9Ni鋼焊接接頭彎曲試驗開裂分析
2024-02-26 10:56:20楊偉鋒翁耿賢魏笑科徐勛沈洪濤
船海工程 2024年1期
楊偉鋒,翁耿賢,魏笑科,徐勛,沈洪濤
(1.廣州文船重工有限公司 技術開發部,廣州 510725;2.中船黃埔文沖船舶有限公司 重工事業部,廣州 510715)
裝載LNG的儲罐要求能滿足溫度極低的載運環境,9Ni鋼因低溫韌性好、膨脹系數小、強度高、焊接性能優異等特點被廣泛應用于LNG儲罐制造[1-2]。9Ni鋼主要使用焊條電弧焊、埋弧自動焊和鎢極氬弧焊方法焊接,其中以焊條電弧焊的應用最為廣泛。焊接材料通常選用Ni基型合金,雖然價格較昂貴,但Ni基型焊材具有優良的低溫韌性、線膨脹系數與9Ni鋼相近等特點[3]而被普遍使用。在焊接工藝試驗初期,9Ni鋼對接接頭在彎曲試驗時出現了較多試樣開裂的情況,需分析原因并對焊接工藝及實施進行優化或改進。為此通過焊接工藝試驗,分析9Ni鋼對接接頭試樣彎曲開裂的原因并制定相應對策。將優化后的焊接工藝應用于LNG儲罐產品的建造,焊接質量滿足標準要求,對所有焊接試板使用側彎試樣進行彎曲試驗,以期方便彎曲試驗實施的同時,降低焊接試板的材料成本。
1 9Ni鋼焊接工藝試驗
1.1 試驗材料
試驗用9Ni鋼試板為EN 10028-4標準中的X7Ni9牌號,厚度14 mm,調質狀態供貨。試板采用焊條電弧焊方法焊接,焊條型號為ENiCrMo-6,焊條規格為直徑3.2 mm和直徑4.0 mm,焊前在250℃烘干后盛裝保溫筒內儲存,使用YK-305AA交流焊接電源焊接試板。試板、焊條熔敷金屬的化學成分分別見表1和表2,力學性能見表3。

表1 X7Ni9鋼試板化學成分 %

表2 ENiCrMo-6焊條熔敷金屬化學成分 %
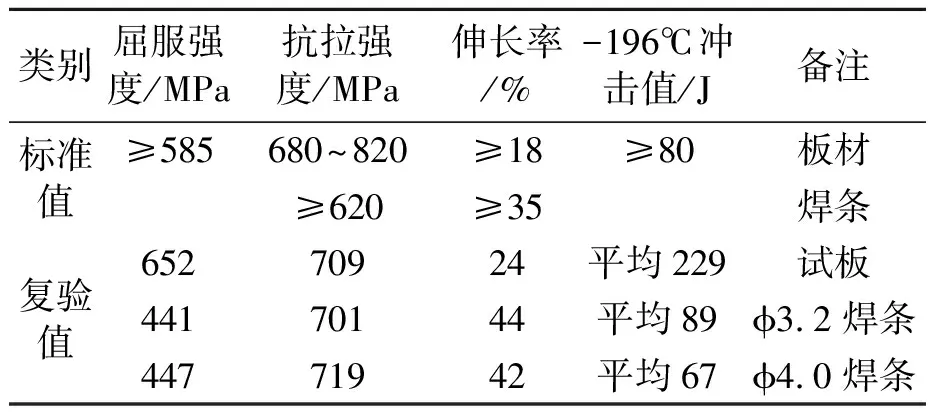
表3 X7Ni9鋼試板及ENiCrMo-6焊條熔敷金屬力學性能
1.2 試板焊接
使用氧-丙烷火焰切割試板,組對前使用砂輪打磨坡口見白,試板尺寸為700 mm×200 mm×14 mm,按圖1坡口節點組對。試板焊接采用雙面焊工藝,即坡口正面焊接完成后在坡口背面使用碳弧氣刨清根,打磨清潔坡口后再焊接一道封底焊。為保證焊接接頭的低溫沖擊韌性,遵照焊材廠家的建議,將單道焊的焊接熱輸入均控制在35 kJ/cm以下,焊接參數見表4。

