鎳鈦合金表面微納結(jié)構(gòu)構(gòu)建及其疏水性能研究
2024-03-14 02:14:22倪家偉曹自洋潘杰許威
機(jī)床與液壓 2024年4期
倪家偉,曹自洋,2,潘杰,許威
(1.蘇州科技大學(xué)機(jī)械工程學(xué)院,江蘇蘇州 215009;2.蘇州市高效與精密加工技術(shù)重點(diǎn)實(shí)驗(yàn)室,江蘇蘇州 215009)
0 前言
鎳鈦合金作為一種具有超彈性、耐蝕性、形狀記憶性和生物相容性等特殊性能的金屬材料[1-2],可以在外力或溫度的誘導(dǎo)下發(fā)生馬氏體相變,恢復(fù)一定的形變量[3-4],因此,受到科研人員的重視,現(xiàn)已廣泛應(yīng)用于航空航天、生物醫(yī)學(xué)、機(jī)器人和微電子等領(lǐng)域[5-6]。特別是在生物醫(yī)療方面,由于人體內(nèi)的環(huán)境復(fù)雜,鎳鈦合金植入體不可避免地會(huì)出現(xiàn)腐蝕現(xiàn)象[7-8];同時(shí),它本身沒(méi)有抗菌性,易受到細(xì)菌感染與粘附[9]。所以作為生物植入體,鎳鈦合金必須具有良好的耐蝕性和生物相容性,而這些性能與材料表面的疏水性密切相關(guān)[10]。水接觸角(Water Contact Angle,WCA)等于或大于90°的疏水表面具有獨(dú)特的自潔性、耐腐蝕性[11]、低黏附性和微流體輸送[12]等特點(diǎn),通過(guò)表面改性技術(shù)可以使得植入體在耐蝕性和生物相容性方面獲得巨大提升。
目前,表面微觀結(jié)構(gòu)制備技術(shù)在改變材料表面性能方面發(fā)揮了重要作用。LI等[13]基于納秒激光在鈦合金表面制備了超疏水的減反射微結(jié)構(gòu)。馮超超等[14]采用磁力攪拌電火花加工技術(shù),在鎳鈦合金表面形成凝固鼓包-凹坑-氣孔-顆粒復(fù)合形貌的疏水表面。WU等[15]通過(guò)化學(xué)蝕刻、陽(yáng)極氧化和化學(xué)改性在鋁合金表面制備了具有超疏水性能的新型二元防腐結(jié)構(gòu)。余劍武等[16]使用微銑削制造PMMA溝槽、方柱、圓形和橢圓形結(jié)構(gòu)獲得了疏水表面。然而,這些表面微觀結(jié)構(gòu)加工技術(shù)都存在一定的局限性和缺點(diǎn)。例如,激光加工時(shí)會(huì)產(chǎn)生熱影響區(qū)和微裂紋[17];對(duì)于電火花加工,來(lái)自電極和溶解介質(zhì)的氧化物和污染物可能會(huì)對(duì)工件造成影響[18];化學(xué)改性形成的表面形貌不可控[19],很難準(zhǔn)確表達(dá)微結(jié)構(gòu)與潤(rùn)濕性之間的變化規(guī)律。同時(shí),隨著對(duì)微銑削加工的深入研究,它憑借高精度、高效率、低成本等諸多優(yōu)勢(shì)在機(jī)械制造中得到廣泛應(yīng)用[20],通過(guò)微銑削加工過(guò)程的可控性可以研究微結(jié)構(gòu)參數(shù)對(duì)鎳鈦合金表面潤(rùn)濕性的影響。
