萊賽爾賽絡集聚紡紗過程溫濕度控制
2024-03-16 02:42:44王聰民王海霞劉艷杰周義德
棉紡織技術 2024年3期
王聰民 王海霞 劉艷杰 周義德, 吳 濤
(1.中原工學院,河南鄭州,450007;2.河南建筑職業技術學院,河南鄭州,450064;3.鄭州市工業空調溫濕度調控工程技術研究中心,河南鄭州,450007)
萊賽爾纖維生產工藝成熟可靠、綠色環保[1],其織物具有新穎、柔挺、滑爽、穿著舒適透氣的特點,適用于服裝家紡領域,被視為新一代的“綠色纖維”[2]。截至2022 年底,國內已實現年產41 萬t萊賽爾纖維的生產能力,且有逐年增長的趨勢。由于纖維特性的不同,萊賽爾纖維在紡紗加工過程中與棉、滌綸、粘膠等纖維有較大差異,生產環境溫濕度控制對生產效率和紗線質量尤為重要。
1 纖維性能
萊賽爾纖維主要性能和同類纖維的比較見表1 和表2。從表1 可以看出,萊賽爾纖維強力高,干濕斷裂強度大,干強和濕強差別小。這是由于萊賽爾纖維的結晶度和聚合度較高,大分子之間的距離、結合力變化較小,結晶區也較緊密。萊賽爾纖維干濕斷裂伸長率穩定[3],干斷裂伸長率大于棉,小于滌綸,紡紗過程中纖維斷裂少,短絨少。表2 中,萊賽爾纖維與纖維的摩擦因數大于粘膠小于棉,可紡性較好。纖維與金屬的摩擦決定纖維的轉移、牽伸特性,特別是對梳棉機的梳理、轉移過程中針布之間的轉移影響較大。萊賽爾纖維與金屬之間的摩擦因數大于棉,小于粘膠和莫代爾纖維,生產中工藝設置不當會造成轉移困難。纖維與膠輥的摩擦因數決定了膠輥膠圈的壽命,萊賽爾纖維與膠輥的摩擦因數大于棉和粘膠,紡紗過程中牽伸膠輥膠圈的壽命會略短。萊賽爾纖維的質量比電阻大于棉和粘膠,在紡紗過程中易產生靜電。而萊賽爾纖維吸濕后會發生徑向膨潤,有利于纖維舒展,便于分梳、并合和加捻。因此生產加工中以保持較高的回潮率為宜,減少靜電,方便生產。

表1 萊賽爾纖維和其他纖維性能比較
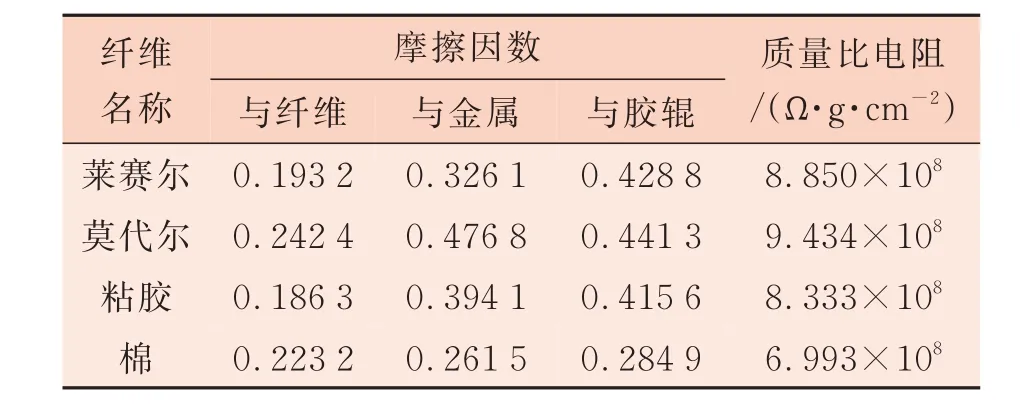
表2 各類纖維摩擦因數與質量比電阻
2 紡紗過程環境溫濕度控制
2.1 預處理
萊賽爾纖維需要增加預處理工序,以減少在開松梳理過程中的過度損傷,減少靜電,便于分梳轉移,利于成網成條等。對靜電嚴重的品種需加入抗靜電劑,并適當加濕,保持平衡時間24 h 以上;對回潮率低的纖維,需要在溫度26 ℃以上,相對濕度80%環境中保持12 h~24 h;對靜電和回潮率滿足要求的萊賽爾纖維,也應在溫度26 ℃以上、相對濕度65%環境中保持12 h 以上,確保纖維回潮率在11.5%~12.5%,以穩定纖維性能,有利于后道生產加工[4]。
2.2 清梳
萊賽爾纖維長度長、細度細,在開清棉加工中纖維極易損傷,增加棉結,管道中輸棉速度控制在8 m/s~10 m/s,減輕纖維束的過度滾動和撞擊風葉。同時萊賽爾纖維在開松、梳理、氣流輸送等過程中,纖維的回潮率有一定的降低,因此在清梳過程中要保持車間一定的溫濕度,并采用必要的輔助加濕措施,確保纖維回潮率穩定。車間相對濕度過低會造成纖維柔性差,纖維剛挺,加工過程中落棉增加、纖維損傷多、強力下降、短絨增加,成卷伸長率大、棉卷蓬松、易產生靜電等。相對濕度過高,纖維柔軟性增強,不利于開松除雜,造成棉卷易黏層、成卷伸長率小、重量不勻率大、棉結增加率高等。合適的溫濕度才能保證萊賽爾纖維順利開松、除雜和梳理,減少纖維黏連和扭結,減少棉結和短絨,保證棉網和棉條成形。清梳、預處理工序空調系統宜采用同一空調室露點送風的方式,冬季做好車間保溫和除塵回風的利用,保證清梳工序冬夏季溫度控制在27 ℃~30 ℃,開清棉相對濕度65%~70%,梳棉相對濕度60%~65%,纖維卷的回潮率控制在11%~12%[5],生條回潮率宜控制在10%~11%。
2.3 并粗
