不銹鋼車體激光焊連接的模擬方法及強度評估
2024-03-04 11:32:38謝素明李秉鑫薛寧鑫李婭娜
大連交通大學學報 2024年1期
謝素明,李秉鑫,薛寧鑫,李婭娜
(1 .大連交通大學 機車車輛工程學院,遼寧 大連 116028;2.中車長春軌道客車股份有限公司 國家軌道客車工程研發中心,吉林 長春 130062)
因為不銹鋼車體側墻薄壁部件的連接焊點較多,致使這些部件焊接變形大,車體外觀質量常常無法保證,所以車體側墻部件連接方式開始由焊接熱影響區小、焊接變形小的激光焊連接取代[1]。車體結構激光焊連接的模擬方法與強度評估方法已成為不銹鋼車體結構強度設計的重點內容。
在不銹鋼結構的激光焊連接研究方面,逯世杰等[2]以SUS304不銹鋼焊接接頭為研究對象,比較激光焊與MIG焊導致的焊接變形與殘余應力的差異。結果表明:采用激光焊時,焊接變形減小約75%,殘余應力減小50%以上。許柏濤[3]研究了豎焊縫式激光焊的拉伸強度和疲勞強度預測,通過對不同板厚的激光焊接頭進行組合,得到板厚對接頭疲勞性能和斷裂機制的影響。束洋[4]提出了適用于車體側墻的激光段焊結構,并使用Abaqus軟件建立不同焊縫長度和焊縫間距的側墻結構模型,探究激光段焊結構性能的影響參數。
本文通過分析各種單元模擬半熔透搭接激光焊焊縫模型的計算結果,研究適合復雜焊接結構激光焊縫的單元類型。通過分析激光焊不同長度焊縫分析模型的焊縫單元應力結果,對照GB/T 37778—2019[5]及疲勞試驗結果,總結出適用于任意長度的焊縫強度評估方法。在此基礎上,利用EN 12663-1:2010+A1:2014[6]中的載荷,研究不銹鋼車體側墻激光焊的連接強度。
1 模擬方法與強度評估
本文采用實體單元、薄殼單元以及梁單元分別模擬激光焊搭接焊縫,通過焊縫單元剪應力與理論計算值誤差的對比分析,確定適用于不銹鋼車體激光焊連接的單元類型;借助GB/T 37778—2019和不同焊縫長度的激光焊搭接接頭的強度分析模型及試驗數據,確定適用于不銹鋼車體激光焊焊縫的模擬單元分布形式和連接強度的評估方法。
1.1 激光焊連接的模擬方法
半熔透激光焊搭接焊縫示意圖見圖1。組合板厚度為0.8 mm+2 mm,半熔透激光焊搭接焊縫的板材料為SUS301L-DLT,抗拉強度為690 MPa,屈服強度為345 MPa。依據GB/T 37778—2019確定焊縫長度為30 mm,承受拉伸力Fs為2.8 kN。
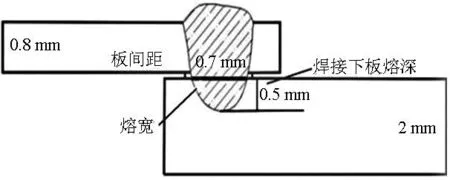
圖1 半熔透激光焊搭接焊縫示意圖
分別采用實體單元、薄殼單元以及梁單元模擬搭接焊焊縫,建立激光焊搭接焊縫強度分析模型,并在相同計算條件下進行對比分析,接頭分析模型的細節見表1。