本文作者采用微銑削加工技術(shù)在鎳鈦合金表面制備出不同尺寸參數(shù)的單向溝槽陣列結(jié)構(gòu)。針對(duì)此結(jié)構(gòu)特性,通過(guò)相對(duì)自由能和潤(rùn)濕方程從平行溝槽方向和垂直溝槽方向進(jìn)行理論分析,建立三維熱力學(xué)模型。利用VHX-5000超景深三維顯微鏡對(duì)鎳鈦合金表面結(jié)構(gòu)尺寸進(jìn)行測(cè)量。最后,從平行溝槽方向和垂直溝槽方向測(cè)得鎳鈦合金表面實(shí)際接觸角,并與理論值進(jìn)行比較,以實(shí)現(xiàn)鎳鈦合金表面疏水改性。
1 基于溝槽結(jié)構(gòu)疏水表面的三維熱力學(xué)分析
1.1 表面潤(rùn)濕性基本理論
YOUNG[21]認(rèn)為液滴在光滑理想的固體表面處于固、液、氣三相平衡狀態(tài),氣-液與固-液界面切線形成的角度θY為本征接觸角,得平衡方程:
γlvcosθY=γsv-γsl
(1)
式中:γlv、γsv和γsl分別為氣液、固氣、固液之間的界面張力,其接觸角示意如圖1所示。

圖1 液滴在光滑理想固體表面平衡態(tài)示意
事實(shí)上,固體表面都有一定的粗糙度,光滑理想的表面并不存在。針對(duì)液滴受固體表面粗糙度的影響,Wenzel方程[22]和Cassie-Baxter方程[23]分別被提出。Wenzel理論表明潤(rùn)濕狀態(tài)下液滴與整個(gè)粗糙表面微結(jié)構(gòu)充分接觸,導(dǎo)致固-液界面面積增加;而Cassie-Baxter理論認(rèn)為液滴無(wú)法完全浸潤(rùn)粗糙表面微結(jié)構(gòu),液體與固體中間存有空隙,形成空氣墊,如圖2所示。

圖2 粗糙表面液滴浸潤(rùn)模型示意
當(dāng)液滴在固體材料表面受到界面張力作用至其達(dá)到穩(wěn)定平衡狀態(tài)時(shí),總會(huì)尋找能量最低的狀態(tài)。于是,液滴與固體、空氣之間的接觸面積會(huì)產(chǎn)生改變,方程表達(dá)[24]為
ΔG=G1-G2=γlv(Slv·2-Slv·1)+γsl(Ssl·2-
Ssl·1)+γsv(Ssv·2-Ssv·1)
(2)
式中:Slv、Ssv和Ssl分別為氣液、固氣、固液之間的界面面積。幾何上存在固體-液體界面面積與固體-氣體界面面積之和是一個(gè)常數(shù),為固體材料的表面面積。因此,液滴在固體材料表面達(dá)到平衡的過(guò)程中,可獲得如下公式:
Ssl·2-Ssl·1=Ssv·1-Ssv·2
(3)
因此,將式(1)(3)代入式(2)得相對(duì)自由能為
Grel=Slv-SslcosθY
(4)
當(dāng)相對(duì)自由能處于最小時(shí),液滴在固體表面最穩(wěn)定。
1.2 溝槽結(jié)構(gòu)疏水表面三維熱力學(xué)模型與分析
根據(jù)微銑削加工特點(diǎn),在鎳鈦合金表面構(gòu)建單向溝槽陣列結(jié)構(gòu),如圖3所示。其中m為溝槽結(jié)構(gòu)槽寬,n為溝槽結(jié)構(gòu)柱寬,h為溝槽結(jié)構(gòu)深度。以三維熱力學(xué)為基礎(chǔ),液滴在溝槽結(jié)構(gòu)表面三相接觸界面穩(wěn)定時(shí),體積不變,相對(duì)自由能最小,可存在Wenzel和Cassie-Baxter 2種狀態(tài)。

圖3 溝槽陣列結(jié)構(gòu)示意
