發(fā)動機TC8M-1 鈦合金葉片搖臂的鍛造工藝研究與模具設(shè)計
2024-02-27 08:28:12代梅中國航發(fā)貴州黎陽航空動力有限公司
鍛造與沖壓 2024年3期
關(guān)鍵詞:工藝
文/代梅·中國航發(fā)貴州黎陽航空動力有限公司
郎連林·中國人民解放軍93147 部隊
施文鵬·江西景航航空鍛鑄有限公司
為解決某型發(fā)動機TC8M-1 鈦合金葉片搖臂鍛件成形困難的問題,基于Deform 數(shù)值模擬軟件對某型發(fā)動機TC8M-1 鈦合金葉片搖臂鍛造工藝進行研究。結(jié)果表明:通過預(yù)鍛+終鍛+抱切模的工藝方案,可以保證鍛件薄片處的尺寸公差,同時能有效的提高模具壽命,實現(xiàn)了一火次鍛造成形。設(shè)計工藝試制結(jié)果與數(shù)值模擬結(jié)果吻合良好,鍛件縱截面與金屬流線均勻,尺寸以及金相組織均滿足產(chǎn)品性能指標(biāo)。
葉片搖臂是發(fā)動機葉片連接高壓壓氣機整流器作動環(huán)的主要零件,高壓壓氣機整流器作動環(huán)工作時通過葉片搖臂帶動發(fā)動機葉片轉(zhuǎn)動工作。
TC8M-1 鈦合金為Ti-Al-Mo-Si 系合金,屬于馬氏體型α+β 兩相鈦合金。TC8M-1 鈦合金具有優(yōu)良的熱穩(wěn)定性、持久性能和抗疲勞性能,使用壽命長,主要用于發(fā)動機鍛件產(chǎn)品。TC8M-1 鈦合金是在TC8-1鈦合金的基礎(chǔ)上研制的,合金中減少了鋁含量,增加了鉬含量,以保證該鈦合金具有更好的加工性能,可以在室溫下加工變形(鐓粗40%),主要用于制造工作溫度在400 ~500℃的發(fā)動機靜止和轉(zhuǎn)動鍛件,長期工作時間可達1000h 以上。
本文選取某型發(fā)動機TC8M-1 鈦合金葉片搖臂作為研究對象,基于Deform 有限元數(shù)值模擬分析對其鍛造工藝以及模具設(shè)計進行研究,為后續(xù)該類型產(chǎn)品的設(shè)計給出參考方向。
結(jié)構(gòu)分析
某型發(fā)動機TC8M-1 鈦合金葉片搖臂鍛件(圖1、圖2),鍛件由兩個圓柱以及中間薄片組成。鍛件整體沿縱向截面變化較大。中間薄片只有1.6mm,公差為(+0.4,-0.2),兩頭圓柱的公差只有(+0.4,-0.2),且鍛件薄片處為非加工表面。整體來看鍛件小,對尺寸公差要求較高。又因鍛件的分模方式為折線分模,給鍛件成形控制增加了難度。