圖1 9Ni鋼試板對接縫坡口節點(尺寸單位:mm)
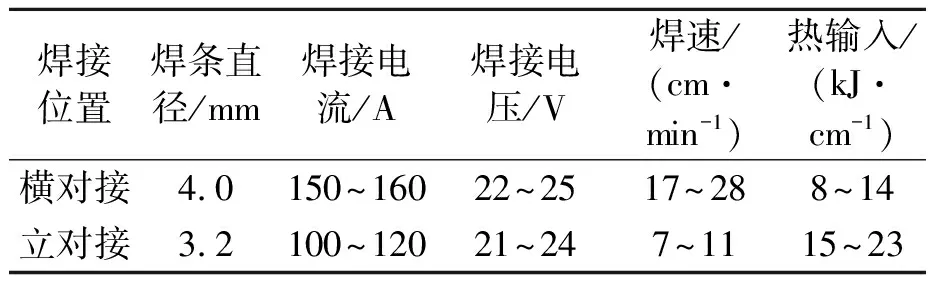
表4 X7Ni9鋼試板焊接參數
初次試驗焊接6塊試板,由3位焊工焊接,每位焊工各焊1塊橫對接試板和立對接試板。
1.3 試板檢測結果及分析
對試板的焊接接頭進行著色滲透(PT)和X射線(RT)檢測。PT發現1橫對接試板的焊縫表面局部有少量點狀氫氣孔缺陷;RT檢測發現3塊橫對接試板焊縫內部均有不同程度的氣孔缺陷和夾渣缺陷,有2塊立對接試板的焊縫邊緣發現有局部未熔合缺陷。
從試板焊接接頭中取樣分別進行全焊縫縱向拉伸強度、橫向拉伸強度、-196℃低溫沖擊、硬度和側彎試驗檢測,側彎試樣采用輥筒彎曲法進行試驗。試驗發現焊接接頭的抗拉強度能達到母材X7Ni9鋼規定的最小抗拉強度680 MPa的要求,但焊縫的屈服強度在410~460 MPa之間,小于X7Ni9鋼規定的最小屈服強度585 MPa的要求。焊接接頭各區-196℃低溫沖擊值最小有72 J,比規范規定值34 J有較多富余。焊接接頭各區硬度值在190~350 HV之間,滿足規范規定不大于420 HV的要求。側彎試樣彎曲后有部分試樣出現開裂甚至斷開的現象,提取的24個側彎試樣中有11個試樣出現開裂長度超3 mm的情況,占比約45.8%,裂紋出現在焊縫(見圖2)或熔合區,開裂情況多出現在熔合線的拐角處,見圖3。

圖2 側彎試樣在焊縫開裂

圖3 側彎試樣沿熔合線開裂
試驗表明,上述9Ni鋼的焊接工藝存在焊縫容易出現焊接缺陷、焊縫屈服強度過低和接頭彎曲容易開裂的問題,在產品正式焊接前需設法解決。鎳基焊材熔化后的鋼水較粘稠,氣孔及夾渣物溢出困難,后續將通過火焰除濕及強化焊前清潔來減少焊接氣孔及夾渣物。文獻[4]對數種Ni基焊材在9Ni鋼焊后的力學性能進行了對比分析,焊縫金屬的屈服強度均與母材相差較大,這是9Ni鋼焊接領域無法回避的問題,故在實際的產品設計時,9Ni鋼的焊接按抗拉強度進行匹配,屈服強度設計要求一般不低于400 MPa。焊接接頭彎曲易裂問題涉及到焊接工藝的可行性及產品使用的安全性,需重點分析原因并對焊接工藝及其實施進行改進。
