FFX成型技術(shù)在不銹鋼焊管生產(chǎn)中的應(yīng)用
2024-04-01 07:11:28徐阿敏李潔泉張黎明
焊管 2024年3期
徐阿敏,吉 海,李潔泉,張黎明
(浙江久立特材科技股份有限公司,浙江 湖州 313012)
0 前 言
不銹鋼是鉻的質(zhì)量分?jǐn)?shù)超過12%的鐵基合金鋼,其耐蝕性能較好。近年來不銹鋼焊管被廣泛應(yīng)用于石油化工、油氣輸送、造紙、醫(yī)藥、食品、電力、船舶等領(lǐng)域[1],因此,對不銹鋼焊管的生產(chǎn)質(zhì)量和效率提出了較高的要求。目前,高頻直縫不銹鋼焊管生產(chǎn)主要采用排輥式成型方式,該成型方式需要有備用機(jī)架和換輥作業(yè),且成型存在一定的局限性,因此,采用軋輥兼用是較好的方法[2-5]。FFX 成型技術(shù)是由日本中田制作所開發(fā)的一種柔性輥彎成型技術(shù),該技術(shù)成型工藝穩(wěn)定,克服了排輥式成型由于變形量分配不合理而造成焊管生產(chǎn)缺陷的隱患,并且FFX 成型機(jī)組的水平輥和立輥能夠做到完全共用,克服了排輥式成型方式軋輥數(shù)量多、換輥時間長的缺點[6-9]。本研究介紹了FFX 成型工藝和特點,并對浙江久立特材科技股份有限公司的Φ630 mm FFX 成型不銹鋼焊管機(jī)組的應(yīng)用情況進(jìn)行了分析,為國內(nèi)相關(guān)生產(chǎn)企業(yè)提供一定的參考。
1 FFX成型技術(shù)及特點
1.1 FFX成型技術(shù)介紹
采用傳統(tǒng)的排輥式成型方式生產(chǎn)焊管時,每次更換產(chǎn)品規(guī)格都要進(jìn)行整套軋輥的更換和輥位的調(diào)整,不僅工作量大、耗時長,而且操作時還存在安全隱患等問題。隨著計算機(jī)技術(shù)和工業(yè)自動化技術(shù)的發(fā)展,排輥成型技術(shù)中的輥位控制系統(tǒng)得到了很大改進(jìn),原有的排輥成型技術(shù)也衍生出多種分支,換輥作業(yè)量減少,能夠適應(yīng)小批量多規(guī)格生產(chǎn)。但排輥成型技術(shù)仍需要對成型量分配、粗成型效果、鋼帶扭動現(xiàn)象、精成型穩(wěn)定性、推力大小以及機(jī)械強(qiáng)度等開展進(jìn)一步探索。
