保溫時間對BNi-2非晶釬料釬焊1Cr18Ni9Ti不銹鋼接頭組織和性能的影響
2024-03-14 01:56:04宋曉國王懷琎胡勝鵬
火箭推進 2024年1期
關鍵詞:不銹鋼
付 偉,陳 斌,宋曉國,王懷琎,胡勝鵬,卞 紅
(哈爾濱工業大學[威海] 山東省特種焊接技術重點實驗室,山東 威海 264209)
0 引言
1Cr18Ni9Ti奧氏體不銹鋼具有較好的塑韌性、耐熱性及優良的耐腐蝕性能[1-3],被廣泛應用于航空航天領域[4]。其中,航天發動機管路、噴注器及燃燒室等組件常采用1Cr18Ni9Ti不銹鋼的焊接結構[5-6]。航天發動機組件數量多、結構復雜,而高溫釬焊具有接頭強度高,能夠在高溫環境服役等特點。由于釬焊過程加熱溫度遠低于材料熔點,釬焊件整體均勻受熱,所造成的應力和變形小,使得焊接精度較高,適用于形狀復雜且精密的焊件[7-8],因此組件接頭常采用高溫釬焊的方式進行連接。釬焊工藝的選擇對于保證發動機的安全服役具有重要意義[9]。
鎳基釬料BNi-2(BNi82CrSiB)添加了Si元素和B元素作為降熔元素,并改善釬料的潤濕及鋪展能力,使其可在較低的工藝溫度下進行連接,具有強度高、耐高溫、耐腐蝕、流動性好等諸多優良性能和良好的焊接工藝性能。釬焊時由于B和C向兩側母材擴散,使得釬縫重熔溫度升高,是耐熱鋼和高溫合金高溫釬焊的常用釬料[10-11]。楊敏旋等采用粉末狀BNi-2釬料真空釬焊0Cr18Ni9Ti不銹鋼,研究得到的最佳工藝為:裝配間隙20~50 μm,1 050 ℃保溫時間10 min,釬焊溫度的升高和保溫時間的延長均會導致母材溶蝕,降低接頭的力學性能,但冷卻速率對于接頭組織影響較小[12]。徐創等使用BNi-2粉末對304不銹鋼進行真空釬焊,釬縫組織為Ni基固溶體和Cr2B、Cr2Ni23等化合物,在1 050 ℃保溫10 min時獲得的釬焊接頭抗剪強度最高為94 MPa[13]。胡勝鵬等使用非晶BNi-2箔帶對高鈮TiAl合金和GH3536合金進行真空釬焊,并對非晶BNi-2釬料進行了DSC測試,研究得出BNi-2非晶釬料的熔點為987 ℃[14]。
非晶態的BNi-2釬料組織均勻,可加工性好,能夠加工成固定厚度的箔帶,便于釬焊間隙的控制;同時熔化溫度更低,能夠降低釬焊溫度[15],有效避免釬焊溫度過高時母材的溶蝕現象。但目前關于BNi-2非晶釬料釬焊1Cr18Ni9Ti不銹鋼的報道較少。保溫時間是影響釬焊接頭質量的關鍵因素[16-17]。本文采用BNi-2非晶釬料在1 000 ℃下對1Cr18Ni9Ti不銹鋼進行真空釬焊,分析接頭界面結構和物相組成,分析不同的保溫時間下釬焊接頭界面組織和力學性能的變化規律。
1 試驗方法
試驗采用的不銹鋼母材是厚度為3 mm的1Cr18Ni9Ti不銹鋼板,其化學成分(質量分數)如表1所示。使用線切割機將不銹鋼母材分別加工成3 mm×3 mm×3 mm和10 mm×20 mm×3 mm的塊狀試樣。BNi-2非晶釬料箔厚度為50 μm,其化學成分(質量分數)如表2所示,其熔化溫度為987 ℃。
