盾構刀具高性能釬焊技術研究進展
2024-03-08 02:12:06丁天然路全彬張陜南
礦山機械 2024年2期
丁天然,路全彬,張陜南,楊 驕
1鄭州機械研究所有限公司 河南鄭州 450001
2新型釬焊材料與技術國家重點實驗室 河南鄭州 450001
盾 構機作為一種用于隧道施工的大型裝備,主要應用于地鐵、公路、水利、礦山等領域,為城市建設和基礎設施提供了有效的解決方案。盾構機的刀盤是其最重要的功能部件之一,它由多個刀具組成。刀具作為盾構的“開路先鋒”,承擔著掘進的關鍵任務,其質量的優劣直接影響掘進能力和施工效率。
我國是全球最大的掘進機制造基地及需求市場,尤其是面向地鐵施工的盾構等大型裝備,自主制造的掘進機占國內市場的 90% 以上,并實現批量出口,已經進入國際先進行列。盾構刀盤的核心功能部件是刀具,直接影響盾構裝備掘進能力和作業效率;但目前我國盾構刀具制造用釬焊材料和工藝與國外相比差距甚遠。針對上述問題,筆者從釬焊材料和工藝兩方面出發,對盾構刀具高性能制造技術的研究進行總結分析,并對未來盾構刀具可靠性的提升進行了展望。
1 盾構刀具
盾構刀具按照形狀、作用方式的不同主要分為切削類刀具和滾壓刀具,如圖1 所示。刮刀等切削類刀具是由硬質合金和高韌性鋼基體通過釬焊技術連接構成,鋼基體支撐保護硬質合金,一起切削巖土。滾壓刀具則是由滾輪和軸承組成,滾輪的表面覆蓋有硬質合金顆粒,通過滾動的方式破碎巖土。
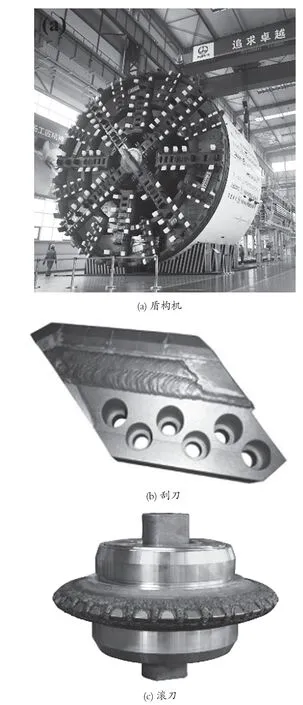
圖1 盾構機及盾構刀具Fig.1 Shield tunneling machine and shield cutting tool
目前切削類刀具制造的關鍵技術就在于高強韌鋼基體與硬質合金之間的焊接,因此如何獲得性能良好的焊接接頭就顯得極為重要。常用的焊接技術有熔化焊、擴散焊、釬焊等。釬焊具有焊接溫度較低、對母材性能影響小、焊后殘余應力較小等優勢,成為連接切削類刀具中硬質合金和鋼基體的主要方法。釬焊可以實現高強度、高韌性、高耐磨性的復合材料的制備,被大規模應用于硬質合金工具的制造中。施工時,盾構刀具承受著持續變化的擠壓、頂進、刮削、沖擊、磨損等多種力。因剪切力超過焊接強度極限,導致合金刀片的脫落甚至斷刀,是盾構刀具失效的主要方式。硬質合金與鋼基體物化性質差異較大,加之盾構刀具結構復雜,高溫釬焊時極易出現殘余應力大、氣孔、夾雜、裂紋、填充不滿、虛焊甚至未焊等情況,嚴重影響硬質合金與鋼的結合強度。盾構刀具焊縫部位是其薄弱環節,在掘進施工中最易損壞。尤其是遇到復雜地層時,焊縫強度低的刀具損壞更加嚴重,消耗量會更大,增加了盾構掘進成本和安全風險。
2 盾構刀具用釬料研究進展
釬料是影響釬焊接頭性能的關鍵因素,它決定了釬焊溫度、潤濕性能、釬縫組織和強度等。盾構刀具常用釬料主要包括 Ag 基、Cu 基以及 Ni 基釬料,這3 種釬料各有優缺點。其中,Ag 基釬料的釬焊溫度較低,可減少加熱溫度對硬質合金的熱損傷,缺點是釬料成本相對較高;Cu 基釬料熔點較高,成本較低,且可以與硬質合金形成強化相,提高釬縫強度的優點,但也存在潤濕性能較差,易產生較大的熱應力等挑戰;Ni 基釬料的釬焊溫度最高,且潤濕性能不佳,需要添加一定量的活性元素,但該釬料的使用可以提高釬縫的耐腐蝕性和耐高溫性。相比較而言,Ag基釬料的綜合性能較優,應用比較廣泛。
