拉擠制品缺陷的分析研究
2024-01-15 13:18:36費其鋒鐘洪強宋長久廖晚鳳
玻璃纖維 2023年6期
關鍵詞:工藝
費其鋒,鐘洪強,李 明,宋長久,廖晚鳳,劉 洲
(巨石集團有限公司,桐鄉(xiāng) 314500)
0 前言
拉擠成型技術是在牽引設備的拉引下,將浸漬樹脂膠液的連續(xù)纖維或其制品,通過成型模加熱使樹脂固化,連續(xù)生產(chǎn)復合材料型材的成型工藝。制品應用范圍遍及航天、航空、交通、建筑、化工和電氣等各個領域[1,2]。基本工藝過程一般為增強材料在外力的牽引下,經(jīng)浸膠、預成型、熱模固化、在連續(xù)出模后經(jīng)定長切割或一定的后加工,得到型材制品[3]。
拉擠區(qū)別于手糊、噴射及纏繞工藝,其整個固化成型過程均在模具中完成,只有在制品出了模具后,才能觀測到是否存在缺陷。本文主要對拉擠工藝過程中出現(xiàn)的各種制品缺陷進行分類,分析缺陷產(chǎn)生的原因及提出相應的改善措施。
1 缺陷問題的研究
拉擠制品在制備過程中由于種種原因,最終制品可能存在不同類型的缺陷,并會或多或少的影響制品使用性能[4-6]。本文就常見的拉擠缺陷進行歸類分析。
1.1 表面纖維外露、起毛
表面纖維外露、起毛的缺陷一般出現(xiàn)在只用玻纖無捻粗紗增強的制品上,如:絕緣子棒材、抽油桿、加強芯等,如圖1 所示。由于制品表面沒有覆蓋氈或布,如果拉擠玻纖的質量分數(shù)太高,吸樹脂量不足,玻纖在沿拉擠方向排布時就可能發(fā)生制品表面纖維剝離外露的情況,并在牽引力作用下與模具摩擦而起毛,制品表面無光澤。該缺陷不但影響制品外觀,而且對電絕緣性能有非常不利的影響。對玻纖外露起毛的絕緣芯棒,相對表面積越大,越容易積污,在自然環(huán)境下大霧淋雨、污穢受潮、表面覆冰等情況下的閃絡電壓也相應更低[7]。
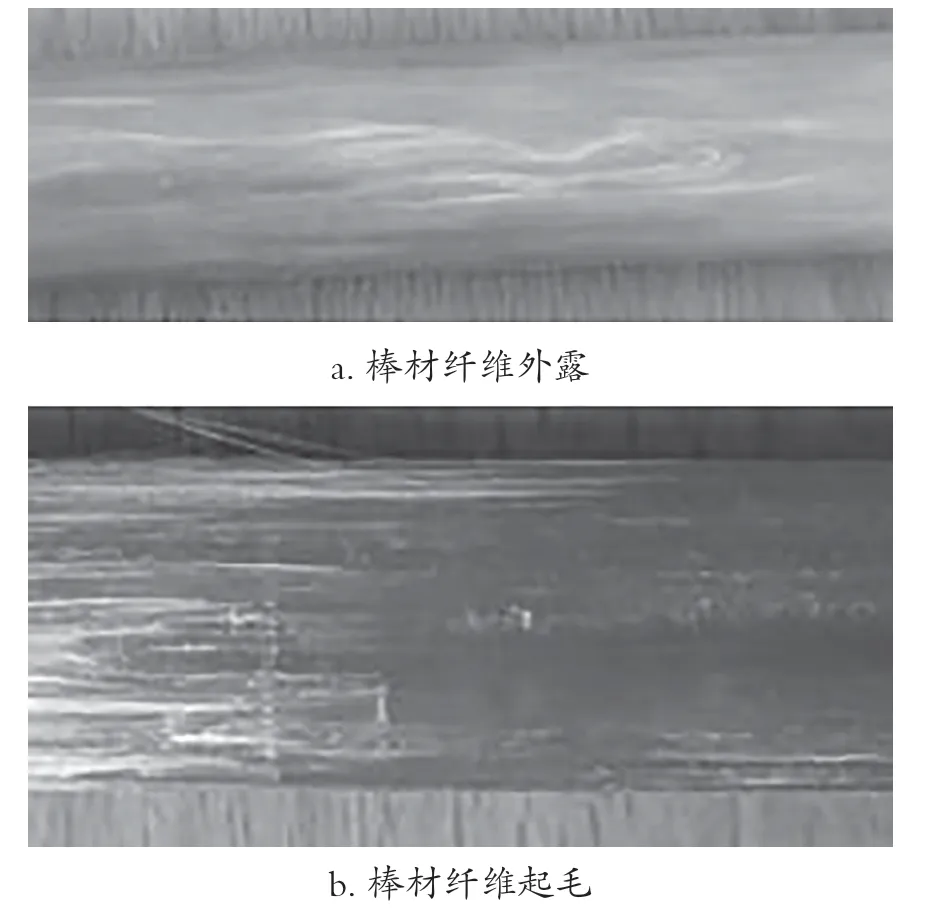
圖1 棒材纖維外露、起毛
改善玻纖外露起毛的有效方法是適當降低玻纖的質量分數(shù),必要時可以用氈布替換部分粗紗,提升制品表面吸樹脂量,對制品表面玻纖起到更好的保護及潤滑作用。
1.2 制品表面凹痕
拉擠制品的表面凹痕不同于注塑,注塑工藝的凹痕主要是聚合和冷卻過程中,受原料特性和模具內外溫差的影響,出現(xiàn)收縮現(xiàn)象導致產(chǎn)品的表面缺料。拉擠表面凹痕主要分為兩類。一類是局部缺紗型凹痕,主要發(fā)生在玻璃纖維紗線進模具前,主要是紗線缺股或者預成型紗線排布不合理造成的。另一類是劃傷型凹痕,主要是模具不光滑或者模具內部樹脂碎片堆積而劃傷制品表面,如圖2 所示。制品凹痕處由于缺失玻纖的增強作用,該處力學性能會比其他部位要低,特別是對外觀復雜的拉擠制品來說,會嚴重影響復合材料的安全性和使用壽命[6]。
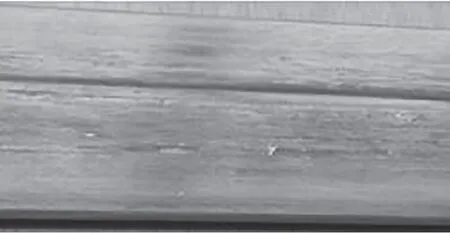
圖2 制品表面凹痕
與玻纖外露起毛相反,要減少凹痕缺陷,需要增加用紗量并改善預成型排布,同時對模具進行打磨清理,必要時還可以考慮使用更好的脫模劑。
1.3 紗線浸透不良
