鈦型氣保護(hù)藥芯焊絲工藝質(zhì)量影響因素綜述
2024-04-01 07:11:18孫咸
焊管 2024年3期
孫 咸
(太原理工大學(xué)焊接材料研究所,太原 030024)
0 前 言
藥芯焊絲以其高效、自動(dòng)化、良好的焊接工藝性,以及低廉的綜合成本等一系列優(yōu)點(diǎn),在船舶制造、海洋工程、橋梁、電力設(shè)備等領(lǐng)域被廣泛應(yīng)用。目前,藥芯焊絲進(jìn)入了一個(gè)新的發(fā)展時(shí)期,國(guó)產(chǎn)藥芯焊絲產(chǎn)量已經(jīng)躋身世界大國(guó)行列。在藥芯焊絲的諸多品種中,市場(chǎng)需求量最大的當(dāng)數(shù)鈦型渣系氣保護(hù)藥芯焊絲,如E501T-1(AWS E71T-1)等。對(duì)于E501T-1 焊絲,不僅用量大,用戶要求也高,船用焊絲必須持有多國(guó)船級(jí)社認(rèn)證證書。即便如此,國(guó)產(chǎn)藥芯焊絲的工藝質(zhì)量如氣孔敏感、飛濺大、裂紋傾向、熔敷金屬韌性波動(dòng)不穩(wěn)定、出現(xiàn)低值等問(wèn)題時(shí)有發(fā)生[1-3]。
藥芯焊絲的工藝質(zhì)量指標(biāo),主要包括焊絲的工藝(操作)性和內(nèi)在質(zhì)量?jī)煞矫妗T趪?guó)家標(biāo)準(zhǔn)GB/T10045—2018 中,規(guī)定了藥芯焊絲工藝質(zhì)量的若干技術(shù)指標(biāo)[4]。其中,焊絲的工藝性指標(biāo)包括電弧穩(wěn)定性、焊接飛濺、脫渣性、焊縫成形,以及全位置焊接適應(yīng)性等;內(nèi)在質(zhì)量指標(biāo)包括裂紋敏感性、氣孔(壓坑)敏感性、熔敷金屬化學(xué)成分和力學(xué)性能等。
在有關(guān)鈦型渣系氣保護(hù)藥芯焊絲工藝質(zhì)量的文獻(xiàn)中,專題性研究焊絲工藝質(zhì)量影響因素的文獻(xiàn)較少。隨著該類焊絲的大量應(yīng)用,焊絲工藝質(zhì)量影響因素的控制仍然是生產(chǎn)企業(yè)和用戶關(guān)注的核心問(wèn)題。為此,本研究以E501T-1型藥芯焊絲為例,將該類焊絲的工藝質(zhì)量與焊絲成分、保護(hù)氣體種類,以及焊接熱輸入相聯(lián)系,探討其影響因素和焊絲工藝質(zhì)量控制原理。該項(xiàng)研究對(duì)于獲得預(yù)期的焊絲工藝質(zhì)量,改進(jìn)該類焊絲品質(zhì)特性,提升產(chǎn)品質(zhì)量,具有一定參考價(jià)值和實(shí)用意義。
1 焊絲組成物對(duì)氣保護(hù)藥芯焊絲工藝質(zhì)量的影響
1.1 藥芯成分對(duì)焊絲工藝性的影響
熔滴過(guò)渡形態(tài)決定焊絲工藝性。在CO2電弧焊中,鈦型藥芯焊絲熔滴的主要過(guò)渡形態(tài)是滴狀過(guò)渡;對(duì)于小電流、低電壓時(shí)(如Φ1.2 mm 焊絲,電流160 A,電弧電壓20 V),形成短路過(guò)渡,電弧劇烈飄移,熔滴粗大,飛濺嚴(yán)重,成形差,工程上幾乎沒(méi)有應(yīng)用;對(duì)于噴射過(guò)渡,則需要滿足富氬混合保護(hù)氣體及其他必要的條件[5]。鈦型藥芯焊絲化學(xué)成分對(duì)熔滴過(guò)渡形態(tài)的影響見(jiàn)表1 和表2。其中,熔滴過(guò)渡形態(tài)的評(píng)定,主要是通過(guò)分析高速攝影照片,采用3 個(gè)特征指數(shù),即熔滴直徑、熔滴過(guò)渡頻率和熔滴過(guò)渡間隔標(biāo)準(zhǔn)誤差進(jìn)行的[6]。

表1 試驗(yàn)條件[6]

表2 焊絲成分對(duì)熔滴過(guò)渡形態(tài)的影響
藥芯添加物的影響如下:
(1)TiO2。隨藥芯中TiO2含量增加,熔滴過(guò)渡指數(shù)和過(guò)渡形態(tài)得以改善。這是由于以下原因所致:①鈦型藥芯焊絲金紅石中含有大量TiO2,雖然TiO2的鍵能小,表面張力也小,在渣中會(huì)使其表面張力下降,但是TiO2的結(jié)構(gòu)十分穩(wěn)定,在焊接條件下不使熔渣增氧,不能降低熔滴的界面張力,致使它對(duì)熔滴的細(xì)化作用很微弱;②TiO2具有促進(jìn)SiO2的還原反應(yīng)作用,促進(jìn)氧化增氧,一定程度上降低了熔滴向上的表面張力Fσ(圖1);③鈦型藥芯焊絲中的CaF2很少,表2中公式(1)~公式(3)的反應(yīng)幾乎不會(huì)發(fā)生,同時(shí)TiO2熔渣蒸發(fā)形成的氣體排斥力Fq較小。TiO2較小的氣體排斥力Fq(圖1),可能是熔滴被細(xì)化的主要原因。
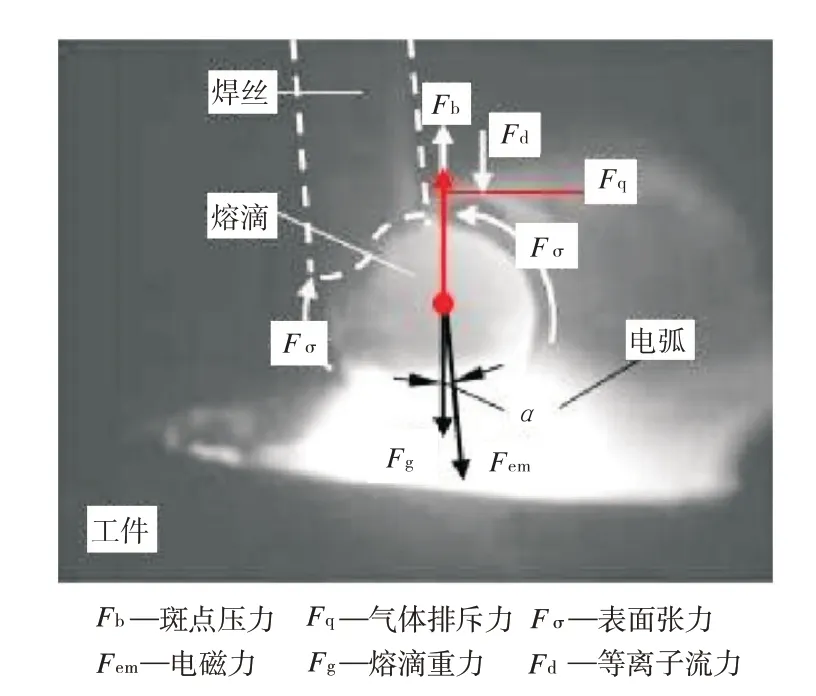
圖1 作用在熔滴上的力
(2)Si-Fe。隨藥芯中Si-Fe含量增加,熔滴過(guò)渡指數(shù)和過(guò)渡形態(tài)得以改善。這是由于發(fā)生了表2 中公式(4)~公式(6)的反應(yīng),形成的[FeO]進(jìn)入熔滴增氧,而形成向上的SiO2蒸氣排斥力Fq較弱(見(jiàn)圖1 和圖2),熔滴不僅不易長(zhǎng)大,反而被細(xì)化所致。
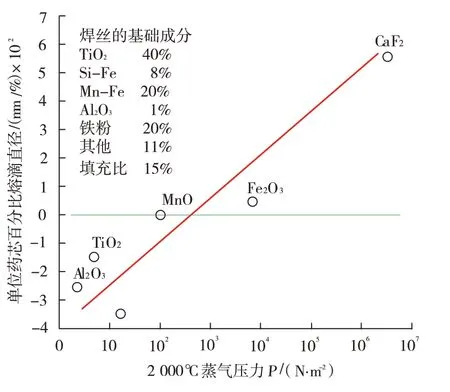
圖2 蒸氣壓力與單位藥芯百分比熔滴直徑變化的關(guān)系[6]
(3)Mn-Fe。隨藥芯中Mn-Fe含量增加,熔滴過(guò)渡指數(shù)和過(guò)渡形態(tài)略有改善。這是由于發(fā)生表2 中公式(7)~公式(9)的反應(yīng),形成的[FeO]進(jìn)入熔滴增氧,而形成的MnO 向上蒸氣排斥力Fq比TiO2、SiO2大所致(見(jiàn)圖1和圖2)。
(4)鐵粉。隨藥芯中鐵粉含量增加,熔滴過(guò)渡指數(shù)和過(guò)渡形態(tài)改善不明顯。這是由于發(fā)生公式(10)、公式(11)式反應(yīng),形成的[FeO]進(jìn)入熔滴增氧,而(FeO)蒸發(fā)形成向上的蒸氣排斥力Fq比SiO2和TiO2,甚至比MnO 大(見(jiàn)圖1和圖2)。
(5)CaF2。隨藥芯中CaF2含量增加,熔滴過(guò)渡指數(shù)和過(guò)渡形態(tài)惡化。這是由于發(fā)生公式(12)、公式(13)反應(yīng),TiF4和SiF4的負(fù)離子阻礙電子從陰極發(fā)射,增大斑點(diǎn)壓力Fb,同時(shí)CaF2的蒸氣排斥力Fq最大所致(見(jiàn)圖1和圖2)。
(6)Al2O3。隨藥芯中Al2O3含量增加,熔滴過(guò)渡指數(shù)和過(guò)渡形態(tài)得以改善。這是由于Al2O3熔渣蒸發(fā)形成的氣體排斥力Fq較小所致(見(jiàn)圖1和圖2)。
(7)SiO2。隨藥芯中SiO2含量增加,熔滴過(guò)渡指數(shù)和過(guò)渡形態(tài)得以改善。這是由于表2中公式(14)的反應(yīng)形成的[FeO]進(jìn)入熔滴增氧,SiO2熔渣蒸發(fā)形成的氣體排斥力Fq較小所致(見(jiàn)圖1和圖2)。
(8)MnO。隨藥芯中MnO含量增加,熔滴過(guò)渡指數(shù)和過(guò)渡形態(tài)改善不明顯。這是由于MnO熔渣蒸發(fā)形成的氣體排斥力Fq增大比SiO2、Al2O3和TiO2大所致(見(jiàn)圖1和圖2)。
(9)Fe3O4。隨藥芯中Fe3O4含量增加,熔滴過(guò)渡指數(shù)和過(guò)渡形態(tài)沒(méi)有改善。這是由于表2中公式(15)的反應(yīng)具有一定氧化增氧作用,但生成大量O2導(dǎo)致向上的氣體排斥力Fq增大。公式(16)、公式(17)使Si、Mn 燒損,形成熔渣。同時(shí),F(xiàn)e3O4熔渣蒸發(fā)形成的氣體排斥力Fq增大所致(見(jiàn)圖1和圖2)。
1.2 焊絲化學(xué)成分對(duì)焊絲力學(xué)性能的影響