2.1 Ag 基釬料
傳統 Ag 基釬料的主要成分是銀(銀含量一般在50% 左右),再添加一定量的 Cu、Zn、Ni 等元素,以提高釬料對硬質合金的潤濕效果。雖然 Ag 基釬料成本較高,但其對硬質合金的熱損傷小,有一定抗氧化性,釬縫質量較高;同時,Ag 基釬料具有良好的塑性,可以根據實際盾構刀具工件機構加工成特定形狀焊片,方便使用。因此,它被大量用于硬質合金的釬焊連接。
陳小勇等人[1]在真空環境下,分別選用 Ag94 AlMn、Cu69NiSiB、Ni82CrSiB 對 TC4 和 YG8 開展釬焊試驗。結果發現,Ag94AlMn 釬料潤濕效果最好,母材與釬縫結合界面沒有缺陷,且釬料元素未對母材發生晶間滲入,母材元素向釬縫擴散較少;后 2 種釬料的潤濕效果不理想,接頭存在部分裂紋。Nakamura M 等人[2]采用 Ag 基釬料釬焊硬質合金,研究了釬料中 Ni 含量以及不同的工藝參數對釬縫強度的改善效果,通過比較,確定了最高釬縫性能對應的最佳工藝參數區間及釬料中 Ni 的含量。Miyakoshi Y 等人[3]采用 Ag 基釬料釬焊硬質合金與不同碳含量的鋼。試驗發現,隨著鋼中碳含量的提高,釬縫中 η 相數量逐漸減少,當 C 含量超過 0.55% 時,η 相完全消失;接頭處抗彎強度隨著 C 含量的增加而增大。陳思杰等人[4]以 L304 Ag 為釬料,在 Ar 氣保護環境下完成 YG8與 1Cr18Ni9Ti 釬焊,研究了工藝參數對釬縫強度的作用機理,所得試樣接頭獲得最高抗剪強度為 147.5 MPa,其釬焊溫度為 910 ℃。李遠星等人[5]分別利用BAg50CuZn、BAg50CuZnNi 以及 BAg49CuZnNiMn 釬料對硬質合金 YG15 和 35CrMo 鋼進行釬焊,分析了 Ni 含量對改善釬縫強度的作用效果。試驗發現,釬料中沒有 Ni 元素時,界面無固溶層的存在;隨著Ni 含量的提高,硬質合金與釬縫界面處開始生成 α-Cu;當 Ni 含量為 4.7% 時,YG15 釬縫界面處生成致密的 α -Cu,如圖2 所示。
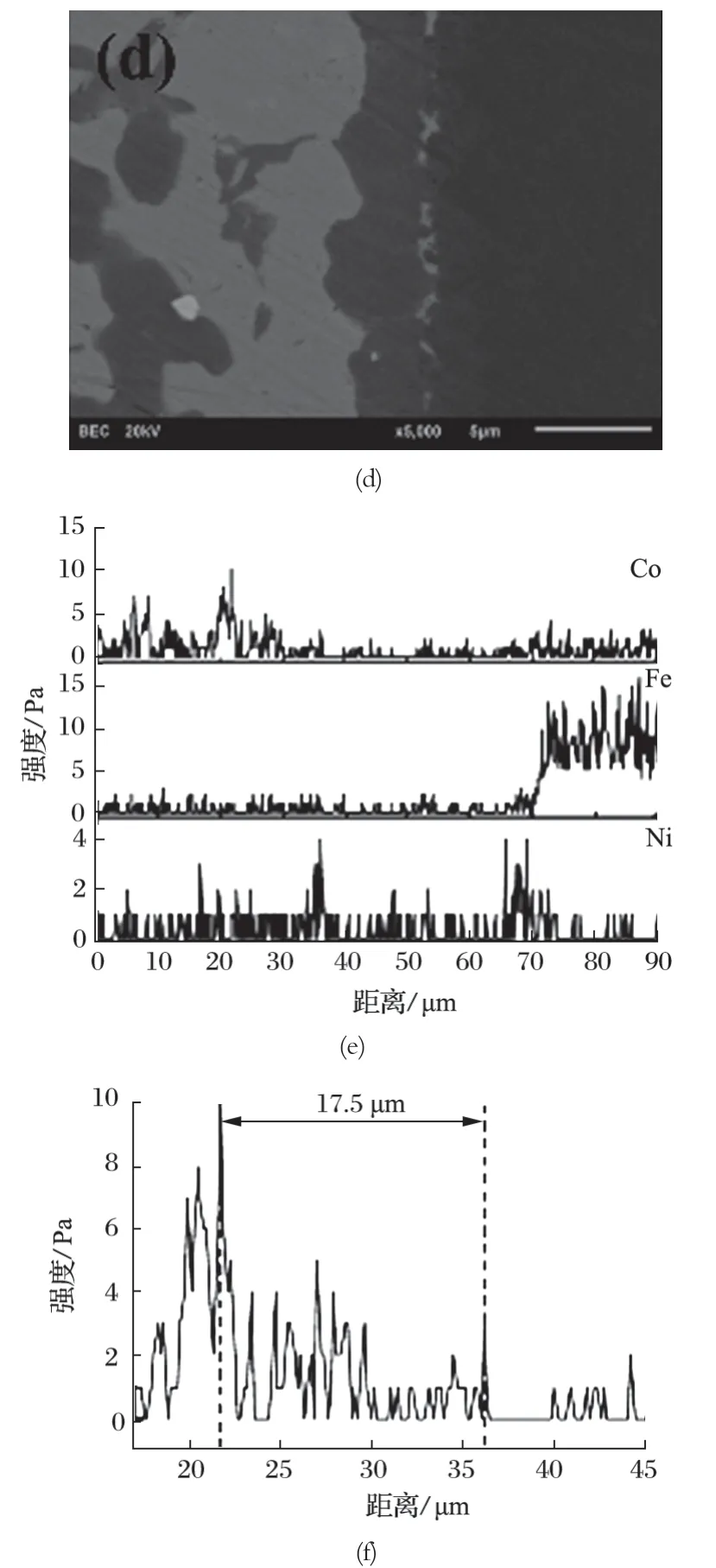
圖2 超聲波釬焊接頭微觀組織及接頭 EDS 元素線掃描Fig.2 Microstructure of ultrasonic brazed joint and EDS element line scanning of joint
還有一些專家學者在 Ag 釬料中加入活性元素Ti,來改變銀基釬料的性能。Kimiaki N 等人[6]在 Ag釬料中加入不同含量的 Ti 元素,分析了 Ti 含量對接頭可靠性的提升效果。試驗發現,Ti 元素含量大于1.7% 時,Ti 含量越高,越有利于釬縫性能的提升。