2 彎曲試樣開裂的原因分析
彎曲試驗是檢查焊接接頭塑性、驗證接頭的連續性和致密性的一種檢測方法,多數標準規定試樣按要求彎曲后不得出現超過3 mm 的開口缺陷。導致9Ni鋼焊接接頭彎曲容易開裂有材料自身特性的原因。
2.1 試樣在焊縫區開裂
導致彎曲試樣從焊縫區開裂常見的原因有焊材的雜質含量超標、焊接熱輸入過大、焊縫存在焊接缺陷等。從表2可知,焊條的化學成分滿足標準要求,可排除焊條雜質元素含量超標方面的原因。焊接參數符合廠家的推薦且熱輸入值均低于35 kJ/cm,亦可排除焊接熱輸入方面的原因。在試樣的開口表面發現有氣孔或夾渣物缺陷,焊接缺陷使焊縫組織的連續性和致密性受損,導致試樣彎曲開裂。經多次反復對比焊接試驗,發現夾渣、氣孔缺陷多出現在橫對接焊縫中,這與Ni基焊材的物理特性有關,焊材中含鎳量較高,熔化后的鋼水較粘稠,焊接時氣體或焊渣溢出所需的時間長,導致焊縫易出現氣孔和夾渣缺陷。
2.2 試樣在熔合區開裂
統計分析發現彎曲試樣在熔合區開裂有12個(有3個裂口未超過3 mm),其中裂紋只出現在熔合線平整段試樣有3個,裂紋出現在熔合線拐角處的試樣有9個。用放大鏡觀察試樣裂口或斷面,有3個試樣的裂口或全斷試樣的斷面發現有黑色可見夾渣物,有2個試樣的開口內發現有未熔合缺陷,其他7個試樣的裂口或斷面未發現有可見的焊接缺陷。未熔合缺陷均出現在立對接縫的熔合區,原因是鎳基合金焊縫熔點較母材低約100 ℃[5],加之鎳基合金鋼水的粘稠特性,使得焊接電弧的穿透能力較差,施焊運條不當則會在坡口面出現未熔合缺陷。9Ni鋼焊接接頭的熱影響區和熔合線在多次受熱后其晶粒不可避免會粗化,加之母材與焊縫在熔合區存在相互稀釋,使得熔合區的塑性和韌性等力學性能有一定程度的下降。
從表3中X7Ni9鋼和ENiCrMo-6焊條的復驗值可知,焊縫金屬實際的屈服強度比母材低約200 MPa,側彎試樣在進行彎曲時,熔合線的拐角存在應力集中現象。前述原因綜合導致9Ni鋼對接接頭彎曲試驗時在接頭的熔合區容易開裂。