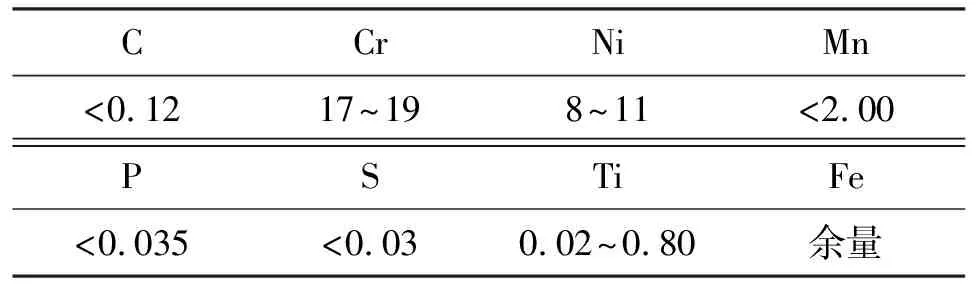
表1 1Cr18Ni9Ti不銹鋼成分Tab.1 Composition of 1Cr18Ni9Ti stainless steel 單位:%

表2 BNi-2非晶釬料成分Tab.2 Composition of amorphous BNi-2 brazing alloy 單位:%
釬焊試驗前,依次采用600目、800目、1 000目和1 200目的SiC砂紙將待焊接試樣表面打磨至鏡面狀,隨后使用無水乙醇進行5 min的超聲清洗并吹干。釬焊試樣按照“小塊母材/釬料箔片/大塊母材”的次序自上而下進行裝配,如圖1(a)所示。設定焊接溫度為 1 000 ℃,最高溫度保持時間分別為1、5、10、15 min,先以5 ℃/min的速率升至600 ℃,保溫10 min后以10 ℃/min的速率升至1 000 ℃,經保溫后以5 ℃/min的速率降至室溫。

圖1 釬焊裝配及剪切試驗裝配示意圖 Fig.1 Schematic diagram of brazing assembly and shear test assembly
采用場發射掃描電子顯微鏡(Merlin Compact, ZEISS)觀察界面微觀形貌,用EDS對物相進行能譜分析,確定其化學成分。采用電子萬能試驗機(Instron Mode15967)進行接頭的力學性能測試,裝配方式如圖1(b)所示。力學性能測試后將樣件重新組裝,用掃描電鏡觀察其斷裂路徑,并對釬焊接頭斷口進行觀察,分析其斷裂行為。
2 試驗結果與分析
2.1 典型釬焊接頭微觀組織分析
圖2為1 000 ℃保溫10 min條件下獲得的釬焊接頭在掃描電鏡下的典型微觀組織及元素分布圖。從圖2(a)中可以看出,BNi-2釬料和1Cr18Ni9Ti不銹鋼母材實現了良好的冶金結合,沒有產生裂紋、孔洞和未焊合等釬焊缺陷。

圖2 典型接頭微觀組織及面掃描結果(1 000 ℃/10 min)
由圖2(b)可以看出,Ni元素是構成釬縫區域的主要元素,集中分布在釬縫中,并在元素濃度梯度的作用下有向兩側不銹鋼母材基體中擴散的趨勢,但釬縫中心的塊狀黑色相中Ni元素含量較低。如圖2(c)所示,Cr元素主要聚集在釬縫中心的塊狀黑色相處,在兩側母材的奧氏體晶界處也產生了一定程度的Cr元素富集現象。從圖2(d)可以看出,Fe元素有從母材向釬縫內溶解的趨勢,同時在母材靠近釬縫區域的晶界處,Fe元素含量相對較少。如圖2(e)所示,Si元素主要分布在釬縫內部并向母材擴散,但在釬縫塊狀黑色相中分布較少。根據元素分布結果可以初步推斷,釬縫主要由富Ni基體相組成;釬縫中心區的塊狀深灰色相為含Cr的金屬間化合物;在母材靠近釬縫的區域,Fe元素和Ni元素發生了冶金反應;在母材晶界處也有含Cr化合物的存在。