2.2 Cu 基釬料
Cu 基釬料中添加一定量的元素用以改善性能,如添加錫、鎳、鋁等元素可以明顯改善釬料的流動性和潤濕性。相比于 Ag 基釬料,Cu 基釬料成本低,但釬焊溫度較高(通常超過 850 ℃),對硬質合金的熱應力較大,釬料與鋼之間的界面反應較弱,釬縫的韌性較差;當母材面積較大時,容易產生較大的殘余應力,從而出現裂紋、彎曲變形和表面的氧化疏松等缺陷。
張忠健等人[7]在真空及保護性氣體下,利用 Cu基釬料釬焊硬質合金與鋼,獲得了剪切強度超 400 MPa 的釬焊接頭,如圖3 所示;遲立茹等人[8]利用純Cu 釬料,在氨還原氣氛下釬焊硬質合金與工具鋼,接頭剪切強度提高到 160 MPa;翟秋亞[9]在 Cu 基釬料中加入了 Sn 元素,硬質合金釬焊后,潤濕性能得到改善,接頭結構良好,無脫焊等缺欠產生;黃維德等人[10]在 105 釬料的基礎上加入少量 Co,得到 801釬料,釬焊 40MnMoV/YJ1,結果表明,該釬料流動性能大幅提高,且促進了釬縫區域形成高質量的界面,明顯改善了所焊工件的使用壽命;張紅霞等人[11]同樣使用 801 釬料以高頻感應加熱方法釬焊 YG8 與40Cr,分析了預應力、溫度、時間等因素對釬焊接頭可靠性的作用機理;朱蕾蕾等人[12]選擇了添加 Mn、Co 的 Cu 基釬料對 YG6C 與 16Mn 鋼進行釬焊,研究了釬焊真空度及焊縫間隙對接頭可靠性的改善效果,試驗發現,Co 的加入會提高釬焊溫度;Zhang K 等人[13]研究了 Ni、Al 含量對銅基釬料釬焊硬質合金的性能影響,試驗表明,Cu-19Ni-5Al 釬料性能最好,接頭剪切強度高于 200 MPa;Amelzadeh M 等人[14]采用CuZnNi 釬料進行了硬質合金的釬焊,研究表明,Ni元素有利于釬縫中 α+β 強化相的生成,可以提高接頭硬度和強度,基微觀形貌如圖4 所示。
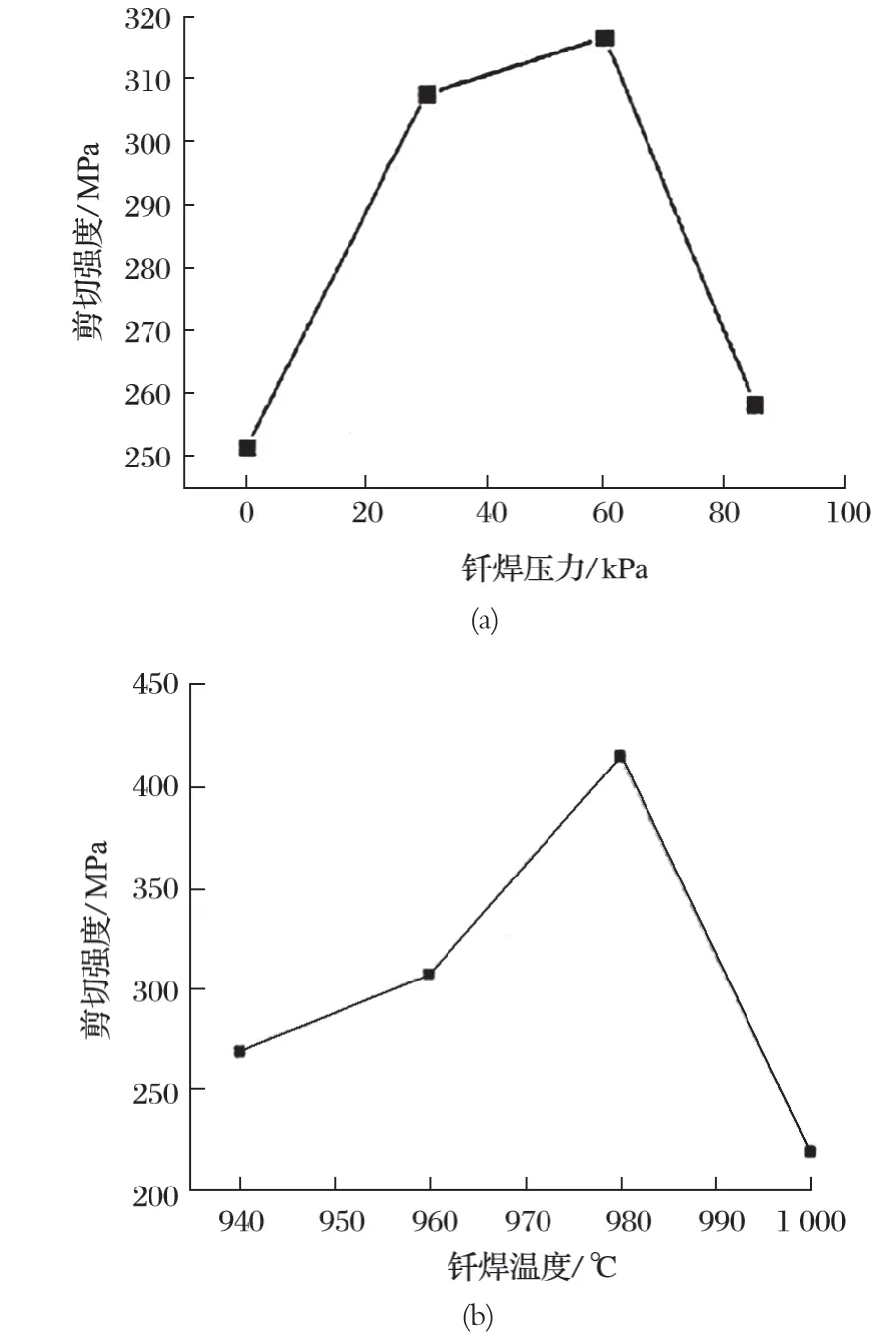
圖3 不同壓力和溫度對釬焊接頭剪切強度的影響Fig.3 Effect of different pressures and temperatures on shear strength of brazed joint
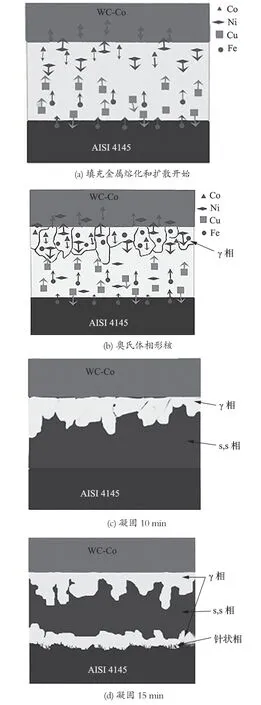
圖4 接頭區域 Cu-Ni 和 γ 相演化示意Fig.4 Cu-Ni and γ phase evolution in joint area
2.3 Ni 基釬料
Ni 基釬料在 WC-Co 的潤濕性良好,但由于 Ni、Co 在二元相圖上無限互溶,導致釬料與硬質合金之間會發生擴散,加之存在釬焊溫度較高,對硬質合金的熱應力最大,釬料與鋼之間的界面反應較強,釬縫的脆性較高等諸多難點仍未解決。目前,Ni 基釬料在盾構刀具的連接上應用相對較少。