FFX 成型技術(shù)由日本中田制作所(NAKATA)于20 世紀(jì) 90 年代后期成功開發(fā),其突破了FF 成型的排輥成型模式,在變形量分配方面借鑒了輥式成型的大變形特點,采用連續(xù)彎邊成型方法和獨特的軋輥孔型設(shè)計,成型工藝穩(wěn)定、內(nèi)應(yīng)力小,不僅提高了焊管質(zhì)量,而且實現(xiàn)了水平輥和立輥的共用,克服了輥式成型方式軋輥數(shù)量多、換輥時間長的缺點[10-15]。FFX 成型方式的軋輥布置如圖1 所示。在FFX 成型機(jī)的所有機(jī)架中,第1 架水平輥機(jī)架作用于帶鋼的邊部,采用“彎邊成型”的方式,使精成型變形量小,為提高焊接質(zhì)量創(chuàng)造了條件;
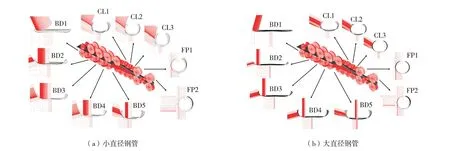
圖1 FFX成型方式的軋輥布置
第2~第4架水平輥,即BD2、BD3和BD4機(jī)架則是在第1機(jī)架的基礎(chǔ)上對成型區(qū)域外側(cè)部位的帶鋼按設(shè)計要求依次進(jìn)行彎曲成型;第5機(jī)架,即BD5機(jī)架,也稱RVS機(jī)架,是對前4機(jī)架“W”成型后帶鋼中央被反向彎曲的部位進(jìn)行逆向矯正。而3個立棍機(jī)架CL1、CL2、CL3則是用于帶鋼中央部位的柔性成型,從而確保成型過程穩(wěn)定。
FFX成型采用軋輥分體組合技術(shù),在粗成型段巧妙設(shè)計了一套“通用”軋輥,生產(chǎn)時不用進(jìn)行換輥工作,只需對“通用”段軋輥的位置及角度進(jìn)行相應(yīng)的調(diào)整,就能滿足不同直徑(219~610 mm)、不同壁厚(3~22 mm)、不同牌號焊管的成型需求。該設(shè)備的軋輥位置由計算機(jī)系統(tǒng)自動計算,操作人員可以直接根據(jù)顯示屏上的參數(shù)信息自動調(diào)整軋輥的位置。由于該成型機(jī)組具備自動化的輥位調(diào)整能力,因此容易實現(xiàn)焊管數(shù)字化生產(chǎn),滿足智能制造的需求。
1.2 FFX成型技術(shù)特點