萊賽爾纖維截面形狀呈實心圓形,表面光滑,纖維間的摩擦因數比棉小。并條牽伸過程中,纖維的滑移現象比較嚴重[6],為便于牽伸,應嚴格控制該工序的溫濕度,使棉條吸放濕過程穩定。并條工序冬夏季溫濕度控制在溫度27 ℃~29 ℃、相對濕度55%~60%[7],條子回潮率宜控制在10%~11%。對于分區域進行生產的場所,可采用局部分隔加濕措施,維護并條區域的溫濕度,提高條子質量。粗紗工序環境相對濕度控制也要比紡棉偏高掌握,以增加纖維之間的摩擦因數,增加纖維的抱合力,減少斷頭和毛羽,保證粗紗有較大的回潮率。也有利于在細紗工序退繞時形成外干內濕的狀況,減少靜電,減少斷頭和毛羽,保證紗線的回潮率。粗紗工序空調冬季要借用細紗工序工藝排風的熱量,保證車間溫度,夏季采用適當的冷源對車間降溫。冬夏季溫度控制在27 ℃~29 ℃、相對濕度60%~65%,粗紗回潮率宜控制在10.5%~11.5%。
2.4 細紗
細紗工序由于車間發熱量大,溫度高,容易造成油劑揮發,纖維發黏,出現黏連纏繞,紡紗過程中生活不好做。賽絡集聚紡粗紗定量輕,紗條細,在懸掛退繞過程中引紗距離長。由于加壓摩擦的作用,會在牽伸區呈現快速吸熱放濕現象。車間的相對濕度也應比紡棉纖維略低,以控制其吸放濕的速度,穩定紗線的回潮率,增加纖維的徑向伸展性。有利于細紗機牽伸加捻,減少膠輥區靜電的發生,防止黏連纏繞,保持生產穩定。所紡紗線號數越小,相對濕度宜適當增大。萊賽爾賽絡集聚紡環境溫濕度控制措施:冬季采用95%的車間回風,循環水加濕,變風量露點送風[8],確保車間溫度和相對濕度;夏季采用室內外焓值比較法確定新回風比例,采用深井水或冷凍水降溫,大風量機器露點送風的方法。保證車間冬夏季溫度維持在28 ℃~32 ℃、相對濕度在52%~58%之間,紗線回潮率控制在10%~11%。賽絡集聚紡車間由于車尾端工藝排風量大,容易出現車間負壓運行,造成細紗工序不同時間、不同區域溫濕度差異大,影響斷頭率。運行中要合理調節送、回風機風量,維持車間微正壓運行。并調整各送風支風道、送回風口風量平衡,使車間的溫度波動不大于1.5 ℃,相對濕度波動不大于3%。
2.5 絡筒
因為萊賽爾紗線比較光滑,絡筒工序打結困難,結頭強度指標偏低,應保證絡筒工序具有較高的相對濕度,增加紗線回潮率,提高纖維間的抱合力,減少生產過程中靜電的產生和維持紗線強力穩定。同時細紗在高溫摩擦后,緊密卷繞至紗管,紗線溫度升高,退繞過程中有放熱吸濕的趨勢,并且紗線退繞速度快,時間短。絡筒工序相對濕度偏大掌握也利于實現退繞放熱過程中的快速吸濕,降低毛羽增長率。絡筒工序的環境溫度不能比細紗車間低太多,相對濕度要高于細紗工序,使環境空氣的含濕量大于紗線內部的含濕量,維持紗線在絡筒過程中適當的加濕狀態,以穩定紗線強力,減少靜電現象。絡筒工序的空調控制方法和細紗工序相同,冬季需適當借用細紗工序工藝排風的熱量,采用機器露點送風的方法,維持車間溫濕度。冬夏季車間溫度宜控制在28 ℃~30 ℃,相對濕度65%~70%,紗線回潮率維持在10.5%~11.5%。
3 結論
萊賽爾纖維屬于高強度、高模量、干強濕強接近的纖維,但纖維易原纖化、抱合力小、易產生靜電等特性會對紡紗生產加工過程和質量產生較大的影響。在工藝參數優化調整的基礎上,環境溫濕度和各工序回潮率指標控制對紡紗質量和效率尤為重要。萊賽爾纖維的紡紗過程需要采用偏大的相對濕度環境,用于增加纖維的摩擦力,減少靜電產生。并應嚴格控制開清棉輸棉管道內的風速,減少纖維過度滾動碰撞造成的損傷和扭曲,減少短絨和棉結。在增加預處理工序、穩定纖維回潮率和減少靜電產生的基礎上,增加并粗工序的相對濕度,保證棉條和粗紗的回潮率指標,控制各工序纖維吸濕和放濕過程穩定,穩定細紗車間相對濕度值,是紡制出強力高、條干和毛羽等質量滿足要求的萊賽爾賽絡集聚紡紗線的關鍵。