表3列出了幾種典型藥芯焊絲熔敷金屬的化學(xué)成分和力學(xué)性能。可以看出,這類焊絲要求檢測(cè)的成分主要是五大元素。C 元素有一定的強(qiáng)化作用,但含量不宜過(guò)高,含量較高時(shí)使焊絲的焊接性變壞。C含量主要由鋼帶成分決定,藥芯中的組成物應(yīng)盡量控制增C組元及其加入量。標(biāo)準(zhǔn)規(guī)定范圍很寬w(C)≤ 0.18%,通常熔敷金屬中C 含量為0.05%左右。Si和Mn是低碳鋼藥芯焊絲焊縫中不可缺少的合金元素,一方面它們使焊縫金屬充分脫氧,另一方面起強(qiáng)化作用,提高焊縫的抗拉強(qiáng)度,但對(duì)韌性的影響比較復(fù)雜。幾種焊絲的典型成分中Si含量為0.34%~0.45%,Mn含量為1.15%~1.35%,硅錳比為0.30~0.33,其力學(xué)性能非常滿意。此外,S和P兩種元素是有害元素,對(duì)它們的含量必須嚴(yán)格控制。通常鋼帶中的S和P含量都很低,主要控制藥芯組成物中的S和P含量。
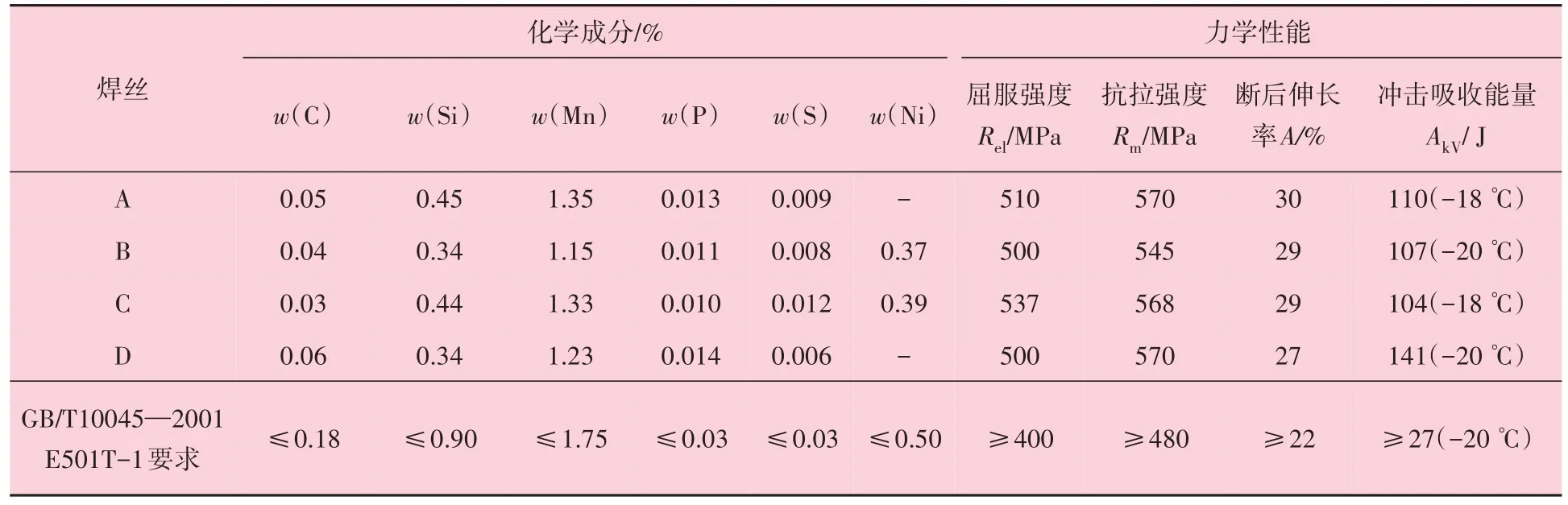
表3 典型焊絲熔敷金屬的化學(xué)成分和力學(xué)性能(Φ1.2 mm)
2 保護(hù)氣體類型對(duì)氣保護(hù)藥芯焊絲工藝質(zhì)量的影響
2.1 保護(hù)氣體類型對(duì)焊絲工藝性的影響
表4 是文獻(xiàn)[7]采用表5 所示試驗(yàn)條件下,不同保護(hù)氣體成分對(duì)焊絲工藝性試驗(yàn)結(jié)果。可以看出,隨保護(hù)氣中CO2含量增大,電弧電壓有所降低,但變化幅度較小(從30 V 降至27 V,幅度僅3 V);而隨保護(hù)氣中CO2含量增大,焊接電流也降低了,但降低幅度較大(從204.36 A 降至118.75 A,幅度85.61 A)。這與復(fù)雜的電弧氣體導(dǎo)電機(jī)構(gòu)在不同條件(不同保護(hù)氣體成分)下發(fā)生變化相關(guān)。對(duì)于焊絲工藝性影響方面:①隨保護(hù)氣中CO2含量增大,電弧穩(wěn)定性惡化。純Ar保護(hù)氣時(shí),文獻(xiàn)[7]測(cè)試結(jié)果是電弧穩(wěn)定,然而其他文獻(xiàn)[8-9]認(rèn)為,此時(shí)電弧飄移不穩(wěn)。原因是電弧中焊絲鋼皮過(guò)早熔化,藥芯形成長(zhǎng)的渣柱,電弧飄移無(wú)法形成陽(yáng)極斑點(diǎn)。加了5%CO2直至18%CO2的富氬混合氣體時(shí)電弧變得穩(wěn)定;但加了20%CO2直至50%CO2時(shí)電弧變得不穩(wěn)定。這是由于保護(hù)氣中CO2含量5%~18%時(shí),電弧爬升至熔滴上方,陽(yáng)極斑點(diǎn)面積增大,電弧穩(wěn)定。但保護(hù)氣中CO2含量20%~50%時(shí),電弧不能爬升至熔滴上方,而位于熔滴下方,陽(yáng)極斑點(diǎn)面積很小,電弧不穩(wěn)定。②隨保護(hù)氣中CO2含量增大,熔滴過(guò)渡形態(tài)從軸向過(guò)渡變?yōu)榉禽S向排斥過(guò)渡,其轉(zhuǎn)變點(diǎn)可能在25%CO2~30%CO2之間。這是由于當(dāng)保護(hù)氣體中CO2含量達(dá)到25%~30%時(shí),位于熔滴下方的陽(yáng)極斑點(diǎn)面積很小,作用在熔滴上的斑點(diǎn)壓力、表面張力和向上的電磁作用力,將大熔滴推離軸向的結(jié)果。③隨保護(hù)氣中CO2含量增大,焊接飛濺由小變大,純CO2時(shí)飛濺量最大。這是熔滴過(guò)渡特性所決定的。

表4 不同保護(hù)氣體成分FCAW 時(shí)焊絲工藝性的變化試驗(yàn)結(jié)果[7]
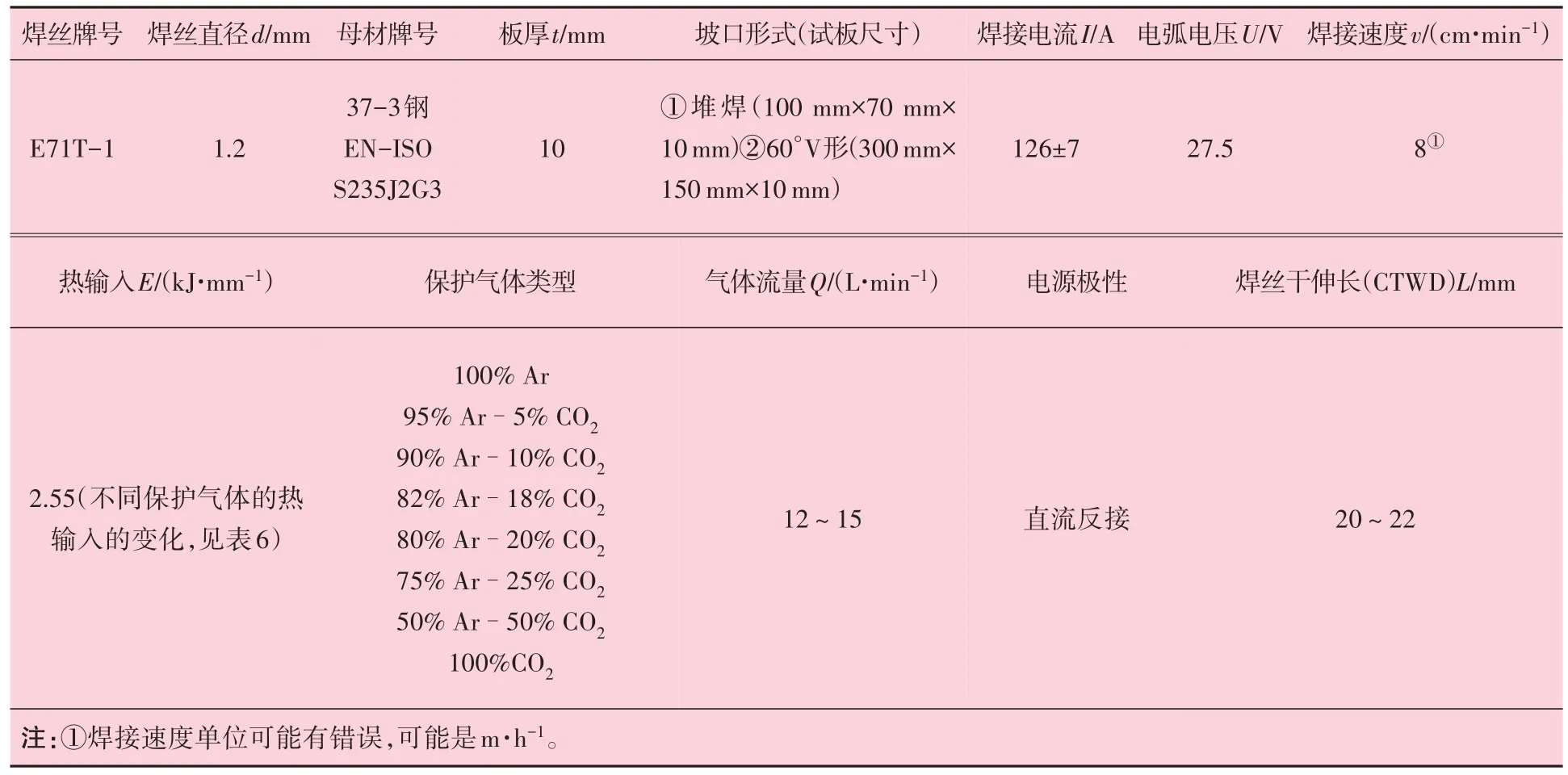
表5 FCAW 試驗(yàn)用焊接條件[7]