李卓然等人[15]選擇 BNi2 釬料與感應釬焊工藝,得到了 YG8 釬焊接頭,結果表明,釬縫出現了較多M6C 金屬間化合物,微觀形貌如圖5 所示。BNi2 釬料釬焊溫度較高,硬質合金中的 WC 離子發生分解成為 W 和 C,并向釬縫遷移,致使硬質合金側貧 C 層的出現。趙秀娟等人[16]分別選用 Ni-Fe 釬料和純 Ni 對YG30 與 45 鋼釬焊試驗后,觀察釬縫中 η 相,分析了形貌、分布、化學成分。試驗結果表明,η 相分布于釬焊接頭靠近硬質合金側,在結合界面處聚集長大。硬質合金中 Fe 元素含量的升高會引起 WC 分解,此時 η 相中鐵元素的質量分數為 23%,是富 W 和 Fe 的M6C 型復合化合物。
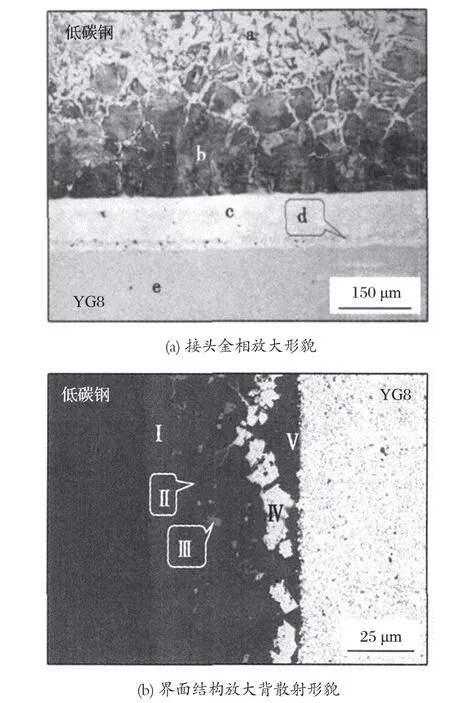
圖5 釬焊接頭界面組織Fig.5 Interface structure of brazed joint
2.4 新型釬料
為消除硬質合金和鋼因熱膨脹系數差異較大而引發的熱應力問題,有研究人員提出在釬料中加入中間層,利用其塑性變形來緩解釬焊熱應力。目前,國內外均對此展開了大量研究。江超等人[17]利用 Ag49Ni+不同片狀/網狀夾層(SS304 網狀夾層、Cu38Zn4Mn片狀夾層等)復合釬料焊接 YG15C 和鋼,研究了釬焊接頭的組織結構與力學性能,發現相比于片狀夾層結構,網狀夾層不僅可以提升釬焊接頭的力學性能,還能有效改善釬焊工藝性,對硬質合金的釬焊接頭性能提升起到了更好的效果,對應的抗剪強度最高可達353 MPa。何亞洲[18]采用 CuMnNi+304B+CuMnCoZn釬焊層結構焊接 Co 基 WC/40Cr 鋼,釬焊接頭形貌完整,力學性能良好,如圖6 所示。其剪切強度可達到285 MPa;同時還具有極好的塑性,經彈性變形后,剪切強度隨剪切變形量緩慢增加直至斷裂,接頭的斷裂位置與接頭界面硬度較低值位置相一致。Tian X Y 等人[19]設計了一種 Ag-Cu-Ti/Cu 網/Ag-Cu-Ti 的復合箔釬焊 ZrB2-SiC-C(ZSC)陶瓷和 GH99 高溫合金,由于 Cu 網的應用,形成了具有增強延展性的網狀釬縫,可以抑制釬縫中 Ti-Cu 金屬間化合物的形成,從而降低釬焊接頭中的殘余應力集中,接頭的最大抗剪強度可提高到 121 MPa,性能良好。Shen Y 等人[20]采用具有氧化鋁陶瓷中間層的活性 AgCu 釬料釬焊 C/C復合材料與鎳基高溫合金,由于 Al2O3中間層阻止了Ni、Ti 的擴散和化學反應,接頭處表現出良好的結合性,如圖7 所示。現今有關中間層的復合釬料的研究越來越受到研究人員的關注。
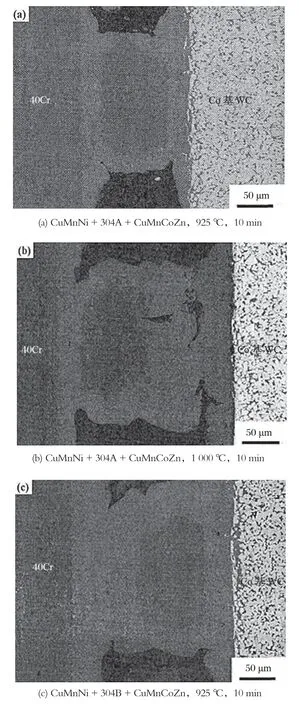
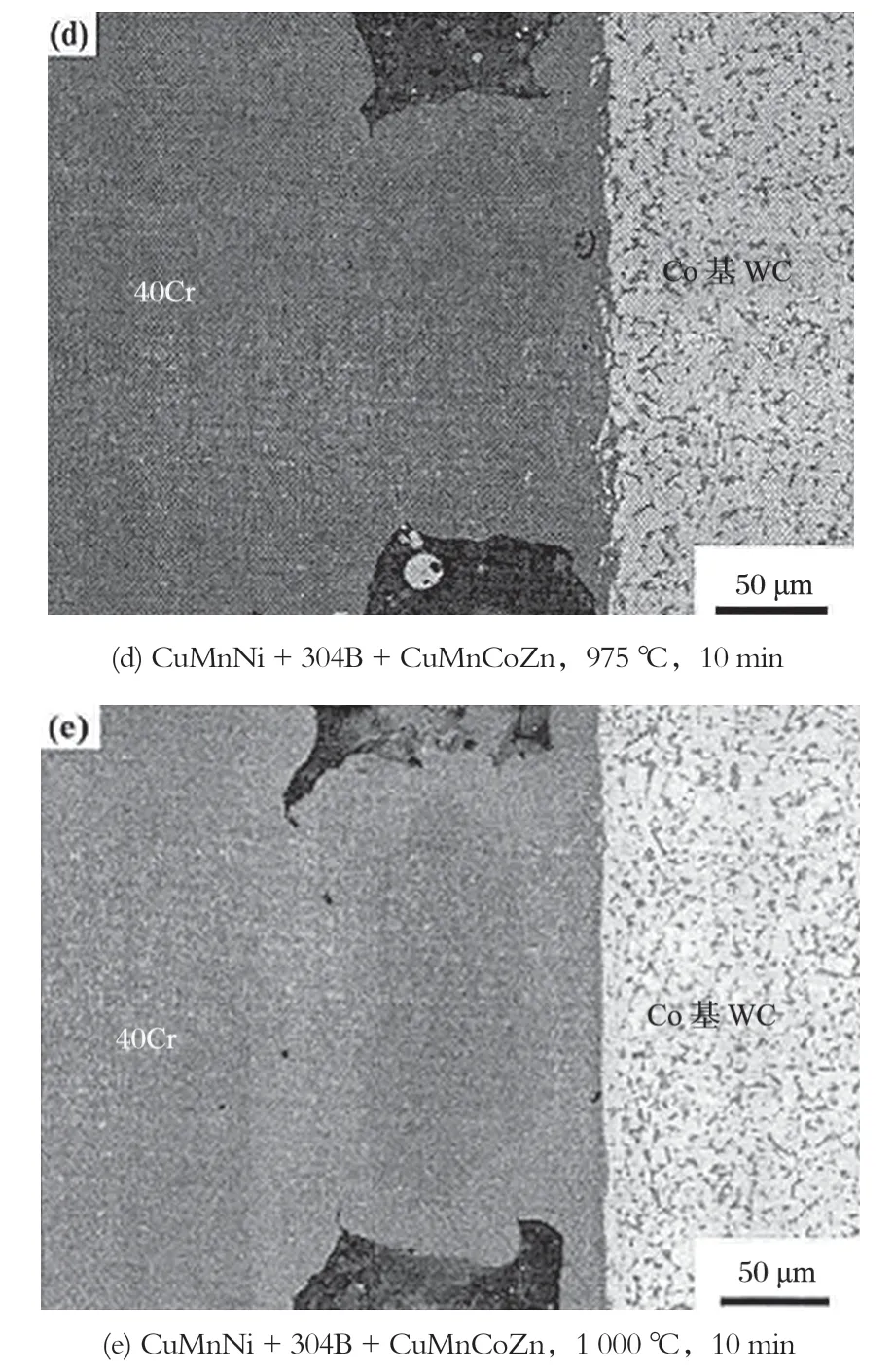
圖6 補償網增強真空釬焊接頭界面形貌Fig.6 Interface morphology of vacuum brazed joint enhanced by compensating mesh
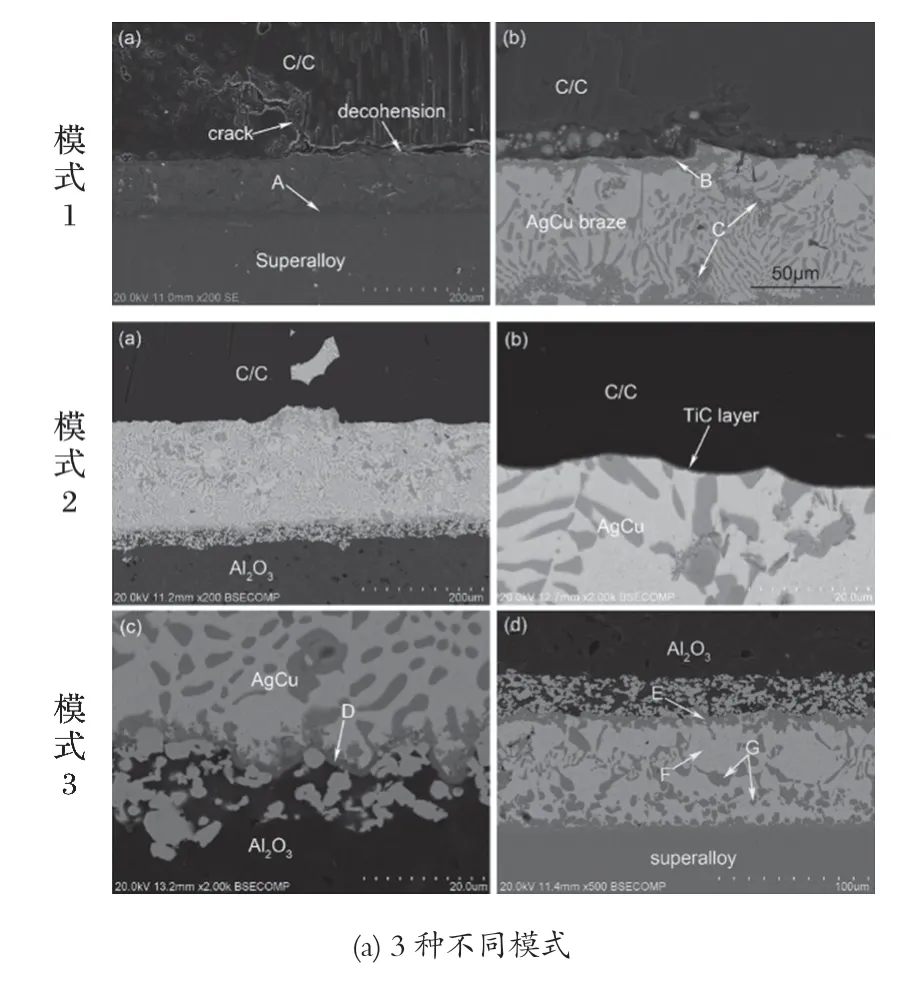