當(dāng)液滴在溝槽表面處在Wenzel態(tài)時(shí),槽內(nèi)無(wú)空氣,液滴與槽壁、槽地面完全接觸,如圖4(a)所示。查閱文獻(xiàn)[25]可推導(dǎo)出氣-液、固-液之間的接觸面積為
(5)
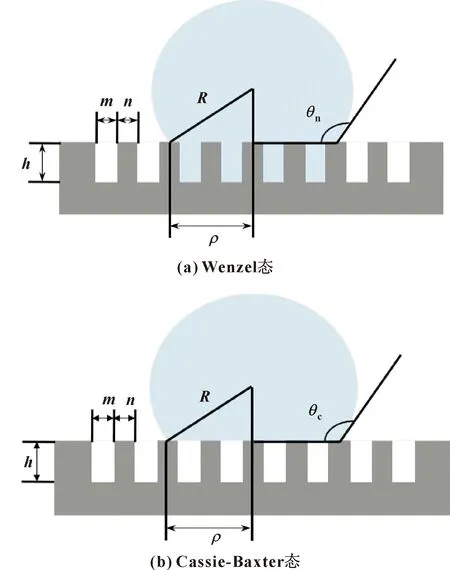
圖4 單向溝槽陣列結(jié)構(gòu)下液滴浸潤(rùn)示意
(6)
根據(jù)相對(duì)自由能等式dGrel=0,固體材料表面本征接觸角、Wenzel態(tài)接觸角和溝槽陣列結(jié)構(gòu)尺寸參數(shù)之間的關(guān)系表達(dá)式為
(7)
而當(dāng)液滴在溝槽表面處于Cassie-Baxter態(tài)時(shí),槽內(nèi)存在空氣墊,如圖4(b)所示,推導(dǎo)出的氣-液、固-液之間的接觸面積也與Wenzel態(tài)時(shí)不同,表達(dá)式為
(8)
(9)
同樣地,根據(jù)相對(duì)自由能等式dGrel=0,Cassie-Baxter態(tài)接觸角和溝槽陣列結(jié)構(gòu)尺寸參數(shù)關(guān)系為
(10)
式(7)(10)揭示了液滴在單向溝槽陣列結(jié)構(gòu)表面不同狀態(tài)下尺寸參數(shù)與接觸角的關(guān)系。通過(guò)分析上述不同狀態(tài)的接觸角公式可得出溝槽深度h只對(duì)Wenzel狀態(tài)下的接觸角有影響,而對(duì)Cassie-Baxter態(tài)時(shí)的接觸角沒(méi)有影響。當(dāng)微柱寬度n為160 μm和溝槽深度h為60 μm時(shí),Wenzel態(tài)與Cassie-Baxter態(tài)接觸角隨著溝槽寬度的增大而增大,其中Wenzel態(tài)接觸角增大得更為緩慢。而當(dāng)溝槽寬度m為250 μm及深度h為60 μm時(shí),Cassie-Baxter態(tài)接觸角隨著微柱寬度增大而減小,Wenzel態(tài)接觸角增大得較為緩慢。
2 實(shí)驗(yàn)方案
2.1 實(shí)驗(yàn)條件
此實(shí)驗(yàn)工件材料為15 mm×15 mm×1 mm的單面拋光鎳鈦合金片。加工機(jī)床為哈斯三軸聯(lián)動(dòng)數(shù)控微銑床,其主軸最高轉(zhuǎn)速為30 000 r/min,X軸、Y軸和Z軸工作行程分別為305、254、305 mm。為了更好地保證微銑削加工的精度,采用直徑4 mm的硬質(zhì)合金銑刀對(duì)鎳鈦合金貼片的基體材料進(jìn)行平整精加工。在鎳鈦合金表面加工微結(jié)構(gòu)時(shí),刀具選用德國(guó)BMG直徑為0.2 mm的納米涂層兩刃硬質(zhì)合金微銑刀,如圖5所示。經(jīng)過(guò)多次加工試切,最終確定微銑削加工參數(shù)為:主軸轉(zhuǎn)速和進(jìn)給率分別為20 000 r/min和30 mm/min。根據(jù)溝槽結(jié)構(gòu)疏水表面三維熱力學(xué)模型的分析,確定微銑削加工制備的鎳鈦合金表面溝槽結(jié)構(gòu)尺寸參數(shù)如表1所示。