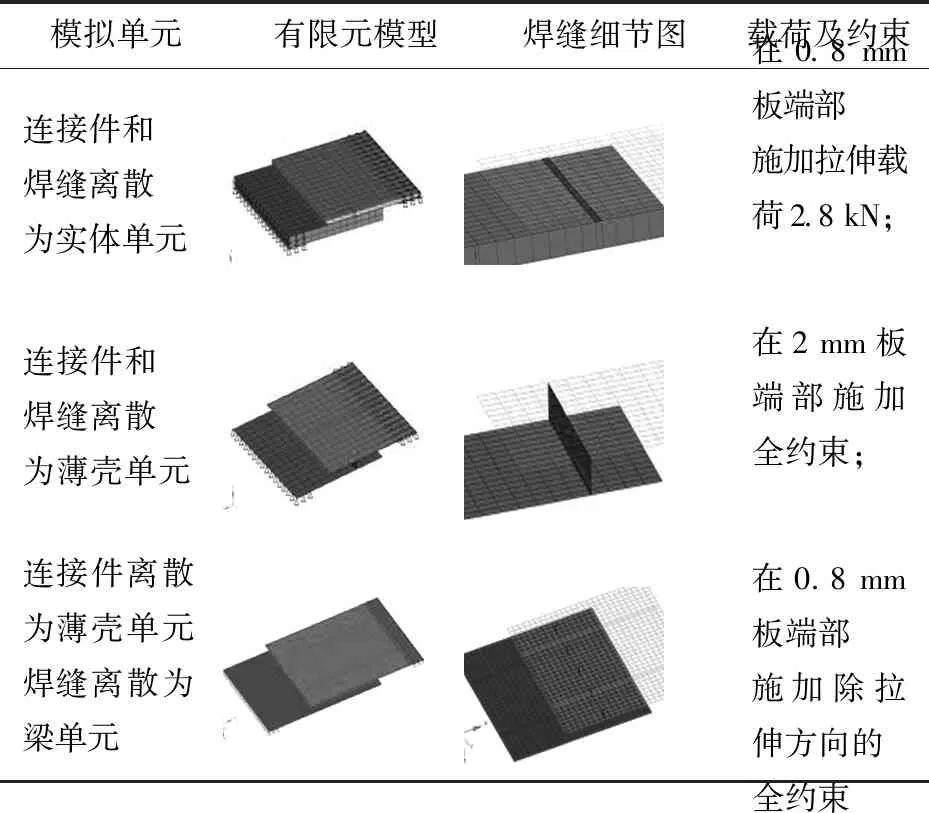
表1 激光焊接頭的不同分析模型
根據材料力學剪應力公式τ=Fs/A,可得焊縫τ為133.33 MPa,其中焊縫面積A=熔寬×焊縫長度。不同分析模型中焊縫單元的剪應力見圖2。
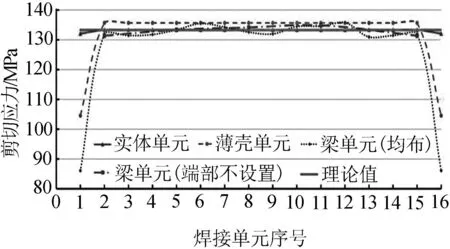
圖2 不同分析模型中焊縫單元的剪應力
由圖2可以看出:焊縫實體單元、梁單元(不含焊縫端部單元)、薄殼單元(除端部單元)的剪應力均與理論值很接近,實體單元和梁單元的誤差均在1%以內、薄殼單元的誤差為1.41%。顯然,3種單元均可模擬激光焊縫。然而,不銹鋼車體側墻的激光焊縫長度達數米,同時側墻部件厚度僅為幾毫米,當采用實體單元和薄殼單元模擬激光焊縫時,考慮到單元尺寸的合理匹配,車體強度分析模型規模巨大,常常無法計算。因此,建立不銹鋼車體強度分析模型時,應采用梁單元模擬激光焊連接關系。
1.2 激光焊連接的靜強度評估
GB/T 37778—2019中僅給出了焊縫長為30 mm、母材抗拉強度為520~1 080 MPa的激光焊搭接接頭的拉伸剪切力,如表2所示。當連接件板厚不同時,如0.8 mm和2 mm,應依據較小板厚選擇剪切力數值,如2.8 kN;當連接件板厚在表2中找不到對應數值時,如1.25 mm,可對板厚1.0 mm和1.5 mm對應的剪切力數值進行插值獲得。
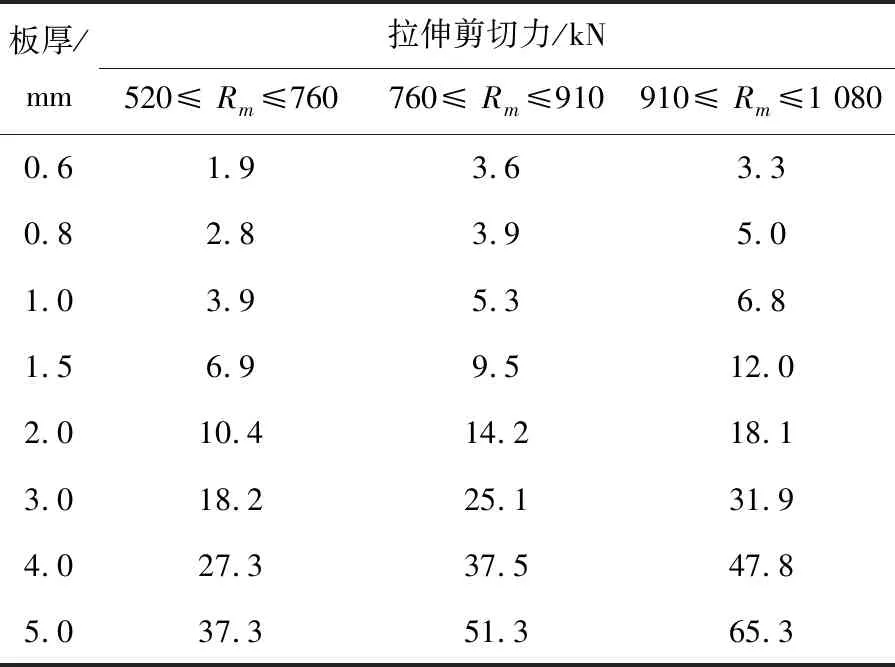
表2 不同板厚搭接接頭的拉伸剪切力
為研究如何利用表2對不銹鋼車體側墻激光焊長焊縫連接強度進行評估,本文分別建立焊縫長度為30、60、90 mm的激光焊搭接接頭的強度分析模型,采用梁單元模擬激光焊連接且每種焊縫長度均采用4種梁單元分布形式。梁單元面積可由熔寬×焊縫長度與梁單元數量的比值確定,焊縫長度為30、60、90 mm的分析模型的拉伸力分別為2.8、5.6、8.4 kN。
將分析模型計算得到的焊縫單元剪應力與公式計算的理論數值進行對比,結果見圖3。從圖3(a)可以看出:焊縫長為30 mm時,焊縫分3段2個梁單元和4段3個梁單元模擬且單元間距為15 mm的剪應力與理論值的誤差最小,誤差不超過2%,其他分布形式的分析模型的誤差均較大。從圖3(b)可以看出:焊縫長為60 mm時,焊縫分5段4個梁單元模擬且單元間距為15 mm的剪應力與理論值的誤差最小,誤差不超過2%,其他分布形式的分析模型的誤差也均較大。從圖3(c)可以看出:焊縫長為90 mm時,焊縫分7段6個梁單元模擬且單元間距為15 mm的剪應力與理論值的誤差最小,不超過2%。中部單元的剪應力大于理論值,端部單元的剪應力小于理論值,其他分布形式的分析模型的誤差均較大。