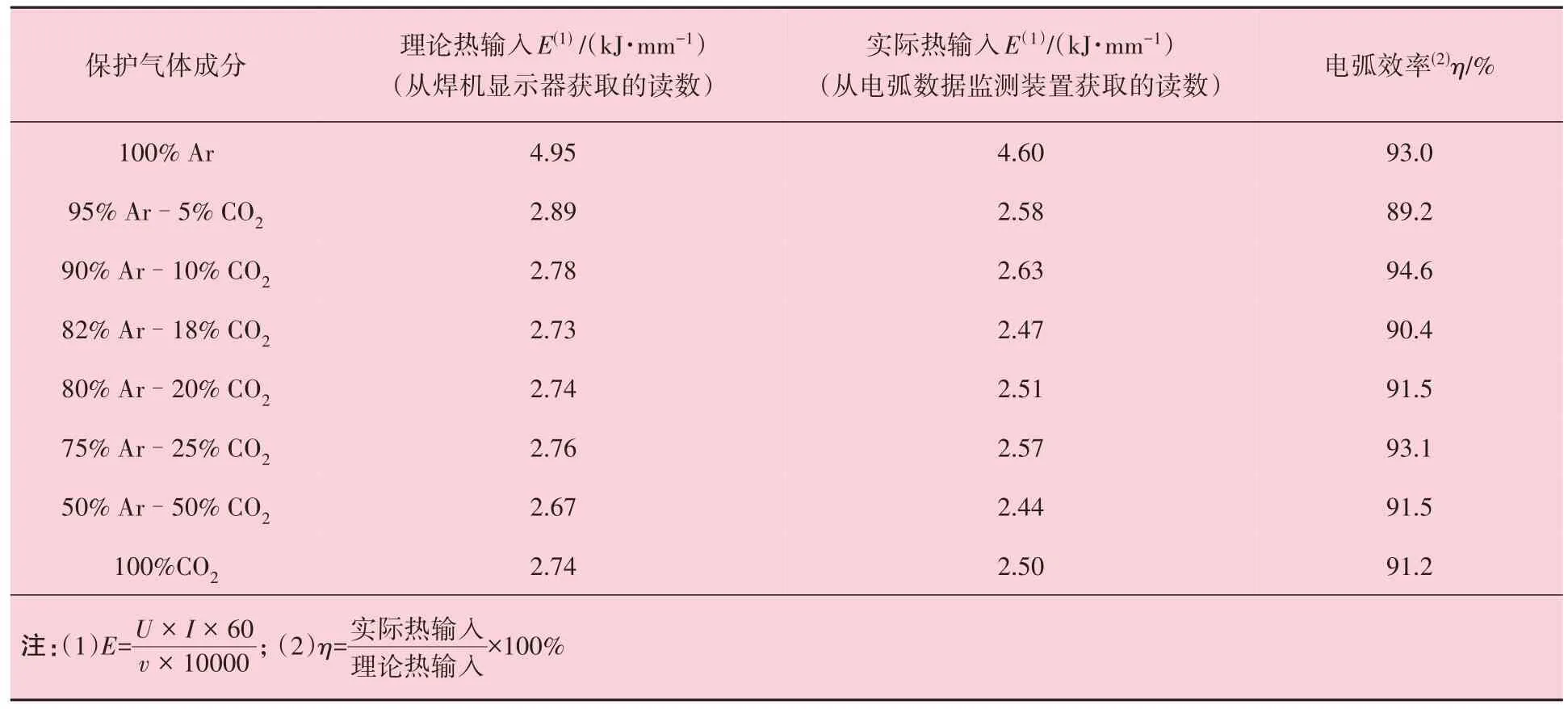
表6 堆焊試件的熱輸入和電弧效率[7]
2.2 保護(hù)氣體類型對(duì)焊絲力學(xué)性能的影響
表7 是不同保護(hù)氣體成分FCAW 時(shí)焊絲力學(xué)性能測(cè)試結(jié)果[7]。可以看出:
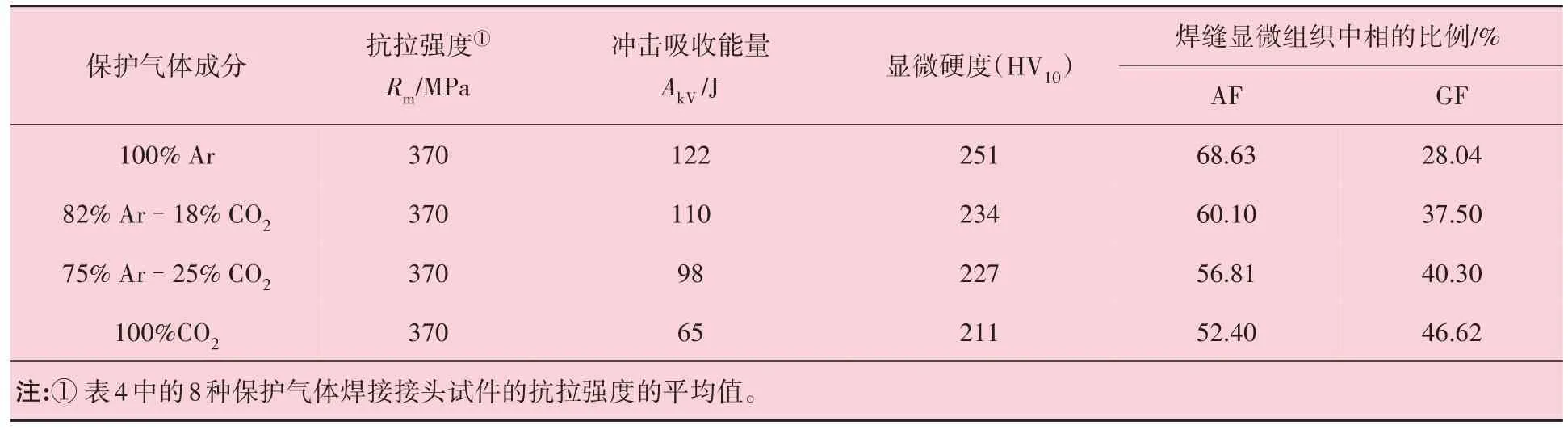
表7 不同保護(hù)氣體成分FCAW 時(shí)焊絲力學(xué)性能測(cè)試結(jié)果[7]
(1)隨保護(hù)氣中CO2含量增大,采用8 種保護(hù)氣體的FCAW 焊接接頭的抗拉強(qiáng)度均超過(guò)了母材的強(qiáng)度(接頭抗拉強(qiáng)度平均值為370 MPa),而且試件斷口部位位于母材金屬。該結(jié)果表明,保護(hù)氣體成分對(duì)接頭的強(qiáng)度幾乎沒(méi)有影響。這是E71T-1 焊絲成分形成顯微組織特性所決定的。
從表8 可看出,隨保護(hù)氣中CO2含量增大,電弧中氧化燒損,焊絲熔敷金屬中的C 含量比焊絲中最初的0.18%要減少2/3,僅為0.06%,Mn 含量由1.75%降為1.25%,Si 含量由0.90%降為0.40%。冶金學(xué)理論表明,C、Mn 和Si 是低碳鋼中主要的固溶強(qiáng)化元素,尤其是C 元素對(duì)鐵素體的強(qiáng)化作用很強(qiáng),C 含量為0.06%時(shí),輔以適量的Mn 和Si 即可獲得370 MPa 的抗拉強(qiáng)度。至于Mn 和Si 元素含量的減少,對(duì)于鐵素體強(qiáng)化的減弱程度,并未影響0.06%C 含量與Mn 和Si 元素含量綜合強(qiáng)化獲得370 MPa 強(qiáng)度結(jié)果。
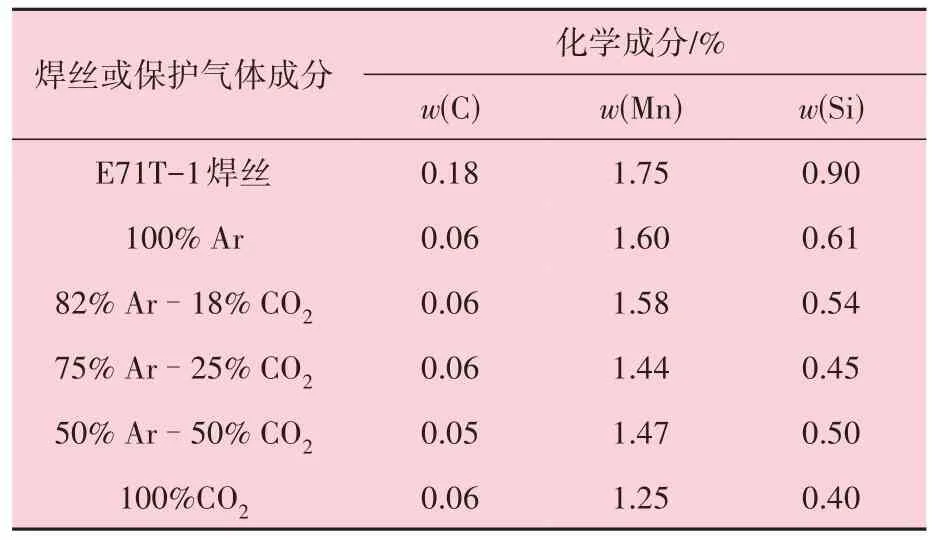
表8 不同保護(hù)氣體成分FCAW 時(shí)藥芯焊絲熔敷金屬的化學(xué)成分 [7]
(2)隨保護(hù)氣體中CO2含量增大,熔敷金屬的沖擊吸收能量從122 J降為65 J。這與焊縫顯微組織中針狀鐵素體AF含量減少、晶界鐵素體GBF增多相關(guān)。由于針狀鐵素體AF 晶界為大傾角晶界(見(jiàn)圖3),每個(gè)傾角都對(duì)裂紋的擴(kuò)展起阻礙作用,同時(shí)由于晶粒細(xì)小,裂紋的擴(kuò)展途徑非常曲折,擴(kuò)展需要更多的能量,因此針狀鐵素體AF可以顯著改善焊縫韌性。焊縫中的針狀鐵素體AF數(shù)量越多,焊縫金屬韌性越好。至于隨保護(hù)氣體中CO2含量增大,焊縫中針狀鐵素體AF含量減少、晶界鐵素體GBF增多,則涉及焊縫中化學(xué)成分變化對(duì)針狀鐵素體AF形成機(jī)制(含數(shù)量)的影響。
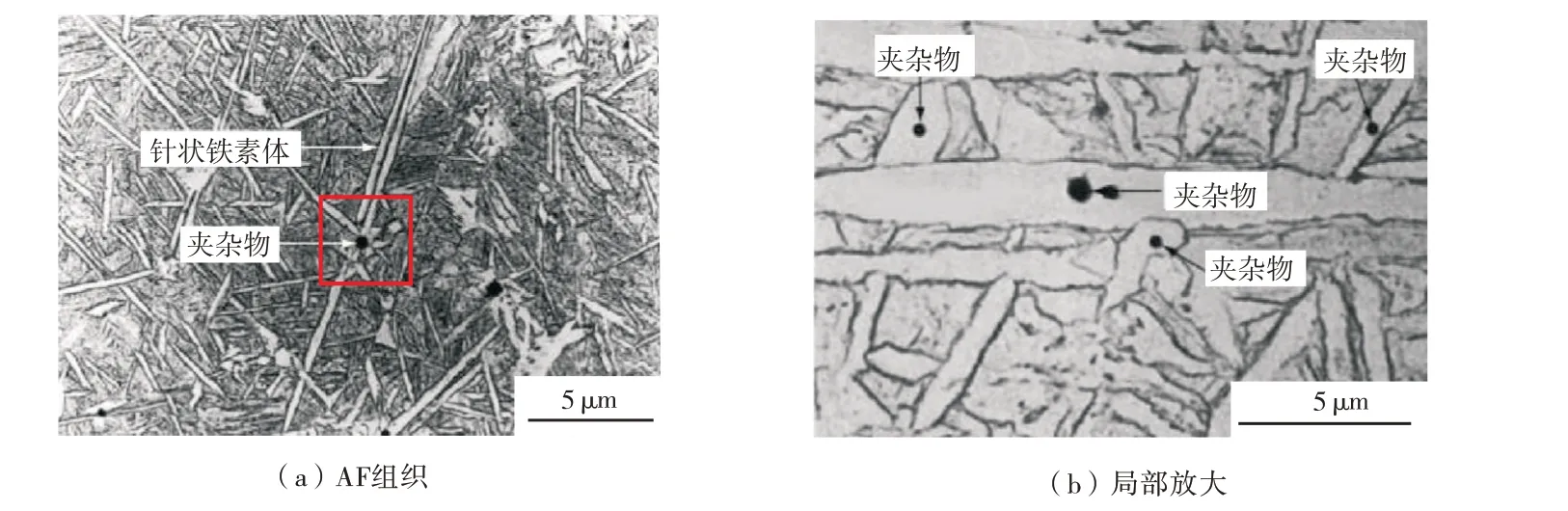
圖3 焊縫中針狀鐵素體的顯微組織[10]
3 焊接熱輸入對(duì)氣保護(hù)藥芯焊絲工藝質(zhì)量的影響
3.1 熱輸入對(duì)焊絲工藝性的影響
文獻(xiàn)[11]采用表9中的焊接參數(shù),研究了焊接熱輸入對(duì)藥芯焊絲工藝性的影響,結(jié)果見(jiàn)表10。從表10 可以看出,當(dāng)焊接熱輸入較小,為18.5 kJ/cm 時(shí),熔滴質(zhì)量比小,熔滴尺寸略大,過(guò)渡頻率較小,焊絲端部滯熔的渣柱尺寸小;此時(shí)電弧雖為連續(xù)型,但飄移明顯,穩(wěn)定性略差;可是熔滴絕大多數(shù)落入熔池,焊接飛濺不算太大,高溫渣的凝固范圍較小,形成短渣,熔渣覆蓋均勻,焊縫金屬光澤好,成形均勻美觀,焊絲的立向上焊接工藝性優(yōu)良。當(dāng)焊接熱輸入增大至20.4 kJ/cm 時(shí),熔滴質(zhì)量比增大,熔滴尺寸減小,過(guò)i 渡頻率增大,焊絲端部滯熔的渣柱尺寸増大,有一定數(shù)量熔滴依附渣柱過(guò)渡;此時(shí)電弧穩(wěn)定性較好,焊接飛濺較小,高溫渣流動(dòng)性適中,熔渣覆蓋均勻,焊縫金屬光澤鮮亮,成形均勻美觀,焊絲在平焊位置工藝性優(yōu)良。當(dāng)焊接熱輸入繼續(xù)增大至25.2 kJ/cm 時(shí),熔滴質(zhì)量比又增大,熔滴尺寸再減小(仍然大于焊絲直徑),過(guò)渡頻率再增大,焊絲端部滯熔的渣柱尺寸也增大;此時(shí)電弧穩(wěn)定性反而變差,部分熔滴并非沿渣柱滑入熔池,焊接飛濺增大,高溫渣變稀,熔渣覆蓋不均勻,焊縫金屬光澤被氧化,成形不均勻,焊絲工藝性變差。