1.2.1 粗成型段軋輥的“兼用化”
在FFX 成型機(jī)設(shè)計時,將軋輥形狀設(shè)計為漸開線,并采用卷貼輥彎的方法進(jìn)行成型,可以很好地使水平輥兼用,實現(xiàn)了粗成型軋輥的兼用化。與傳統(tǒng)排輥式成型方式相比,F(xiàn)FX 成型不僅可為用戶節(jié)省軋輥初期費用,還可以每年節(jié)省換輥和軋輥管理費用,有效降低生產(chǎn)成本。
1.2.2 合理的成型量分配
與傳統(tǒng)排輥式成型方式相同,F(xiàn)FX成型也是以水平輥成型為主的分配方式,不同的是其可以在成型過程中進(jìn)行成型量的合理分配。由于可傳動的水平輥數(shù)量多,在粗成型段可以設(shè)置比傳統(tǒng)排輥式成型機(jī)組多1倍以上的傳動軸。同時,由于易設(shè)置兼用型的夾送輥,在不增加成本的情況下,可以根據(jù)鋼帶的最大強(qiáng)度和厚度確定所需的傳動輥數(shù)量,確保足夠的推力,從而解決成型過程中推力不足的問題。
1.2.3 合理的成型方式
FFX成型技術(shù)由于采用連續(xù)彎邊成型法,充分利用水平輥和立輥各自的成型特點,使鋼帶端面無變形死區(qū),有效地克服了由于鋼帶厚度和強(qiáng)度變化而使變形不充分產(chǎn)生的彈性回復(fù)現(xiàn)象,提高了成型的穩(wěn)定性。粗成型后鋼帶邊部完全塑性變形,成型后的端面形狀為貼合的封閉孔型,與精成型接近,精成型過程中變形量小,不會改變粗成型后開口管筒的形狀,為高頻焊接創(chuàng)造了最佳的條件。另外,傳統(tǒng)的排輥成型方式在圓弧成型過程中軋輥表面存在線速差,容易造成鋼帶表面擦傷等缺陷,連續(xù)彎邊的成型工藝較好地解決了這一問題,提升了產(chǎn)品質(zhì)量。
1.2.4 先進(jìn)的彎邊工藝
高頻直縫焊管在焊接中對鋼帶邊部的成型質(zhì)量要求較高,如果成型過程中存在較大錯邊、間隙大小不均勻、波浪彎等缺陷,就很難進(jìn)行穩(wěn)定高效焊接。FFX 成型軋輥采用獨特的孔型設(shè)計,可以有效利用鋼帶在卷貼彎曲時產(chǎn)生的張力效應(yīng),從而最大限度地在成型過程中將彎矩施加到鋼帶邊部。同時,由于軋輥可實現(xiàn)兼用,成型時可根據(jù)鋼帶的強(qiáng)度和厚度等因素自由調(diào)節(jié)彎邊時的成型量,從而獲得最佳的成型狀態(tài)和焊接條件。