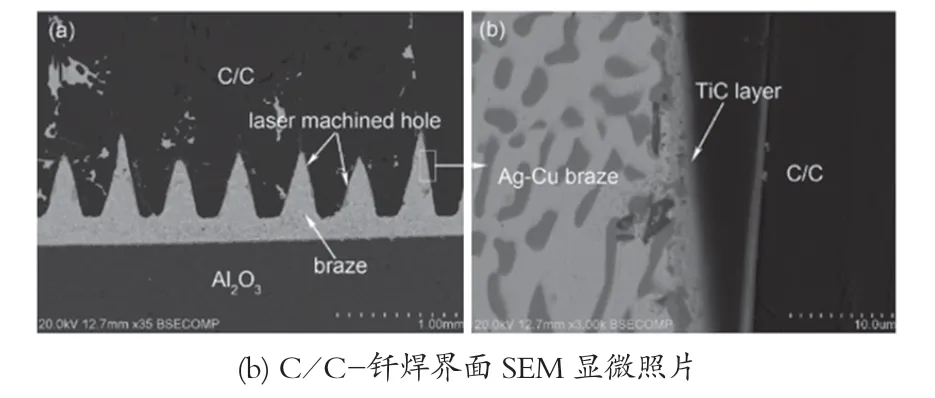
圖7 3 種不同模式下的 C/C-Al2O3 接頭Fig.7 C/C-Al2O3 joint in three different modes
3 硬質合金表面改性技術研究進展
硬質合金的表面處理可以除去表面雜質,有效改善釬料潤濕效果,其表面將大大影響釬焊質量的好壞。目前針對硬質合金的表面處理方式主要有磨削拋光、表面織構化、鍍覆技術等。針對打磨切削技術會容易在硬質合金表面產生如磨削燒傷、損傷等缺陷,部分學者提出對硬質合金表面進行化學機械拋光處理(CMP)。羅勝[21]分別選用 SiC(500)、SiC(3 000)及金剛石微粉制備拋光液,對硬質合金進行了化學機械拋光,觀察發現,經 CMP 加工后,試驗表面平整度較高,無明顯損傷,而經過機械打磨處理的試樣表面存在明顯缺陷;胡自化等人[22]對 YG8 硬質合金表面進行了 CMP拋光處理,試驗發現,硬質合金粗糙度提高幅度達到78.2%,平均粗糙度由 87 nm 增至 19 nm。
經過 CMP 加工的試樣表面較為完整,損傷水平比較低。硬質合金表面織構化,也可以進行合金的表面進行改性。Lei X 等人[23]采用激光對 WC-Co 進行表面處理,得到了半徑 100 μm 織構凹坑形貌,同時基體強度并未受到激光加工的影響。張麗霞等人[24]研究了 YG8 表面織構加工后,與純鋁進行釬焊試驗,其接頭剪切強度提高到 51 MPa,效果提升顯著。孫慶浩等人[25]利用激光加工技術在硬質合金表面加工出凹織構和凸織構,如圖8 所示,研究了激光加工參數對織構尺寸的影響,并得到最佳激光加工參數。
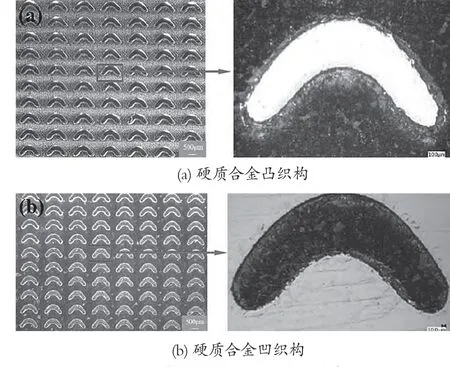
圖8 激光參數優化后織構試樣的表面形貌Fig.8 Surface morphology of textured specimen after optimization by laser parameters
楊奇彪等人[26]應用激光技術對 YG6 硬質合金進行了表面處理,研究了織構分布結構對潤濕效果的約束,發現凹坑面積一定時,織構分布密度增大,表面潤濕角減小,即硬質合金潤濕性提高。鍍敷技術多用于改善工件的表面性能,為提高表面性能,需要針對硬質合金所需的性能選擇合適的鍍敷材料。目前常見的幾種工藝主要有電鍍、化學鍍、氣相沉積、物理沉積技術等。羅娟[27]在 YG8 表面進行了 Ni-Cu-P 鍍敷,并且提出了降低 YG8 在預處理階段脫 Co 程度現象的影響因素,研究了溶質、PH 值、溫度等因素對涂層鍍敷速率、結合力、涂層結構的作用,試驗得出在 Cu、Ni 原子比為 1∶5、PH=11、T=90 ℃ 的條件下,沉積得到的涂層具有最佳的潤濕性能。許左琳等人[28]借助電泳沉積工藝,實現了在硬質合金粉末表面涂層金剛石粉末。發現當硬質合金粉末與金剛石粉末質量比為 6∶1 時,涂層效果最佳,且改性后粉末間的結合強度遠高于未改性粉末間的結合強度。制備的復合粉末兼具金剛石的高硬度及高耐磨性和硬質合金的高抗彎強度,可作為刀具的材料體系。