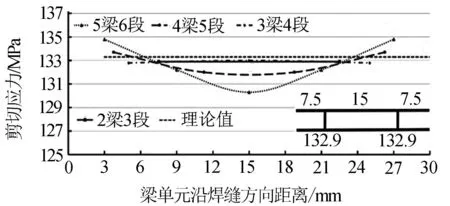
(a) 30 mm焊縫
根據上述分析將不銹鋼車體側墻激光焊長焊縫模擬和連接強度分析的過程總結如下:
(1)激光焊梁單元數量由焊縫長度除以15 mm并經圓整后決定。梁單元面積由熔寬、焊縫長度及梁單元的數量決定。實際應用時,在距離焊縫端部7.5 mm處布置1個梁單元(每端),然后間隔15 mm均布其他梁單元。

(3)利用表1和焊縫長度除以30 mm的商值,確定焊縫的總剪切力,將總剪切力除以熔寬和焊縫長度,獲得焊縫的許用剪應力。
(4)位于非端部梁單元的剪應力應小于焊縫的許用剪應力,當位于端部區域的應小于許用剪應力的0.95倍時,認為符合強度設計要求。
若側墻激光焊梁單元的計算剪應力不滿足(4),則需對焊件結構進行改進設計。
1.3 激光焊連接的疲勞強度評估
斷裂力學法和試驗法是激光焊連接疲勞特性研究常用的方法,前者是基于裂紋擴展速率的Paris定律,從焊縫初始裂紋到臨界裂紋進行積分,獲得裂紋的擴展壽命。若疲勞壽命大于要求的疲勞壽命則初始缺陷可以接受,反之不可[7]。后者是在疲勞載荷作用下對激光焊連接試樣進行疲勞試驗,獲得指定循環次數下試樣所能承受的最大疲勞載荷。利用斷裂力學法研究不銹鋼車體激光焊連接疲勞強度問題,分析模型不僅復雜且規模超大,通常無法實現。因此,復雜結構疲勞分析時優先考慮試驗法。
基于試驗法評估不銹鋼車體激光焊連接疲勞強度的基本過程如下:
(1)對激光焊連接部件進行疲勞試驗,依據GB/T 24176—2009[8]分析在不同應力水平下,利用線性關系在合適的坐標系下估計指定疲勞壽命下的疲勞強度值。
例如:側墻激光焊部件組合板厚為1.5 mm +2 mm的試件的半熔透激光焊縫的長度為30 mm,熔寬為0.7 mm。對激光焊試件疲勞試驗數據進行統計分析,在單對數坐標系下,基于最小二乘法對疲勞試驗數據進行線性擬合,存活率為97.5%和50%的S-N曲線如圖4所示。
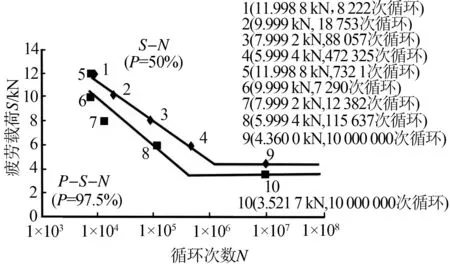
圖4 組合板厚1.5 mm+2 mm的P-S-N曲線
由圖4可得:組合板厚1.5 mm+2 mm的壽命次數為106次和107次的、存活率為97.5%的、30 mm焊縫的疲勞載荷均為3.52 kN。
(2)由車體激光焊部件的組合板厚1.5 mm+2 mm的焊縫長度除以30 mm的商值和同一組合板厚的焊縫長度為30 mm的指定疲勞壽命下的疲勞載荷值,確定車體激光焊焊縫的總剪切力;再將總剪切力除以熔寬和焊縫長度獲得焊縫在指定疲勞壽命下的疲勞強度值。
(3)提取疲勞載荷工況作用下的車體側墻激光焊各種組合板厚的焊縫每梁單元的剪切力變化,并計算出合成剪切力變化,進而計算出每梁單元的剪應力變化。