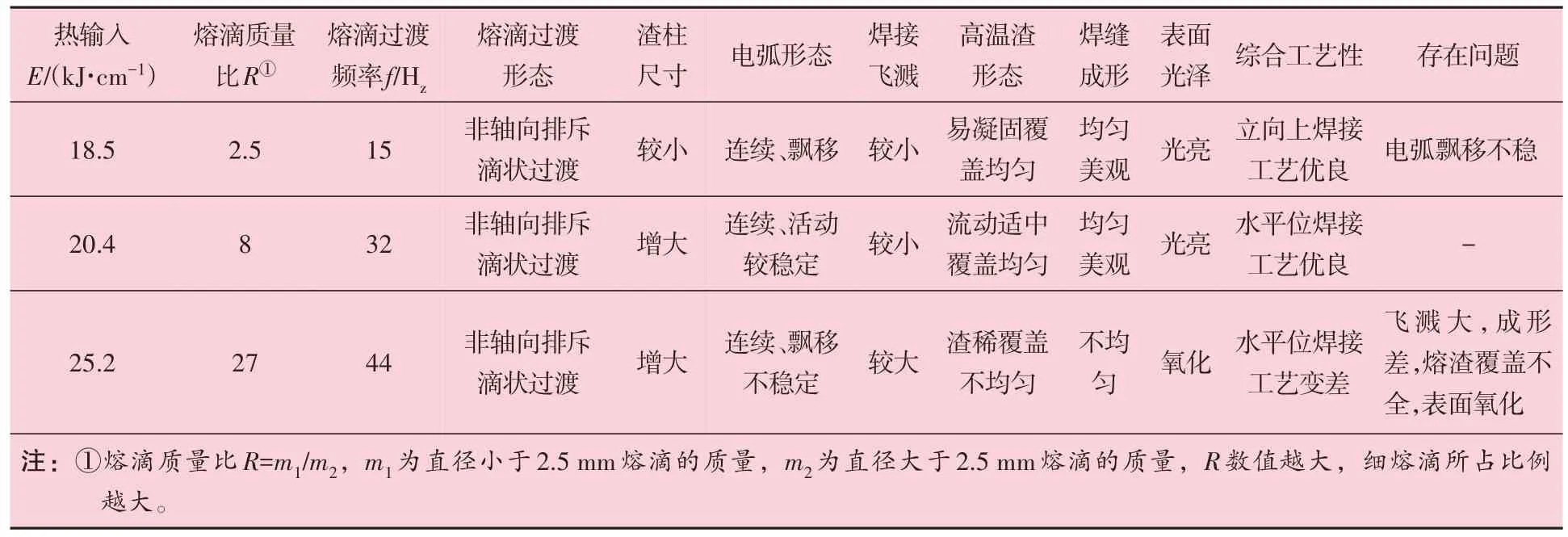
表10 不同熱輸入FCAW 時(shí)焊絲工藝性變化試驗(yàn)結(jié)果[11]
焊接熱輸入對(duì)藥芯焊絲工藝性的影響涉及3個(gè)參數(shù)I、U、v,可以考慮2 種調(diào)節(jié)方案:一是焊接速度和電弧電壓選好后變化焊接電流;二是焊接電流和電弧電壓選好后變化焊接速度。前者的焊接電流變化范圍較寬(電流變化電弧電壓相應(yīng)微變),焊接熱輸入變化明顯;后者焊接速度的變化范圍有限,熱輸入變化范圍受限制。第一方案時(shí),雖然焊接電流與熱輸入成正比,但焊接電流仍然決定熔池熔化狀態(tài)、焊縫成形和焊接效率等,焊接電流太小了熔化狀態(tài)不佳或者成形不好,必須大到一定數(shù)值以后,在一定范圍可確保成形滿意。第二方案時(shí),此時(shí)焊接速度與熱輸人成反比,對(duì)焊縫成形、焊接缺陷等的影響不可忽視。焊接速度太快了熱輸人小、與母材熔合不好,易出現(xiàn)根部未焊透、或出現(xiàn)表面咬邊、焊波下凹等缺陷;焊接速度太慢了,熱輸入大,焊縫余高大,同時(shí)接頭易過(guò)熱,晶粒粗大,性能變差,所以焊接速度以適中為好。
3.2 熱輸入對(duì)焊絲力學(xué)性能的影響
文獻(xiàn)[12]采用表11 所列焊接參數(shù),研究了焊接熱輸入對(duì)藥芯焊絲熔敷金屬力學(xué)性能的影響,結(jié)果見(jiàn)表12。從表12 可以看出,隨著熱輸入的增大,熔敷金屬的屈服強(qiáng)度和抗拉強(qiáng)度均呈下降趨勢(shì)(圖4(a));斷后伸長(zhǎng)率呈微上升趨勢(shì);低溫(-20 ℃,-40 ℃)沖擊吸收能量呈下降趨勢(shì)(圖4(b))。熔敷金屬的屈服強(qiáng)度和抗拉強(qiáng)度之所以均呈下降趨勢(shì),與熔敷金屬化學(xué)成分的變化密切相關(guān)。從表13可以看出,隨熱輸入增大,熔敷金屬中的合金元素C,Mn 和Si 減小,而氧含量增大。如前所述,C、Mn 和Si 是低碳鋼中主要的固溶強(qiáng)化元素,C 含量的微降,Mn 和Si 含量的降低,致使熔敷金屬的屈服強(qiáng)度和抗拉強(qiáng)度下降。同時(shí),合金元素Mn、Si 減小,氧含量增大,WMCCT 曲線左移,致使熔敷金屬中針狀鐵素體比例減小、先共析鐵素體增加,且焊縫各結(jié)晶區(qū)組織變得粗大,是拉伸強(qiáng)度降低和沖擊吸收能量下降的主要原因。
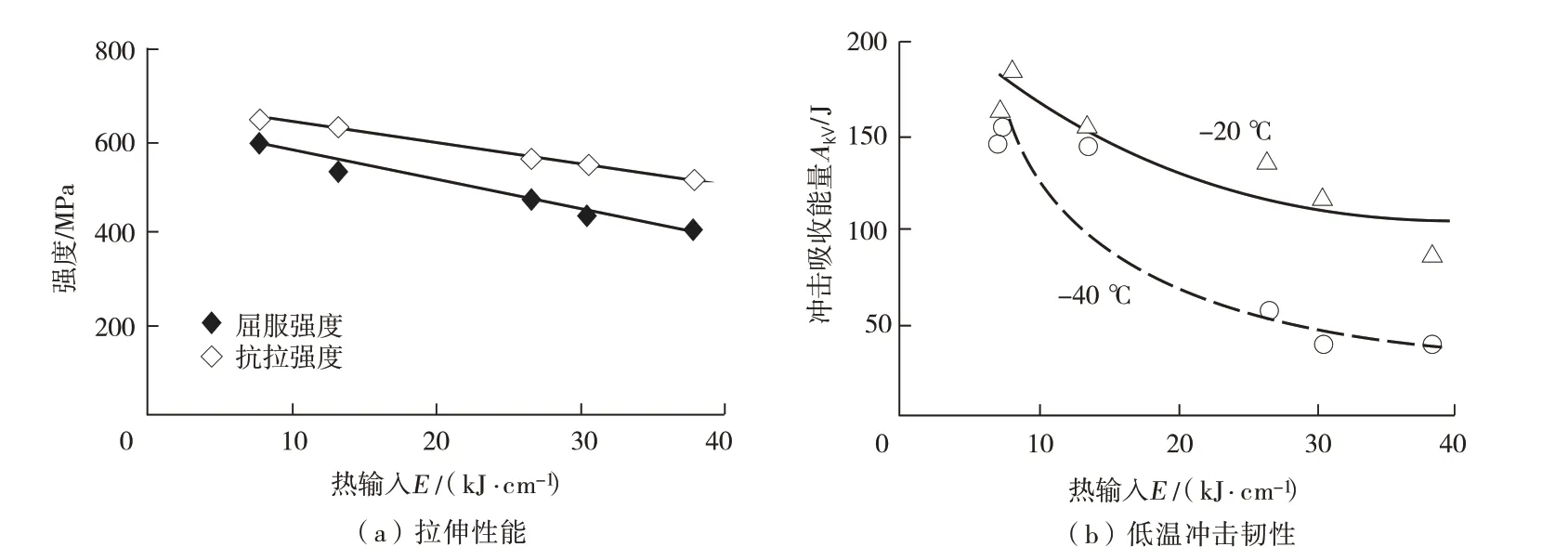
圖4 熱輸入對(duì)熔敷金屬拉伸性能的影響
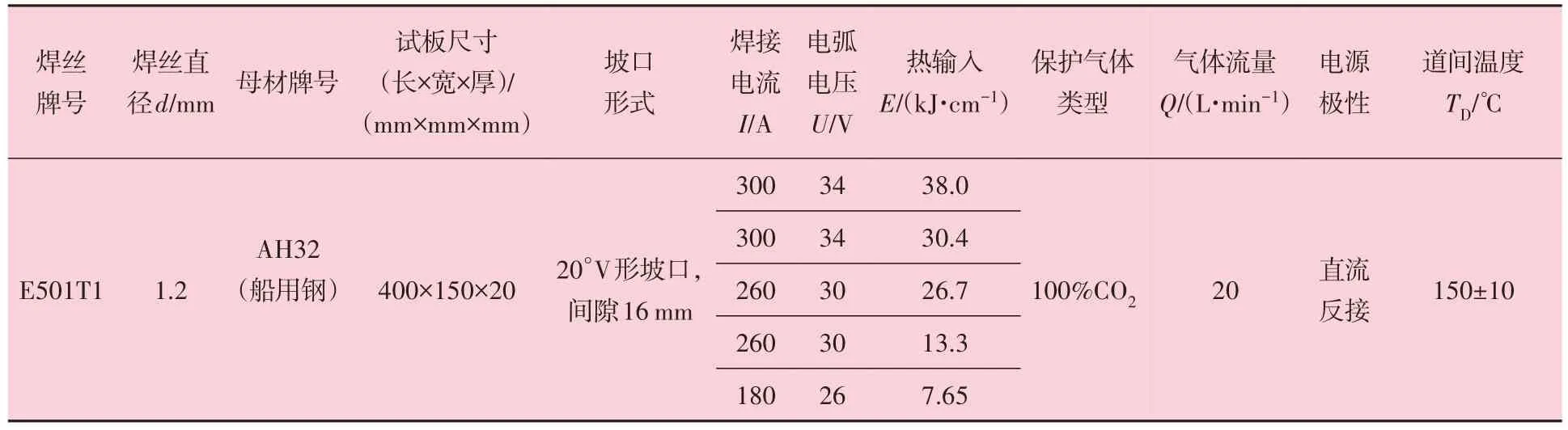
表11 FCAW 試驗(yàn)用焊接參數(shù)[12]
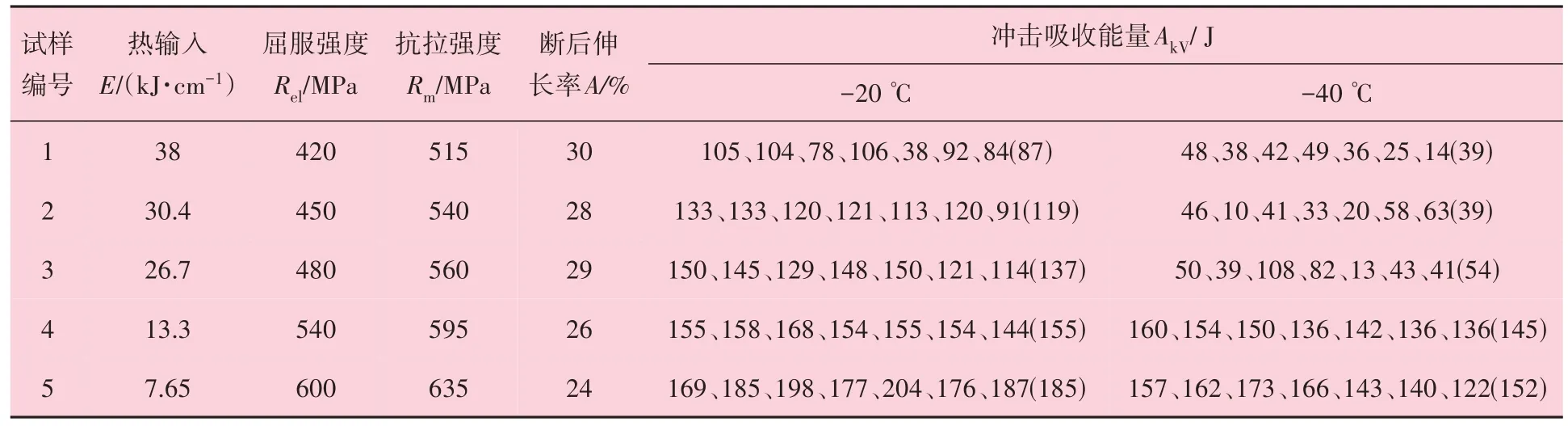
表12 熔敷金屬力學(xué)性能(括號(hào)內(nèi)為平均值)
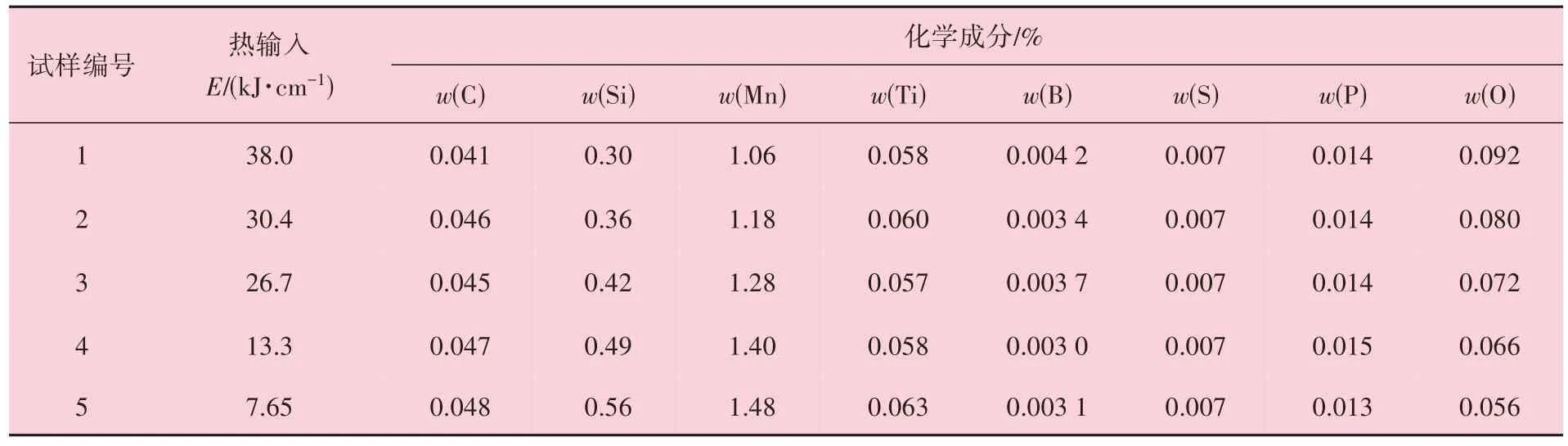
表13 熔敷金屬化學(xué)成分[12]