浸透不良不僅僅是拉擠工藝特有,幾乎所有復合材料成型工藝都會或多或少地遇到該問題。浸透不良通常是由于紗線性質與使用工藝不匹配造成。如:紗線實際浸透速度較慢,而拉擠速度過快,導致樹脂沒有完全浸透紗線就已經(jīng)進入模具固化,或者部分紗線含油含水異常,導致浸透速度存在差異,又如作業(yè)環(huán)境溫濕度差異較大時,既影響紗線性狀,又影響樹脂粘度,導致冬夏季使用相同工藝時,浸透效果卻天差地別。浸透不良的制品表面通常有明顯的白斑或白絲,如圖3 所示,白斑處由于紗線浸透不佳,與樹脂的界面結合較差,即影響外觀又對制品性能有不良影響。

圖3 紗線浸透不良
要改善此類缺陷,選擇與使用工藝相匹配的玻璃纖維紗就尤為重要。通常既要考慮浸透速度與拉擠速度的關系,又要考量玻纖種類與樹脂類型的結合情況。最后對作業(yè)環(huán)境溫濕度還需要有較好的控制措施,保證環(huán)境相對穩(wěn)定。
1.4 表面起皮或白粉
表面起皮和白粉的成因與劃傷型凹痕有點類似,都有樹脂富余的原因。事實上,當浸透樹脂的玻纖進入模具后,在牽引力作用下,玻纖有向模具中心聚集的趨勢,而在緊貼模具壁的玻纖表面,會形成一層幾乎不含纖維的樹脂層。這層樹脂層如果與模具界面完全分離并與玻纖結合良好,則產(chǎn)品外觀正常。如果與玻纖結合不佳,且與模具壁粘接力也不大,則會在制品表面形成起皮或掉皮。最差情況則是樹脂層與模具粘接力過大,導致拉擠時樹脂層碎裂變成粉末,而粉末堆積甚至會發(fā)生堵模情況,使得拉擠中斷。缺陷如圖4所示。整體而言,此類缺陷不單單影響制品性能,可能還會造成設備損失。
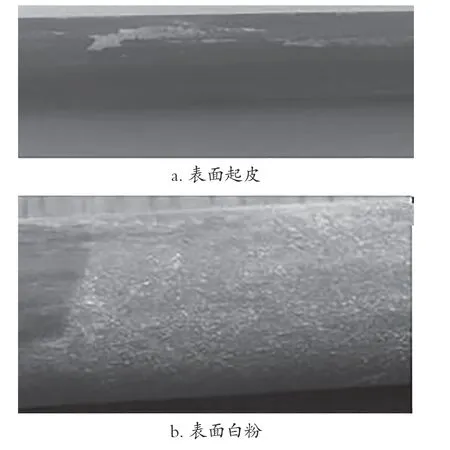
圖4 表面起皮和表面白粉
解決此類缺陷的關鍵是要做到樹脂的凝膠、固化與脫模相匹配。通常采用的方法是優(yōu)化引發(fā)劑,改變樹脂固化時間,調整模具溫度,適當采用輔助加熱系統(tǒng),減少表面與中心溫差,保證模具內部光滑減少表層樹脂層與模具壁的粘接力等[8-10]。
1.5 分型線缺陷
分型線類型缺陷只發(fā)生在可開合模具上,在兩塊模具的接縫處,模具所受應力最大,是最容易產(chǎn)生樹脂粘附和堵塞的地方[11]。在拉擠生產(chǎn)玻璃鋼片材、工字鋼、角鋼等異型材時,如果模具制造尺寸精確度不夠,在合模時各模塊定位偏差大,就容易在分型線處發(fā)生粘模情況而產(chǎn)生分型線,并可能隨著拉擠過程撕裂制品表面,最終表現(xiàn)在制品外觀上,就是在分型線處產(chǎn)生一條明顯的白線,如圖5所示。

圖5 型材表面分型線
處理方法一般是需要停機修復模具,將模具重新拆裝,提高各模塊間的定位精度,減少偏差。
1.6 性能類型缺陷
該類缺陷包括但不限于制品不耐老化、易褪色、絕緣性差、力學強度低等,通常需要從樹脂類型、玻纖增強性能、工藝原理等方面深入研究改善。
2 結論
研究了拉擠制品中存在的缺陷,如:表面纖維外露、凹痕、浸透不良、起皮等等。針對缺陷問題,總結了拉擠制品六大類型的缺陷,分析了缺陷產(chǎn)生的原因,提出了改善方法。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