1.2.5 降低精成型負(fù)擔(dān)
由于FFX成型工藝粗成型段質(zhì)量高、彎邊效果好,大大降低了精成型段的負(fù)擔(dān),因此FFX精成型段的孔型設(shè)計就變得非常簡潔,只需2段精成型的標(biāo)準(zhǔn)配置,降低了設(shè)備的投資和運行成本[16]。
1.2.6 較高的機(jī)械強(qiáng)度和剛性
FFX成型機(jī)的成型主力是水平輥,粗成型的后段也不再需要內(nèi)輥控制變形,相比排輥式成型方式的機(jī)械結(jié)構(gòu),F(xiàn)FX成型更容易實現(xiàn)高強(qiáng)度焊管的生產(chǎn),這使得FFX成型能夠更好的適應(yīng)不同規(guī)格不銹鋼管產(chǎn)品的生產(chǎn)需求。
1.2.7 產(chǎn)品內(nèi)在質(zhì)量的改善
FFX成型技術(shù)在一定程度上改善了成型過程中的加工硬化、殘余應(yīng)力、板厚變化等問題。主要原因是:①粗成型段成型穩(wěn)定,不易出現(xiàn)折疊、起皮等問題;②按照與產(chǎn)品曲率相對應(yīng)的參數(shù)進(jìn)行連續(xù)彎邊,成型過程中的塑性變形比例遠(yuǎn)大于彈性變形,成型后殘余應(yīng)力小;③粗成型段的軋輥不存在過小過窄的情況,成型時不會產(chǎn)生局部過大變形和高應(yīng)力集中區(qū)域;④在粗成型過程中,鋼帶端面的任一部位只會產(chǎn)生一次變形,因此 FFX 成型工藝不易出現(xiàn)由于多次受內(nèi)外軋輥的壓力而產(chǎn)生某些部位的局部減薄現(xiàn)象;⑤良好的粗成型使精成型段負(fù)擔(dān)減小,不用進(jìn)行強(qiáng)擠壓,有效控制了大面積的加工硬化現(xiàn)象,應(yīng)力分布也變得更加均勻,提升了產(chǎn)品整體質(zhì)量。
2 應(yīng)用效果