關(guān)于焊接熱輸入對(duì)熔敷金屬韌性的影響,上述研究案例及以往的文獻(xiàn)一致認(rèn)為,F(xiàn)CAW與其他焊接方法的影響規(guī)律相似,即焊接熱輸入偏高時(shí),熔敷金屬韌性偏低[3]。然而,也有不同試驗(yàn)結(jié)果,作者在文獻(xiàn)[13]中曾指出,對(duì)于FCAW 不能一概而論,遇到過(guò)與上述理論(焊接熱輸入偏高可能是藥芯焊絲熔敷金屬韌性不良的最普遍的起因)相悖的試驗(yàn)結(jié)果,即焊接熱輸入較髙時(shí),焊絲熔敷金屬低溫韌性反而較好的情況。表14、表15 和表16 是文獻(xiàn)[14]試驗(yàn)結(jié)果。可以看出,隨焊接熱輸人增大,熔敷金屬化學(xué)成分變化不大,而熔敷金屬的抗拉強(qiáng)度、屈服強(qiáng)度,以及沖擊吸收能量增大。這主要與熔敷金屬冷卻速度導(dǎo)致顯微組織的變化有關(guān),很可能是熔敷金屬中針狀鐵素體含量增大的結(jié)果。至于為什么熱輸入在一定范圍內(nèi)增大,熔敷金屬顯微組織中針狀鐵素體增多,文獻(xiàn)[14]并沒(méi)有給出解釋,尚需進(jìn)一步試驗(yàn)或探討。但是從另一方面,即隨層(道)間溫度的降低(冷卻速度加快),熔敷金屬抗拉強(qiáng)度升高,而沖擊吸收能量降低(表16),這種情況與焊接熱輸入減小的情況相類似。然而,對(duì)比試樣3 和試樣7,抗拉強(qiáng)度、屈服強(qiáng)度、伸長(zhǎng)率數(shù)值很接近,可是沖擊吸收能量差距很大,前者是147 J、197 J、116 J,后者是64 J、46 J、90 J。分析原因:一是3 號(hào)試樣的熱輸入比7號(hào)試樣大,二是7 號(hào)試樣層間(道間)溫度太低,可能冷卻速度對(duì)顯微組織的控制不如3 號(hào)試樣。

表15 熔敷金屬的化學(xué)成分及力學(xué)性能[14]
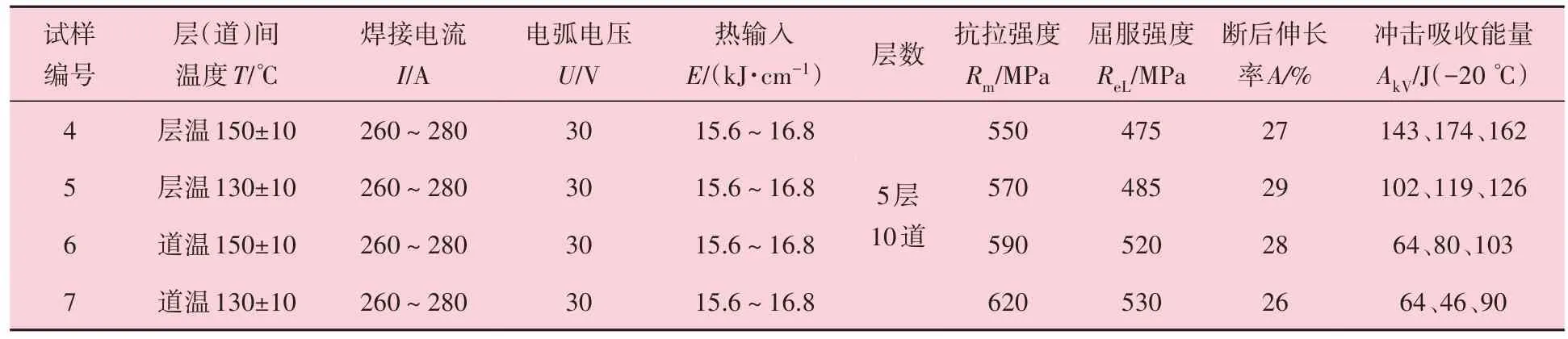
表16 層(道)間溫度對(duì)熔敷金屬力學(xué)性能的影響[14]
表17 是文獻(xiàn)[15]給出的不同熱輸入條件下,采用IS-PH 自動(dòng)圖像分析儀實(shí)測(cè)的DW-100藥芯焊絲熔敷金屬的顯微組織及其含量。可以看出,該焊絲熔敷金屬的顯微組織中含有85%以上的針狀鐵素體AF,晶界鐵素體PF 和側(cè)板條鐵素體FSP 的含量已經(jīng)降至最小,其影響也被降至最小。同時(shí)也可看岀,焊接熱輸入的變化并未引起顯微組織的較大波動(dòng)。尤其對(duì)針狀鐵素體AF含量的影響,并沒(méi)有出現(xiàn)通常觀念上的焊接熱輸入增大、針狀鐵素體AF 含量減少的現(xiàn)象。這表明,DW-100藥芯焊絲熔敷金屬顯微組織的形態(tài)和含量,對(duì)焊接熱輸入是不太敏感的。

表17 焊接熱輸入對(duì)DW-100藥芯焊絲熔敷金屬顯微組織的影響[15]
綜合以上試驗(yàn)結(jié)果,焊接熱輸人對(duì)鈦型氣保護(hù)藥芯焊絲熔敷金屬韌性的影響岀現(xiàn)了3 種情況:一是熱輸入增大,熔敷金屬韌性(沖擊吸收能量)降低;二是熱輸入增大,熔敷金屬韌性(沖擊吸收能量)增高;三是熱輸入在一定范圍內(nèi)變化,無(wú)論升髙或降低,熔敷金屬韌性(沖擊吸收能量)良好,基本保持不變,亦即對(duì)焊接熱輸入不敏感,這是焊接工程界最樂(lè)見(jiàn)、最想要的結(jié)果。
4 鈦型氣保護(hù)藥芯焊絲工藝質(zhì)量控制原理
表18為3種影響因素時(shí)藥芯焊絲工藝質(zhì)量控制原理匯總表。可以看出:
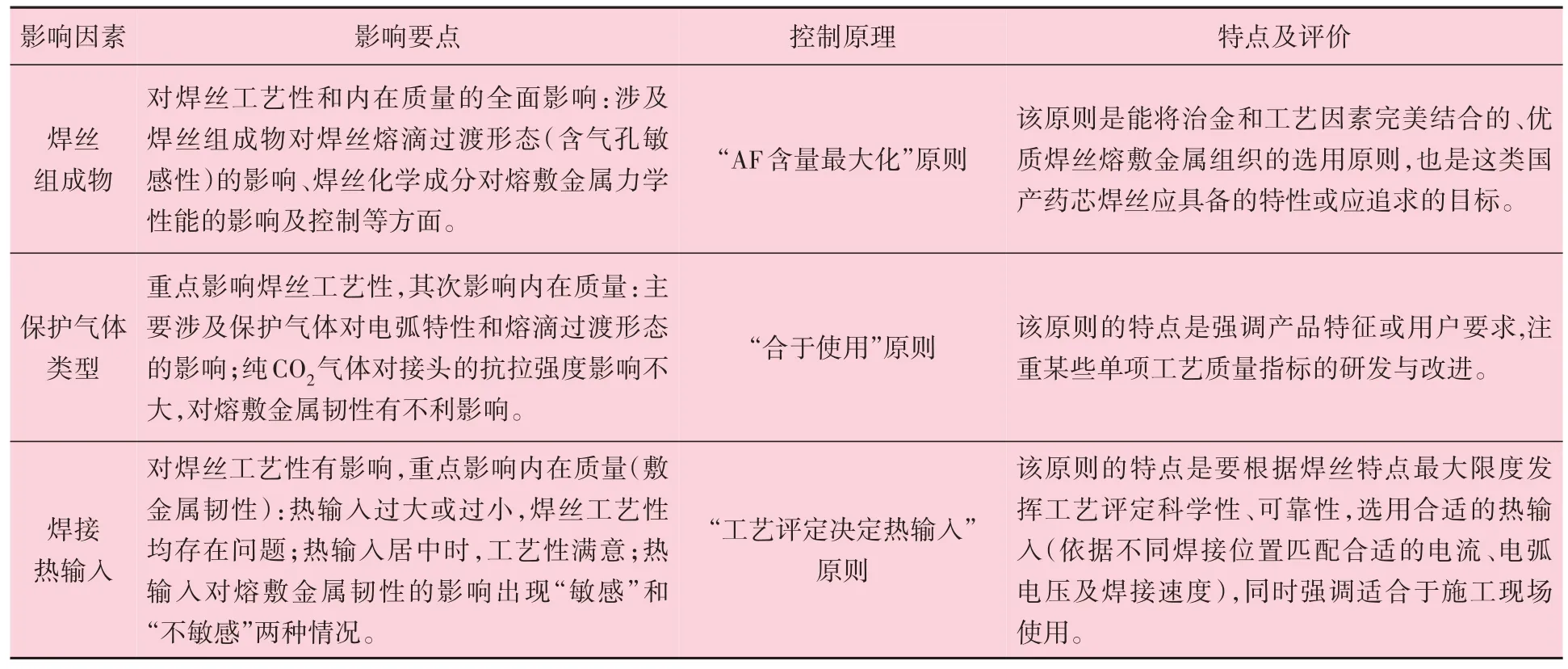
表18 基于3種影響因素的鈦型藥芯焊絲工藝質(zhì)量控制原理