表1 溝槽陣列結(jié)構(gòu)實(shí)驗(yàn)參數(shù) 單位:μm Tab.1 Experimental parameters of groove array structure Unit:μm

圖5 微銑削鎳鈦合金表面結(jié)構(gòu)示意
在加工制備單向溝槽陣列結(jié)構(gòu)之前及加工完成之后,所有的樣品都需要使用無(wú)水乙醇和去離子水在超聲清洗機(jī)中清洗15 min,以去除鎳鈦合金表面的雜質(zhì)、油污以及溝槽加工完成后存在的切屑和毛刺,并且在室溫條件下自然風(fēng)干。
2.2 溝槽結(jié)構(gòu)表面形貌和接觸角觀察測(cè)量
采用VHX-5000超景深三維顯微鏡對(duì)微銑削加工制備不同尺寸參數(shù)的鎳鈦合金表面溝槽結(jié)構(gòu)進(jìn)行觀察分析,并通過(guò)JC2000D1型接觸角測(cè)量?jī)x對(duì)所設(shè)計(jì)的表面進(jìn)行測(cè)量。為了消除測(cè)量數(shù)據(jù)的不確定性以及保證其可靠性,在溝槽結(jié)構(gòu)表面選取一個(gè)點(diǎn),同一工件的接觸角共測(cè)量5次,取其平均值。測(cè)量時(shí)環(huán)境溫度應(yīng)保持在室溫25 ℃,選用去離子水在鎳鈦合金溝槽表面進(jìn)行接觸角測(cè)量,液滴體積為3 μL。實(shí)驗(yàn)加工前,測(cè)得單面拋光的鎳鈦合金本征接觸角為77.2°。
3 實(shí)驗(yàn)結(jié)果和分析
3.1 溝槽結(jié)構(gòu)表面質(zhì)量分析
微銑削加工制備鎳鈦合金表面微結(jié)構(gòu)時(shí),切削去除表面材料,切屑發(fā)生塑性形變,在溝槽表面形成毛刺或者破損凹坑。微銑削加工鎳鈦合金制備的溝槽結(jié)構(gòu)表面形貌如圖6所示,可以看出:采用設(shè)定的主軸轉(zhuǎn)速、進(jìn)給速度等工藝參數(shù)加工的溝槽陣列結(jié)構(gòu)形狀完整、邊界明顯,毛刺及破損凹坑在可接受范圍內(nèi),達(dá)到了較為理想的設(shè)計(jì)加工效果。

圖6 微銑削加工鎳鈦合金溝槽結(jié)構(gòu)表面形貌
通過(guò)VHX-5000超景深三維顯微鏡對(duì)已加工的溝槽結(jié)構(gòu)進(jìn)行測(cè)量,得到其實(shí)際加工尺寸。圖7所示為在200倍的放大倍率下鎳鈦合金樣品Z1的表面微結(jié)構(gòu)三維云圖和實(shí)際尺寸參數(shù)。從圖7(c)可以看出:不同深度下,單向溝槽陣列結(jié)構(gòu)柱寬的測(cè)量值分別為55.39、57.25、59.08 μm。微銑削實(shí)際加工出來(lái)的溝槽結(jié)構(gòu)截面呈現(xiàn)類似“倒梯形”的形狀,與前期所設(shè)計(jì)的尺寸參數(shù)理論值之間存在加工誤差。實(shí)際銑削出來(lái)的溝槽結(jié)構(gòu)柱寬n比理論設(shè)計(jì)值大,誤差在10 μm內(nèi);而實(shí)際溝槽結(jié)構(gòu)槽寬m和實(shí)際溝槽結(jié)構(gòu)深度h與理論值相比偏小。這是由于微銑刀長(zhǎng)時(shí)間的切削加工,和鎳鈦合金加工表面相互接觸摩擦,引起刀具磨損和破損。并且隨著磨損和破損程度不斷加深,銑刀形狀和直徑也在不斷變化,導(dǎo)致在Z軸方向進(jìn)給過(guò)程中切削出來(lái)的溝槽寬度減小。此外,高速加工的微銑削系統(tǒng)存在顫振和動(dòng)態(tài)不穩(wěn)定性,這引起了刀具的嚴(yán)重磨損和工件表面溝槽結(jié)構(gòu)幾何精度的偏差,降低了加工質(zhì)量。