王琦[29]采用激光加工技術對硬質合金進行表面毛化處理,有效增強了潤濕性,并去除表面游離態碳、氧化物等雜質,對提高硬質合金釬縫界面處連接強度的效果顯著。同時該研究人員利用電沉積技術,率先實現硬質合金表面 Co-Ni 涂層的混合鍍敷,進行釬縫結構及組織設計。結合涂層生長過程,記錄分析了鍍敷時間對涂層形貌、厚度、成分以及鍍速的影響,發現釬縫中固溶強化相 α -Cu(s,s)含量增多。周云[30]將表面微織構技術與涂層沉積技術結合,提出復合織構化預處理的CrAlN 涂層刀具的新思路,如圖9 所示。在刀具表面加工出不同的微織構,利用微織構的抗黏減摩功能,緩解涂層刀具與切屑間的劇烈摩擦磨損問題。同時,CrAlN 涂層的耐磨損性能,起到保護織構化表面,延長刀具使用壽命的作用,協同發揮兩種技術的性能特點。
綜合來看,目前現有的表面改性技術主要追求兩方面,改善潤滑或減少摩擦,且往往更側重單一性能的改善,在幾種性能協同改善的研究上投入不大,在表面改性提升硬質合金的性能從而影響刀具質量方面的相關創新也鮮見報道。
4 盾構刀具釬焊工藝及技術研究
4.1 釬焊工藝
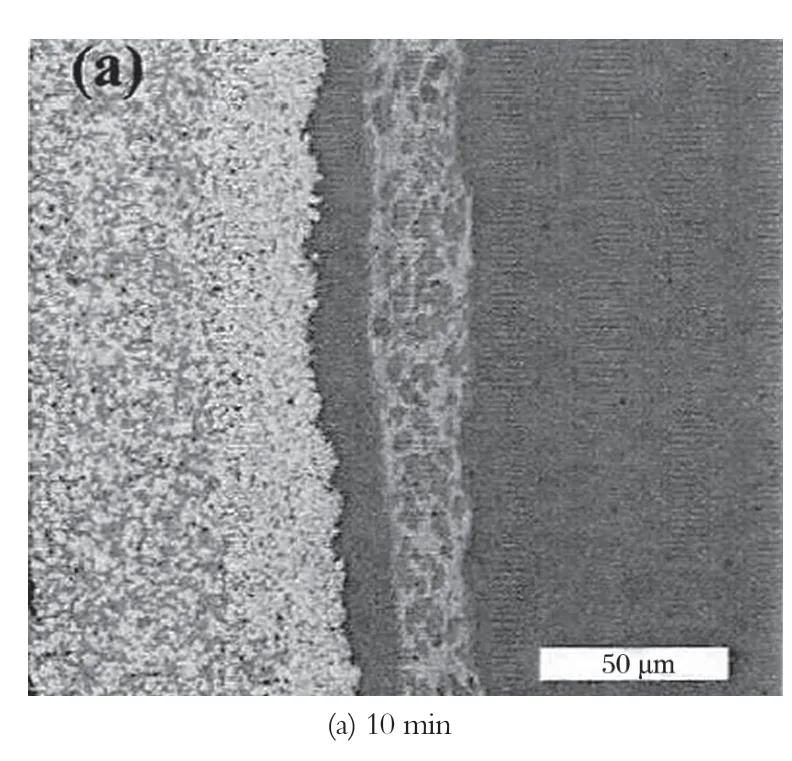
對于某些不同釬焊面積的盾構刀具,或使用不同的釬料焊接硬質合金時,所選擇的釬焊方法也各不相同。目前常用于硬質合金刀具焊接的主要有感應釬焊、真空釬焊、激光釬焊、超聲波輔助釬焊等技術。高華等人[31]采用 3 種不同成分釬料(CuZn、CuZnNi 和Ag-Cu-Ag)對 YG16/35CrMo 異種金屬進行高頻感應釬焊,發現在 YG16 釬縫的界面均出現了脆性 η 相,造成了界面的脆化。侯克忠等人[32]針對合金刀片與鋼基刀體之間的大面積焊接技術,開發了復合焊片高頻釬焊技術,制備的特種刀具經實際施工考核,與引進的先進刀具效果相當。感應釬焊升溫較快,操作簡單、靈活方便;但焊接硬質合金時在焊縫處易產生熱應力,最終導致焊件中裂紋的產生,需要調整合適的工藝參數,還應結合適當的焊后熱處理工藝來緩解應力。張冠星等人[33]使用三明治復合釬料對 YG15 硬質合金和 42CrMo 鋼進行爐中釬焊,添加一定量的釬劑保護,實現了硬質合金的焊接,研究了不同釬焊溫度與保溫時間對釬焊接頭組織的影響規律。相比于這兩種釬料,應用更為廣泛的是真空釬焊,其具有提高抗腐蝕性、節省生產成本、濕潤性和流動性良好等優勢;何亞洲[18]采用 CuMnNi+CuMnNi 釬料層進行 Co 基 WC/40Cr 鋼常規真空釬焊,其接頭剪切強度高于感應釬焊接頭。在釬焊溫度為 925 ℃、保溫 20 min 時可獲得 225.5 MPa 的剪切強度,但與進口接頭相比,常規真空釬焊接頭塑性不佳。同時在釬縫中加入Ni 網,有效增加進口釬焊接頭焊縫寬度,緩解殘余應力,所以進口釬焊具有較好的塑性性能。Amelzadeh M 等人[14]采用 Cu/Ni-Cr-Fe-B 雙層釬料對 WC-Co/鋼異種接頭進行真空釬焊,在 1 200 ℃ 下,釬焊進行不同時間的保溫,然后研究了接頭的微觀結構和力學性能。發現隨著釬焊時間的增加,剪切強度降低,其原因是由于殘余應力釋放的減少。在釬焊時間為 5 min(413 MPa)時,剪切強度最高。