(1)從焊絲組成物對(duì)氣保護(hù)藥芯焊絲工藝質(zhì)量的影響考慮,涉及焊絲組成物對(duì)焊絲熔滴過(guò)渡形態(tài)(含氣孔敏感性)的影響、焊絲化學(xué)成分對(duì)熔敷金屬力學(xué)性能的影響及控制等方面。焊絲工藝質(zhì)量的控制,推薦“AF 含量最大化”。所謂AF 含量最大化,是指焊縫的顯微組織類型應(yīng)當(dāng)接近或基本接近母材組織,即當(dāng)所焊母材的顯微組織為鐵素體時(shí),其熔敷金屬的組織應(yīng)當(dāng)是含85%以上細(xì)小針狀鐵素體AF 的混合組織,而且能在較寬松的焊接工藝條件下獲得高韌性熔敷金屬組織。這是一個(gè)能將治金和工藝因素完美結(jié)合的、優(yōu)質(zhì)焊絲熔敷金屬組織的選用原則,也是這類國(guó)產(chǎn)藥芯焊絲應(yīng)具備的特性或應(yīng)追求的目標(biāo)。
(2)從保護(hù)氣體類型對(duì)氣保護(hù)藥芯焊絲工藝質(zhì)量的影響考慮,主要涉及保護(hù)氣體對(duì)電弧特性和熔滴過(guò)渡形態(tài)的影響;純CO2氣體對(duì)接頭的抗拉強(qiáng)度影響不大,對(duì)熔敷金屬韌性有不利影響。采用富氬混合保護(hù)氣體在大電流下可以實(shí)現(xiàn)熔滴噴射過(guò)渡形態(tài),具有高效、自動(dòng)化及高熔敷率和優(yōu)異的焊縫質(zhì)量等優(yōu)勢(shì),在中厚板焊接結(jié)構(gòu)中獲得了廣泛應(yīng)用。但是采用純CO2保護(hù)氣體的FCAW 工藝,成本低,焊接質(zhì)量亦可滿足使用要求,這與國(guó)標(biāo)GB/T 10045—2018 規(guī)定該類焊絲使用純CO2保護(hù)氣體是一致的。在CO2保護(hù)氣體的FCAW 工藝中,對(duì)鈦型氣體保焊藥芯焊絲工藝質(zhì)量的控制,推薦“合于使用”原則。該原則的特點(diǎn)是強(qiáng)調(diào)產(chǎn)品特征或用戶要求,注重某些單項(xiàng)工藝質(zhì)量指標(biāo)的研發(fā)與改進(jìn)。比如,有的產(chǎn)品結(jié)構(gòu)中含有大量水平和平角焊縫,而且要求焊縫成形美觀,此時(shí)可以選用具有焊縫鋪展性好、光澤鮮亮、呈現(xiàn)明顯波紋工藝質(zhì)量指標(biāo)的焊絲,而不必過(guò)于追求其他指標(biāo)。再如,有的產(chǎn)品結(jié)構(gòu)中立焊、仰焊位置焊縫較多,此時(shí)就應(yīng)選用“全位置焊接適應(yīng)性”指標(biāo)好的焊絲,而不必過(guò)于追求其他指標(biāo)。還有,有的產(chǎn)品結(jié)構(gòu)要求致密性很高,特別強(qiáng)調(diào)抗氣孔性要好,此時(shí)就應(yīng)選用氣孔敏感性小的焊絲,而不必過(guò)于追求其他指標(biāo)。具有先進(jìn)造船水平的日本、韓國(guó)的船廠,針對(duì)不同結(jié)構(gòu)焊接位置和鋼材的級(jí)別,通常會(huì)選用或匹配不同的焊絲。日本神鋼針對(duì)占船體焊縫總長(zhǎng)近70%平焊和平角焊縫,選用效率高、擴(kuò)散氫含量低、抗氣孔性和抗裂性好的金屬粉芯藥芯焊絲MX200,在立焊位置選用適應(yīng)大電流立焊的焊絲DW100,減小了對(duì)立焊裝配間隙的要求,提高了立焊的效率[16]。國(guó)內(nèi)造船行業(yè)也能聽(tīng)到“研制適合現(xiàn)場(chǎng)工藝實(shí)用焊絲(科學(xué)配方)”的呼聲[17]。
(3)從焊接熱輸入對(duì)氣保護(hù)藥芯焊絲工藝質(zhì)量的影響考慮,熱輸入過(guò)大或過(guò)小,焊絲工藝性均存在問(wèn)題。熱輸入居中時(shí),工藝性滿意;熱輸入對(duì)熔敷金屬韌性的影響出現(xiàn)“敏感”和“不敏感”兩種情況。對(duì)鈦型氣體保焊藥芯焊絲工藝質(zhì)量的控制,推薦“工藝評(píng)定決定熱輸入”原則。該原則的特點(diǎn)是要根據(jù)焊絲特點(diǎn)最大限度發(fā)揮工藝評(píng)定科學(xué)性、可靠性,選用合適的熱輸入(依據(jù)不同焊接位置匹配合適的電流、電弧電壓及焊接速度),同時(shí)要強(qiáng)調(diào)適合于施工現(xiàn)場(chǎng)使用。