Φ630 mm FFX 成型不銹鋼焊管機(jī)組在浙江久立特材科技股份有限公司生產(chǎn)應(yīng)用過程中,帶鋼頭尾部非穩(wěn)態(tài)成型區(qū)小,在單卷成型的情況下,材料利用率比普通焊管機(jī)組有所提高,同時,每年可減少約80% 的換輥時間(含離線),軋輥保管和修磨費用也大大降低,從而降低了生產(chǎn)成本。以成型難度較大的S31803 雙相不銹鋼為例,在Φ630 mm FFX 成型機(jī)組上生產(chǎn)Φ219 mm 不銹鋼焊管,并對其性能進(jìn)行分析。
2.1 常溫拉伸性能
按照API 5LC 標(biāo)準(zhǔn)進(jìn)行取樣,分別在4 個批次產(chǎn)品上制取母材縱向和焊縫橫向試樣,在常溫下進(jìn)行拉伸試驗,拉伸試驗結(jié)果見表1。根據(jù)標(biāo)準(zhǔn)要求,母材和焊縫屈服強(qiáng)度Rt0.5≥ 448 MPa,抗拉強(qiáng)度Rm≥ 621 MPa,母材延伸率A≥ 25%。由表1 可知,4 個批次產(chǎn)品的檢測數(shù)據(jù)均遠(yuǎn)高于標(biāo)準(zhǔn)要求,且各批次間的數(shù)據(jù)波動較小,說明成型穩(wěn)定性好。
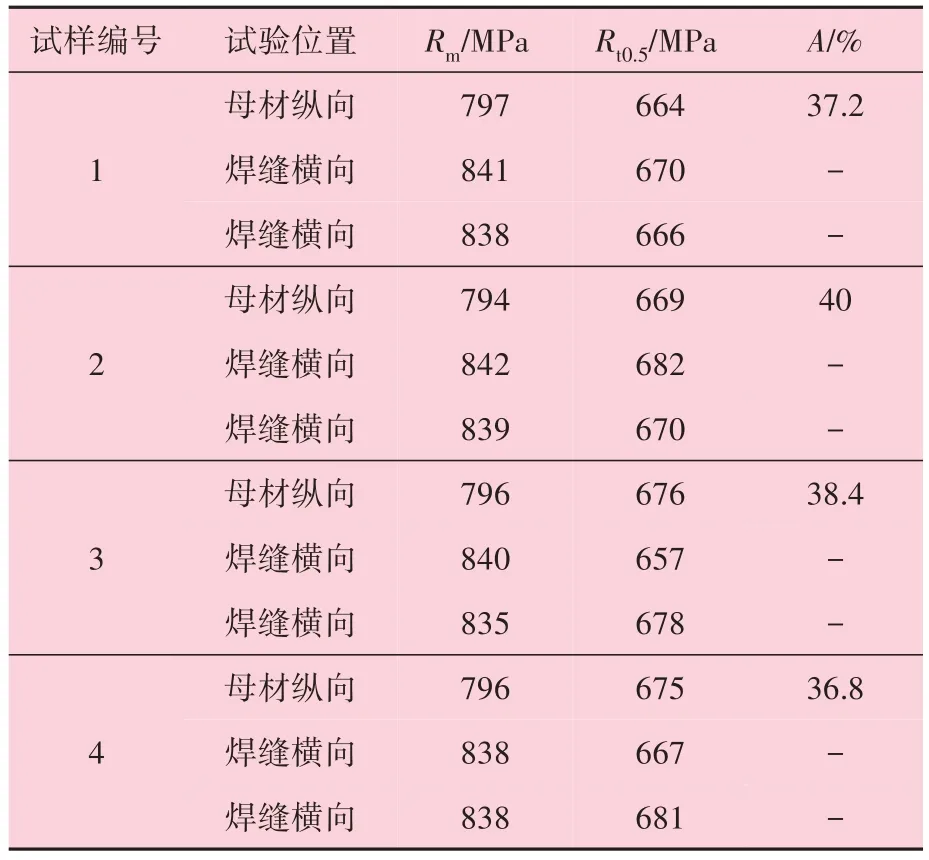
表1 S31803不銹鋼焊管常溫拉伸試驗結(jié)果
2.2 點蝕試驗
根據(jù)ASTM A923標(biāo)準(zhǔn)分別在4個批次產(chǎn)品上制取試樣,在常溫條件(25 ℃)下進(jìn)行點蝕試驗,腐蝕時間為24 h,檢測位置包含母材和焊縫,檢測方法為C 法(FeCl3腐蝕)。根據(jù)標(biāo)準(zhǔn)要求,試驗結(jié)束后腐蝕速率≤ 0.041 6 g/(m2·h)。試驗結(jié)果見表2,由表2可知各批次產(chǎn)品的耐腐蝕性能均滿足標(biāo)準(zhǔn)要求。
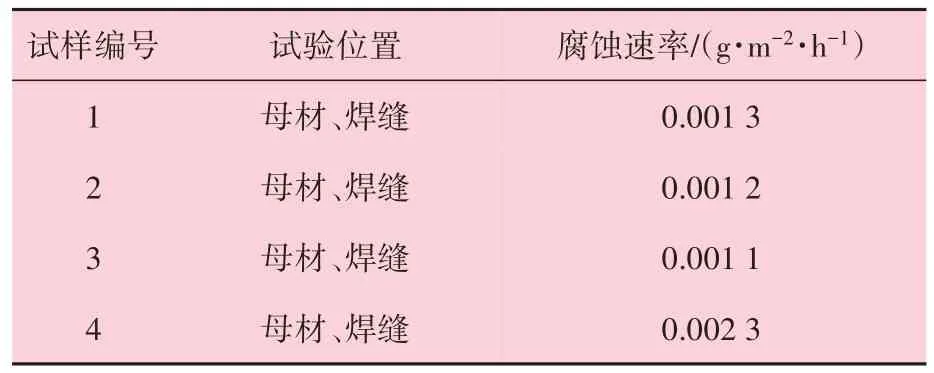
表2 S31803不銹鋼焊管點蝕試驗結(jié)果
2.3 維氏硬度