激光釬焊是近些年的新興技術,備受研究人員的青睞。Sechi Y 等人[34]采用激光釬焊工藝,制備了性能優異的氮化硼與碳化鎢異質接頭。結果發現 h-BN 與Ag-Cu-Ti 釬料之間的潤濕性能良好,沒有間隙,如圖10 所示,斷裂全部發生在靠近界面的 h-BN 體中。Ma S 等人[35]采用高速激光釬焊,使用純 Cu、Ag、Ni(厚度小于 0.5 mm)作為釬料連接硬質合金 WC-Co 與鋼異種材料,分析了焊接參數和釬料對釬焊接頭組織、性能和熱力學行為的影響。試驗結果表明,釬焊接頭出熔透完全,焊縫成形良好;增大激光功率有利于提高最大焊接速度。但根據有限元分析,焊接速度的增加會導致特別是夾具附近的殘余應力集中。因此,對于給定的釬料采用激光釬焊,如何優化激光功率及焊接速度仍然是一個挑戰。
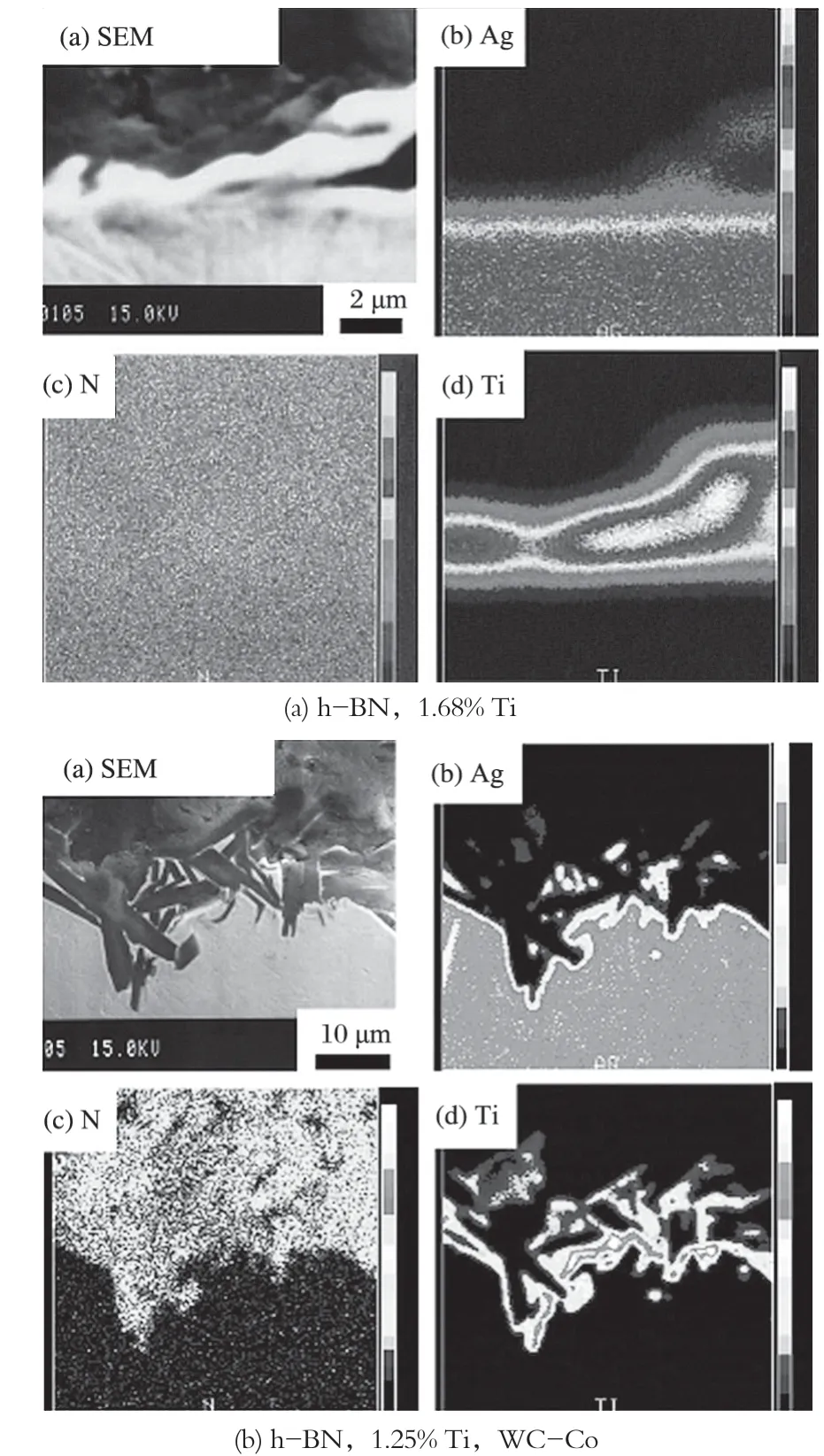
圖10 釬焊界面Fig.10 Brazing interface
為提高釬焊接頭的力學性能,借助超聲輔助釬焊也是一個很好的方法。江超[17]就利用超聲振動輔助方法,加入外部振動方式來改變硬質合金釬焊接頭組織分布,從而提高釬焊接頭強度。試驗發現,當超聲時間控制在 0~15 s 時,接頭力學性能得到了提高。Wojarski L 等人[36]采用超聲輔助的方法,利用 Ag449 釬料進行鋼和硬質合金 K40 的爐中釬焊,主要研究了超聲波對釬焊接頭顯微組織及不同元素擴散深度的影響。發現釬料中形成的針狀或枝晶結構在超聲作用下轉變為球狀結構,如圖11 所示。此外,超聲波的使用增加了母材和釬料之間的擴散以及釬焊接頭邊緣區域氧化物的溶解和分布。
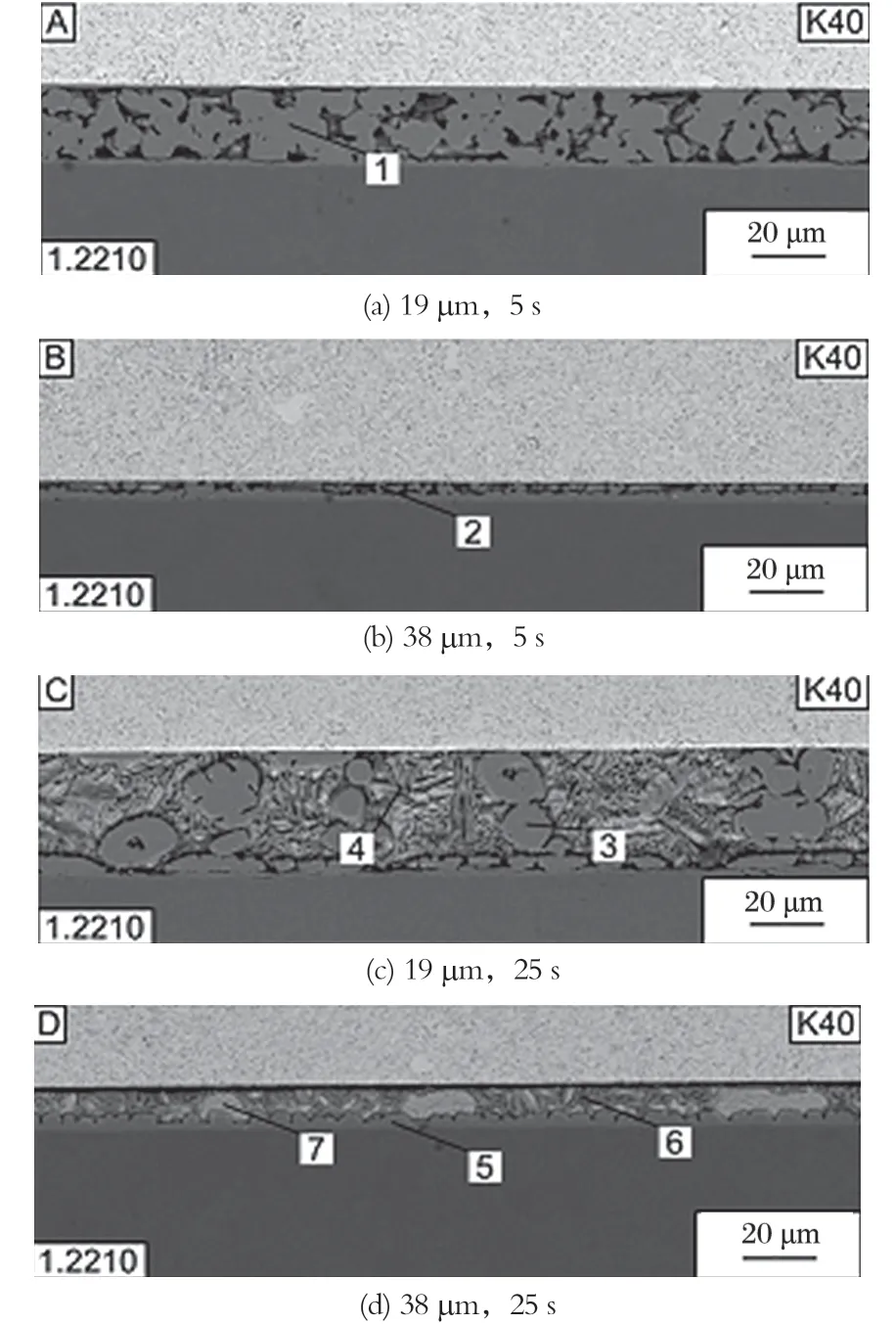
圖11 不同振幅及激活時間下超聲釬焊焊縫顯微結構Fig.11 Microstructure of ultrasonic brazing welds at different amplitudes and activation times
4.2 焊后處理技術
為降低釬焊后盾構刀具內部的殘余應力,提升刀具的使用壽命,很多學者從刀具焊后熱處理、釬料形態、釬縫厚度等多方面進行研究。針對熱處理,目前主要存在著淬火后緩冷、調質熱處理等手段,現今已應用成熟,目前主要集中于釬料形態、釬縫厚度等方面進行研究。原瑞澤等人[37]通過 ANSYS 仿真軟件建立了 YG8 硬質合金與 42CrMo 鋼釬焊接頭的焊接工藝模型和深冷處理工藝模型,分析了接頭表面殘余應力分布,并與經深冷、回火處理后的焊接接頭表面殘余應力進行對比,如圖12 所示。結果表明,深冷處理可使焊接接頭 42CrMo 鋼側形成殘余壓應力,且深冷溫度對殘余壓應力的影響較深冷次數更明顯。