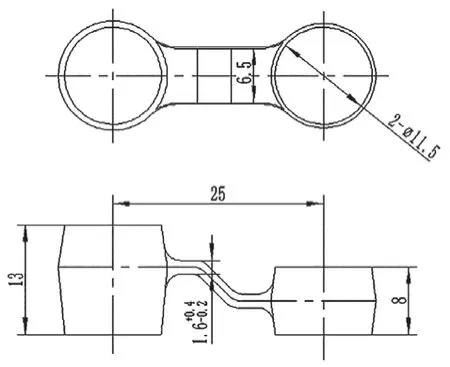
圖1 TC8M-1 鈦合金葉片搖臂鍛件圖
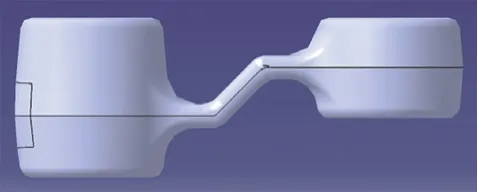
圖2 TC8M-1 鈦合金葉片搖臂三維造型
工藝分析
因TC8M-1 鈦合金葉片搖臂鍛件薄片處為非加工表面,對尺寸的要求更加嚴苛,在鍛件生產(chǎn)過程中存在的以下幾個難點。
⑴鍛件為折線分模,盡管鍛件尺寸較小,但在鍛造過程中依然會存在錯移力。
⑵因鍛件沿縱向截面變化大,中間薄片的截面積較小,在鍛造過程中,中間薄片處料的摩擦更加劇烈,會導(dǎo)致模具薄片位置極易磨損。
⑶薄片較薄,在鍛造切邊時,極易產(chǎn)生翹曲。
⑷鈦合金鍛件存在非加工表面時,需要通過酸洗去除α 層,需考慮酸洗時鍛件去除的深度。
對鍛件進行工藝分析,并結(jié)合鍛造生產(chǎn)的實際狀況,制定了TC8M-1 鈦合金葉片搖臂“預(yù)鍛+終鍛+抱切模”的鍛造工藝方案,即先在預(yù)鍛型腔上進行鍛造,后放入終鍛型腔鍛造,最后放進抱切模中切邊。
鍛件成形考慮:因鍛件為折線分模,考慮到鍛件錯移力對成形過程的影響,鍛造過程中選擇1 模2 件的形式,見圖3。
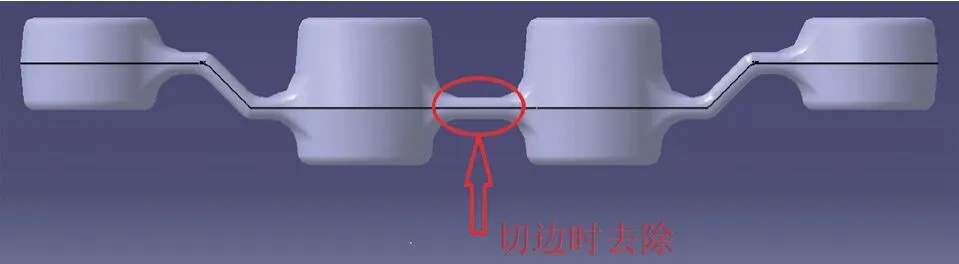
圖3 1 模2 件熱鍛件示意圖
設(shè)備選擇:鈦合金鍛造一般優(yōu)先選用壓力機,不優(yōu)先選擇模鍛錘,因模鍛錘設(shè)備特性,主要以沖擊載荷為主要的成形驅(qū)動力,使用過程中鈦合金鍛件整體的溫度場變化較大,且TC8M-1 鈦合金葉片搖臂鍛件尺寸較小,鍛造成形設(shè)備基本上都能滿足要求,綜合考慮,鍛造設(shè)備選擇300t 摩擦壓力機。
坯料尺寸的確定:鍛造坯料尺寸的確定對工藝成形、產(chǎn)品質(zhì)量尤為重要,坯料的尺寸較小,容易造成充填不足,鍛件缺肉;坯料的尺寸較大,容易造成鍛件打不靠,材料利用率低,增加生產(chǎn)火次。坯料尺寸根據(jù)計算毛坯圖的截面來確定,考慮材料變形等因素,原始棒料尺寸確定為φ15mm×86mm。
鍛造工藝方案過程:下料→加熱→300t 摩擦壓力機鍛造(預(yù)鍛+模鍛)→切邊(抱切模)→表面處理→熱處理→酸洗→除氫→理化檢測(氫含量、高低倍、α 層)→表面處理→終檢。