圖7 樣品Z1單向溝槽陣列結(jié)構(gòu)
3.2 溝槽結(jié)構(gòu)對(duì)潤(rùn)濕性的影響
針對(duì)設(shè)計(jì)加工的單向溝槽陣列結(jié)構(gòu)的特性,可以從平行溝槽結(jié)構(gòu)和垂直溝槽結(jié)構(gòu)這2個(gè)方向上,使用JC2000D1型接觸角測(cè)量?jī)x對(duì)此特殊結(jié)構(gòu)進(jìn)行測(cè)量。液滴在微結(jié)構(gòu)表面總會(huì)趨向自由能最低,以達(dá)到穩(wěn)定狀態(tài),而前面建立的是關(guān)于平行溝槽結(jié)構(gòu)方向的Wenzel態(tài)與Cassie-Baxter態(tài)三維熱力學(xué)模型。當(dāng)模型中的槽寬m為0時(shí),可推導(dǎo)出垂直方向的2個(gè)熱力學(xué)模型。通過(guò)建立的三維熱力學(xué)理論模型與實(shí)際加工測(cè)量分析,得到平行溝槽方向的實(shí)際接觸角θP和理論接觸角:Wenzel態(tài)θP·n與Cassie-Baxter態(tài)θP·c以及垂直溝槽方向的實(shí)際接觸角θV和理論接觸角:Wenzel態(tài)θV·n與Cassie-Baxter態(tài)θV·c,如表2所示。
圖8所示為m=250 μm、n=160 μm、h=60 μm時(shí),平行溝槽方向與垂直溝槽方向的實(shí)際接觸角示意。可以觀察到平行溝槽方向的液滴呈疏水狀態(tài),且鎳鈦合金表面溝槽結(jié)構(gòu)之間存在空氣,形成了空氣墊,和理論分析中的Cassie-Baxter態(tài)較為符合。同時(shí)對(duì)比分析表2,不管溝槽結(jié)構(gòu)尺寸變大還是變小,垂直溝槽方向的Cassie-Baxter態(tài)理論接觸角始終不變。這是由于槽寬m為0時(shí),此接觸角理論值為鎳鈦合金所測(cè)量的本征接觸角。

圖8 實(shí)際接觸角示意
當(dāng)槽寬m為250 μm時(shí),平行溝槽方向的實(shí)際接觸角隨著柱寬n的增大而減小,最大靜態(tài)接觸角為145.4°,與Cassie-Baxter態(tài)理論值更為接近,誤差范圍可控制在7°內(nèi)。而平行溝槽方向的Wenzel態(tài)理論接觸角隨著柱寬n的增大而增大,實(shí)際接觸角與其理論值偏差在43°以上,如圖9所示。存在此誤差的原因是微銑削加工鎳鈦合金表面時(shí),磨損和破損的刀具以及存在顫振和不穩(wěn)定性的高速加工系統(tǒng)會(huì)在合金表面溝槽結(jié)構(gòu)的基礎(chǔ)上形成微納凹坑二級(jí)結(jié)構(gòu),此二級(jí)結(jié)構(gòu)與液滴間存在空氣,增大了實(shí)際接觸角。此外,溝槽結(jié)構(gòu)理論設(shè)計(jì)尺寸也與實(shí)際尺寸存在加工誤差。