為避免因9Ni鋼和焊縫金屬之間屈服強度差異過大而導致的彎曲試驗結果失真,有企業在9Ni鋼的焊接試板使用縱向彎曲試樣進行了彎曲試驗。證明縱向彎曲試樣在彎曲試驗時是焊縫、熱影響區、母材一并彎曲,不存在因強度差別過大產生的彎曲變形不均或應力集中問題,彎曲試驗的合格率高[6]。但縱向彎曲試樣需占用的焊縫較長(通常單個試樣長度不小于200 mm),在試板上取樣所占的焊縫長度約是側彎試樣的20倍,試驗占用的材料成本高;另外,儲罐產品上會有多種板厚規格,檢測機構配齊適用各種板厚的彎芯配件會存在困難,且頻繁更換不同規格的彎芯會使彎曲試驗的效率低下。
3 對策及實施
3.1 對策
1)強化焊前的坡口清潔。坡口使用不含碳或碳化物的氧化鋁打磨片打磨坡口,避免坡口面因增碳而降低焊接接頭特別是熔合區的韌性和塑性。清理焊道間的焊渣,使用不銹鋼鋼絲刷清理坡口面的煙塵吸附物,必要時通過機械打磨方法徹底清理雜質,防止焊縫出現夾渣物。Ni基焊材焊后易出現弧坑熱裂紋,焊接收弧端如出現裂紋則將裂紋打磨干凈。9Ni鋼焊前無需預熱,但天氣潮濕或坡口內有水汽時需使用火焰烘烤去除濕氣,避免焊接過程中焊縫出現氫氣孔。
2)嚴格控制焊接熱輸入及層間溫度。按表4規定的焊接參數焊接試板,確保各焊道的熱輸入小于30 kJ/cm,焊道間的溫度控制在150 ℃以下,以抑制焊接接頭的晶粒長大及縮小9Ni鋼焊接接頭在母材、影響區、焊縫之間的力學性能差異,文獻[7]的試驗研究亦表明通過控制焊接參數和層間溫度可提高焊接接頭的塑性。
3)優化坡口設計。母材與焊縫金屬互相稀釋在打底焊即熔合線拐角處最為強烈,焊縫背面清根時需將第1層打底焊道完全刨除。刨槽的寬度b不小于8 mm,打磨滲碳層并修磨成約55°的坡口,為焊條留出擺動的空間,防止在坡口面產生未熔合缺陷。將坡口的根部修磨成U形使得清根側坡口邊線和先焊面側的熔合線交角純化 (見圖4),減小熔合線拐角處的應力集中。
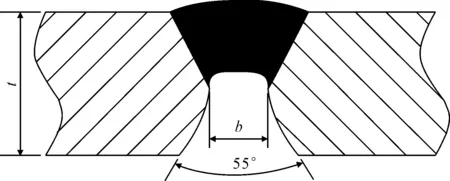
圖4 接頭清根修磨后的坡口形式
4)優化焊接運條方法,使焊接電弧充分熔化母材,避免焊縫出現未熔合缺陷。在9Ni鋼施焊時使用盡可能短的焊接電弧,焊條傾斜角度盡量小于15°,平對接焊、橫對接焊時焊條不擺動,焊接電弧稍偏向母材側;立對接焊時焊條作橫向擺動并使焊接電弧在母材側稍作停留,以充分加熱和熔化母材的坡口面。