(4)位于焊縫中部每梁單元的計算剪應力變化小于焊縫在指定疲勞壽命下的疲勞強度值視為合格;位于端部區域梁單元的計算剪應力變化小于指定疲勞壽命下的疲勞強度值的0.95倍視為合格。
2 不銹鋼車體有限元模型
不銹鋼車體底架、車頂及端墻部件的主要連接方式為弧焊和點焊,為了結構輕量化及外形的美觀,大量采用薄板沖壓形成的帽形梁作為側墻承載結構,這些梁與車體蒙皮的搭接為非熔透激光焊連接。
某不銹鋼車體側墻的橫梁與蒙皮材料均為SUS301L-DLT,部件連接為激光焊,焊縫平均熔寬為0.7 mm,組合板厚為0.8 mm+2 mm和1.5 mm+2 mm。按組合板厚和激光焊縫長度,側墻激光焊可分為13種。依據第二節確定的焊縫單元模擬方法,側墻激光焊及模擬單元的相關參數見圖5和表3。

表3 車體側墻激光焊及模擬單元的相關參數
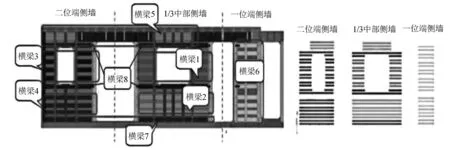
圖5 側墻激光焊連接示意與分布
由于側墻中部結構的形狀尺寸相同,圖5中僅描述一位端、二位端以及1/3中部側墻結構。表3的最后一列為由表1和焊縫長度除以30 mm的商值確定的焊縫總剪切力。
不銹鋼車體結構離散為四節點薄殼單元,有限元模型見圖6。模型中單元總數為3 507 038,節點總數為2 576 233,高壓箱、逆變器、蓄電池箱及空調機組等設備以集中質量點與柔性單元結合的形式施加在安裝位置,乘客重量以質量點形式均布在底架地板上。車體整備AW0質量為21.953 t,定員狀態AW2質量為36.093 t,超員狀態AW3質量為38.403 t,模擬激光焊縫的梁單元總數為23 207。
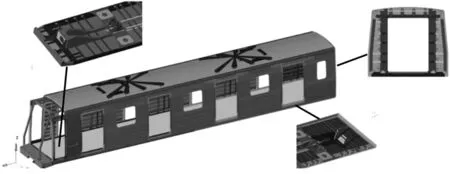
圖6 車體及部件有限元模型
3 不銹鋼車體激光焊連接強度分析
本文采用激光焊焊縫模擬方式與評估方法,在靜態與動態載荷工況下,對不銹鋼車體側墻激光焊連接強度進行分析與評價。
3.1 靜強度分析
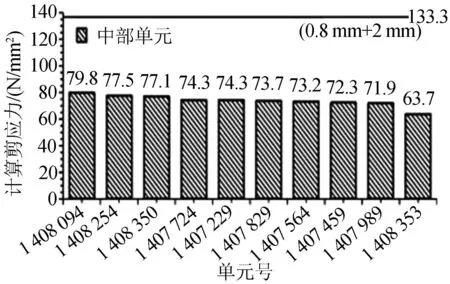
依據EN 12663-1:2010+A1:2014,車體承受的靜態載荷主要包括:垂向、端壓、車鉤拉伸與壓縮以及設備沖擊等,由這些載荷組合成多個靜強度計算工況。經車體靜強度分析,1.3倍垂向超員載荷工況、AW3狀態車體的車鉤壓縮800 kN工況以及AW3狀態車體的車鉤拉伸600 kN工況的車體側墻激光焊梁單元的應力相對較大。
這3個工況下側墻組合板厚0.8 mm+2 mm和1.5 mm+2 mm的前10個模擬激光焊梁單元的計算剪應力見圖7。利用2.2節的總結(3)和(4)及表3可得,組合板厚為0.8 mm+2 mm的位于中部與端部區域的梁單元許用剪應力分別為133.3和126.6 N/mm2,組合板厚為1.5 mm+2 mm的許用剪應力分別為328.6和312.2 N/mm2。