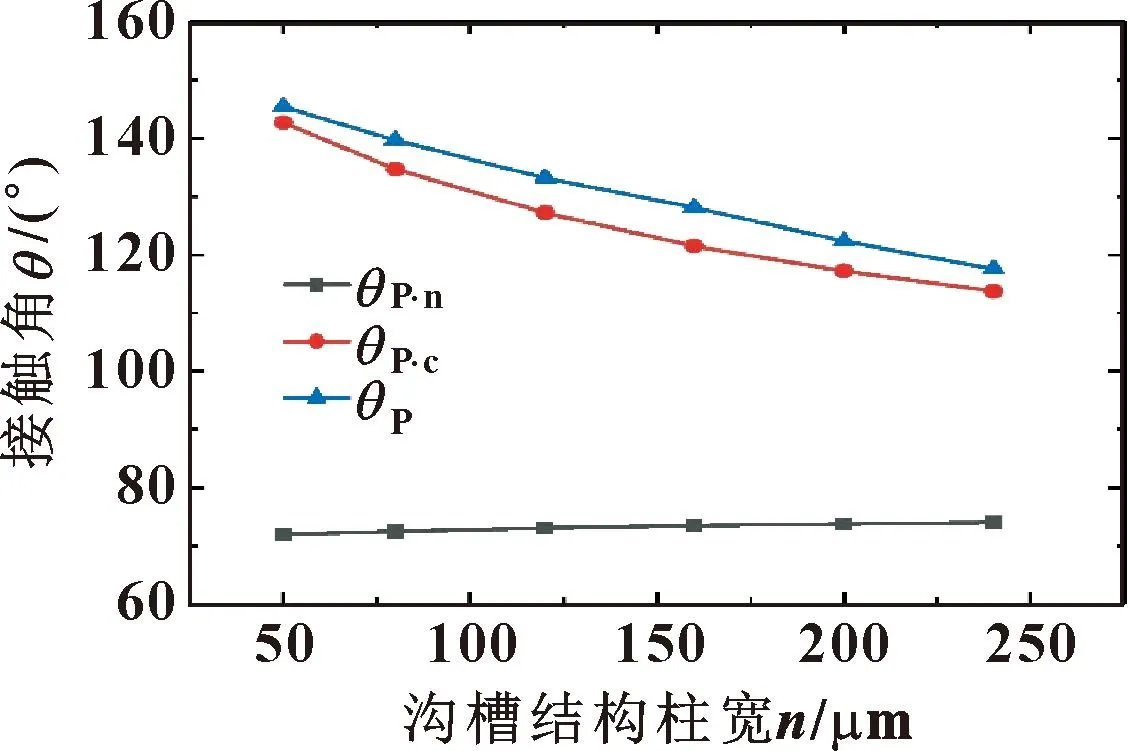
圖9 柱寬對(duì)平行溝槽方向?qū)嶋H接觸角和理論接觸角的影響
從圖10可以看出:保持槽寬350 μm不變,柱寬最小時(shí),平行溝槽方向的實(shí)際接觸角達(dá)到143.8°,相比光滑鎳鈦合金表面的接觸角增加了接近一倍。另外,垂直溝槽方向的Wenzel態(tài)理論接觸角與垂直方向的實(shí)際接觸角趨勢(shì)不一致,相差在42.1°內(nèi),而且平行溝槽方向的接觸角總是大于垂直方向的接觸角。由于溝槽柱寬的約束,液滴在垂直溝槽兩側(cè)受到的固液界面張力較小,更易運(yùn)動(dòng)擴(kuò)張。

圖10 溝槽結(jié)構(gòu)實(shí)際接觸角與理論接觸角的比較
4 結(jié)論
文中通過(guò)微銑削加工系統(tǒng)在鎳鈦合金表面進(jìn)行改性處理,制備出不同尺寸參數(shù)的單向溝槽陣列結(jié)構(gòu)。通過(guò)溝槽結(jié)構(gòu)熱力學(xué)理論研究以及表面形貌和接觸角的測(cè)量分析,探索鎳鈦合金表面微結(jié)構(gòu)疏水性的變化規(guī)律,得到以下結(jié)論:
(1)基于相對(duì)自由能Grel和Young式方程,建立了關(guān)于單向溝槽陣列結(jié)構(gòu)尺寸參數(shù)的Wenzel和Cassie-Baxter態(tài)下的液滴接觸模型。由于此結(jié)構(gòu)的特有性質(zhì),槽寬m為0時(shí),平行槽方向的接觸角公式可以轉(zhuǎn)化為垂直槽方向的接觸角公式。通過(guò)微銑削加工驗(yàn)證,單向溝槽陣列結(jié)構(gòu)的實(shí)際接觸角與Cassie-Baxter態(tài)下的理論值更相符。
(2)微銑削制備的鎳鈦合金表面陣列結(jié)構(gòu)尺寸精度較好,加工誤差在10 μm內(nèi)。溝槽微柱兩側(cè)雖存在細(xì)微的加工破損凹坑及毛刺,但結(jié)構(gòu)邊界明顯完整性好。柱寬最小時(shí),平行槽方向的最大靜態(tài)接觸角為145.4°,比合金表面本征接觸角77.2°增加了接近一倍,達(dá)到了疏水狀態(tài)。
(3)平行溝槽方向的實(shí)際接觸角隨著柱寬的增大而減小,與平行時(shí)Cassie-Baxter態(tài)下的接觸角趨勢(shì)相符,誤差不大于7°;而和平行的Wenzel態(tài)接觸角趨勢(shì)相反,偏差在43°以上。平行方向的實(shí)際接觸角更符合Cassie-Baxter態(tài)。
(4)垂直溝槽方向時(shí)Cassie-Baxter態(tài)下的理論接觸角在數(shù)值上等于鎳鈦合金表面的本征接觸角77.2°,同時(shí)垂直方向的實(shí)際接觸角與垂直的Wenzel態(tài)接觸角趨勢(shì)不符,誤差在42.1°內(nèi)。故垂直方向的理論接觸角計(jì)算式對(duì)實(shí)際加工沒(méi)有指導(dǎo)意義。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21
機(jī)床與液壓(2015年3期)2015-11-03 07:02:03