為進一步分析典型接頭中化合物的組成,對界面局部區域進行放大觀察和成分分析,如圖3所示。圖3中標記點成分(原子分數)及可能相如表3所示。
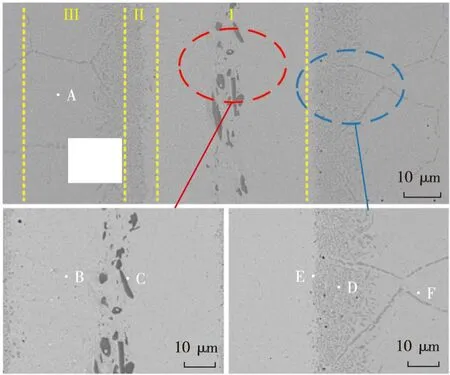
圖3 釬焊接頭高倍組織照片 Fig.3 High-resolution microstructure image of brazed joint
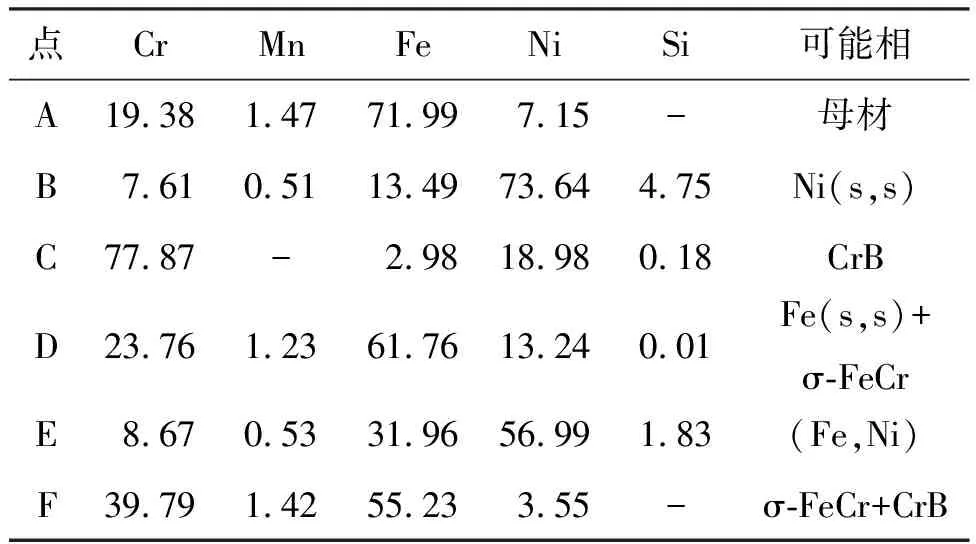
表3 圖3中標記點成分及可能相Tab.3 Chemical composition and possible phases of spots marked in Fig.3 單位:%
接頭可以分為3個區域,分別是釬縫區(Ⅰ區)、擴散區(Ⅱ區)及晶間滲入區(Ⅲ區)。Ⅰ區以淺灰色相(B)作為基體,在中心部位分布有塊狀黑色相(C);Ⅱ區域中存在細小密集分布的深灰色相(D);Ⅲ區域中淺灰色相(F)沿母材晶界分布。由表3可知,釬縫中心部位的塊狀黑色相中Cr元素含量較高,同時釬縫的主體部分具有較高的Ni含量,推測釬縫主要由富Ni基體相及CrB相構成[14]。在靠近母材的擴散區,如圖3中E點所示,Ni元素和Fe元素的原子比接近于1∶1,其可能為(Fe,Ni)。在母材的近焊縫區分布的細小灰色相中Cr元素含量有所提高,由于BNi-2釬料中的Ni元素含量過高并與不銹鋼相互作用導致此區域所檢測到的Ni元素的含量高于不銹鋼中的Ni的含量;沿母材晶界分布的灰色相中Cr元素較多,由文獻[18-19]可知這種深灰色相為σ-FeCr和CrB相。
2.2 保溫時間對接頭界面組織和抗剪強度的影響
圖4為在1 000 ℃分別保溫1 min、5 min和15 min時獲得的釬焊接頭SEM照片。

圖4 接頭界面微觀組織隨保溫時間的變化規律Fig.4 Interfacial microstructure of the joints brazed for different time
由圖4可知,在不同保溫時間下,母材和釬料均實現了良好的冶金結合,接頭界面處未觀察到裂紋、氣孔和未焊合等釬焊缺陷。隨保溫時間延長,釬縫寬度從52.56 μm減小至43.68 μm。當保溫時間較短時(5 min),釬縫中的塊狀CrB相尺寸較大,并且沿釬縫寬度方向分布均勻;當保溫時間繼續增加到10 min(見圖2和圖3),Cr元素不斷向母材擴散,CrB相轉變成細小的塊狀并集中分布在釬縫中心部位。隨保溫時間延長,CrB相沿奧氏體晶界向母材的滲入程度不斷增強,當保溫時間為15 min時,滲入深度約50 μm。
圖5為不同保溫時間下接頭的力學性能。隨著保溫時間的增加,釬焊接頭力學性能呈先升后降趨勢,當保溫時間為10 min時,接頭的抗剪強度達到最大值248 MPa。
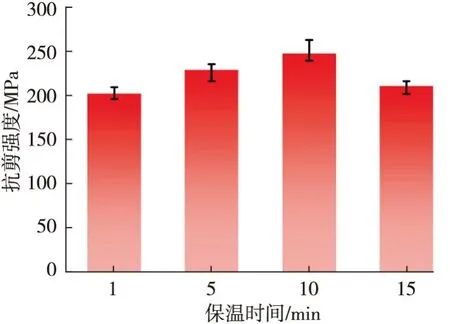