5)強化焊工培訓,使焊工熟練掌握9Ni鋼的焊接特點及技能,增強焊工施焊的規范意識。9Ni鋼使用交流電源焊接,交流焊接電弧的穩定性較差,焊工需通過強化實操訓練。Ni基焊縫易出現氣孔、夾渣等焊接缺陷,通過理論與實操相結合的培訓,使焊工充分認識缺陷產生的原因并有效落實預防措施。9Ni鋼焊接接頭的強度、塑性等力學性能對焊接熱輸入和焊道層間溫度敏感,直接影響焊接接頭彎曲試驗的結果,需強化焊工施焊的規范意識,嚴格按工藝規定的參數進行施焊。
3.2 對策實施及效果
將各項對策落實至后續9Ni鋼試板的焊接,試板接頭經RT檢測未發現有超標的焊接缺陷,各項力學性能均滿足要求。側彎試樣按標準彎曲后均未出現有開裂或斷裂的情況,側彎試樣彎曲檢測合格。立對接接頭彎曲后的試樣形貌見圖5。
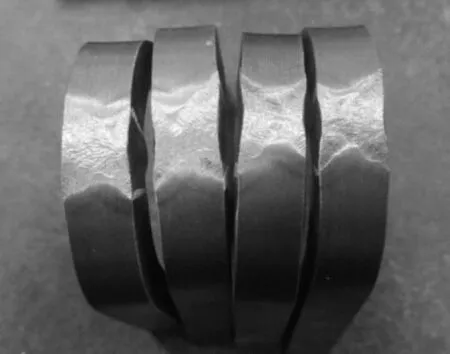
圖5 立對接試板側彎試樣彎曲后形貌
圖5中焊縫區出現了縮頸變形,焊縫與母材沿熔合線出現較明顯的臺階,熔合線拐角被鈍化使得整體線形較平緩。為滿足LNG液貨罐產品焊接的需要,分別進行了9Ni鋼14 mm橫對接和立對接、30 mm平對接焊接工藝評定試驗,試驗過程由CCS船級社驗船師監督。試板按CCS散裝運輸液化氣體船舶構造與設備規范[8]的要求進行無損檢測和力學性能檢測一次合格,3項9Ni鋼焊接工藝獲得了CCS船級社的認可,準予用在LNG儲罐9Ni鋼的焊接。30 mm厚試板接頭的側彎試樣彎曲后未發現有開口缺陷(見圖6),試驗表明改進后的9Ni鋼焊接工藝應用于厚板的焊接,其接頭的抗彎性能也表現良好。側彎試樣在試板中是橫向取樣,單個試樣只占10 mm的焊縫長度,側彎試樣在焊接工藝評定試驗中的成功使用,不僅減少了試板、焊材的用量,還可實現統一使用直徑40 mm的彎芯,對提高彎曲試驗檢測效率有利。

圖6 30 mm厚試板側彎試樣彎曲后的形貌
4 工藝應用
為滿足LNG儲罐9Ni鋼的焊接需要,組織17名焊工參加9Ni鋼焊接的專項培訓及船級社焊工資格考試,取得了CCS船級社頒發的9Ni鋼焊工資格證。