按照ISO 15156-1 標(biāo)準(zhǔn)分別在4 個批次產(chǎn)品上進(jìn)行取樣,進(jìn)行維氏硬度試驗,試樣包含焊縫、母材和熱影響區(qū),試驗結(jié)果見表3。根據(jù)標(biāo)準(zhǔn)要求,母材硬度≤ 290HV10,焊縫和熱影響區(qū)硬度≤ 330HV10,由表3 可知,4 個批次產(chǎn)品的檢測數(shù)據(jù)均滿足標(biāo)準(zhǔn)要求,且各檢測點的數(shù)據(jù)均勻性好,說明在成型過程中受力均勻穩(wěn)定。
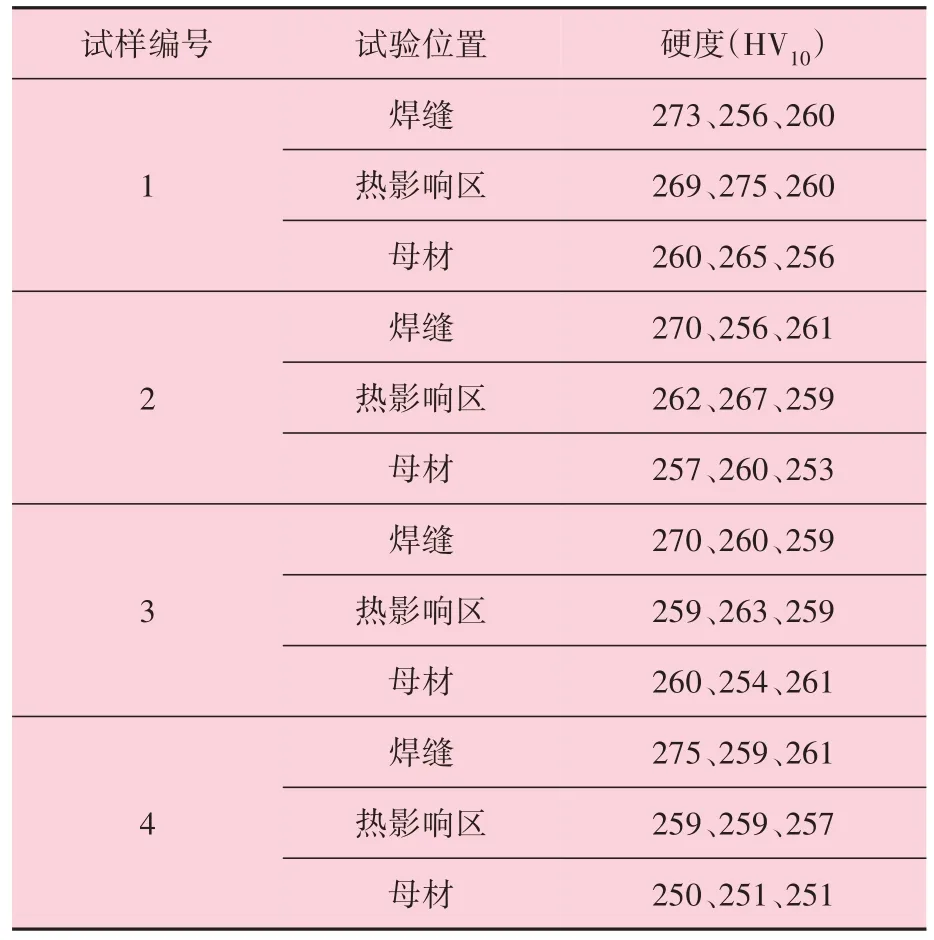
表3 S31803不銹鋼焊管維氏硬度試驗結(jié)果
2.4 沖擊試驗
按照ISO 17781 標(biāo)準(zhǔn)制取4 組沖擊試樣,試樣尺寸為10 mm×5 mm×55 mm,在-56 ℃條件下進(jìn)行沖擊試驗,沖擊位置為焊縫、母材和熔合線,沖擊試驗結(jié)果見表4。根據(jù)標(biāo)準(zhǔn)要求,試樣的沖擊功均值≥ 30 J,由表4可知,4組試樣中不同位置的沖擊功均滿足標(biāo)準(zhǔn)要求,表明產(chǎn)品的韌性較好。
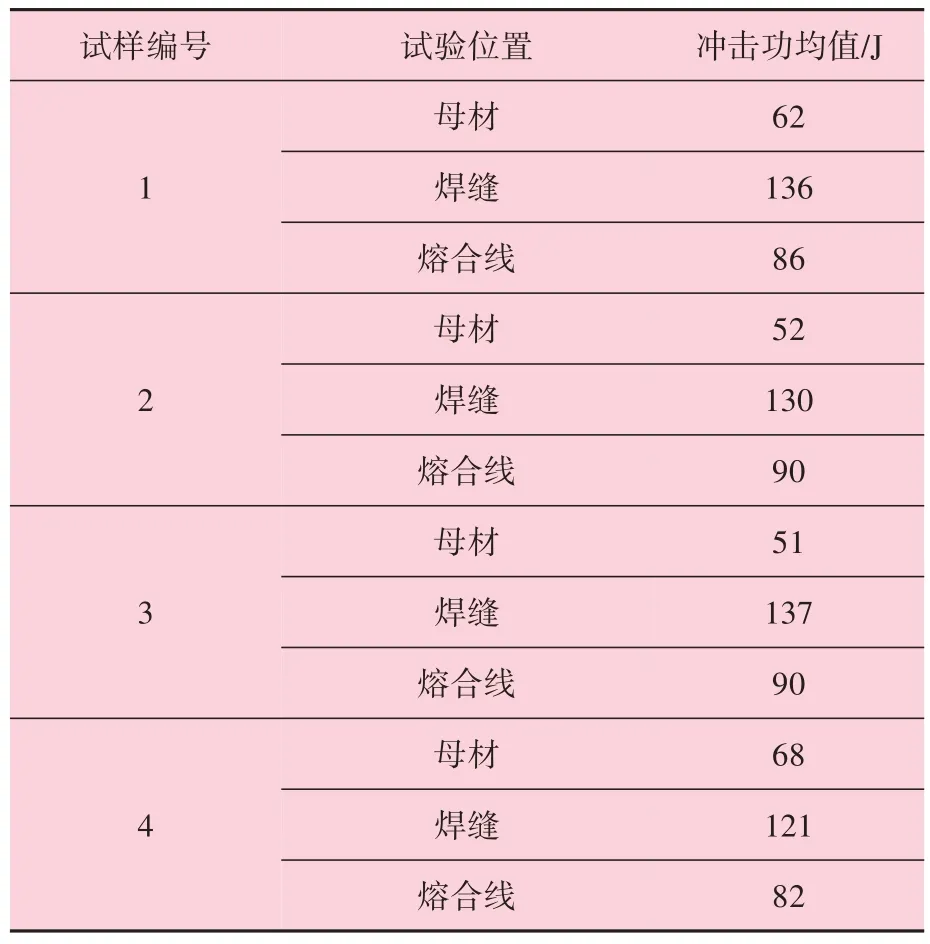
表4 S31803不銹鋼焊管沖擊試驗結(jié)果
3 結(jié)束語
FFX 成型方式具有柔性和剛性兼?zhèn)涞奶攸c,在變形量分配方面借鑒了輥式成型的大變形特點,變形以水平輥為主,使FFX 成型變形重點放在粗成型階段,并且鋼帶邊部曲率接近焊管成品,大大提高了成型過程的穩(wěn)定性,提高了焊接質(zhì)量。同時,軋輥采用具有連續(xù)曲率變化的漸開線設(shè)計,將漸開線軋輥形狀與卷貼輥彎方法有機(jī)結(jié)合在一起,實現(xiàn)了粗成型段軋輥完全共用的成型方式,減少了換輥時間,降低了生產(chǎn)成本。通過生產(chǎn)應(yīng)用,F(xiàn)FX 成型方式不僅適合于生產(chǎn)高精度普通材質(zhì)焊管,而且更容易實現(xiàn)高合金不銹鋼焊管和高強(qiáng)度焊管的生產(chǎn)。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年1期)2019-03-30 01:35:32
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