圖5 保溫時間對接頭抗剪強度的影響Fig.5 Shear strength of the joints brazed for different time
2.3 保溫時間對斷裂路徑和斷裂行為的影響
為分析釬焊時間對接頭斷裂行為的影響,對接頭的斷裂路徑和斷面進行了分析。圖6為剪切試驗后接頭的斷裂路徑。圖7為接頭斷口形貌,表4為圖7中標記成分(原子分數)及可能相。當保溫1 min時,由于高溫維持時間較短,元素擴散不能充分進行,釬縫中心部位留存的大塊脆性CrB相成為裂紋萌生擴展的源頭,斷口呈現明顯的脆性斷裂特征,斷口處含有較多的Ni元素,也說明接頭斷裂在釬縫的中心區域。

圖6 保溫時間對釬焊接頭斷裂路徑的影響Fig.6 Fracture path of brazing joints with different brazing time
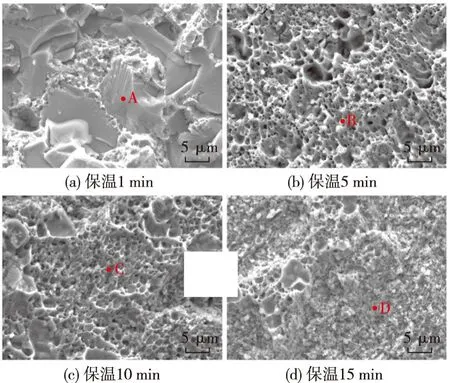
圖7 不同保溫時間下釬焊接頭的斷口形貌Fig.7 Fracture microstructure of brazing joints with various holding time

表4 圖7中標記點成分及可能相Tab.4 Chemical composition and possible phases of spots marked in Fig.7
隨著保溫時間的延長,釬料中的B元素向兩側母材的擴散程度增加,釬縫中的大塊CrB相變為細小片狀結構,裂紋擴展源頭減少。同時母材中Fe元素向釬縫中溶解,與Ni元素作用形成(Fe,Ni),該區域成為接頭的薄弱區,斷口觀察到大量的韌窩,釬焊接頭斷裂為韌性斷裂,接頭斷裂于擴散區與釬縫區的界面。
隨著保溫時間進一步延長,CrB相沿奧氏體晶界大量滲入母材,同時Cr元素和Fe元素生成了σ-FeCr相,導致近焊縫區母材脆性增加,接頭斷裂于擴散區及晶間滲入區;保溫15 min時釬焊接頭斷口處含有較多Fe元素,接頭斷裂裂紋形成于晶間滲入區,表現出脆性斷裂特征。
3 結論
1)采用BNi-2非晶釬料在1 000 ℃不同保溫時間下實現了1Cr18Ni9Ti不銹鋼的真空釬焊,釬焊接頭包含3個區域,釬縫區為富Ni基體和CrB相,擴散區為(Fe,Ni),晶間滲入區為σ-FeCr和CrB相。
2)隨著保溫時間的延長,釬縫中的CrB相由大塊狀變成細小片狀,釬料和母材充分反應,釬縫寬度逐漸減小,CrB相的晶間滲入程度加劇。
3)隨著保溫時間的延長,接頭抗剪強度變化趨勢為先升后降,當保溫10 min時獲得的接頭抗剪強度最大,為248 MPa。
4)當保溫時間較短時,接頭斷裂在釬縫中富Ni基體和CrB處,斷裂形式為脆性斷裂;保溫時間延長后,接頭斷裂在擴散區的(Fe,Ni)處,斷裂形式為韌性斷裂;當保溫時間為15 min時,接頭斷裂于母材晶間滲入區的σ-FeCr和CrB相處,呈脆性斷裂。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