具體來(lái)說(shuō),如果所用藥芯焊絲經(jīng)工藝評(píng)定屬于焊接熱輸入敏感型(即隨焊接熱輸入增大,熔敷金屬低溫韌性降低),應(yīng)當(dāng)選用較小的焊接熱輸入工藝,此時(shí)焊接速度應(yīng)適當(dāng)快一些,焊接電流和電弧電壓應(yīng)中等適度,熔滴過(guò)渡亦保持典型的滴狀過(guò)渡形態(tài)。如果所用焊絲屬于焊接熱輸入不敏感型,則選用較大的熱輸入工藝,此時(shí)焊接速度適度放慢,焊接電流和電弧電壓及其匹配范圍較寬,層間溫度也較寬松(不是太低),充分發(fā)揮藥芯焊絲高效、自動(dòng)化優(yōu)勢(shì)。
雖然說(shuō)選用焊接熱輸入不敏感型焊絲為最佳方案,此時(shí)熱輸入數(shù)值大點(diǎn)、小點(diǎn)幾乎沒(méi)什么影響,然而目前國(guó)產(chǎn)藥芯焊絲完全達(dá)到DW-100 焊絲指標(biāo)是不現(xiàn)實(shí)的。因此,對(duì)國(guó)產(chǎn)藥芯焊絲焊接熱輸入的選用比較嚴(yán)謹(jǐn)、耐心,施工前需要進(jìn)行認(rèn)真的工藝評(píng)定。可以說(shuō),焊前的工藝評(píng)定是確定現(xiàn)場(chǎng)工程結(jié)構(gòu)關(guān)鍵焊接參數(shù)和核心工藝技術(shù)的科學(xué)依據(jù)。這就是所謂的工藝評(píng)定決定焊接熱輸入控制原理的實(shí)際意義所在。
綜上,藥芯焊絲化學(xué)成分決定熔敷金屬顯微組織,而顯微組織決定熔敷金屬性能;采用“AF含量最大化焊縫組織”原則可以獲得滿意的焊絲工藝質(zhì)量指標(biāo)。保護(hù)氣體類型決定(或明顯影響)焊絲熔滴過(guò)渡形態(tài);純CO2保護(hù)氣體焊接成本低,焊接工藝質(zhì)量滿足要求;采用“合于使用”原則可以揚(yáng)長(zhǎng)避短,充分發(fā)揮CO2保護(hù)氣體優(yōu)勢(shì)。焊接熱輸入對(duì)焊接工藝有一定影響,容易引起熔敷金屬韌性波動(dòng)起伏;采用“工藝評(píng)定決定熱輸入”原則,可以為工程應(yīng)用提供正確規(guī)范參數(shù),為獲得滿意焊絲工藝質(zhì)量和結(jié)構(gòu)安全性起到保障作用。
5 結(jié) 論
(1)能改善焊絲熔滴過(guò)渡形態(tài)的藥芯添加物是TiO2、Si-Fe、Al2O3和SiO2;合理控制熔敷金屬中主要強(qiáng)化元素C、Mn、Si 的含量,可以獲得焊絲熔敷金屬滿意力學(xué)性能。
(2)在Ar+CO2二元混合保護(hù)氣體中,隨CO2含量增大,熔滴過(guò)渡形態(tài)從軸向變?yōu)榉禽S向滴狀排斥過(guò)渡,電弧不穩(wěn)、飛濺增大,工藝性惡化;隨CO2含量增大,對(duì)接頭的抗拉強(qiáng)度幾乎沒(méi)有影響,但熔敷金屬的沖擊吸收能量明顯下降,與顯微組織中針狀鐵素體減少、晶界鐵素體GBF 增多趨勢(shì)相一致。
(3)熱輸入較小(如18.5 kJ/cm)時(shí),焊絲工藝性尚可,適合于立向上焊接;熱輸入較大(如25.2 kJ/cm) 時(shí),焊絲工藝性變差;熱輸入居中(如20.4 kJ/cm)時(shí),工藝性較滿意,適合水平位焊接。熱輸入對(duì)焊絲熔敷金屬韌性的影響出現(xiàn)了兩種情況:一是熔敷金屬韌性對(duì)熱輸入敏感;二是熔敷金屬韌性對(duì)熱輸入不敏感。
(4)鈦型氣保護(hù)藥芯焊絲工藝質(zhì)量3 種影響因素的控制原理各具特色,充分發(fā)揮CO2保護(hù)氣體優(yōu)勢(shì),獲得滿意的焊絲工藝質(zhì)量指標(biāo),為結(jié)構(gòu)安全性起到保障作用。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
