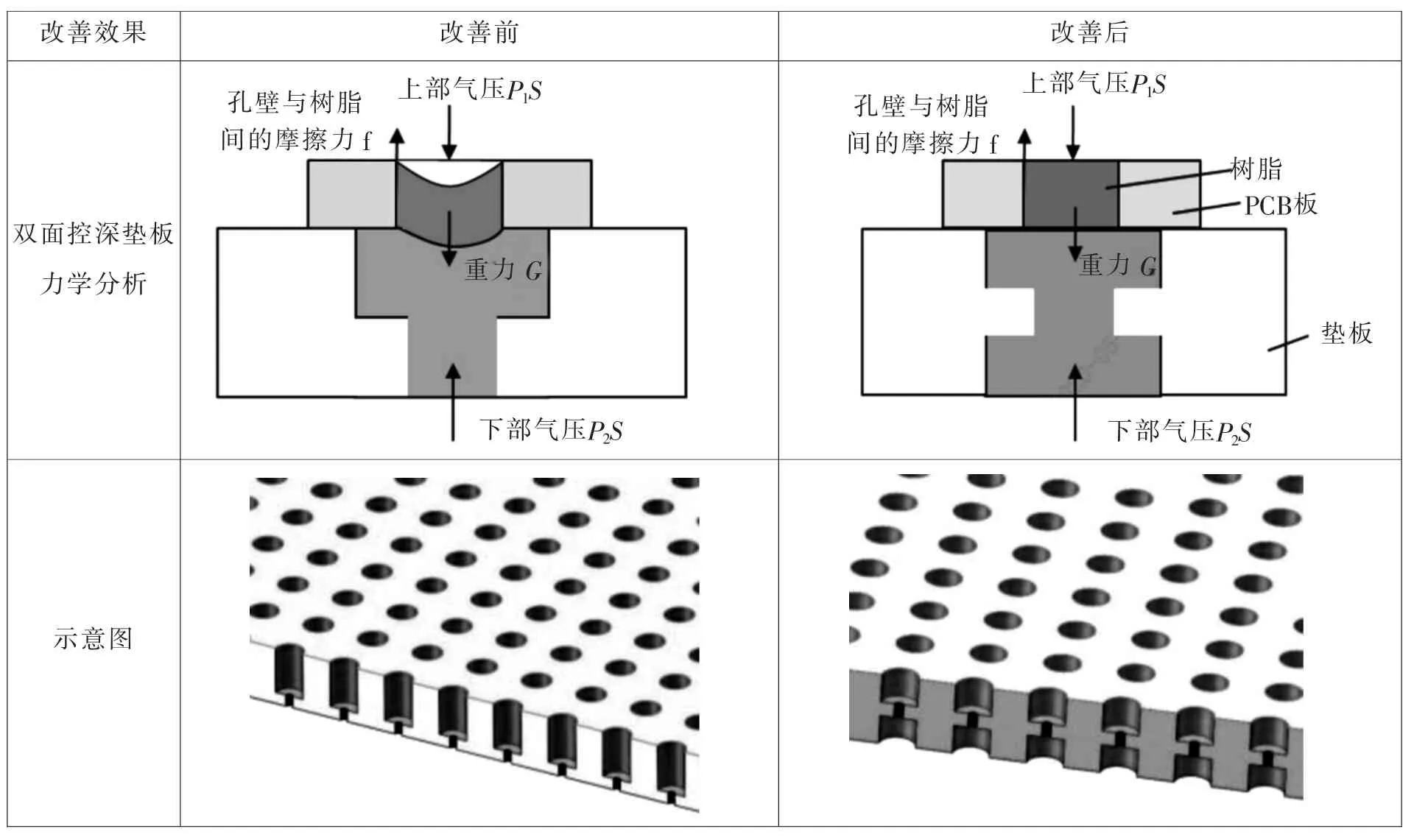
表7 PTFE 背鉆真空塞孔雙面控深墊板改善對(duì)照表
5.3 樣品塞孔能力驗(yàn)證
為驗(yàn)證改善后塞孔加工的能力,分別使用通孔和背鉆孔的PTFE 材料的四層產(chǎn)品板進(jìn)行樹(shù)脂塞孔能力驗(yàn)證,見(jiàn)表8、表9。試驗(yàn)設(shè)計(jì)與實(shí)施如下:

表8 PTFE 塞孔批量改善方案
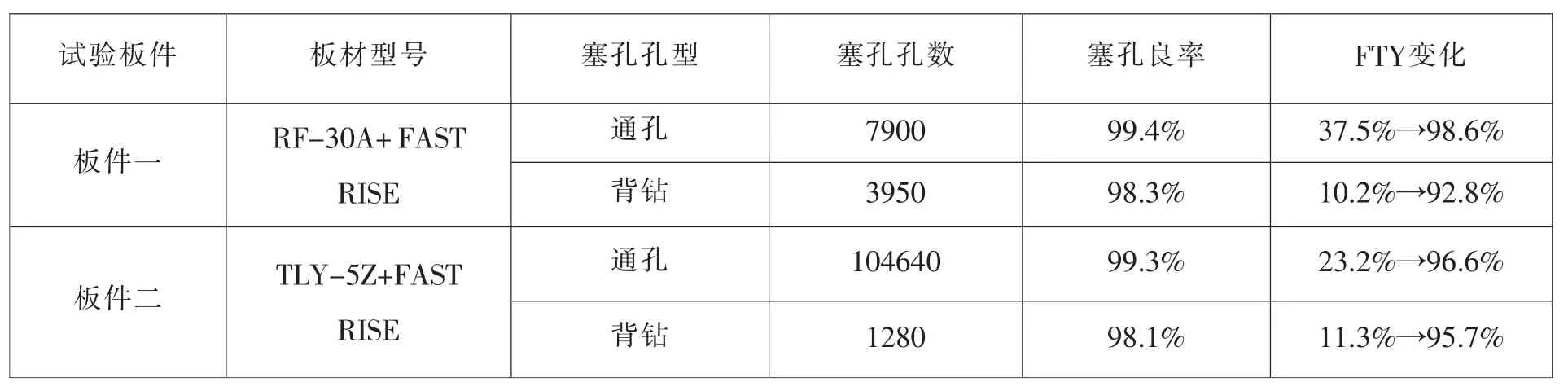
表9 不同檔案號(hào)小批量真空樹(shù)脂塞孔驗(yàn)證結(jié)果
(1)試驗(yàn)對(duì)象:不同加工圖形的PTFE 四層板(RF-30A+FASTRISE 混壓)。
(2)試驗(yàn)設(shè)備:SM 鉆機(jī)、真空樹(shù)脂塞孔機(jī)和相關(guān)工序設(shè)備。
(3)檢驗(yàn)方式:目檢和AOI 光學(xué)檢驗(yàn)。
(4)試驗(yàn)采用最新加工方案。
(5)試驗(yàn)結(jié)果與分析。
小批量試驗(yàn)結(jié)果表明,采用新的方案可以滿(mǎn)足PTFE 類(lèi)材料(RF-30A 和TLY-5Z)的塞孔加工能力。
6 結(jié)論
通過(guò)對(duì)PTFE 材料的多角度分析測(cè)試,以及基于塞孔機(jī)理和力學(xué)模型的PTFE 塞孔工藝研究結(jié)果表明:
(1)PTFE 材料的PCB 板背鉆孔塞孔不良的根本原因:PTFE 材料的覆銅板采用高溫熔融壓合而成屬于物理變化,過(guò)程中由于PTFE 材料浸潤(rùn)性差,熱塑性尺寸不穩(wěn)定造成CCL 壓合過(guò)程中,導(dǎo)致玻纖與PTFE 樹(shù)脂及填料結(jié)合處存在大量微小孔隙,其吸附水汽能力極強(qiáng)。在真空塞孔中,真空壓力作用下水汽吸附性更加突出,最終導(dǎo)致背鉆塞孔處凹陷和固化后水汽釋放形成塞孔爆孔現(xiàn)象。
(2)PTFE 材料樹(shù)脂塞孔背鉆最優(yōu)方案:塞孔前烘板時(shí)間調(diào)整為170℃*80 min,空機(jī)抽真空3 min,首件塞孔前抽真空5 min,此后每塊塞孔前抽真空3 min 的塞孔操作,并使用雙面控深墊板減少塞孔凹陷,最終背鉆孔FTY 達(dá)到92%,以上方案可完成吸水性最強(qiáng)和塞孔良率最低的RF-30A 的PTFE 材料的批量塞孔加工。因此,上述PTFE 材料的塞孔背鉆方案可推廣到所有PTFE材料的塞孔中。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(bào)(社會(huì)科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