模具設(shè)計
熱鍛件圖設(shè)計
熱鍛件圖是根據(jù)鍛件圖來設(shè)計的,需要考慮鍛件去除α 層的余量以及熱脹系數(shù),其中熱鍛件的尺寸=(冷鍛件尺寸+余量)×熱脹系數(shù),從而設(shè)計出TC8M-1 鈦合金葉片搖臂鍛件熱鍛件圖,見圖4。生產(chǎn)TC8M-1 鈦合金葉片搖臂鍛件模具的終鍛型腔是根據(jù)熱鍛件圖加工的。
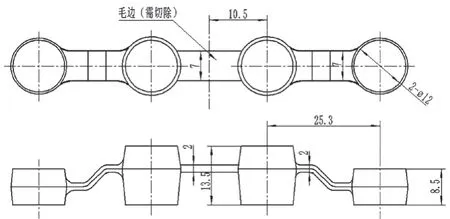
圖4 TC8M-1 鈦合金葉片搖臂熱鍛件圖(終鍛)
預(yù)鍛型腔設(shè)計
預(yù)鍛型腔主要是根據(jù)終鍛型腔來設(shè)計的,預(yù)鍛的主要目的是為了防止終鍛型腔的磨損過重,所以預(yù)鍛的設(shè)計主要和終鍛型腔外形類似,改變薄片處的厚度以及預(yù)鍛的凹圓角,使預(yù)鍛充填完整,TC8M-1 鈦合金葉片搖臂熱鍛件圖(預(yù)鍛)見圖5。
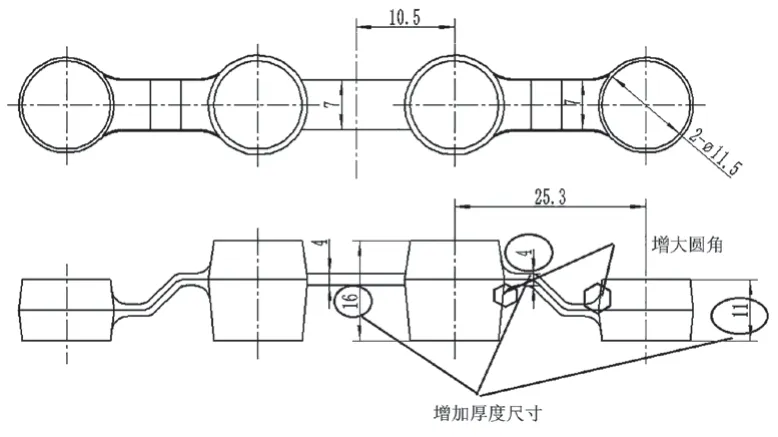
圖5 TC8M-1 鈦合金葉片搖臂熱鍛件圖(預(yù)鍛)
切邊模設(shè)計
切邊模是基于沖壓手冊上的落料沖孔復(fù)合模以及鍛件的實際情況進行設(shè)計的,TC8M-1 鈦合金葉片搖臂鍛件抱切模具體結(jié)構(gòu)見圖6。
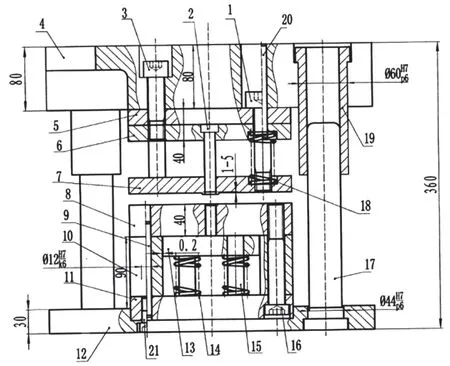
圖6 TC8M-1 鈦合金葉片搖臂抱切模裝配圖
抱切模工作原理
終鍛后的鍛件(帶毛邊)放入陰模上(陰模根據(jù)鍛件形狀進行制造,保證鍛件平穩(wěn)放入),啟動切邊壓力機,最先由卸料板與鍛件進行接觸,接觸后陽模向下運動,陽模與陰模對鍛件毛邊部分進行一個剪切作用,用于切除鍛件毛邊,當(dāng)設(shè)備到達下死點,陽模與陰模完成切邊,設(shè)備帶著陽模上行,鍛件由彈簧1的回復(fù)力頂出于陰模,毛邊因彈簧2 的作用力頂出陽模,最后用鉗子夾取鍛件以及毛邊。抱切模的主要作用是控制TC8M-1 鈦合金葉片搖臂鍛件的翹曲,避免增加校正工序。
有限元數(shù)值模擬分析