為緩解焊接接頭殘余應力,除對焊接溫度、升溫速度、保溫時間、冷卻速度等工藝參數進行優化外,國內外許多學者針對釬料進行了較為深入的研究,提出了采用添加中間層、復合釬料、梯度釬料等方式優化釬料,以達到緩解殘余應力,改善焊接質量和接頭力學性能的目的。鄭州機械研究所有限公司釬焊團隊研制了一種減應力的三明治復合釬料。這種釬料的心部由純銅、錳銅合金或銅鋅合金組成,外部包覆銀釬料。在釬焊過程中,心部材料不發生熔化,僅外部的銀釬料熔化,不熔化的高塑性銅合金增加了釬縫厚度,可以有效緩解釬焊接頭內部由于硬質合金與鋼基體線膨脹系數不匹配產生的熱應力,降低殘余應力,從而提高釬縫的結合強度。
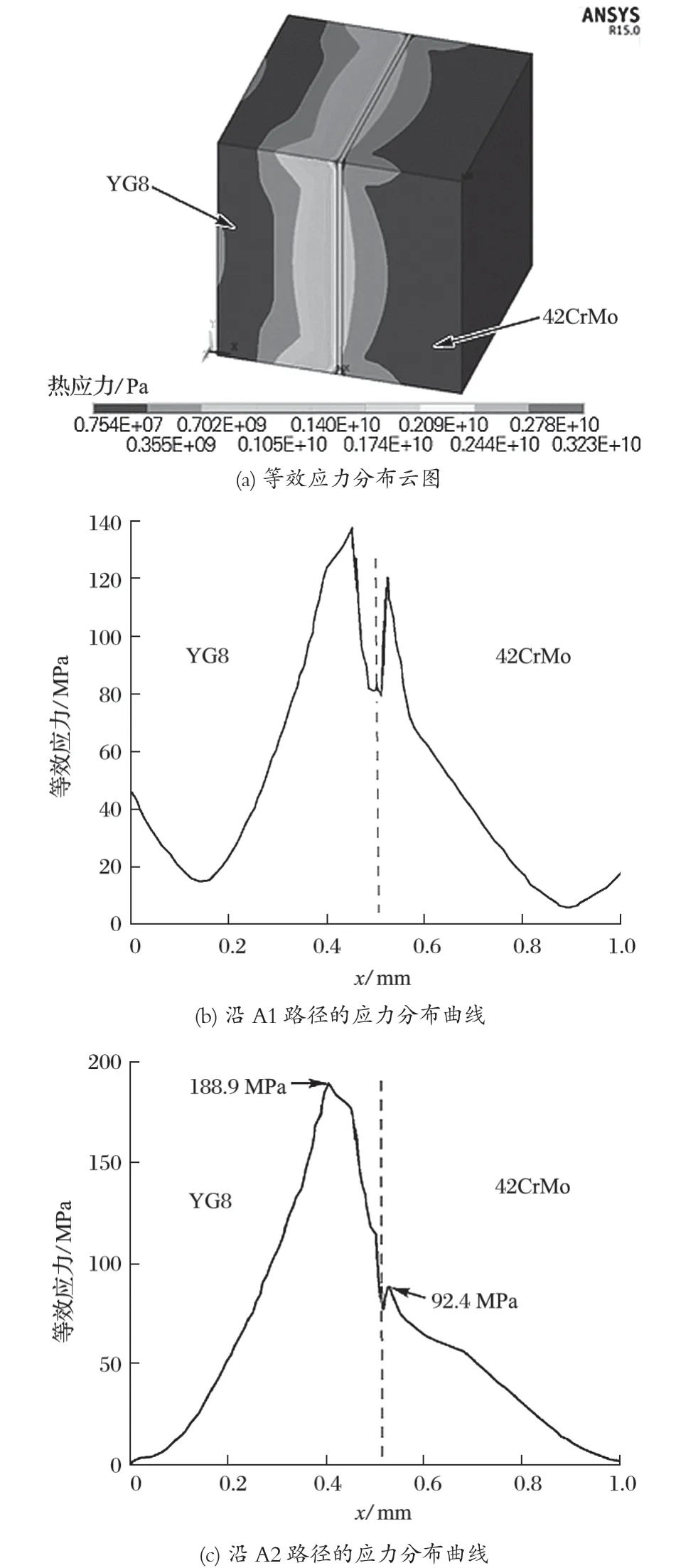
圖12 TG8/42CrMo 釬焊接頭釬焊淬火后的等效應力分布Fig.12 Equivalent stress distribution of TG8/42CrMo brazed joints after brazing and quenching
5 結論
(1)釬焊作為盾構刀具的硬質合金與鋼基體連接的主要手段,是影響盾構刀具可靠性的關鍵因素。盾構刀具結構復雜,使用工況苛刻多變,影響盾構刀具焊接性能的關鍵微量元素作用機理不明,國內盾構刀具用釬料尚無專用系列化產品,現階段存在的問題有:釬焊溫度高,硬質合金劣化嚴重;焊接接頭強度低,硬質合金易脫落;殘余應力難消減,硬質合金易開裂等,這些都制約著盾構刀具向高端方向發展。針對上述問題,可研制高強韌、低熔點釬料,在降低盾構刀具焊接問題的同時,解決盾構刀具低溫釬焊時硬質合金難潤濕、界面冶金不充分、釬焊接頭強度低的難題。
(2)釬料對硬質合金與鋼的潤濕性能是影響硬質合金與鋼釬焊接頭連接強度的重要因素。硬質合金表面殘存的碳或金屬氧化物,使用釬劑去除困難,在釬焊加熱過程中,影響釬料對硬質合金的潤濕及釬料的鋪展填縫。另外,在降低釬焊溫度,減少加熱對殘余應力的影響,同時影響釬料對硬質合金的潤濕性能。低溫釬焊時,釬料與硬質合金發生反應潤濕程度減弱,釬料與母材不能充分的發生冶金反應,影響釬焊接頭連接強度。鄭州機械研究所有限公司采用表面改性技術改變硬質合金表面物性狀態或結構,證實可以改善釬料對硬質合金的潤濕性能。采用激光與表面沉積技術對硬質合金表面進行了改性,提高了釬料對硬質合金的潤濕性能,進而提高了釬焊接頭連接強度。
(3)釬焊接頭殘余應力是影響盾構刀具硬質合金與鋼釬焊性能的關鍵因素之一。由于硬質合金與鋼物性差異較大,釬焊冷卻后接頭殘余應力較大。釬焊接頭特別是硬質合金中的殘余應力,會導致硬質強度下降,甚至出現硬質合金開裂的現象。盾構刀具釬焊結構復雜,硬質合金受兩面或三面的拘束,在焊接升溫與冷卻過程中,應力變化難以預測。釬焊合金與鋼所用釬料的強韌性、釬縫間隙、焊接升溫曲線、冷卻曲線等多重因素對釬焊接頭殘余應力的產生均有重要影響。可考慮在開發低應力釬料的基礎上,通過調控溫度場,實現釬焊接頭均勻加熱。基于熱-力耦合有限元仿真分析,預測殘余應力分布狀態,通過協同調控釬料成分-溫度場-接頭結構-界面組織,獲得低殘余應力釬焊接頭,提高盾構刀具焊接可靠性。