將新9Ni鋼焊接工藝應用于9 500 m3LNG運輸船2臺C型液貨罐和2臺C型甲板罐(見圖7)的制作,罐體對接縫的一次RT探傷合格率達到98.86%,整體焊接質量良好。
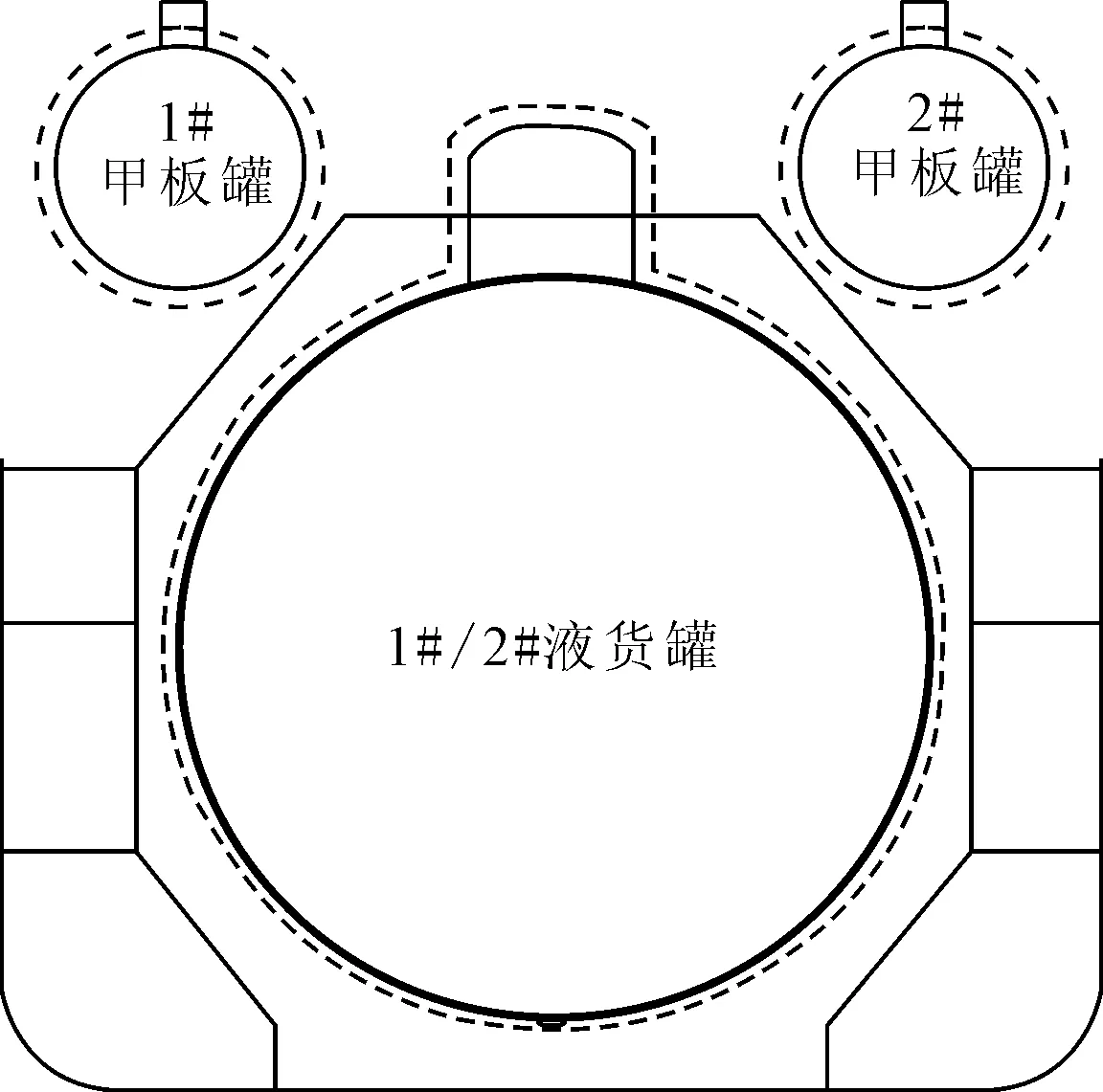
圖7 9 500 m3 LNG運輸船液貨罐和甲板罐
為評估罐體焊接接頭的力學性能是否滿足設計圖紙和規范要求,隨罐體對接縫按規范要求布置和焊接40塊產品試板,對試板焊接接頭進行強度拉伸、橫向彎曲和低溫沖擊試驗檢測。檢測試驗表明,所有試板對接接頭的強度、低溫沖擊韌性指標符合設計和規范要求。40塊產品試板中有39塊產品試板的側彎試樣經彎曲試驗檢測合格,有1塊產品試板的側彎試樣彎曲后有出現大于3 mm開裂的現象,在復試中還出現了試樣彎曲后斷開的情況,需對該產品試板所代表的焊縫進行返修處理。
究其原因,該彎曲試驗不合格的產品試板安裝在2#甲板罐封頭溫帶板對接縫的端部。甲板罐的封頭以封頭端面為基面臥造,溫帶板間的對接縫需在立焊位置焊接,受封頭圓弧線形的影響,在溫帶板立對接縫進行裝配、打磨、焊接等工作較困難。檢查開裂的試樣發現其熔合線拐角均較尖銳,也是裂紋的起始端,與圖3試驗中出現開裂情況一致,是熔合線拐角處的應力集中導致試樣開裂。
考慮項目所處的施工狀態和改善焊縫返修的施工環境,決定在封頭合龍階段對試板所代表的約38 m封頭對接縫進行返修焊接。通過滾輪架的配合調節,將所有封頭溫帶板間的對接縫變為橫焊位置進行焊接,降低封頭對接縫線形對坡口打磨、焊接及檢查工作的不利影響。返修焊縫經100%RT檢測合格,隨封頭焊制的產品試板各項力學性能檢測合格,LNG液貨罐和甲板罐的焊接質量獲得了船檢和船東的認可。
5 結論
1)9Ni鋼焊接過程中易出現焊接缺陷,從強化焊前清潔、提升焊工技能方面可顯著提高焊接質量。
2) 焊縫與母材在力學性能上的差異及熔合線拐角引起的應力集中導致了9Ni鋼焊接接頭在進行側彎試驗時容易開裂。
3)在合理的焊接工藝參數和因素控制下,9Ni鋼對接接頭可實現使用側彎試樣通過彎曲試驗檢測。
4)焊接工藝在LNG儲罐建造中的成功應用,驗證了新9Ni鋼焊接工藝的可行性。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39