采用φ15mm×86mm 規(guī)格尺寸的棒料進行Deform 有限元數(shù)值模擬,模擬基本參數(shù)見表1,TC8M-1 鈦合金葉片搖臂鍛件成形過程見圖7、圖8。通過圖7、圖8 可以看出,鍛件充填良好,毛邊均勻,在有限元數(shù)值模擬過程中沒有折疊、匯流等鍛造缺陷產(chǎn)生。
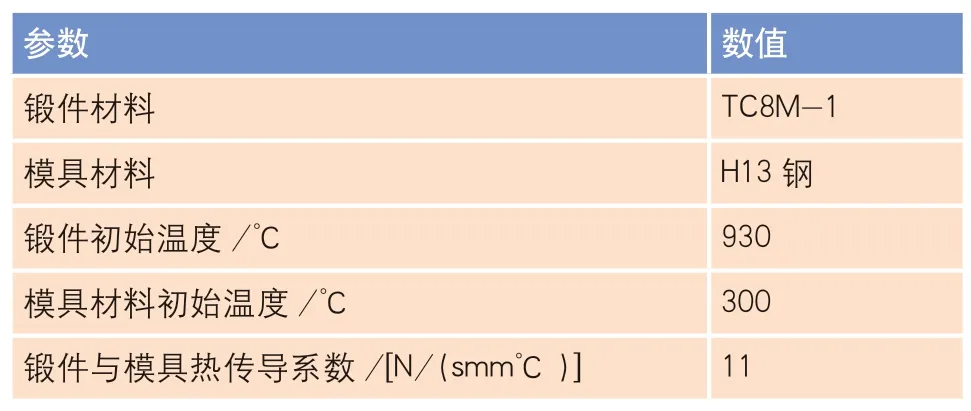
表1 模擬基本參數(shù)
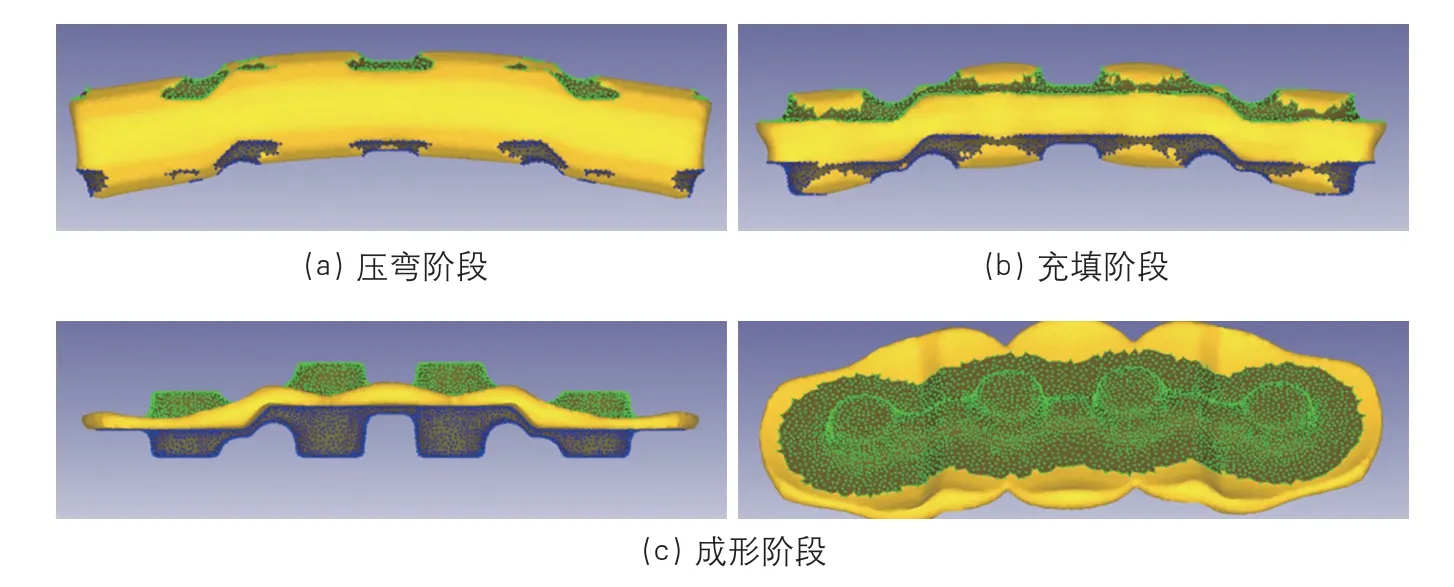
圖7 TC8M-1 鈦合金葉片搖臂鍛造成形過程(預(yù)鍛)
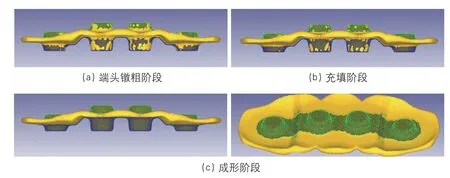
圖8 TC8M-1 鈦合金葉片搖臂鍛造成形過程(終鍛)
基于Deform 有限元數(shù)值模擬軟件對成形過程的縱截面金屬流線進行后處理分析,見圖9,通過縱截面流線結(jié)果可以看出,金屬流線沿外輪廓分布且金屬流動均勻,通過該工藝方案鍛出的鍛件沒有產(chǎn)生流線紊亂。

圖9 TC8M-1 鈦合金葉片搖臂縱截面金屬流線
工藝試制
根據(jù)模擬結(jié)果,采用300t摩擦壓力機預(yù)鍛+終鍛的成形方案對TC8M-1 鈦合金葉片搖臂進行試制。棒料經(jīng)預(yù)鍛+終鍛+抱切后鍛造成功。該鍛件已經(jīng)生產(chǎn)多個批次,尺寸滿足圖樣要求,圖10 為TC8M-1 鈦合金葉片搖臂實物照片。經(jīng)檢測,鍛件的金相組織滿足技術(shù)標(biāo)準(zhǔn)要求,圖11 為TC8M-1 鈦合金葉片搖臂顯微組織照片。
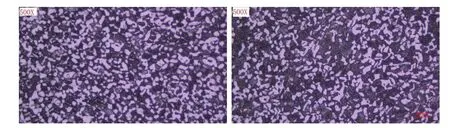
圖11 TC8M-1 鈦合金葉片搖臂顯微組織照片(2 批次)
結(jié)論
根據(jù)上述的分析、模擬以及工藝試制可以得出以下結(jié)論。
⑴基于Deform數(shù)值模擬結(jié)果對模具結(jié)構(gòu)、鍛造工藝方案進行了設(shè)計,后進行工藝試制,試制結(jié)果與數(shù)值模擬結(jié)果吻合,實際生產(chǎn)驗證了模擬結(jié)果的準(zhǔn)確性。
⑵采用預(yù)鍛+終鍛+抱切后鍛造方式生產(chǎn)TC8M-1 鈦合金葉片搖臂的工藝方案合理可行,為后續(xù)同類型鍛件的鍛造工藝提供了設(shè)計思路。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