(a) 1.3倍垂向超員載荷工況
由圖7可知:AW3狀態車鉤壓縮工況下,位于側墻5號梁中部(圖5中上邊梁區域)的激光焊梁單元的計算剪應力為129.6 N/mm2,安全系數最小,值為1.03;1.3倍垂向超員載荷工況和AW3狀態車鉤拉伸工況的前10個模擬激光焊的梁單元的計算剪應力很接近。此外,側墻其他區域梁單元的計算剪應力均遠低于其許用值。
3.2 疲勞強度分析
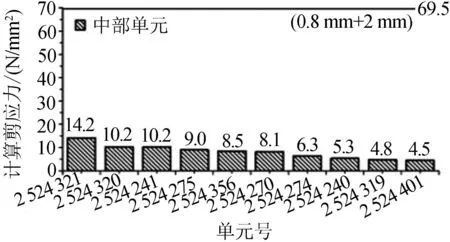
依據EN 12663-1:2010+A1:2014車體承受的疲勞工況為:定員狀態下車輛承受的縱向振動加速度變化為±0.15g、橫向振動加速度變化為±0.15g、垂向振動加速度變化為±0.15g,循環次數為107。考慮到車體實際運用情況,車體還應承受整備重量至定員重量(模擬乘客上下車重量變化情況)的突變,循環次數為106次。
在上述疲勞工況作用下,車體側墻2種組合板厚的前10個激光焊梁單元的計算剪應力變化范圍見圖8。利用2.3節的總結(2)和(4)及試驗結果可得:組合板厚為0.8 mm+2 mm的中部與端部梁單元的106次和107次的疲勞強度值分別為69.5和66.0 N/mm2,組合板厚為1.5 mm+2 mm的分別為167.6和159.2 N/mm2。
(a) 縱向振動工況
由圖8可知:垂向振動工況和上下車工況的前10個模擬激光焊梁單元的計算剪應力變化范圍很接近,大于其他疲勞工況的計算結果。在疲勞載荷工況作用下,車體側墻激光焊區域的梁單元的計算剪應力變化范圍均遠低于106次和107次的疲勞強度值,這意味著側墻激光焊連接疲勞強度冗余大。
4 結論
(1)相比于薄殼單元和實體單元,梁單元更適合模擬不銹鋼車體側墻激光焊的連接關系。激光焊梁單元的布置:距離焊縫端部7.5 mm處布置1個梁單元(每端),其他梁單元的間距為15 mm左右。梁單元面積由熔寬、焊縫長度及梁單元數量決定。
(2)本文基于GB/T 37778—2019、接頭疲勞試驗數據及不同焊縫長度模型的分析結果,總結出復雜結構激光焊連接靜強度可使用標準中推薦的剪切力值進行評估;可使用疲勞試驗數據獲得106次和107次的、存活率為97.5%的、30 mm焊縫的疲勞載荷,對復雜結構激光焊疲勞強度進行評估。
(3)AW3狀態車鉤壓縮工況下,車體側墻中部上邊梁區域的激光焊梁單元的最小安全系數為1.03;其他工況的模擬側墻激光焊梁單元的計算剪應力均遠低于其許用值。
(4)在疲勞載荷工況下,車體側墻激光焊區域的梁單元的計算剪應力變化范圍均遠低于106次和107次的疲勞強度值。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16